

2.2.3 Технологічні процеси осадження Ni - р-покриттів
При нанесенні покриттів хімічним
способом пред'являють підвищені вимоги
до підготовки поверхні покриваються
деталей. Поверхнядеталей
перед хімічним нанесенням покриття
готують тими ж способами, що і при
нанесенні гальванічних покриттів.
Деталі знежирюють в органічних розчинниках
і лужних розчинах; травлення здійснюють
у кислотах у присутності інгібіторів
корозії так само, як і активація. Склади
розчинів для хімічного нікелювання
наведені у ГОСТ 9 047-75. Однак у виробничих
умовах застосовують більш широкий
асортимент складів [31, 38, 39].
Основні
показники ефективності розчинів -
швидкість утворення покриттів при тій
чи іншій щільності завантаження;масапокриття,
отриманого з 1 л розчину (тобтовихідметалу),
стабільність, залежність цих величин
від різних факторів (кислотності,
температури і т. д.) .
Кислі розчини
(рН 4,0-6,5) застосовують при нанесенні
покриттів на деталі з чорних і деяких
кольорових металів (мідь, латунь тощо),
особливо коли їх робочі поверхні повинні
мати високі твердість, зносостійкість
і корозійно-захисні властивості.
З
плином часу швидкість нікелювання в
некорректіруемих кислих розчинах
поступово зменшується і через 6 год
роботи процес утворення покриттів майже
припиняється. При цьому кислотність
розчинів зростає, вони каламутніють,
на дно ванни випадає нерозчинний осад.
Перегрів розчинів і зміна оптимальної
концентрації компонентів призводять
до саморазряду і освіти нікелю в обсязі
ванни. Практично встановлено, що розчини
з янтарнокіслим натрієм дозволяють
отримувати за той же час більш товстий
шар покриття ніж розчини з оцтово-або
лимоннокислого натрію. Крім того, чим
більша щільність завантаження ванни,
тим менше швидкість осадження покриття
за рівний проміжок часу.
Необхідно
мати на увазі, що підтримка в ході реакції
оптимальної величини рН, наприклад,
гідроксилом натрію, мало підвищує
швидкість осадження хімічного нікелю,
що пояснюється порушенням оптимальної
концентрації його основних компонентів,
а також накопиченням в розчині побічних
продуктів реакції.
Періодичне
коригування кислих розчинів гіпофосфіти
сприяє збільшенню виходу нікелю на
6-12%. Одночасне коригування кислих
розчинів солями нікелю та гіпофосфіти
не дає істотного підвищення виходу
нікелю в порівнянні з коригуванням
одним гіпофосфіти.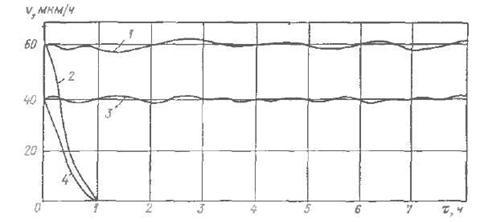 Рис.
7 Залежність швидкості осадження покриття
від тривалості нікелювання в кислому
розчині.1- з 15 мг / л сульфіду
свинцю і коригуванням;2- те
ж, без коригування;3- з 15 мг /
л аллілчепа і коригуванням;4-
те саме, без коригування .
На рис.
6 показано залежність швидкості осадження
покриття від тривалості нікелювання в
кислому некорректіруемом і коригуються
розчинах з сульфідом свинцю як
стабілізатор. Для цих цілей застосовують
розчин наступного складу (г / л), хлористий
нікель 21, гіпофосфіт натрію 24, уксуснокислий
натрій 10, рН 5,2, температура 97-98 °
С, щільністьзавантаження
1 дм2/ л. В обох випадках
початкова швидкість нікелювання в
свіжоприготовлених розчинах становить
близько 60 мкм / год, однак некорректіруемий
розчин вже після 1 год роботи майже
повністю виробився і осадження нікелю
в ньому припинилося. У коректованим
розчині, коли концентрація компонентів
і рН підтримувалися на оптимальному
рівні, така швидкість нікелювання
зберігається тривалий час. При використанні
у тому ж розчині як стабілізатор 15 м / л
аллілчепа (замість сульфіду свинцю)
швидкість нікелювання знижується на
20-22% в порівнянні з першим випадком,
проте і тоді за допомогою коригування
можна використовувати розчин тривалий
час. Застосування в кислих розчинах
зазначених стабілізаторів дозволяє
вести процес при максимальній температурі
і на найбільшій швидкості. При цьому
можливо багаторазове коригування
розчинів, що є надзвичайно важливим
чинником у виробничій практиці так
само, як зростання виходу металу з кислих
розчинів до 50% [31, 33, 34].
На рис. 7
показано залежність швидкості осадження
покриття від тривалості нікелювання в
розчині з малеїновим ангідридом і без
нього. З малюнка видно, що в розчині
наступного складу (г / л), сірчанокислий
нікель 21, гіпофосфіт натрію 24, уксуснокислий
натрій 10, рН 5.0-5,2 і температура 82-84 ° С.
при щільності завантаження 1 дм2/
л, що містить 1.5-2 г / л малеїнового
ангідриду, швидкість покриття на
четвертій годині роботи ванни майже в
чотири рази вище, ніж без цього
стабілізатора.
.
Рис.
7 Залежність швидкості осадження покриття
від тривалості нікелювання в кислому
розчині.1- з 15 мг / л сульфіду
свинцю і коригуванням;2- те
ж, без коригування;3- з 15 мг /
л аллілчепа і коригуванням;4-
те саме, без коригування .
На рис.
6 показано залежність швидкості осадження
покриття від тривалості нікелювання в
кислому некорректіруемом і коригуються
розчинах з сульфідом свинцю як
стабілізатор. Для цих цілей застосовують
розчин наступного складу (г / л), хлористий
нікель 21, гіпофосфіт натрію 24, уксуснокислий
натрій 10, рН 5,2, температура 97-98 °
С, щільністьзавантаження
1 дм2/ л. В обох випадках
початкова швидкість нікелювання в
свіжоприготовлених розчинах становить
близько 60 мкм / год, однак некорректіруемий
розчин вже після 1 год роботи майже
повністю виробився і осадження нікелю
в ньому припинилося. У коректованим
розчині, коли концентрація компонентів
і рН підтримувалися на оптимальному
рівні, така швидкість нікелювання
зберігається тривалий час. При використанні
у тому ж розчині як стабілізатор 15 м / л
аллілчепа (замість сульфіду свинцю)
швидкість нікелювання знижується на
20-22% в порівнянні з першим випадком,
проте і тоді за допомогою коригування
можна використовувати розчин тривалий
час. Застосування в кислих розчинах
зазначених стабілізаторів дозволяє
вести процес при максимальній температурі
і на найбільшій швидкості. При цьому
можливо багаторазове коригування
розчинів, що є надзвичайно важливим
чинником у виробничій практиці так
само, як зростання виходу металу з кислих
розчинів до 50% [31, 33, 34].
На рис. 7
показано залежність швидкості осадження
покриття від тривалості нікелювання в
розчині з малеїновим ангідридом і без
нього. З малюнка видно, що в розчині
наступного складу (г / л), сірчанокислий
нікель 21, гіпофосфіт натрію 24, уксуснокислий
натрій 10, рН 5.0-5,2 і температура 82-84 ° С.
при щільності завантаження 1 дм2/
л, що містить 1.5-2 г / л малеїнового
ангідриду, швидкість покриття на
четвертій годині роботи ванни майже в
чотири рази вище, ніж без цього
стабілізатора.
.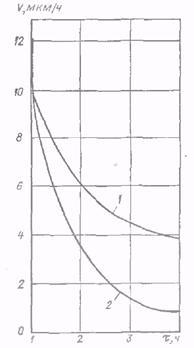 Рис.
8. Залежність швидкості осадження
покриття від тривалості нікелювання у
водному розчині.1- з малеїновим
ангідридом (1,5-2,0 г / л),2- без
малеїнового ангідриду.
Рис.
8. Залежність швидкості осадження
покриття від тривалості нікелювання у
водному розчині.1- з малеїновим
ангідридом (1,5-2,0 г / л),2- без
малеїнового ангідриду.