

Литейное производство
Литейным производством называют процесс получения литых заготовок, называемых отливками, путем заливки расплавленного металла в рабочую полость литейной формы. Полученные отливки приобретают конфигурацию и размеры рабочей полости.
Технология получения отливок складывается из следующих основных операций:
изготовление литейной формы;
расплавление металла и заливка его в рабочую полость литейной формы;
кристаллизация металла в литейной форме и охлаждение отливки;
выбивка отливки из формы; если форма разовая, то ее разрушают, если металлическая, ее раскрывают;
обрубка прибылей и литниковой системы и при необходимости очистка поверхностей отливки;
термическая обработка и, как правило, направление на механическую обработку для снятия припуска и получения точных размеров и необходимой шероховатости поверхности.
Литье является наиболее простым и дешевым промышленным способом получения заготовок, в том числе имеющих сложную геометрическую форму.
Литейные свойства. Металлы и сплавы, используемые для производства отливок, должны иметь хорошие литейные свойства: обладать жидкотекучестью, небольшой литейной усадкой и невысокой температурой плавления.
Жидкотекучесть — это способность металлов (сплавов) в расплавленном состоянии хорошо течь и заполнять рабочую полость литейной формы. Чем больше жидкотекучесть металла, тем тоньше может быть получена стенка отливки. В общем случае жидкотекучесть улучшается с понижением вязкости расплавленного металла, уменьшением поверхностного натяжения и повышением температуры. У железоуглеродистых сплавов с увеличением содержания углерода, кремния и фосфора жидкотекучесть улучшается. Сера жидкотекучесть ухудшает.
Литейная усадка — это уменьшение объма и литейных размеров при затвердевании расплавленного металла и охлаждении отливки. Литейная усадка обычно составляет 0,6—3%. Усадка тем опасна, что может приводить к образованию трещин и усадочных раковин.
Наибольшее распространение среди литейных сплавов получили серый и ковкий чугуны, углеродистая и легированная стали, силумин (сплав алюминия), бронзы и латуни (сплавы меди).
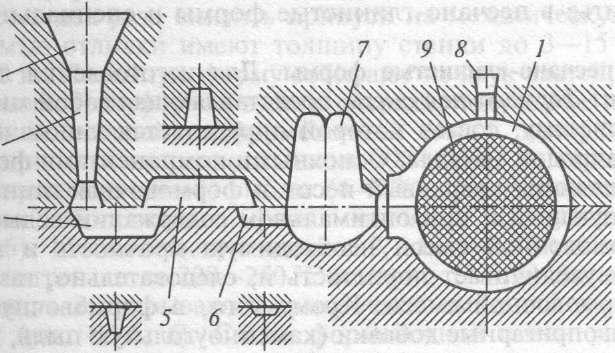
Литейные формы. Литейные формы предназначены для заливки в них металла и образования отливки. Устройство литейной формы схематически представлено на рисунке. В качестве примера взята песчано-глинистая форма. Основными элементами литейной формы являются рабочая полость и литниковая система. В рабочей полости 1 формируется тело отливки. Конфигурация рабочей полости соответствует конфигурации изготавливаемой детали, а ее размеры соответствуют размерам детали плюс припуски на литейную усадку и последующую механическую обработку. Внутри отливки и на ее поверхности в соответствии с чертежом детали могут быть различные оверстия и полости, для образования которых в литейную форму при ее сборке устанавливают соответствующие элементы, называемые стержнями 9. Стержни бывают металлические или керамические и их удаляют при выбивке отливки из формы.
Рисунок
-
Принципиальная схема литейной формы:
—
рабочая полость;
2
— литниковая чаша;
3
— стояк;
4
— дроссель; 5 — шлакоуловитель; 6
— питатель; 7 — прибыль;
8
— выпор;
9
— стержень; / — верхняя опока;
II
— нижняя опока
Литниковая система служит для подвода расплавленного металла в рабочую полость и питания отливки в процессе кристаллизации металла. Она состоит из литниковой чаши (воронки) 2, стояка 3, дросселя 4, регулирующего скорость заливки и предотвращающего подсос воздуха в стояк, шлакоуловителя 5, служащего для задержки неметаллических включений, питателя 6, подающего расплавленный металл в рабочую полость непосредственно либо, как показано на рисунке, через боковую прибыль 7 и выпора 8. Прибыль - это массивный прилив, затвердевающий в последнюю очередь. Он питает отливку при охлаждении и кристаллизации металла и предотвращает образование в ней усадочных раковин. Прибыли могут быть бокового или верхнего расположения. Выпоры - это вертикальные каналы, устанавливаемые на самых высоких местах отливки и служащие для выхода газов, образующихся при заливке в форму жидкого металла.
Литейные формы бывают постоянные и разовые.
Постоянные формы - это металлические формы (кокили), их используют многократно.
Разовые формы предназначены для изготовления одной отливки, их разрушают для извлечения отливки. К ним относятся песчано-глинистые формы, оболочковые формы и формы для литья по выплавляемым моделям. Для изготовления разовых форм используют формовочные смеси, литейную оснастку и формовочный инструмент.