

Paika_lab
.pdfМІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
«КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ»
ПАЯННЯ МЕТАЛІВ
МЕТОДИЧНІ ВКАЗІВКИ
до виконання лабораторних робіт
Київ
2013
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ
«КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ»
ПАЯННЯ МЕТАЛІВ
МЕТОДИЧНІ ВКАЗІВКИ
до виконання лабораторних робіт з дисципліни для студентів напряму 050504 «Зварювання»
Затверджено Методичною радою НТУУ «КПІ»
Київ
2013
1
ВСТУП
Лабораторні роботи з дисципліни «Паяння металів» є однією зі складових частин навчального процесу для студентів денної форм навчання напряму підготовки 050504 «Зварювання». Головна мета дисципліни «Паяння металів» –
сформувати фундаментальні знання з навиків розроблення технологічного процесу паяння реальних металевих конструкцій на базі вивчення фізико-
хімічних особливостей паяння, застосування певних матеріалів, властивостей джерел нагріву та кінетичних характеристик, що визначають розподілення припою у паяному з’єднанні.
Виконання лабораторних робіт є важливим і необхідним етапом у поглибленні і закріпленні теоретичних знань отриманих на лекціях та відіграє важливу роль в удосконаленні конкретного інженерного мислення.
Розглянуті в методичних вказівках лабораторні роботи складені відповідно до навчальної програми та тематично відносяться до кредитного модуля ЗП-09 „Паяння металів”. Лабораторні роботи ілюструють основні положення, які викладаються в рамках дисципліни «Паяння металів». Кожна лабораторна робота являє собою певний невеликий науковий дослід. Опис робіт дається в стислому вигляді оскільки їх зміст безпосередньо пов’язаний з лекційним матеріалом, який вже вивчений студентами. Підготовка і проведення, одержання і обробка результатів, формулювання висновків лабораторних робіт є базою учбової дослідницької роботи студентів.
Наприкінці кожної роботи наведені контрольні питання зі списком рекомендованої літератури. Перед початком виконання лабораторної роботи студент зобов’язаний ознайомитися з інструкцією з техніки безпеки, відповісти на контрольні запитання викладача і одержати у нього дозвіл на виконання роботи. Звіт з лабораторних робіт представляє кожний студент окремо в письмовому вигляді по мірі виконання робіт. Залік з лабораторних робіт приймають також по мірі їх виконання. Методичні вказівки містять короткий опис сутності, методики виконання і порядку оформлення лабораторних робіт.
2
Оформлення та виконання лабораторних робіт
Лабораторна робота – це невеликий науковий звіт, що узагальнює проведену студентом роботу. До лабораторних робіт пред’являється ряд вимог основним з яких є повний, вичерпний опис всієї виконаної роботи, що дозволяє судити про отримані результати, ступінь виконання завдань та професійній рівень підготовки студентів. Звіт з лабораторних робот повинен включати в себе наступні пункти:
-титульний лист;
-мету роботи;
-короткі теоретичні відомості;
-опис експериментальної установки та методики експерименту;
-результати досліджень;
-аналіз та обґрунтування результатів роботи;
-висновки.
Зразок оформлення титульного листа лабораторної роботи та звіту наведений у додатках 1,2. В ході проведення лабораторних робіт отримані результати експериментальних досліджень наводяться у вигляді таблиць,
графіків, діаграм. Кожна лабораторна робота повинна містити докладний аналіз отриманих результатів, інтерпретацію та обґрунтування цих результатів на основі фізичних законів. Необхідно порівняти отримані результати з існуючими уявленнями, обговорити їхню відповідність з наявними теоретичними моделями. Якщо виявлено невідповідність отриманих результатів і теоретичних розрахунків або літературних даних, необхідно обговорити можливі причини цих невідповідностей. Звіт з лабораторних робот оформляється на папері формату А4 на одній стороні листа, які зшиваються або переплітаються. Оформлений звіт із виконаних лабораторних робіт з дисципліни „Паяння металів” здається студентами на заліковому занятті. Під час складання заліку оцінюється якість оформлення та рівень знань студентів стосовно теоретичної частини роботи в межах контрольних питань. Під час підготовки до заліку використовуються матеріали лекційного курсу, методичні вказівки та рекомендована література.
3
Лабораторна робота № 1
ДОСЛІДЖЕННЯ УМОВ РОЗТІКАННЯ ТА ЗМОЧУВАННЯ РІДКОГО ПРИПОЮ НА ПОВЕРХНІ ОСНОВНОГО МЕТАЛЛУ
Мета роботи: визначити вплив компонентного складу припою, стану
поверхні основного металу на процес розтікання та змочування рідкого
припою.
Завдання роботи:
-Аналіз передумов взаємодії припою та металу.
-Аналіз впливу такої характеристики як стан поверхні металу на розтікання припою.
-Отримати навики оцінки якості розтікання припою.
1. ЗАГАЛЬНІ ПОЛОЖЕННЯ
Паяння – це процес утворення з’єднання з міжатомними зв’язками шляхом нагрівання матеріалів, що з’єднуються, нижче температури їхнього плавлення за допомогою рідкого додаткового матеріалу (припою), при необхідності із застосуванням флюсів і (або) захисних газів. При цьому температура плавлення припою нижча ніж у кожного з матеріалів, що паяються і які у твердому стані змочуються цим припоєм.
Процес утворення паяного шва складається з декількох стадій:
-нагрів металу шва, що паяється, до температури близької, але нижчої температури плавлення припою;
-розплавлення припою;
-розтікання рідкого припою на поверхні твердого металу і заповнення паяного шва;
-розчинення поверхневого шару металу, що паяється у рідкому припої і, як наслідок, взаємна дифузія матеріалів;
-охолодження і кристалізація припою у паяному шві.
Визначальним фактором одержання якісного паяного з’єднання є процес
4
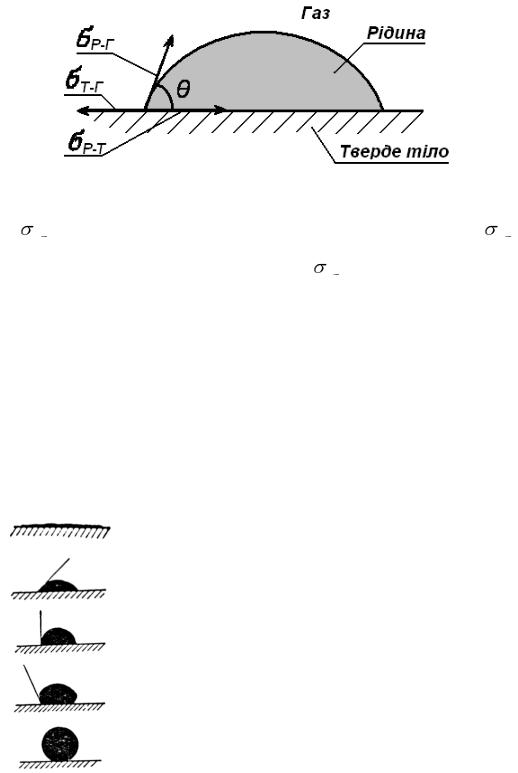
розтікання припою, що називається „змочуванням”. Оцінку якості змочування проводять за величиною крайового кута. Крайовим кутом називається кут між прямою, яка відповідає поверхні матеріалу, що паяється і дотичною, яка проведена із крайньої точки дотику краплі припою з поверхнею (рис. 1).
Рис.1. Схема дії сил поверхневого натягу при змочуванні рідиною твердого тіла: Р Т – поверхневий натяг на границі рідина - тверде тіло; Р Г –
поверхневий натяг рідина - газоподібна фаза; Т Г –поверхневий натяг тверде тіло - газоподібна фаза;  - крайовий (контактний) кут змочування
- крайовий (контактний) кут змочування
У загальному випадку розрізняють повне змочування, добре, задовільне, погане та відсутність змочування (табл.1).
Табл.1. Оцінка якості змочування по величині крайового кута
Контур краплі припою |
Крайовий кут |
Оцінка якості змочування |
|
змочування, град. |
|||
|
|||
|
|
||
|
0 |
Повне змочування |
|
|
|
|
|
|
1 – 45 |
Добре змочування |
|
|
|
|
|
|
46 – 90 |
Задовільне змочування |
|
|
|
|
|
|
91 – 179 |
Погане змочування |
|
|
|
|
|
|
180 |
Відсутність змочування |
|
|
|
|
5

Для практичного здійснення процесу паяння і лудіння необхідно забезпечити затікання припою в зазори деталей, що з’єднуються або розтікання припою по поверхні.
Під розтіканням, при аналізі поверхневих явищ, розуміють в’язкий потік шару рідини. Це явище пов’язане не з дією сили ваги, а зі зменшенням вільної поверхневої енергії системи. При розгляді процесів розтікання передбачається,
що змочування визначає процес розтікання і таким чином є необхідною умовою процесу.
Самовільне розтікання рідини на відкритій поверхні можливе при досягненні повного змочування у випадку, якщо виконується умова:
Т Г |
Ж Т |
Ж Г cos |
(1) |
|
Косинус крайового кута характеризує змочувальну властивість рідини.
Повне змочування досягається при |
0 ( cos |
1). Вважається, що рідина |
|||
змочує тверде тіло за умови |
90o ( cos |
0 ), і відповідно змочування не |
|||
відбувається при |
90o ( cos |
|
0 ). |
|
|
Факторами, які визначають протікання процесу змочування є склад,
властивості основного металу і припою, температура та час паяння, а також засоби активації поверхні.
До матеріалів, що використовуються для паяння відносяться припої,
флюси та захисні гази. Припої – це метали або сплави у вигляді дроту, прутків,
листів, фасонних деталей, зерен, порошку. Флюси – неметалічні матеріали, які забезпечують видалення та запобігання утворення плівок на поверхні металу з подальшим змочуванням. Захисні гази виконують захист деталей і припою від окислення при нагріванні.
2. ЗМІСТ РОБОТИ
Змочування – це перша стадія фізико-хімічного процесу взаємодії рідини
6
з поверхнею твердого тіла, результатом якої є її розтікання тонким шаром на поверхні твердого тіла. Змочування характеризується температурним діапазоном, де для припоїв неоднорідного складу ця температура знаходиться в інтервалі між температурою ліквідус і солідус. Мінімальна температура при якій припій змочує поверхню і розтікається для чистих металів і евтектичних сплавів відповідає температурі плавлення або перевищує її на декілька градусів.
Для олов’яно-свинцевих припоїв, які застосовуються в різних галузях промисловості для низькотемпературного паяння сталі, нікелю, міді, мідних сплавів в залежності від вмісту олова змінюється температура їхнього плавлення, властивості (рис. 2, табл. 2).
Табл.2. Хімічний склад і температура плавлення деяких стандартних олов’яно-
свинцевих припоїв
Марка |
Хімічний склад за основними |
Температура, оС |
Інтервал |
|||
компонентами,% |
|
|
затвер- |
|||
припою |
|
|
|
|
|
|
Sn |
Sb |
Pb |
ліквідус |
солідус |
діння, оС |
|
|
|
|
|
|
|
|
ПОС-90 |
89-91 |
0,15 |
інш. |
222 |
183 |
39 |
ПОС-61 |
59-61 |
0,8 |
інш. |
190 |
183 |
7 |
ПОС-50 |
49-50 |
0,8 |
інш. |
209 |
183 |
26 |
ПОС-40 |
39-40 |
1,5-2,0 |
інш. |
235 |
183 |
52 |
ПОС-30 |
29-30 |
1,5-2,0 |
інш. |
256 |
183 |
73 |
ПОС-25 |
24-25 |
2,0-2,5 |
інш. |
265 |
183 |
82 |
ПОС-18 |
17-18 |
2,0-2,5 |
інш. |
277 |
183 |
94 |
Олово |
100 |
- |
- |
232 |
232 |
0 |
Свинець |
- |
- |
100 |
327 |
327 |
0 |
Позначення марки припою звичайно починається з букви «П» – припій.
Числа в марці припою показують вміст компонентів у відсотках. Літера або буквосполучення наприкінці позначення марки припою – компоненти, які входять до складу: А – алюміній; З – залізо; І – індій; Д або Кд – кадмій; М –
мідь; О – олово; С – свинець; СР – срібло; Су – сурьма; Ф – фосфор; Ц – цинк.
7
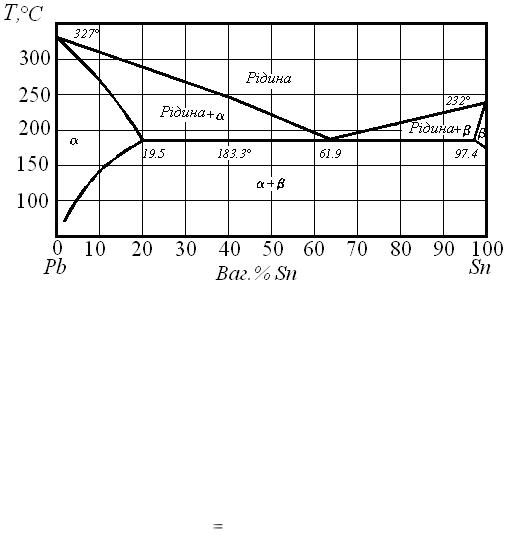
Рис. 2. Діаграма стану системи олово-свинець
Критерієм оцінки розтікання є прийнятий умовно коефіцієнт розтікання,
який визначається співвідношенням площі припою після його розплавлення і
розтікання S P до площі, яку займає припій до розплавлення SO :
K P |
S P |
(2) |
|
So |
|||
|
|
Змочування і розтікання припою оцінюють експериментально,
розплавляючи на поверхні пластини навіску з відповідним припоєм за допомогою нагрівача з температурою нагріву 200-400 оС і визначають площу краплі, яка розтеклася та крайовий кут змочування.
Результати досліджень і обчислень записують у табл. 3.
3.ПОРЯДОК ВИКОНАННЯ РОБОТИ
3.1.Виконати підготовку поверхні зразків металу:
а) провести механічне очищення пластини до металічного блиску.
3.2.Підготувати відповідну кількість олов’яно-свинцевих припоїв.
3.3.Відповідно на кожну пластину покласти навіску припою.
3.3. Почергово підготовленні зразки з припоями в горизонтальному положенні
8
розмістити в нагрівачі з температурою нагрівання 200-400 оС.
3.4.Витримати зразки до повного розплавлення та розтікання припою по поверхні металу фіксуючи при цьому температурний інтервал плавлення для кожного типу припою.
3.5.Витягти зразки з нагрівача та охолодити на повітрі.
3.6.Провести визначення величин, які характеризують розтікання припою на поверхні металу, що паяється: площі розтікання припою, спроектувати профіль краплі і крайовий кут змочування.
3.7.Проаналізувати отримані результати і зробити висновки.
4.ВИМОГИ ДО ЗВІТУ
Узвіті необхідно відзначити:
4.1.Мету і завдання роботи.
4.2.Схему розтікання припоїв.
4.3.Діаграму стану системи олово-свинець.
4.3.Результати досліджень.
4.4.Аналіз отриманих результатів.
4.5.Висновки по роботі.
5.КОНТРОЛЬНІ ПИТАННЯ
5.1.Дайте визначення терміну „припій”.
5.2. Від яких факторів залежить процес розтікання припою на поверхні металу?
5.3. Чому процес розтікання та змочування припою залежить від стану поверхні металу?
5.4. Яким чином можна покращити розтікання та змочування припою ? 5.5. Від чого залежить крайовий кут змочування?
5.6.Від яких параметрів залежить коефіцієнт змочування?
5.7.Назвіть переваги паяння.
5.8. З яких етапів складається технологічний процес паяння?
5.9. Які характеристики припою мають найбільше значення для процесу паяння?
9