

Сведения о металлорежущих станках
Обрабатываемые на станках детали представляют собой тела вращения, плоские или фасонные поверхности и их сочетания. Но этому признаку различают токарные, сверлильные, фрезерные, строгальные и другие станки. Для их обозначения принят буквенно-цифровой шифр, например: 1К62, 6Н82, 7Б35 и т.п. Первая цифра обозначает номер группы станка по виду обработки: 1- токарные; 2 -сверлильные; 3 - шлифовальные и полировальные; 4 - комбинированные; 5 – зубо - и резъбообрабатываюшие; 6 - фрезерные; 7 - строгальные, долбежные и протяжные;, 8 - разрезные; 9 - разные. Последующие буквы и цифры указывают тип станка и технические особенности станка.
Токарная обработка
Несмотря на большое разнообразие конструкций, все станки токарной группы имеют
типовое устройство. Устройство этих станков рассмотрим на примере токарно-винторезного станка модели 16К20 (рис. 12).
Станок состоит из следующих основных частей: станина, передняя и задняя бабки, суппорт, фартук, коробка подач, гитара сменных зубчатых колес.
Передняя бабка служит для закрепления обрабатываемых заготовок и сообщения им главного (вращательного) движения с необходимой скоростью. Для этого внутри ее расположены коробка скоростей и шпиндель, на переднем конце которого устанавливают зажимные приспособления.

Рис.12. Токарно-винторезный станок 16К20: 1 -передняя бабка; 2 - электрический пулы, 3 -патрон; 4 - суппорт, 5 - щиток; 6 - задняя бабка; 7 - ходовой вал;
8 - ходовой винт; 9 - станина; 10 - фартук; 11 - корыто; 12 - рейка; 13 - коробка подач; 14 -гитара сменных зубчатых колес.
Суппорт предназначен для крепления резцов и перемещения их в продольном,
поперечном и угловом направлениях. Для этого он имеет трое салазок: продольные (каретку), поперечные и верхние.
Посредством гитары сменных колес и коробки подач станок настраивают на необходимую подачу или шаг нарезаемой резьбы.
От коробки подач движение поступает на суппорт при помощи ходового винта или ходового вала и фартука. Механизм фартука преобразует вращательное движение вала в поступательные перемещения суппорта. Ходовой винт предусмотрен только для нарезки резьбы резцами. Он согласует вращательное движение шпинделя и поступательное перемещение суппорта в зависимости от шага нарезаемой резьбы.
Задняя бабка предназначена для поддержания свободного конца длинных заготовок и закрепления инструмента Она состоит из трех основных частей: корпуса, пинали и плиты. В отверстие пиноли устанавливают центр или инструменты для обработки отверстий (сверла, зенкеры и т.п.). Корпус можно поперечно смещать для обтачивания длинных конусов.
Основные виды токарных работ: обтачивание цилиндрических поверхностей, подрезание торцов, вытачивание наружных канавок, отрезание металла, сверление, рассверливание, зенкерование, развертывание, растачивание отверстий, вытачивание внутренних канавок, центрование, обработка поверхностей фасонными резцами, нарезка резьбы плашками, метчиками, резцами, резьбонакатными головками, обработка конических поверхностей (при поперечном смещении задней бабки, при повороте верхних салазок суппорта, при помощи конусной линейки и копировальных приспособлений, широким угловым резцом).
О сновными
инструментами при токарной обработкеявляются
резцы. В зависимости от характера
выполняемых операций
резцы бывают черновые и чистовые.
Геометрические параметры
режущей части этих резцов таковы, что
они приспособлены
к работе с большой и малой площадью
сечения срезаемого
слоя.
сновными
инструментами при токарной обработкеявляются
резцы. В зависимости от характера
выполняемых операций
резцы бывают черновые и чистовые.
Геометрические параметры
режущей части этих резцов таковы, что
они приспособлены
к работе с большой и малой площадью
сечения срезаемого
слоя.
По форме и расположению лезвия относительно стержня резцы подразделяют на прямые, отогнутые, изогнутые и оттянутые(рис.13.).
|
рис. 13. |
У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично по
отношению к оси державки резца иди быть смещено вправо или влево.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 13). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 13). Такие резцы в движении подачи перемещаются слева направо.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные.
Проходные прямые (рис. 14, а) и отогнутые (рис. 14, б) резцы применяют для обработки наружных поверхностей. Для прямых резцов обычно главный угол в плане φ= 45- 60°, а вспомогательный угол в плане φ1= 10-15°. У проходных отогнутых резцов углы в плане φ= φ1=45°. Эти резцы работают как проходные с продольным движением подачи и как подрезные с поперечным движением подачи.
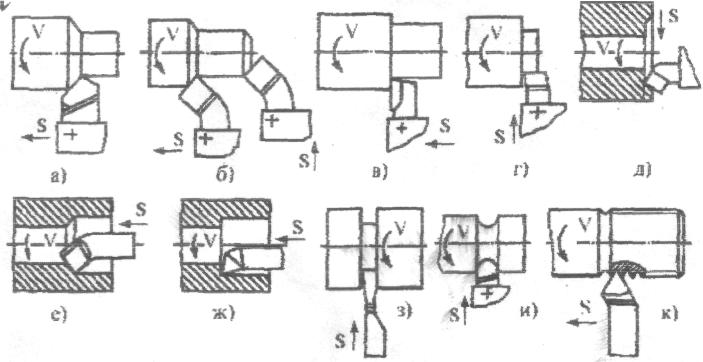
Рис. 14. Виды токарных резцов.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис. 14, в). Резец работает с продольным движением подачи. Главный угол в плане φ=90°.
Подрезные резцы применяют для подрезания торцов заготовок. Они работают с поперечным движением подачи инструмента по направлению к центру (рис. 14, г) или от центра (рис. 14, д.) заготовки.
Расточные резцы используют для растачивания отверстий предварительно просверленных или полученных штамповкой или питьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания (рис. 14, е), упорные - для глухого растачивания (рис. 14, ж). Резцы различаются формой лезвия. У проходных расточных резцов угол в плане φ = 45-60°, а у упорных - угол φ несколько больше 90".
Р ис.15.
ис.15.
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи. Отрезной резец имеет главную режущую кромку, расположенную под углом φ=90° и две вспомогательные с углами φ1=1-2°. Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом φ1 =1 "30.
Фасонные резцы применяют для обработки коротких фасонных поверхностей с длиной образующей пинии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции фасонные резцы подразделяют на стержневые, круглые, призматические, а по направлению движения подачи - на радиальные и тангенциальные. На токарно-винторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис. 14, и).
 Рис.16.
Рис.16.
Резьбовые резцы (рис. 14, к) служат для нарезания наружной и внутренней резьбы любого профиля: прямоугольного, треугольного, трапецеидального. Форма режущих лезвий резьбовых резцов соответствует профилю и размерам поперечного сечения нарезаемых резьб.
Многогранные режущие пластины изготовляют с тремя, четырьмя, пятью и шестью
гранями (рис. 16). Для того чтобы создать положительный угол на передней поверхности пластины, вдоль режущих кромок делают лунки и фаски методом прессования с последующим спеканием.
По конструкции различают резцы цельные, изготовленные с одной заготовки;
составные, с неразъемным соединением.
Державки резцов обычно изготавливают из конструкционных сталей 40, 45, 50 и 40Х с различным сечением: квадратным, прямоугольным, круглым, специальным.

Рис. 17. Вращающийся центр: 1-крышка, 2 - радиальный подшипник, 3 - упорный подшипник, 4 - корпус с хвостовиком.



Рис. 18. Трехкулачковый самоцентрирующийся патрон: 1-корпус, 2-кулачки.
У ниверсальность
металлорежущего станка расширяется
применением принадлежностей
и приспособлении.
ниверсальность
металлорежущего станка расширяется
применением принадлежностей
и приспособлении.
Рис. 19. Поводковый патрон: 1-шюшнайба, 2-“шгаватошео кольцо", 3-кулачок,4-ось кулачка.
Рис. 20. Обработка заготовки на угольнике с использованием планшайбы: 1-планшайба, 2-противовес, 3-прихват, 4-угольник.
Применяются и вспомогательные приспособления: сверлильный патрон, переходные втулки, хомутики и др.
Из патронов наибольшее распространение получил самоцентрирующий трехкулачковый патрон (рис. 19). Его конструкция обеспечивает одновременное перемещение трех кулачков в радиальном направлении, благодаря чему заготовка устанавливается по оси шпинделя.

Рис. 21.
Обработка вала с использованием неподвижного (а) и подвижного (б) люнетов: 1-плашпайба, 2-хомутик, 3-люнет, 4-задний центр.
При несимметричном сечении заготовок, когда правильное ее закрепление в трехкулачковом патроне невозможно, применяют четырехкулачковый патрон с раздельным зажимом кулачков (рис. 19) или планшайбу (рис. 20).
При обработке в цешрах, для придания вращения заготовке, применяют поводковые патроны (рис. 19).
При наружной обработке длинномерных заготовок малого диаметра с целью предотвращения прогиба используют неподвижный или подвижный люнеты (рис. 21).