

Задачи_2014
.pdfКиїв – 2014
Задача№20
4
3
2
1
Объект автоматизации: Гидравлический подъемник автоматизированного склада.
Автоматизированный склад имеет стеллаж с двумя уровнями по высоте для хранения и одним нижним уровнем для загрузки двух типов заготовок литейного производства. В длину стеллаж разделен на секции. Перемещение подъемника вдоль стеллажа обеспечивается реверсивным гидромотором 1, обеспечивающим движение подъемника от текущего положения до первого включенного путевого датчика. Вертикальное перемещение платформы подъемника обеспечивается гидравлическим цилиндром двухстороннего действия 2. После загрузки заготовок на платформу подъемник, с помощью гидромотора 1, выполняет горизонтальное перемещение к нужной секции с включенным датчиком. После остановки подъемника возле нужной секции, гидроцилиндр 2 поднимает платформу на первый уровень и манипулятор 3 выгружает заготовку первого типа. После возвращения манипулятора 3 в исходное положение гидропривод 2 поднимает платформу на второй уровень, и манипулятор 4 выгружает заготовку второго типа. Затем манипулятор 4 возвращается в исходное положение. Время выгрузки и возврата в исходное положение манипуляторов 3 и 4 составляет 4 секунды. По окончании выгрузки
40
Київ – 2014
заготовок привод 2 опускает платформу на уровень загрузки, и гидромотор 1 возвращает подъемник в исходную позицию.
После того, как все приводы возвратятся в исходное положение, и на платформу подъемника будут загружены следующие заготовки, по сигналу, подаваемому оператором, система повторяет цикл. Контроль времени для загрузки заготовок выполняется с помощью электрического реле времени или таймера.
Задача 20.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода подъема платформы и горизонтального перемещения подъемника (используются гидромотор 1 и гидроцилиндр 2). Сигналы путевых датчиков исходной позиции и начала нужной секции склада имитируются электроконтактными кнопками без фиксатора. Время выгрузки каждой заготовки составляет 4 секунды. Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 20.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода подъема платформы и горизонтального перемещения подъемника (используются гидромотор 1 и гидроцилиндр 2). Сигналы путевых датчиков исходной позиции и начала нужной секции склада имитируются электроконтактными кнопками без фиксатора. Время выгрузки каждой заготовки составляет 4 секунды. Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 20.в. Составить электрогидропневматическую схему и управляющую программу в среде FST язык STL для управления работой гидравлического подъемника (используются гидромотор 1 и приводы 2, 3, 4). Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 20.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 2 – кнопка S1, 3 – кнопка S2, 4 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
41
Київ – 2014
Задача№21
А
3
1
Б
2
4
6
В
Г
5
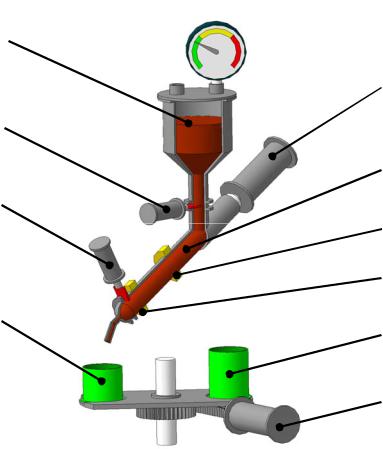
Объект автоматизации: Дозатор паст и пластичных строительных материалов.
Автоматизированный дозатор выполняет расфасовку шпатлевки и других пластичных материалов в упаковочную тару объемом 2 и 5 литров. Материал находится в бункере А под давлением 10 бар. Сначала, емкость дозатора Б за 3 секунды заполняется 7,3 литрами пластичного материала из бункера А через впускной клапан 1. Затем, клапан 1 отсекает емкость Б от бункера, а выпускной клапан 2 открывает канал, соединяющий дозатор с пустой емкостью объемом 2 литра, которая находится в зоне расфасовки. После этого гидропривод 3 перемещает вытеснитель до датчика 4, вытесняя из дозатора 2 литра пластичного материала в упаковочную тару В. Заполненная тара В отводится из рабочей зоны, а на её место устанавливается пустая тара Г объемом 5 литров. Замена заполненной тары на пустую на позиции расфасовки выполняется поворотом стола на 180°, который приводится в движение гидравлическим цилиндром 5. После этого гидропривод 3 перемещает вытеснитель до датчика 6, вытесняя из дозатора 5 литров пластичного материала в упаковочную тару Г. Затем гидроцилиндр 5 возвращается в исходное положение (стол поворачивается на 180°), устанавливая заполненную тару емкостью 5 литров в зону отгрузки, а пустую тару емкостью 2 литра на позицию расфасовки. Замену
42
Київ – 2014
заполненной тары на пустую на позиции отгрузки поворотного стола выполняет пневматический манипулятор в течение 3 секунд. После этого закрывается выпускной клапан 2 дозатора, а затем гидропривод 3 возвращает вытеснитель в исходное положение.
После того, как все приводы возвратятся в исходное положение, система повторяет цикл расфасовки. Контроль времени для заполнения дозатора выполняется с помощью электрического реле времени или таймера.
Задача 21.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода вытеснителя и поворотного стола дозатора (используются приводы 3 и 5). Контроль наличия пустой тары на поворотном столе имитируется электроконтактной кнопкой без фиксатора. Временем работы манипулятора пренебречь. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 21.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода вытеснителя и поворотного стола дозатора (используются приводы 3 и 5). Контроль наличия пустой тары на поворотном столе имитируется электроконтактной кнопкой без фиксатора. Временем работы манипулятора пренебречь. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 21.в. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой устройства дозирования пластичных материалов (используются приводы 3, 5 и клапаны 1, 2). Включение работы устройств в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 21.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 3 – кнопка S1, 5 – кнопка S2;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
43
Київ - 2014
Задача№22
Г |
3 |
1 |
2
A |
В |
Б |
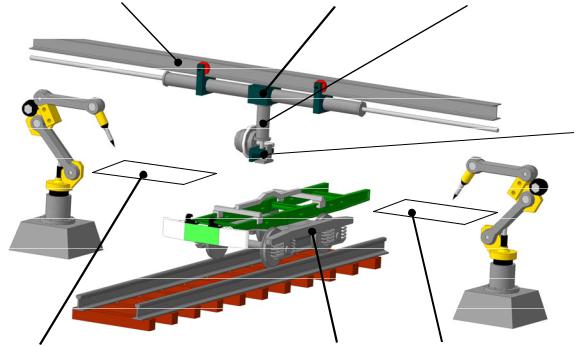
Объект автоматизации: Манипулятор-погрузчик автоматизированной линии по изготовлению сварных рам большегрузных автомобилей.
Автоматизированный участок по изготовлению сварных рам грузовых автомобилей объединяет два сварочных автомата. На рабочие позиции автоматов А и Б, по очереди, с помощью гидравлического манипуляторапогрузчика, подается каркас каждой рамы. На позиции А выполняется установка дополнительных перемычек рамы, после чего на позиции Б привариваются ребра жесткости.
Предварительно собранный в специальном кондукторе каркас подается на участок на транспортной тележке В. Транспортная тележка с кондуктором, установленным на платформе, останавливается под средним положением манипулятора Г. После этого привод 1 с закрепленным на нем схватом 2 опускается к кондуктору с каркасом. Гидравлический схват манипулятора 2 сжимает и удерживает кондуктор с каркасом. Привод 1 поднимает схват с каркасом, а горизонтальный привод 3 перемещает его на позицию А. На позиции А в течение технологического времени Т1 с помощью специального оборудования выполняются сварочные работы. После этого привод 3 перемещает каркас на позицию Б и в течение технологического времени Т2 выполняются сварочные работы по установке ребер жесткости. Манипулятор с
44
Київ - 2014
каркасом перемещается в среднее положение и привод 1 опускает схват к платформе транспортной тележки, после чего гидравлический схват 2 отпускает готовое изделие. После этого привод 1 возвращается в исходное положение.
После того, как все приводы возвратятся в исходное положение, и будет подана транспортная тележка со следующим каркасом, система повторяет цикл изготовления рамы. Контроль времени для выполнения сварочных работ выполняется с помощью электрического реле времени или таймера.
Задача 22.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой вертикального и горизонтального гидроприводов манипулятора (используются приводы 1 и 3). Контроль наличия тележки с установленным каркасом в кондукторе имитируется электроконтактной кнопкой без фиксатора. Перемещение на позицию А соответствует втягиванию штока. Время выполнения сварочных работ на позициях А и Б составляет по 5 секунд. Временем переключения схвата пренебречь. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 22.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой вертикального и горизонтального гидроприводов манипулятора (используются приводы 1 и 3). Контроль наличия тележки с установленным каркасом в кондукторе имитируется электроконтактной кнопкой без фиксатора. Перемещение на позицию А соответствует втягиванию штока. Время выполнения сварочных работ на позициях А и Б составляет по 5 секунд. Временем переключения схвата пренебречь. Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение - повторным нажатием S1.
Задача 22.в. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой сварочного автомата (используются приводы 1, 2, 3). Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение – повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 22.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 1 – кнопка S1, 2 – кнопка S2, 3 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
45
Київ - 2014
Задача № 23
3 |
2 |
1 |
Б
А
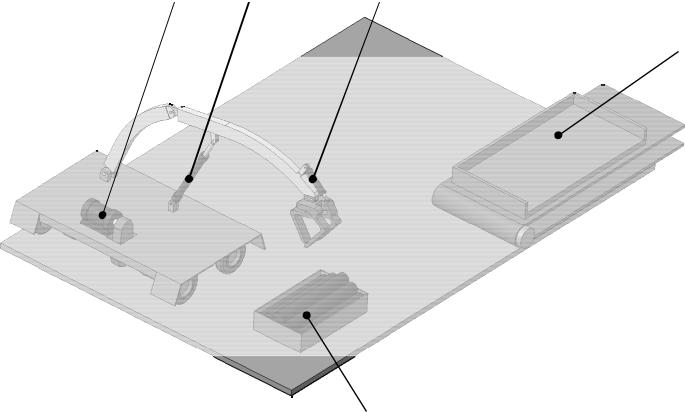
Объект автоматизации: Гидравлический привод мобильного погрузчика деревообрабатывающего комбината.
Подготовленные к промышленной переработке бревна древесины собираются на участке и грузятся на специальную площадку А. Погрузчик, приводимый в движение с помощью шасси, оборудованного реверсивным гидромотором 3, подъезжает к предварительно обработанному бревну. Погрузчик с помощью привода 2 опускает схват к бревну, захватывает его с помощью гидравлических прижимов 1 и поднимает на транспортную высоту приводом 2. Погрузчик подвозит бревно к платформе площадки Б, после чего привод 2 опускает бревно на высоту разгрузки и разжимаются прижимы 1. Во время движения колеса погрузчика вращаются за счет гидромотора 3. После освобождения бревна, на что затрачивается не более 5 секунд, привод 2 поднимает схват в транспортное положение и погрузчик подъезжает к следующему бревну.
Остановка погрузчика возле площадки Б контролируется с помощью установленного на платформе площадки датчика и выполняется автоматически,
46
Київ - 2014
по достижению шасси бортика платформы Б. Остановка погрузчика возле бревна выполняется по сигналу, подаваемому оператором.
После того, как очередное бревно отгружено и приводы 1 и 2 возвратятся в исходное положение, а оператор остановит шасси погрузчика возле следующего бревна, гидравлическая система повторяет цикл погрузки. Контроль времени для отпускания бревна выполняется с помощью электрического реле времени или таймера
Задача 23.а. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой привода вертикального перемещения и гидромотора шасси погрузчика (используются приводы 2 и 3). Контроль остановки погрузчика возле бревна имитируется электроконтактной кнопкой без фиксатора. Контроль приближения погрузчика к бортику площадки Б имитируется датчиком. Время работы схвата 1 составляет 5 секунд. Включение работы приводов в режиме длительного цикла выполняется по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла - повторным нажатием S1.
Задача 23.б. Составить электрогидравлическую схему и управляющую программу в среде FST язык LD для управления работой привода вертикального перемещения и гидромотора шасси погрузчика (используются приводы 2 и 3). Контроль остановки погрузчика возле бревна имитируется электроконтактной кнопкой без фиксатора. Контроль приближения погрузчика к бортику площадки Б имитируется датчиком. Время работы схвата 1 составляет 5 секунд. Включение работы приводов в режиме длительного цикла выполняется по нажатию кнопки без фиксатора S1, остановка системы после завершения цикла - повторным нажатием S1
Задача 23.в. Составить электрогидравлическую схему и управляющую программу в среде FST язык STL для управления работой погрузчика (используются приводы 1, 2, 3). Включение работы приводов в режиме длительного цикла по нажатию кнопки S1 без фиксатора, выключение – повторным нажатием S1.
Задание повышенной сложности. Дополнить управляющую программу задачи 23.в. сервисными режимами:
•первое нажатие S1 – длительный цикл работы системы;
•второе нажатие S1 – завершение циклической работы системы;
•первое нажатие кнопки S4 – переход в режим ручного управления приводами: 1 – кнопка S1, 2 – кнопка S2, 3 – кнопка S3;
•повторное нажатие кнопки S4 – выход системы из режима ручного управления.
Решение задачи включает:
−список оборудования,
−схему подключения элементов системы,
−описание работы системы,
−собранную и отлаженную систему на учебном стенде.
47