

page 221
-Suitable for gaps from 0.001” to 0.01”
-Surfaces must be sanded and cleaned before these processes are used.
-Flux is often used to deoxidize a surface so that the filler will adhere better. Typical fluxes include,
Brazing flux - fused borax or alcohol and borax paste
Soldering flux - inorganic salts (zinc ammonium chloride), muriatic acid, resin based
-Some fluxes are corrosive and should be removed after use.
•Materials include,
-Solder is often an alloy combination of two of tin, lead, silver, zinc, antimony or bismuth.
-Brazing metals are typically alloys such as,
brazing brass (60% Cu, 40%Zn) manganese bronze
nickel silver copper silicon
silver alloys (with/without phosphorous) copper phosphorous
42.5 TITANIUM WELDING
•Titanium as a metal
-above 885°C the material undergoes beta phase transition to body centered cubic arrangements
-melts at 1800°C
-resistance to corrosion
-high affinity for carbon
-soft and ductile when annealed
•Above 260°C titanium absorbs oxygen, nitrogen, and hydrogen. This causes when welding, because in excess they make titanium brittle.
•Titanium welding requires,
-a very clean environment with no contaminants or other materials.
-no drafts
-the correct welding equipment
•To eliminate unwanted gases and moisture from being absorbed, a gas shield is used on both sides of the weld.
•The weld must be shielded until the temperature drops below 427°C.
page 222
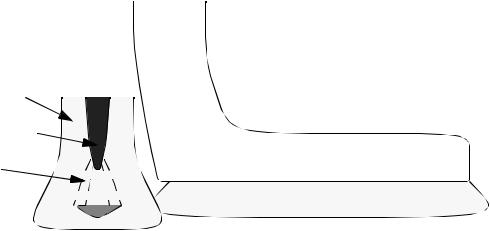
•Gas tungsten arc welding,
-gas is used to cover the tip of the torch, electrode and workpiece.
•The torch is,
-a split copper collect holding a tungsten electrode. A nut tightens the collet and holds the electrode. The collet also serves to conduct current to the electrode.
-tubes delivers gas to the torch, and it is channeled to the electrode in such a way as to ensure uniform coverage.
•Gas cups are,
-Ceramic, metals or high temperature glass is used to direct the gas about the electrode. The size typically effects the gas consumption.
•An optional trailing shield focuses gas on the now welded joint, to allow proper cooling time.
|
|
Torch |
|
|
Primary |
|
|
|
|
Gas Shield |
|
|
|
|
Electrode |
|
|
Trailing |
|
|
|
|
|
|
Arc |
|
|
Gas Shield |
|
|
|
|||
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
•The electrode stickout (or electrode extension) is the distance that the electrode protrudes out the end of the collet. A larger stickout is proportional to the energy delivered, and the size of the gascap, and it allows better visibility of the work.
•A gas lens can be used to focus/balance the flow of gases, it can be used without a gas cup, or with one to improve gas coverage.
•Gas backups are placed on the back of the weld seam, purging is used when the back of the weld is enclosed (eg tubes).
•Typical welding parameters,