

§ 104. Дуговая сварка
Дуговая сварка — ручная и автоматическая—наиболее распространенный вид сварки. Изобрели дуговую сварку найди соотечественники Н. Н. Бенардос и Н. Г. Славянов. Первый из них в 1882 г. создал способ сварки угольным электродом, а второй в 1888 г. — способ сварки металлическим электродом.
Ручная дуговая сварка
Общие сведения.В промышленности большей частью применяется электрическая дуговая сварка металлическим электродом. При этом способе (рис. 244) соединение элементов конструкции производится следующим образом.
В . электрододержатель 1 вставляют металлическийэлектрод 2.Между электродом и изделием (основным металлом)
к которым подводится ток от сварочного генератора Г,возбуждается электрическая дуга
Она представляет собой мощ
ный источник тепла с температурой около 6000°. Дуга расплавляет электрод 2и основной металл 3, под дугой образуется сварочная ванна 5. Расплавленный металл электрода мелкими капельками поступает в сварочную ванну, где перемешивается с расплавившимся основным металлом. По мере остывания сва

рочной ванны с перемещением дуги по кромкам свариваемых лк- стов жидкий металл отвердевает (кристаллизуется); образуется сварной шов 6,прочно соединяющий кромки листов.
При сварке по способу Бенардоса в электрододержатель / вместо металлического вставляют угольныйэлектрод 2и для формирования шва вводят в зону дуги пруток присадочного металла 7. В остальном все происходит так же, как при сварке по способу Сла- вянова.
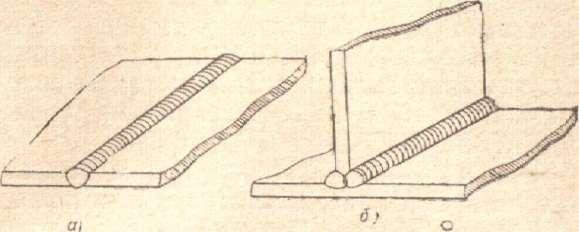
На рис. 245 показаны основные типы сварных соединений: стыковое (а), тавровое (б), угловое (в) и нахлес- точное (г).
При сварке очень важно обеспечить
Рис.
246. Крутопадающая внешняя характе
ристика
сварочного источника тока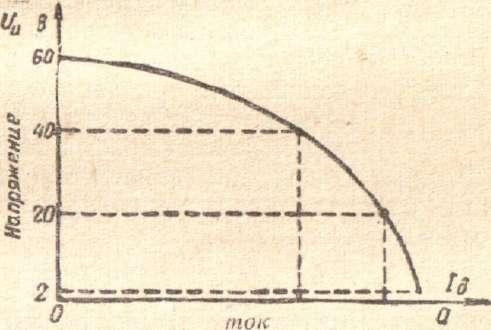
тока /д. О таких источниках тока говорят, что они имеют крутопадающуювнешнюю характеристику (рис. 246).
Дуговую сварку можно вести как на постоянном, так и на переменном токе. Постоянным током дуга питается от сварочного генератора, а переменным током — от сварочных аппаратов, называемых трансформаторами.
Наша отечественная промышленность выпускает много различных типов сварочных генераторов и трансформаторов для ручной и автоматической сварки. Основные типы сварочных генераторов— ПС-500 и ПСМ-1000, а сварочных трансформаторов— СТАН-1, СТЭ-24, СТЭ-34 и ТСД-1000-3.
Электроды.Дуговая сварка по способу Сла- вянова производится, как уже указывалось, плавящимся электродом (рис. 247). Это металлический стержень (электродная проволока), покрытый слоем смеси определенного состава, растворенной в жидком стекле. Покрытие делают способом окунания или способом прессования. Электроды со свежим слоем покрытия (обмазки) просушивают, затем прокаливают до полного удаления влаги.
Различают два типа электродов: простые и качественные. Простыеэлектроды имеют тонкое покрытие, а качественныеэлектроды — толстое покрытие. Назначение тонких покрытий — облегчить сварщику зажигание дуги и повысить ее устойчивость в процессе сварки. Толстые покрытия служат как для этих целей, так Идля защиты металла шва от вредного влияния среды. При сварке качественными электродами в металл шва почти не попадает ни кислород, ни азот воздуха, поэтому прочность сварного соединения получается значительно более высокой, чем при сварке простыми электродами. По этой причине сварка конструкций почти всегда ведется качественными электродами.
Различное действие покрытий объясняется их составом. В тонкие покрытия входят ионизирующие и связующие вещества, качественные покрытия содержат, кроме ионизирующих и связующих веществ, также газообразующие, шлакообразующие, раскисляющие и легирующие вещества.
Сварка листов.Чтобы произвести сварку листов, прежде всего зачищают очень аккуратно кромки листов, удаляя с них грязь, окалину, ржавчину. Затем в соответствии с толщиной листов 6 выбирают диаметр электрода d и силу сварочного тока Iд. После этого приступают к сварке, выдерживая определенную длину дуги Ld взависимости от положения шва.
Рис. 247. Электрод
для ручной дуговой сварки
Таблица 33
Ориентировочные
данные для выбора режима ручной дуговой
сварки
5
в мм
2—4
4-6
6-8
8—10
da
в мм
3
4
5
6-7
Сварочный ток
I^=Kd3, где
АГ= 40-^-60
Положение шва в пространстве
Нижнее
Потолочное
хг
2-5
1,5
2—3
При толщине свариваемого металла от б до 12 ммпроизводят сварку не в один, а внесколькослоев. Чтобы проварить соединение на всю толщину, делают предварительную подготовку(разделку)кромок, заключающуюся в образовании у них скосов
Рис. 248. Стыковой
V-образный шов при сварке
металла большой толщины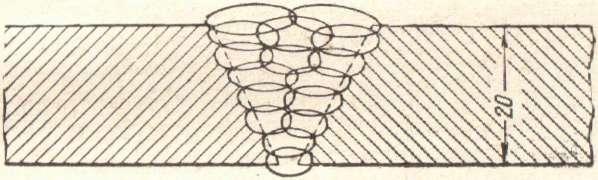
разной формы. Для примера на рис. 248 показано соединение листов толщиной 20 мммногослойным швом приV-образной подготовке кромок.
Требования к ручной дуговой сварке.Основное достоинство ручной дуговой сварки в том, что этим способом можно получать соединения при любом пространственномполо-
женин шва — нижнем, вертикальном и потолочном. Многослойным швом, при соответствующей форме подготовки кромок, удается сваривать металл толщиной до SO и даже до 100 мм. Важнейшее условие успеха — строгое соблюдение установленного порядка наложения швов и заданного технологического режима. Нарушение этого условия, особенно при сварке металла больших толщин, может вызвать появление трещин в сварном шве или в околошовной зоне и повлечь за собой значительное изменение размеров всей конструкции в результате коробления.
Ручная дуговая сварка тонкого металла должна выполняться особенно тщательно: малейшая неточность, допущенная при ведении электрода, грозит проплавлением изделия насквозь, образованием прожогов. В связи с этим ручную дуговую сварку металла толщиной менее 2 ммприменяет сравнительно редко, причем ее доверяют только сварщикам наивысшей квалификации.
В отношении производительности ручная дуговая сварка выгодна при соединении металла толщиной от 2 до 40 мм;при большей толщине металла производительность очень мала.
Автоматическая дуговая сварка
В нашей промышленности и в строительстве наряду с ручной дуговой сваркой широко применяются рдзличные виды автоматической дуговой сварки, особенно автоматическая сварка под
флюсом- Этот способ и вся связанная : ним технология, а также аппаратура были разработаны Киевским институтом электросварки им. Е. О. Пато- на Академии наук УССР.
Рис. 249. Схема
установки для автоматической сварки
под флюсом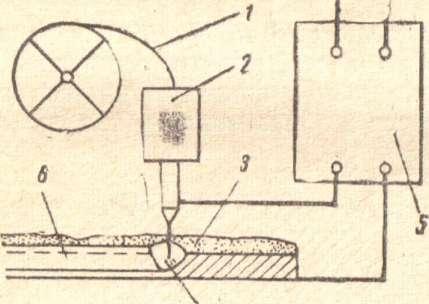
больших толщин пользуются токами до 3 тыс. а)и, следовательно, увеличивать во столько же раз скорость сварки.
При автоматической дуговой сварке под флюсом сварочная цепь обычно питается переменным током от специальных мощных сварочных трансформаторов 5. Однако не исключается применение сварочных генераторов, питающих дугу постоянным током.
Автоматическая сварка особенно эффективна, когда она ведется длинными прямолинейными, а также кольцевыми швами. Сварка короткими и особенно криволинейными швами на автоматах нецелесообразна, иногда и невозможна; в этих случаях применяют специальные дуговые полуавтоматы. Автоматической сваркой получают швы в нижнем и вертикальном положениях, причем для наложения вертикальных швов пользуются особыми автоматами.
Выше говорилось об однофазнойдуговой сварке, т. е. о такой сварке, при которой между электродом и свариваемым изделием горит однадуга. В настоящее время применяют также автоматическуютрехфазнуюдуговую сварку; к изделию подается не один, а два электрода и под флюсом горят тридуги: одна между электродами и две между электродами и изделием.
Трехфазная сварка ценна тем, что позволяет регулировать количество наплавленного электродного и основного металла, что в некоторых случаях (например при сварке специальных сталей) имеет решающее значение. Наряду с этим данный способ сварки весьма производителен и, кроме того, дает возможность более равномерно загружать заводскую электрическую сеть, чем однофазная сварка.
Электрической дугой сваривают не только сталь, но и чугун, цветные металлы. Сварка чугуна производится вручную чугунными электродами с предварительным подогревом соединяемых деталей до 550—650°.
Медь сваривают вручную и на автоматах. При ручной сварке обычно применяют угольный электрод и присадочную проволоку из меди, в которую введены специальные добавки. На автоматах сварку выполняют угольным электродом или медной проволокой под флюсом.
Сварка алюминия также производится вручную (алюминиевой электродной проволокой со специальной качественной обмазкой) и на автоматах (алюминиевой проволокой под специальным флюсом).
Аргонодуговая сварка
В последние годы в промышленности получил распространение особый способ дуговой сварки металла — в защитном газе: аргоне (иногда гелии), углекислом газе или азоте. При этом
способе (рис. 250) дуга 2горит между электродом 1и изделием3в атмосфере 4газа, например аргона. Аргон защищает сварочную ванну от вредного действия кислорода и азота воздуха и улучшает устойчивость дуги.
Ручная аргонодуговая сварка, дающая сварные соединения очень хорошего качества, обычно производится неплавящимися вольфрамовыми электродами. Для формирования шва применяют пруток 5присадочного металла, состав которого отвечает
составу металла изделия. Автоматическая аргонодуговая сварка ведется плавящимся электродом соответствующего состава. Электрод подается к дуге специальным механизмом автомата. Питание сварочной цепи при обоих видах аргонодуго- вой сварки, как правило, осуществляется от специального генератора 6постоянного тока.
Производительность аргонодуговой сварки, так же как и обычной дуговой, значительно выше производительности газовой сварки. Это объясняется тем, что дуга обладает более высокой температурой и обеспечивает более концентрированный разогрев, чем сварочное пламя, которым производится газовая сварка.
Аргонодуговая сварка несколько дороже дуговой и газовой. Этим способом сваривают нержавеющие стали и специальные сплавы из цветных металлов.