

Лабораторна робота №1
Дослідження дефектів пет пляшок
Мета: провести виміри стінки пляшок різного об’єму, навчитися визначати дефекти пляшки, порівняти особливості дефектів при збільшені об’єму пляшки.
Відмінні риси ПЕТ тари, це її прозорість, легкість, міцність. Вона може матинайбільшрізні і вишукані форми, від найпростіших, то найскладніших. Устаткування по виробництву тари з поліетилентерефталату не займає великі площі і не вимагає великих капітальних вкладень. Пластикова тара тіснить інші види упаковки. Використання ПЕТ-тарирентабельне виробництво. Для виробництва досить купити устаткування для видувуі преформузаготовкудля видува пляшок, які не займають багато місця при зберіганні.
Технологічний процес виготовлення пляшок може бути одно- і двостадійним. У першому випадку пляшка виготовляється безпосередньо з ПЕТ-грануляту. У другому, віннайпоширеніший, на першій стадії з сировини робиться преформа, а вже безпосередньо на підприємствах розлива з преформвидуваєтьсяпляшка. У будь-якому випадку при нагріві заготовкидо температур вище за температуру склування, жорсткі зв'язки аморфного стану полімеру слабшаютьі з'являється можливість двохосьової орієнтації молекулярних ланцюгів шляхом витягування і роздування преформи. Фізичні і механічні властивості отримуваної таким чином пляшки залежать не лише від товщини стінки посудини, але також і від рівномірності орієнтації молекул матеріалу. Із збільшенням міри розтягування, тобто із збільшенням числа орієнтованих молекул в аморфній масі, підвищується механічна міцність і газонепроникність. Але одночасно з цим знижується стійкість розмірів пляшки до дії температури.
На Рис. 1 зображено роботу машини при одностадійному способі виготовлення пляшок, коли з гранул поліетилентерефталату методом лиття під тиском формується заготовка, а потім з неї методом розтягування і видува – пляшка. Обидва процеси виробляються послідовно в одному агрегаті.
Заздалегідь висушений Пет-гранулят пластикується в циліндрі екструдера івпорскує в оформляючу порожнину литої форми (1). Після закінчення інжекційного циклу і витримки під тиском виробляється охолодження заготовкиу формі (2). Потім форма відкривається, і преформипереміщаються в зону стабілізації температури (3), де охолоджується їх горловина до стану втрати пластичності. Далі преформипоступають на транспортер видувної машини і проходять по нагрівальному тунелю (4), де матеріал преформ (окрім шийок) нагрівається до заданої температури.Розігріті преформипісля стабілізації температури (5) поступають в прес-форму. Після її закриття відбуваються розтягання заготовкиі видування(6). Прес-форма охолоджується, а разом з нею охолоджується і виріб. Після чого прес-форма відкривається, і готові пляшки переміщаються в зону вивантаження (7).
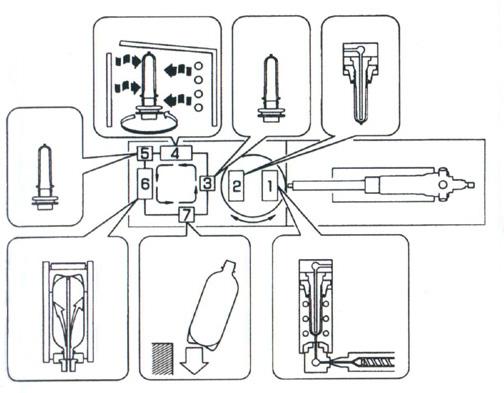
Рис. 1. Технологічний процес виготовлення ПЕТ пляшок
Необхідно забезпечити достатню величину і рівномірність прогрівання преформи. Температура заготовкиповинна привести її в стан високої еластичності. У разі досягнення оптимальної температури, з'являється можливість управління механічними властивостями виробу і забезпечення рівномірноїтовщини стінок майбутньої пляшки.
Величина тиску, з яким у форму подається стисле повітря, залежить від механічних властивостей преформи- її товщини і геометрії майбутнього виробу. Якщо тиск буде недостатнім - можливе неповне формування пляшки.У разі надмірного тиску по-перше, витрачається зайва енергія, що спричиняє за собою дорожчання технологічного процесу, а по-друге, зростає вірогідність механічного розриву преформи.
Швидкість формування залежить від двох попередніх чинників і може коливатися від 10 до 20 см/секунду. Мінімальна швидкість визначається швидкістю охолодження заготовки. Вона має бути такою, щоб преформа зберігала свою еластичність. Максимальна швидкість витягу повинна враховувати фізичні якості матеріалу, межу його допустимої деформації, щоб не допустити розриву пляшки.