

4 лаб-6Н81
.pdfУравнение кинематического баланса продольной подачи стола:
24 |
|
38 |
|
28 |
31 34 |
|
38 |
|
|
18 |
15 |
|
37 |
|
|
2 |
|
|
22 |
|
42 |
|
42 |
|
30 |
|
42 |
|
|||||||||||
S = 1440 |
|
; |
|
|
|
|
; |
|
; |
|
; |
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
× |
38 |
24 |
34 |
|
|
24 |
37 |
37 |
15 |
36 |
42 |
42 |
30 |
42 |
33 |
|||||||||||||||||||||||||
|
|
|
|
31 28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
×35 27 19 19 14 19;19 6, мм/ мин. 27 19 19 19 28 119421943
реверс. мех.
В приводе подач установлена предохранительная фрикционная муфта МП.
4.5 Приводы быстрых перемещений
Быстрые перемещения происходят в направлении работающей (вертикальной, поперечной или продольной) подачи при включении фрикционной муфты М2 рукояткой, расположенной с правой стороны консоли. Вал, на котором находится муфта М2, от электродвигателя через передачу 12:24 получает быстрое вращение. Однако коробка подач продолжает работать и чтобы не было одновременной передачи на этот вал медленного вращения от коробки подач и быстрого, и в этой связи неизбежных поломок в кинематической цепи, в ступице червячного колеса 36 смонтирована муфта обгона МО, разъединяющая колесо 36 и вал муфты М2 при его быстром вращении.
5 УПРАВЛЕНИЕ СТАНКОМ
На общем виде станка (см. рис. 6) показаны следующие органы ручного управления станком:
1 – рукоятка переключения коробки скоростей;
2 – рукоятка включения перебора шпинделя;
3 – рукоятка ручного продольного перемещения стола;
4 – рукоятка включения продольной подачи стола;
5 – рукоятка включения поперечной подачи;
6 – рукоятка включения вертикальной подачи;
7 – рукоятка ручного вертикального перемещения стола;
8 – маховик ручного поперечного перемещения стола; 9, 10 – рукоятки переключения коробки подач.
Для настройки станка на требуемую частоту вращения шпинделя необходимо рукоятки 1 и 2 установить в положения, соответствующие указанным на табличке станка.
Для настройки станка на требуемую подачу необходимо установить соответствующую подачу, переключая коробку подач рукоятками 9 и 10. Включение подачи в нужном направлении осуществляется рукоятками 4, 5 или 6.
Для включения быстрого перемещения стола необходимо поднять и удерживать рукоятку быстрого хода. Быстрое перемещение будет происходить, если включена какая-либо подача одной из рукояток 4, 5 или 6.
6 НАСТРОЙКА ДЕЛИТЕЛЬНОЙ ГОЛОВКИ И ФРЕЗЕРНОГО СТАНКА НА ОБРАБОТКУ КОСОЗУБОГО КОЛЕСА
Делительная головка устанавливается на столе универсально-фрезерного станка (в данном случае используется станок модели 6Н81) и кинематически связывается с винтом продольной подачи посредством сменных зубчатых колес (рис. 11). Стол станка разворачивается на угол наклона зуба обрабатываемого колеса. В шпинделе станка устанавливается оп-
11
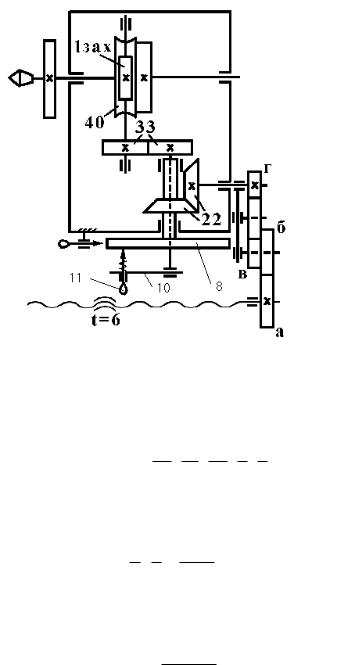
равка с дисковой модульной фрезой, обрабатывающей впадину между зубьями на заготовке. Головка настраивается на простое деление, но лимб 8 не фиксируется, а вместе с рукояткой 10 и фиксатором 11 участвует в передаче вращения от ходового винта на шпиндель делительной головки, что необходимо для образования винтового (косого) зуба.
Нарезание цилиндрического косозубого колеса слагается из двух отдельных операций:
1)делительного поворота заготовки на один зуб;
2)нарезания винтовой впадины между зубьями. Схема настройки показана на рис. 11. Порядок настройки следующий:
1)настраивается делительная головка простым способом для деления на Z частей, где
Z – число зубьев обрабатываемого колеса;
2) рассчитывается передаточное отношение сменных колес из условия: при перемещении стола на шаг Т винтовой линии нарезаемого зуба заготовка должна сделать один оборот.
Рис. 11. Схема настройки делительной головки на обработку косозубого колеса
Уравнение кинематического баланса цепи, связывающей перемещение стола с поворотом заготовки:
T =1 об. заг 401 3333 2222 вг ба t ,
где t – шаг ходового винта продольной подачи. В станке модели 6Н81 t = 6 мм. Передаточное отношение сменных колес
ба вг = 40T t .
Обычно чертежом задается нормальный модуль m, число зубьев Z и угол наклона зуба ϕ. Тогда шаг Т определяется по формуле:
T = π m z sin ϕ
12

Пример: Рассчитать настройку делительной головки и фрезерного станка на нарезание косозубого колеса.
Исходные данные: число зубьев Z = 35;
нормальный модуль m = 2 мм;
угол наклона зуба по делительному цилиндру ϕ = 14о;
1) Настраиваем делительную головку на выполнение 35 делений.
Поворот рукоятки головки: X = 40 |
=1 |
5 |
|
об.=1 1 =1 |
4 |
об. |
|
|
28 |
||||||
35 |
35 |
|
7 |
|
|||
Фиксатор II устанавливаем на круг 28 отверстий, сектор 9 раздвигаем на 4 деления по |
|||||||
кругу 28. |
|
|
|
|
|
|
|
2) Определяем шаг винтовых линий зубьев нарезаемого колеса Т по формуле: |
|||||||
T = |
3,14 2 35 |
≈900 мм |
|
|
|||
sin 14o |
|
|
|||||
|
|
|
|
||||
3) Находим передаточное отношение сменных колёс и подбираем их:
ба вг = 409006 = 154 = 54 31 = 5040 3900
Проверяем вариант подбора сменных колёс а = 40, б = 50, в = 30, г = 90 по условиям сцепляемости: 40 + 50 > 30 + 20; 30 + 90 > 50 + 20. Условия выполняются, следовательно, принимаем этот вариант.
4) Стол фрезерного станка следует развернуть на 14о в соответствии с углом наклона зуба ϕ = 140.
7 ПОРЯДОК ВЫПОЛНЕНИЯ ПРАКТИЧЕСКОЙ ЧАСТИ РАБОТЫ. ОФОРМЛЕНИЕ ОТЧЁТА
Каждый студент выполняет работу индивидуально или в составе бригады из двух-трёх человек.
После изучения теоретической части (разделы 1-6):
1)Непосредственно на станке каждая бригада студентов изучает органы управления станком и производит его настройку (без включения) на минимальную, максимальную и указанные преподавателем частоты вращения шпинделя и подачи.
2)В присутствии преподавателя (лаборанта) станок включается и производится:
а) включение вращения шпинделя в прямом и обратном направлении; б) включение подачи стола во всех направлениях; в) включение быстрого перемещения стола во всех направлениях;
г) производится обработка косозубого зубчатого колеса.
3) В соответствии с заданным вариантом выполняются три индивидуальных задания и составляется отчёт по работе.
13
Задания:
Задание №1. Составить уравнение кинематического баланса цепи главного движения (без сокращений), обеспечивающей частоту вращения шпинделя для обработки деталей со скоростью резания Vр м/мин. (Диаметр инструмента принять D = 60 мм).
Задание №2. Составить уравнение кинематического баланса цепи продольной подачи (без сокращений), обеспечивающей подачу Sр мм/мин.
(В заданиях 1 и 2 уравнения составляются для частоты вращения шпинделя и продольной подачи, реализуемых станком, ближайших меньших к расчетным значениям.
Задание №3. Произвести расчёт настройки и наладки станка и делительной головки на обработку косозубого колеса.
Конкретные (числовые) данные для заданий №№ 1, 2 и 3 студент выбирает из соответствующих граф таблицы 1 по назначенному преподавателем номеру варианта.
|
|
|
|
|
Задание №3 |
Таблица 1 |
№ |
З. №1 |
З. №2 |
|
|
|
|
вари- |
vр , |
Sр, |
Число |
Модуль |
Направление винтовой |
Угол наклона |
анта |
м/мин |
мм/мин |
зубьев Z |
m, мм |
линии зуба |
зуба ϕ, град |
1 |
60 |
30 |
18 |
2 |
правое |
14 |
2 |
70 |
45 |
55 |
2,5 |
правое |
15 |
3 |
80 |
71 |
20 |
3 |
правое |
10 |
4 |
90 |
120 |
52 |
2 |
правое |
12 |
5 |
10 |
180 |
22 |
2,5 |
левое |
14 |
6 |
110 |
300 |
29 |
3 |
левое |
10 |
7 |
120 |
450 |
16 |
2 |
левое |
15 |
8 |
130 |
710 |
31 |
2,5 |
левое |
12 |
9 |
140 |
60 |
17 |
3 |
правое |
14 |
10 |
150 |
90 |
33 |
2 |
правое |
10 |
11 |
160 |
145 |
18 |
2,5 |
правое |
15 |
12 |
170 |
225 |
50 |
2 |
правое |
12 |
13 |
180 |
355 |
21 |
2 |
левое |
14 |
14 |
200 |
600 |
26 |
2,5 |
левое |
10 |
15 |
220 |
355 |
22 |
3 |
левое |
12 |
16 |
75 |
300 |
48 |
2 |
левое |
15 |
17 |
85 |
145 |
23 |
2,5 |
правое |
14 |
18 |
95 |
900 |
27 |
3 |
правое |
10 |
19 |
55 |
120 |
24 |
2 |
правое |
12 |
20 |
65 |
300 |
32 |
2,5 |
правое |
10 |
21 |
75 |
120 |
25 |
3 |
левое |
14 |
22 |
85 |
225 |
44 |
2 |
левое |
15 |
23 |
145 |
145 |
19 |
2,5 |
левое |
12 |
24 |
135 |
710 |
45 |
2,5 |
левое |
10 |
Для справки:
1 На лимбе делительной головки имеется 11 делительных кругов (24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43) с одной стороны и 11 (46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66) с другой.
2 В комплект сменных колёс головки входят колёса с числами зубьев 25, 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
3 Синусы углов равны: 10° – 0,1736; 12° – 0,2079; 14° – 0,2419; 15° – 0,2588.
14

Отчёт составляется на отдельных листах или в тетради. В верхней части первого листа записывается:
---------------------------------------------------------------------------------------------------------------------
ТулГУ |
Студент___________________ Группа__________ |
Кафедра АСС |
Дата___________ Проверил ___________________ |
Лабораторная работа №4 Настройка и наладка универсально-фрезерного станка модели 6Н81
Далее приводятся расчеты и текст, объясняющий ход выполнения заданий.
8КОНТРОЛЬНЫЕ ВОПРОСЫ
1.Назначение и устройство универсально-фрезерного станка?
2.Какие формообразующие движения осуществляются в станке?
3.Какие установочные движения осуществляются в станке?
4.Из каких основных узлов скомпонован станок?
5.Какой режущий инструмент применяется на станке?
6.Где устанавливается режущий инструмент?
7.Каким образом инструмент закрепляется на станке?
8.Где устанавливается обрабатываемая заготовка?
9.Какие приспособления используются для крепления обрабатываемой заготовки? 10. Какие механизмы применены в приводе главного движения?
11. Какие механизмы применены в приводах подач?
12. Для чего предназначена обгонная муфта?
13. Для чего предназначена предохранительная муфта?
14. Указать расчетные перемещения конечных звеньев цепи главного движения. 15. Указать расчётные перемещения конечных звеньев цепей подач.
16. Указать расчетные перемещения конечных звеньев цепей быстрых перемещений. 17. Записать уравнение кинематического баланса цепи быстрых продольных переме-
щений.
18.Записать уравнение кинематического баланса цепи быстрых поперечных переме-
щений.
19.Записать уравнение кинематического баланса цепи быстрых вертикальных пере-
мещений.
20.Каким образом передается вращение заготовке при фрезеровании винтовой поверх-
ности?
Ответы на предложенные преподавателем контрольные вопросы записываются в бланке отчета.
РАБОТА СЧИТАЕТСЯ ВЫПОЛНЕННОЙ И ПРИНИМАЕТСЯ ПРЕПОДАВАТЕЛЕМ
после просмотра им полностью оформленного бланка и получения правильных ответов на контрольные вопросы и вопросы о порядке выполнения работы
15
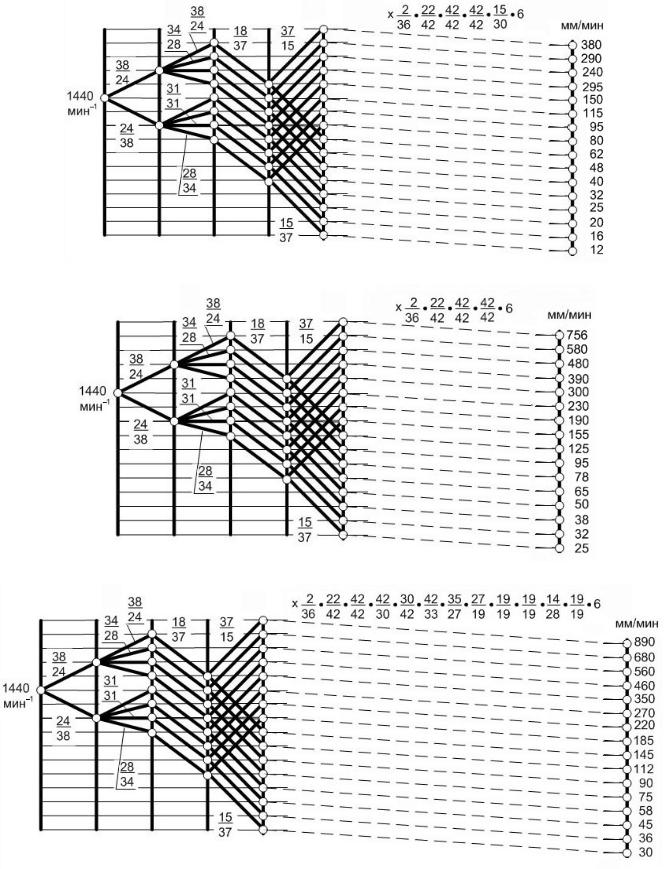
ПРИЛОЖЕНИЕ
Диаграммы вертикальных (а), поперечных (б), продольных (в) подач и частот вращения валов коробки подач станка модели 6Н81
а)
б)
в)
16