

§ 105. Электрошлаковая сварка
В последние годы завоевала широкое признание электрошлаковая сварка — новый способ, разработанный и внедренный Киевским институтом электросварки им. Е. О. Патона Академии наук УССР.
Расплавленный флюс, соприкасаясь с боковыми поверхностями листов 1, оплавляет их; одновременно плавится электродная проволока 4,конец которой находится в шлаковой ванне. Расплавленный металл электрода под шлаковой ванной сливается с расплавленным металлом кромок свариваемых листов, и в результате этого образуется металлическаяванна 5.По мере остывания ванны металл здесь отвердевает, образуя сварной шов 6, соединяющий свариваемые листы.
Благодаря постепенному разогреву и плавлению кромок листов, а также надежной защите металлической ванны от воздействия кислорода и азота воздуха, сварное соединение получается очень хорошего качества.
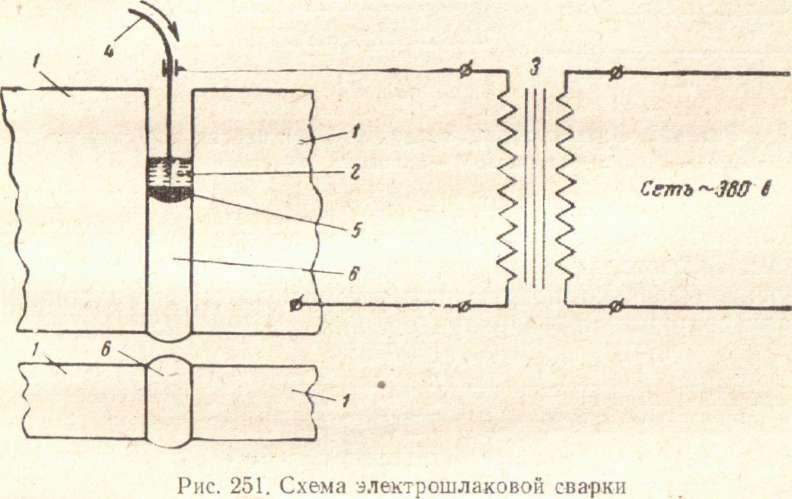
Электрошлаковая сварка производится специальным автоматом. Его механизмы с определенной скоростью перемещают охлаждаемые водой медные ползуны, препятствующие вытеканию металлической и шлаковой ванн, и подают в шлаковую ванну электродную проволоку. Производительность сварки получается весьма высокой.
Электрошлаковую сварку применяют для соединения сталей большой толщины (от 100 до 400 мм),главным образом в тяжелом машиностроении.
§ 106. Контактная сварка
Этим видом сварки получают преимущественно соединения точечное, роликовое и стыковое (рис. 252). Каждое из них выполняют на специально предназначенной для данного соединения контактной машине, носящей соответствующее название. Каж-
337
дая такая машина состоит из трех основных частей—трансформатора, прерывателя и механизма давления. Электроды на каждой машине отличаются своей особой формой.

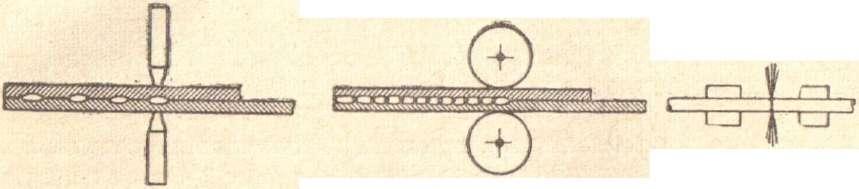
Рис. 252. Основные
типы соединений при контактной сварке;
а
— точечное,
б
— роликовое,
в
— стыковое
а) 6) в)
Контактная сварка осуществляется по принципу сварки давлением. В месте, где производится сварка, металл разогревается электрическим током до размягчения, затем его сдавливают. Детали свариваются, образуя прочное соединение.
I ** ^rz i
тактной машине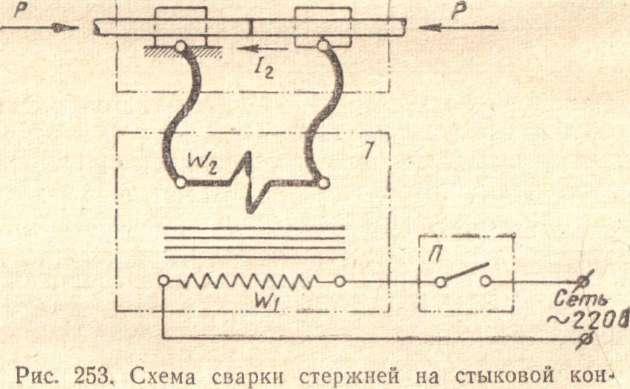
Рассмотрим этот процесс несколько подробнее применительно к работе стыковой машины.
Перед сваркой заготовки-стержни зажимают в электродах
стыковой машины (рис. 253). Рычагом механизма давления А1Д заготовки сводят вместе и прижимают торцами друг к другу с усилием величиной Р кг.После этого, замкнув прерыватель П, включают машину под напряжение заводской электросети.
В первичной обмотке Wi трансформатора появляется переменный ток, создающий переменный магнитный поток в сердечнике трансформатора. Магнитный поток пересекает витки вторичной обмоткиW2 трансформатора, в результате чего под напряжением оказывается вторичный контур машины. Так как к этому моменту вторичный контур замыкается свариваемыми стержнями, через него начинает течь ток /2 и во всех участках контура выделяется тепло.
Наибольшее количество тепла образуется в месте соприкосновения стержней, т. е. в сварочном контакте, так как здесь электрическое сопротивление особенно велико. Когда необходимый разогрев достигнут, значительно увеличивают давление на сварочный контакт, и в результате происходит сваривание стержней.
Примерно так же протекает процесс сварки на точечных и шовных машинах.
Перед сваркой подлежащие соединению участки заготовок очищают от окалины, ржавчины, краски и других загрязнений, потом делают пригонку заготовок, чтобы они плотно прилегали друг к другу. Особенно тщательной должна быть подготовка элементов шовных соединений. Сварка грязных и непригнанных заготовок ведет к получению брака.
На контактных машинах хорошо свариваются стали различных марок, некоторые цветные сплавы, медь. Чем больше толщина или сечение заготовок, тем большими должны быть ток, давление и мощность машины и тем больше времени требуется на сварку.
На контактных машинах можно сваривать заготовки всевозможных конфигураций и разных толщин. Здесь получают сварные соединения, начиная от деталей толщиной 0,1 мми кончая тяжелой арматурой для гидротехнических сооружений, у которой
диаметр стержней доходит до 90 мм.
# *
*
При ремонтных работах часто прибегают к кузнечной сварке.Этим способом создают неразъемные соединения нагревом заготовок в горне и проковкой мест соединений частыми и сравнительно слабыми ударами кувалды. Окисление свариваемых поверхностей предупреждают ошлаковыванием нагретых до белого каления концов заготовок; для этого их посыпают до проковки кварцевым песком.