

13. Кинетика плавления и переноса электродного металла при сварке порошковыми проволоками в среде со2 с импульсной стабилизацией процесса переноса в режиме коротких замыканий дугового промежутка
На рис. 16 приведены кинокадры процесса сварки в среде СО2 с импульсной стабилизацией переноса электродного металла в режиме коротких замыканий дугового промежутка. В момент повторного возбуждения дуги (фазы 1-2, рис. 16) происходит интенсивное плавление электрода во время импульса тока, что приводит к быстрому росту размеров капли расплавленного металла и смещению ее на боковую поверхность вследствие действия комплекса сил на данном интервале микроцикла. Давлением дуги расплавленный металл сварочной ванны вытесняется из-под дуги, образуя кратер, размеры которого постоянно меняются по мере роста капли электродного металла на торце электрода и изменения давления дуги, вызываемого уменьшением силы тока. Это приводит к некоторому замедлению скорости расплавления электрода, и дуговой промежуток начинает сокращаться (фазы 5-6-7, рис. 16). В момент окончания тока импульса сварочный ток уменьшается до уровня тока паузы, что приводит к еще более заметному замедлению скорости плавления электрода. При этом на интервале тока паузы происходит ослабление действия реактивных сил, вытесняющих каплю расплавленного металла на боковую поверхность электрода, и под действием, в основном, силы тяжести и силы поверхностного натяжения капля стремится занять соосное с электродом положение. Кроме того, вследствие уменьшения давления дуги, сварочная ванна активно перемещается в направлении непрерывно подаваемого электрода, и в результате этих взаимонаправленных движений происходит принудительное короткое замыкание (фаза 8, рис. 16). На интервале короткого замыкания происходит перетекание расплавившейся части электродного металла в сварочную ванну, и за счет действия силы поверхностного натяжения и электродинамической силы происходит образование шейки и последующее ее разрушение. Далее процесс плавления и переноса протекает аналогично описанному.
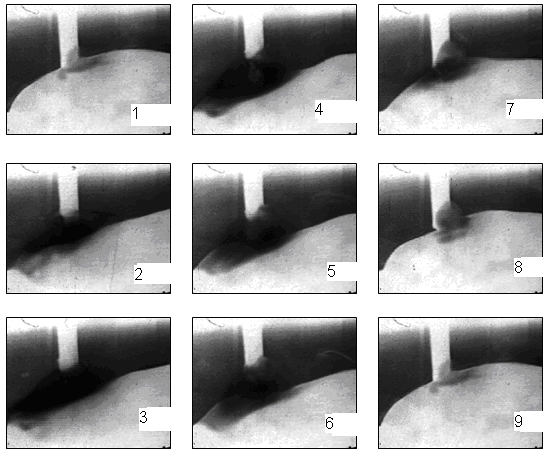
Рис. 16. Кинокадры сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой в среде СО2 со стабилизацией.
Следует отметить, что скорости плавления оболочки порошковой проволоки и ее сердечника хотя и близки, но все, же несколько отличаются, что приводит к закорачиванию дугового промежутка вначале сердечником, а затем уже каплей расплавленного металла. Это обстоятельство несколько затягивает длительность короткого замыкания, хотя она и остается меньшей по сравнению с длительностями, имеющими место при переносе в вышерассмотренных вариантах сварки. В целом процесс сварки проволокой в среде СО2 при импульсной стабилизации протекает более стабильно.
14. Кинетика плавления и переноса электродного металла при сварке порошковой проволокой в среде аргона без стабилизации переноса
На рис. 17 приведены кинокадры процесса сварки порошковой проволокой, 1,2 мм, в среде аргона без стабилизации переноса.

Рис.17. Кинокадры сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой в среде аргона без стабилизации.
Анализ кинокадров сварочного микроцикла показывает, что перенос электродного металла в этом случае протекает без коротких замыканий дугового промежутка. Вследствие хорошей ионизации дугового промежутка столб дуги имеет конусообразную расширяющуюся форму, что обеспечивает низкое значение давления дуги на расплавленный металл сварочной ванны. При этом сварочная ванна осуществляет незначительные колебательные движения, что благоприятно сказывается на формировании шва. Сварка в аргоне характеризуется низкими значениями реактивных сил (по сравнению со сваркой в активных газах). Это приводит к равномерному плавлению электрода, и вследствие действия силы поверхностного натяжения капля расплавленного металла имеет форму шарового сегмента. При этом по мере роста капли на торце электрода, под действием веса капли, она занимает соосное с электродом положение, рис. 17.
По мере дальнейшего увеличения размера капли возрастает ее вес, который совместно с силой поверхностного натяжения и электродинамической силой обеспечивает отрыв капли и ее перемещение в направлении сварочной ванны (фаза 9, рис. 17).
Анализируя характер плавления и переноса электродного металла при сварке порошковой проволокой в среде аргона, следует заметить, что процесс протекает спокойно, хотя периодичность массопереноса не постоянна. Отмеченное обстоятельство может обеспечить приемлемые результаты только при сварке в нижнем положении и не обеспечить требуемого качества в положениях, отличных от нижнего.