участвующих в этой работе, огромно и каждая из них производит от 20 ООО до 25 ООО ударов в секунду, то процесс идет довольно быстро. Например, в стекле можно получить квадратное отверстие размером 6X6 мми глубиной 6 ммв течение примерно одной минуты.
На ультразвуковых установках можно обрабатывать сверхтвердые сплавы, драгоценные камни, стекло, закаленные стали; вообще материалы, обладающие большой хрупкостью. Обработка пластичных материалов ультразвуковыми колебаниями неэффективна, так как абразивные частицы проникают внутрь материала и остаются в нем.
Ультразвуковая обработка с наибольшим успехом применяется для сообщения необходимой геометрии режущему инструменту из твердых сплавов и керамики, для изготовления алмазных фильер, пуансонов, матриц, очень точных миниатюрных изоляторов и в некоторых других случаях. Структура обрабатываемого материала не изменяется ни под влиянием механических усилий, ни в результате температурных колебаний, возможных в процессе обработки.
На рис. 243,6 изображены инструменты различной формы и отверстия, полученные с их помощью способом ультразвуковой обработки.
На рис 243, впоказан внешний вид станка для обработки хрупких материалов ультразвуковыми колебаниями. Основные части станка — шкаф со специальным генератором высокой частоты (мощность 1—3 кет)и насос с баком для смеси масла и абразива. Вместо коробки скоростей имеется головка, заключающая в себе магнитостриктор, в котором крепится рабочий инструмент. Магнитостриктор можно поднимать и опускать вручную, его подъем и опускание могут также происходить автоматически. Стол станка допускает перемещение в двух взаимно- перпендикулярных направлениях, так что обрабатываемую деталь легко устанавливать под инструментом в любом положении.
Скорость подачи инструмента зависит от обрабатываемого материала:
Материал Подача в мм/мин
Стекло, кварц 7,5—12
Керамика , 0,75
Твердые сплавы 0,25—0,4
Закаленные стали 0,5—0,75
Точность размеров отверстий, обработанных ультразвуковым способом, колеблется от 0,08 ммдо 0,005 мм,чистота поверхно сти достигает 9-го класса.328
ГлаваXxiii
СОЕДИНЕНИЕ МЕТАЛЛОВ СВАРКОЙ § 103. СУЩНОСТЬ И ЗНАЧЕНИЕ СВАРКИ, ВИДЫ СВАРКИ
Сваркой получают неразъемные соединения металлов путем их местного нагрева. Этот нагрев может производиться вплоть до расплавления металла свариваемых частей в местах соединения или только до размягчения металла. Первый из этих способов называется сваркой плавлением,а второй — сваркой давлением.Последнее название объясняется тем, что при втором способе необходимо сдавливать соединяемые части.
Виды сварки плавлением: электрическая дуговая (ручная и автоматическая), газовая и термитная. Виды сварки давлением: контактная, которая разделяется на точечную, роликовую и стыковую, газо-прессовая и термитная (некоторые ее разновидности) .
Сваркой ныне получают прочное соединение элементов металлических конструкций любой формы при толщине металла от 0,1 до 250 мми даже при большей толщине. Но далеко не все металлы свариваются одинаково хорошо.
Из сталей хорошо свариваются углеродистые с содержанием углерода до 0,3°/о и некоторые низколегированные, как например сталь 15Г. Удовлетворительно свариваются углеродистые стали с 0,3—0,42% С, низколегированная сталь 20ХМА и другие, близкие к ней. Хуже свариваются углеродистые стали с 0,42—0,55% С, низколегированные стали ЗОХМА, ЗОХГС и другие, подобные им. Плохо свариваются углеродистые стали с содержанием углерода более 0,55%, низколегированные стали 35ХГС, 40ХС и др. Чем хуже сваривается сталь, тем более тщательно должен быть разработан технологический процесс сварки и тем строже нужно его соблюдать.
Применение сварки способствует значительной экономии металла: сварные конструкции обычно на 10—15% легче клепаных и на 30—40% легче литых; кроме того, сварка очень производи тельный способсоединения металлов. Вот почему сварка нашла самое широкое распространение во всех областях машиностроения, а также в строительстве.
В Советском Союзе ранее, чем во многих других странах, начали пользоваться сваркой в транспортном машиностроении. В тяжелом машиностроении сваркой изготовляются такие ответственнейшие агрегаты, как статоры мощных гидротурбин. Они создаются новейшим отечественным способом — электрошлаковой сваркой.
Различные котлы высокого давления с толщиной стенки до 100 ммтакже изготовляются сваркой. В настоящее время вы
пускаются цельносварными резервуары для хранения различных жидкостей и газов, в том числе резервуары емкостью до 10 тыс. ж3.
Сварка строительных конструкций сыграла и играет значительную роль при строительстве многих крупнейших предприятий нашей социалистической индустрии. Цельносварными изготовляются строительные фермы, колонны, подкрановые балки. При сооружении многих заводов до 70% всех строительных металлоконструкций были сварными. Важное место занимает сварка в монтаже различных зданий из сборного бетона и железобетона. Огромное значение имеет сварка в строительстве газопроводов большой протяженности.
Успешно применяют сварку при строительстве мостов. Автодорожный мост через Днепр в Киеве — цельносварной.
Важное место занимает сварка в ремонтном деле как выгодный и производительный способ восстановления деталей машин и режущего инструмента.
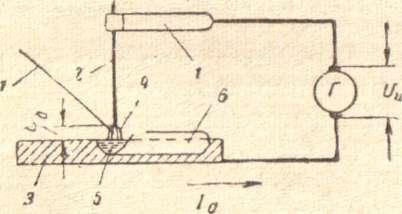
Рис. 244. Схема
ручной дуговой сварки