

Тесты для интернет- тестирования МиТ
.doc-: болт
-: винт
-: шпилька
I: {{15}}; К=B
S: Для создания отливок с высоким качеством поверхности служит:
-: литье в песчаные формы
-: литье в кокиль
+: литье в кокиль под давлением
-: центробежное литье
I: {{16}}; K=A
S: Основным компонентом формовочных смесей является …
-: жидкое стекло
+: кварцевый песок
-: каменноугольная пыль
-: термореактивная смола
I: {{17}}; K=B
S: Для изготовления стержней, с помощью которых в отливках образуются полости или отверстия, используют …
-: модельную плиту
+: стержневые ящики
-: опоки
-: модели
I: {{18}}; K=C
S: Тонкостенные отливки, мало отличающиеся по размерам и форме от готовой детали, можно получить литьем …
-: центробежным
+: по выплавляемым моделям
-: в кокиль
-: в песчаных формах
I: {{19}}; K=C
S: Отливки, имеющие форму длинной трубы, можно получить литьем …
+-: центробежным
-: по выплавляемым моделям
-: в кокиль
-: в песчаных формах
I: {{20}}; K=C
S: Самая грубая поверхность у отливок, полученных литьем …
-: центробежным
-: по выплавляемым моделям
-: в кокиль
+: в песчаных формах
I: {{21}}; K=C
S: Массивные отливки большого размера можно получить литьем …
-: в оболочковые формы
-: центробежным
-: в кокиль
+: в песчаных формах
I: {{22}}; K=C
S: Какой материал обеспечивает прочность формовочной смеси при литье в песчаных формах?
-: песок
-: вода
-: опилки
+: глина
I: {{23}}; K=C
S: Какой компонент формовочной смеси при литье в песчаных формах ухудшает её газопроницаемость?
-: песок
+: вода
-: опилки
-: глина
V2: Основы сварочного производства
I: {{1}}; К=А
S: Ручная дуговая сварка относится:
+: к сварке плавлением
-: к сварке давлением
-: к сварке трением
-: к сварке взрывом
I: {{2}}; К=А
S: Диаметр электрода для ручной дуговой сварки выбирается:
+: по толщине свариваемых кромок
-: по плотности тока
-: по напряжению горения дуги
-: по сварочному току
I: {{3}}; К=B
S: Что означает цифры „53” в обозначении типа электрода Э-53?
-: прочность электрода
-: прочность свариваемой детали
-: стоимость электрода
+: прочность сварного шва на разрыв
I: {{4}}; К=B
S: От чего зависит необходимость разделки кромок изделия?
-: от величины сварочного тока
+: от толщины металла
-: от диаметра электрода
-: от химического состава металла
I: {{5}}; К=B
S: Каково назначение газового редуктора в баллоне для сварки в среде углекислого газа?
-: повышает давление
-: увлажняет газ
-: подогревает газ
+: понижает давление и поддерживает его постоянным
I: {{6}}; К=C
S: Из какого материала изготавливают электроды контактной машины для стыковой сварки?
-: сталь
-: чугун
+: медь и ее сплавы
-: вольфрам
I: {{7}}; K=A
S: Источником высокой температуры при ручной дуговой сварке является
-: пламя
+: электрическая дуга
-: лазерный луч
-: ультразвуковые колебания
I: {{8}}; K=B
S: В качестве горючего газа при газовой сварке используется
-: кислород
-: азот
+: ацетилен
-: азот
I: {{9}}; K=C
S: Метод сопротивления используется при
+: контактно-стыковой сварке
-: ручной дуговой сварке
-: газовой сварке
-: диффузионной сварке
I: {{10}}; К=А
S: Плавящийся сварочный электрод
-: графитовый
+: стальной
-: вольфрамовый
-: угольный
I: {{11}}; К=А
S: Сила сварочного тока зависит от
-: длины электрода
+: диаметра электрода
-: материала электрода
-: химического состава свариваемого металла
I: {{12}}; К=А
S: Диаметр электрода зависит от
-: материала свариваемого изделия
+: толщины свариваемого металла
-: силы сварочного тока
-: скорости сварки
I: {{13}}; К=А
S: При ручной дуговой сварке используется энергия:
-: горение ацетилена
+: горение сварочной дуги
-: пластической деформации
-: лазера
I: {{14}}; К=А
S: Для сварки используются стали, в которых содержится углерода, как:
+: в стали Ст2
-: в стали ШХ15
-: в стали У8
-: в стали 5ХНМ
I: {{15}}; К=А
S: Сварка это процесс:
-: получения заготовок литьем
+: получение неразъёмных соединений за счёт действия межатомных сил
-: соединение листов с помощью клея
-: соединение листов с помощью заклепок
I: {{16}}; K=A
S: К механическим методам сварки относится сварка …
-: точечная
+: трением
-: ручная дуговая
-: диффузионная
I: {{17}}; K=B
S: Источником теплоты при сварке под флюсом является …
+: электрическая дуга
-: газовое пламя
-: электронный луч
-: луч лазера
I: {{18}}; K=C
S: В качестве горючего газа при газовой сварке чаще всего используют …
-: углекислый газ
-: водород
+: ацетилен
-: аргон
I: {{19}}; K=A
S: Источником высокой температуры при полуавтоматической сварке в углекислом газе является
-: пламя
+: электрическая дуга
-: лазерный луч
-: ультразвуковые колебания
I: {{20}}; K=B
S: Источником высокой температуры при контактной стыковой сварке является
+: джоулево тепло от пропускания электрического тока через высокое сопротивление
-: электрическая дуга
-: лазерный луч
-: ультразвуковые колебания
I: {{21}}; K=A
S: К механическим методам сварки относится …
-: термитная
+: ультразвуковая
-: ручная дуговая
-: диффузионная
I: {{22}}; K=A
S: К термическим методам сварки относятся следующие …
+: точечная
-: трением
+: ручная дуговая
-: ультразвуковая
I: {{23}}; K=A
S: Укажите неплавящиеся сварочные электроды
+: графитовый
-: стальной
-: медный
+: вольфрамовый
I: {{24}}; K=B
S: Аргонодуговая сварка не применяется для соединения заготовок из
-: алюминия
+: стали обыкновенного качества
-: титана
-: нержавеющей стали
I: {{25}}; K=B
S: При сварке алюминиевых заготовок применяют следующие методы дуговой сварки:
-: в углекислом газе
-: в атмосфере азота
+: в аргоне
+: под слоем флюса
V2: Обработка металлов давлением
I: {{1}}; К=А
S: От чего зависит температурный интервал горячей обработки давлением?
-: от структуры металла
-: от способа получения металла
+: от химического состава
-: от вида обработки давлением
I: {{2}}; К=А
S: Как изменяется твердость металла при холодной пластической деформации?
+: увеличивается
-: уменьшается
-: сначала уменьшается, затем увеличивается
-: не изменяется
I: {{3}}; К=B
S: Прокаткой называется процесс:
-: выдавливания металла из замкнутого объема
-: деформирования металла в полости специального инструмента
+: обжатия металла между вращающимися валками
-: протягивания через отверстие в матрице
I: {{4}}; К=B
S: Волочением называется процесс:
-: обжатия металла между вращающимися валками
-: выдавливания металла из замкнутого объема
+: протягивания через отверстие, размер которого меньше сечения заготовки
-: деформации в полости специального инструмента
I: {{5}}; К=B
S: Процесс выдавливания металла из замкнутого объема через выходное отверстие в матрице называется:
-: волочением
+: прессованием
-: штамповкой
-: прокаткой
I: {{6}}; К=C
S: Получение отверстия при холодной листовой штамповке называется:
-: отрезкой
-: вырезкой
+: пробивкой
-: отбортовкой
I: {{7}}; K=B
S: Для холодной штамповки целесообразно выбрать сталь марки
+: 08 кп
-: 25
-: 65Х13
-: 45Х
I: {{8}}; K=B
S: После горячей ковки сталь подвергают
+: полному перекристаллизационному отжигу
-: отпуску
-: охлаждению на воздухе
-: старению
I: {{9}}; К=А
S: Деформация, характеризуемая изменением формы зерен и приводящая к изменению механических и физико-химических свойств металла
-: горячая
+: холодная
-: теплая
-: криогенная
I: {{10}}; К=В
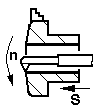
S:
Операция ковки, представленная на схеме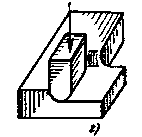
+: разгонка
-: протяжка
-: осадка
-: отрубка
I: {{11}}; К=С
S: Обработка металлов давлением, при котором металл пластически деформируется вращающимися валками называется
+: прокатка
-: штамповка
-: ковка
-: волочение
I: {{12}}; К=А
S: Обработка металлов давлением между вращающимися валками называется
-: штамповка
-: ковка
+: прокатка
-: прессование
I: {{13}}; К=А
S: При обработке металлов давлением происходит:
-: упругая деформация
+: пластическая деформация
-: разрушение
-: получение неразъемного соединения
I: {{14}}; К=А
S: Облой после операции штамповки металлов:
+: удаляется
-: остается
-: переплавляется
-: высверливается
I: {{15}}; K=A
S: Штамповка в открытых штампах является …
-: одной из разделительных операций листовой штамповки
-: формообразующей операцией листовой штамповки
+: разновидностью горячей объемной штамповки
-: разновидностью ковки
I: {{16}}; K=B
S: Основным требованием к металлам при получении заготовок методами обработки давлением является высокая …
-: твердость
-: упругость
-: прочность
+: пластичность
I: {{17}}; K=C
S: Для деталей, получаемых холодной штамповкой, целесообразно использовать сталь …
+: 08кп
-: Р18
-: ШХ4
-: 35
I: {{18}}; K=C
S: Операция свободной ковки, при которой высота поковки уменьшается, а диаметр увеличивается называется
+: осадка
-: обрубка
-: протяжка
-: разгонка
I: {{19}}; K=C
S: Операция свободной ковки, при которой длина поковки увеличивается, а диаметр уменьшается называется
-: осадка
-: обрубка
+: протяжка
-: разгонка
I: {{20}}; K=C
S: Операция свободной ковки, при которой поковка разбивается на отдельные части, диаметр которых при последующих операциях ковки будет отличаться
-: осадка
+: надрубка
-: протяжка
-: разгонка
I: {{21}}; K=B
S: Укажите температурный интервал и фазовый состав стали, при которой возможна высокопроизводительная горячая ковка стали У10
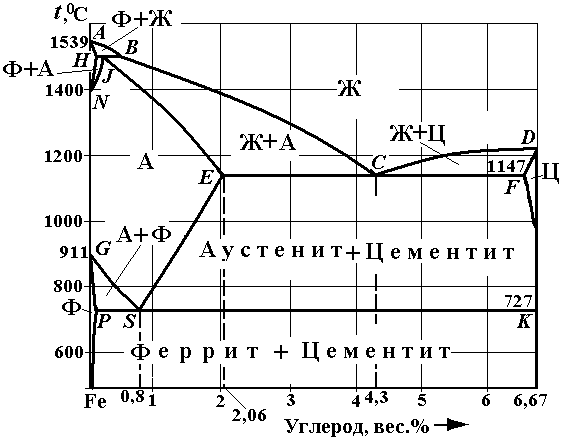
-: от 1350 до 1200 (аустенит)
+: от 1100 до 850 (аустенит)
-: от 800 до 727 (аустенит + цементит)
-: от 727 до 550 (феррит + цементит)
I: {{22}}; K=B
S: Операция свободной ковки, при которой поковка разделяется на отдельные части, которые в дальнейшем будут обрабатываться по отдельности
-: осадка
+: разрубка
-: протяжка
-: разгонка
I: {{23}}; K=B
S: Операция свободной ковки, при которой часть заготовки поворачивается относительно другой части на определённый угол
-: осадка
+: гибка
-: протяжка
-: разгонка
I: {{24}}; K=B
S: Операция свободной ковки, при которой уменьшается высота части заготовки у концов или в её средней части с соответствующим увеличением площади поперечного сечения
-: осадка
+: высадка
-: протяжка
-: разгонка
I: {{25}}; K=A
S: Операция листовой штамповки, при которой часть заготовки поворачивается относительно другой части на определённый угол
-: пробивка
+: гибка
-: вытяжка
-: вырубка
V2: Основы обработки резанием
I: {{1}}; К=А
S: Точением называется обработка заготовки на станке:
-: фрезерном
-: строгальном
+: токарном
-: сверлильном
I: {{2}}; К=А
S: Инструмент, используемый для точения:
-: развертки
+: резцы
-: зенкеры
-: сверла
I: {{3}}; К=B
S: Сколько главных режущих кромок у спирального сверла?
-: одна
+: две
-: три
-: четыре
I: {{4}}; К=B
S: Для окончательной обработки отверстий используют:
-: резцы
+: развертки
-: зенкеры
-: протяжки
I: {{5}}; К=B
S: Паз под сегментную шпонку выполняется:
-: резцом
-: разверткой
+: дисковой фрезой
-: зенкером
I: {{6}}; К=C
S: На каком станке можно получить паз „ласточкин хвост”?
-: на токарном
-: на сверлильном
+: на фрезерном
-: на строгальном
I: {{7}}; K=B
S: Для снятия фаски на торцовой поверхности заготовки используется резец
-: торцовый
+: проходной
-: отрезной
-: фасонный
I: {{8}}; K=A
S: Для увеличения диаметра готового отверстия используется
+: сверло большего диаметра
-: развертка
-: зенкер
-: метчик
I: {{9}}; K=C
S: Встречным и попутным бывает
-: токарная обработка
+: фрезерование
-: сверление
-: обработка на строгальных станках
I: {{10}}; K=B
S: Паз под сегментную шпонку выполняется
-: резцом
-: разверткой
+: дисковой фрезой
-: зенкером
I: {{11}}; K=B
S: Паз “ласточкин хвост” можно получить на станке
-: токарном
-: сверлильном
+: фрезерном
-: шлифовальном
I: {{12}}; K=B
S: Паз Т- образный можно получить на станке
-: токарном
-: сверлильном
+: фрезерном
-: шлифовальном
I: {{13}}; К=А
S: Окончательная форма деталей приобретается после:
+: обработки резанием
-: после литья
-: после ковки
-: после сварки
I: {{14}}; К=А
S: Дополнительный слой металла, удаленный при резании называется:
+: припуском
-: отпуском
-: пластическим деформированием
-: плавлением
I: {{15}}; К=А
S: Процесс резания материалов с использованием абразивного инструмента называется
-: фрезерование
-: строгание
+: шлифовка
-: обкатка
I: {{16}}; K=A
S: Основными инструментами, используемыми при обработке заготовок на токарных станках, являются …
+: резцы
-: фрезы
-: сверла
-: протяжки
I: {{17}}; K=A
S: Обработку поверхностей сложной конфигурации проводят с помощью ___________ резцов.
-: подрезных
-: проходных
+: фасонных
-: расточных
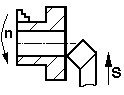
I: {{18}}; K=A
S: Назовите операцию, выполняемую на рисунке
-: шлифование
-: отрезание
+: подрезание торца
-: нарезание резьбы
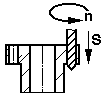
I: {{19}}; K=A
S: Назовите операцию, выполняемую на рисунке
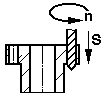
-: шлифование
-: отрезание
+: сверление
-: точение
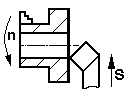
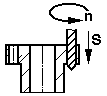
I: {{20}}; K=B
S: Назовите операцию, выполняемую на рисунке

-: шлифование
-: отрезание
+: растачивание отверстия
-: сверление отверстия
I: {{21}}; K=A
S: Укажите название токарного резца, применяемого на рисунке
-: проходной
-: отрезной
+: расточной проходной
-: фасонный
I: {{22}}; K=A
S: Укажите название инструмента, применяемого на рисунке
-: шлифование
-: отрезание
+: растачивание отверстия
-: сверление отверстия
I: {{23}}; K=A
S: Укажите название инструмента, применяемого на рисунке
-: цилиндрическая фреза
-: долбяк
+: сверло
-: резец
I: {{24}}; K=A
S: Укажите название инструмента, применяемого на рисунке

+: упорный проходной
-: отрезной
-: расточной проходной
-: фасонный
I: {{25}}; K=A
S: Укажите название инструмента, применяемого на рисунке
+: проходной с отогнутой головкой
-: отрезной
-: расточной проходной
-: канавочный