

Влияние термической обработки на структуру и свойства углеродистой стали 40
Цель работы:
1. Научиться определять оптимальную температуру нагрева сталей под закалку
2. Изучить влияние на структуру и твердость стали:
2.1. температуры нагрева под закалку;
2.2. температуры отпуска.
Основы термической обработки
Термическая обработка – это технологический процесс, состоящий из нагрева стали до определенной температуры, выдержка при этой температуре определенное время и охлаждения при заданной скорости с целью изменения структуры и свойств.
Любой процесс термообработки может быть описан графиком в координатах температура-время и включает нагрев, выдержку и охлаждение. При термообработке протекают фазовые превращения, которые определяют вид термической обработки.
Температура нагрева стали зависит от положения ее критических точек и выбирается по диаграмме состояния Fe – Fe3С в зависимости от вида термической обработки (рис. 1). Критические точки (температуры фазовых превращений) определяют: линия PSK – точку А1, GS – точку А3 и SE – точку Асm. Нижняя критическая точка А1 соответствует превращению А в П при 727ОС. Верхняя критическая точка соответствует началу выделения феррита из аустенита (при охлаждении) или концу растворения феррита в аустените (при нагреве). Температура линии SE, соответствующая началу выделения вторичного цементита из аустенита, обозначается Асm.
промывают водой, этиловым спиртом и просушивают фильтровальной бумагой.
Травление. После изучения нетравленных шлифов производят их травление, которое заключается во взаимодействии поверхности миккрошлифов с химически активными растворами кислот, щелочей, солей в спирте или воде. Сущность травления состоит в неодинаковой растворимости, а иногда и окрашивании реактивом зерен, границ между ними, вследствие различия в их строении или химическом составе. При травлении реактив в первую очередь воздействует па границы зерен, эти места имеют наиболее дефектное строение и в травленном шлифе становятся углублениями.
Свет, попадая на них, будет рассеиваться и в поле зрения микроскопа они будут казаться темными, а тело зерна — светлым.

Рис. 2 Приготовление микрошлифа: а – шлифованная поверхность; б – полированная поверхность; в – травленая поверхность (однородная структура); г - травленая поверхность (неоднородная структура).
Благодаря различной кристаллографической ориентировке зерен металла на поверхности микрошлифа травимость даже однородных зерен будет неодинаковой. Это приводит к образованию микрорельефа на поверхности шлифа, участки которого в различной степени рассеивают световые лучи.
В сплаве с неоднородной структурой травимостъ зерен различной природы отличается еще сильнее (рис. 2,г). Травление сталей и чугунов проводят 2 — 4%-ным раствором НNО3 в этиловом спирте. Реактив наносят на поверхность микрошлифа капельницей или ватным тампоном, смоченным реактивом.
Устройство металлографического микроскопа
В настоящее время применяют металлографические микроскопы, работающие на принципе отраженного света от полированной поверхности микрошлифа. Металлографический исследовательский микроскоп МИМ-7 обеспечивает увеличение от 60 до 1440 раз. Микроскоп состоит из механической и оптической систем и осветительного устройства.
Оптическая система (рис. 3) микроскопа включает объектив, окуляр и ряд вспомогательных оптических элементов: зеркала, призмы, диафрагмы и т. п.

Рис.3 Схема оптической системы микроскопа МИМ-7.
Маркировка чугуна
Маркировка
серого чугуна определена ГОСТ 1412–85
«Чугун с пластинчатым графитом для
отливок. Марки». Согласно стандарта,
такой чугун маркируется буквами «СЧ»
и двумя цифрами, которые показывают
минимально допустимое временное
сопротивление чугуна в кгс/мм2(0,1*Н/мм2).Например, обозначение
чугуна СЧ 30 означает, что он относится
к серым чугунам с пластинчатым графитом
и его![]() =300
Н/мм2(30 кгс/мм2). Всего
стандартом предусмотрен следующий ряд
марок чугунов – от СЧ 10 до СЧ 35.
=300
Н/мм2(30 кгс/мм2). Всего
стандартом предусмотрен следующий ряд
марок чугунов – от СЧ 10 до СЧ 35.
Высокопрочный
чугун маркируют в соответствии с ГОСТ
7293–85 «Чугун с шаровидным графитом для
отливок. Марки». Марку высокопрочного
чугуна обозначают буквами «ВЧ» и двумя
цифрами, которые показывают его
минимальное временное сопротивление
в кгс/мм2.Например, маркировка
ВЧ 50 означает, что этот чугун является
высокопрочным и его![]() =500
Н/мм2(50 кгс/мм2).
=500
Н/мм2(50 кгс/мм2).
Марки
ковкого чугуна определены в ГОСТ 1215–79
«Отливки из ковкого чугуна. Общие
технические условия». Он обозначается
буквами «КЧ» и двумя группами цифр,
которые определяют минимальное временное
сопротивление в кгс/мм2и
относительное удлинение при растяжении
в процентах – КЧ![]() –b.Например, КЧ 37–12 означает, что эта
марка ковкого чугуна с
–b.Например, КЧ 37–12 означает, что эта
марка ковкого чугуна с![]() =370
Н/мм2(37 кгс/мм2) и относительным
удлинением 12 %.
=370
Н/мм2(37 кгс/мм2) и относительным
удлинением 12 %.
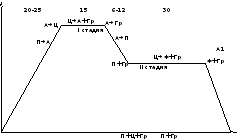
П+Ц+Гр
П+Гр
Рис. 6 График отжига белого чугуна
Под действием модификаторов графит в процессе кристаллизации принимает шаровидную форму. Такой графит, называемый глобулярным, значительно меньше ослабляет металлическую основу чугуна, чем графит крабовидный.
Особенности образования графитных включений шаровидной формы (при эвтектической кристаллизации, аустенит, отлагаясь в виде оболочек на сферолитах графита, изолирует их от жидкой фазы) обеспечивают малую скорость их роста при непрерывном зарождении новых центров кристаллизации. Поэтому модифицированный магнием чугун содержит большое количество мелких включений графита.
Высокопрочные чугуны по микроструктуре металлической основы подразделяют па ферритный, перлитный и феррито - перлитный (рис. 7, а, б).


а) б)
Рис. 7 Высокопрочный чугун
Светлые лучи от электрической лампы 1 проходят через коллектор 2 и, отразившись от зеркала 3, попадают на светофильтр 4, затем на диафрагму 5 (для ограничения световых пучков и получения высокой четкости изображения), линзу 6, фотозатвор 8, полевую диафрагму 9 (для ограничения освещенного поля рассматриваемого участка на микрошлифе), преломляются пентапризмой 10, проходят через линзу 11, попадают на микрошлиф 12, установленный на предметном столике. Отразившись от микрошлифа 12, лучи вновь проходят через объектив 13 и выходя из него параллельным пучком, попадают на отраженную пластинку 14 и ахроматическую линзу 16. При визуальном наблюдении в ход лучей вводится зеркало 17, которое отклоняет лучи в сторону окуляра. При фотографировании зеркало 17 выключается выдвижением тубуса вместе с окуляром и зеркалом, и лучи направляются непосредственно к фотоокуляру 19, проходят через него на зеркало 20, от которого отражаются и попадают на матовое стекло 21, где и дают изображение. Для фиксирования микроструктуры матовое стекло 21 заменяется кассетой с фотопластинкой. Для наблюдения в поляризованном свете в систему включаются вкладной анализатор 15 и поляризатор 7.
Применение различных; объективов и окуляров позволяет регулировать увеличение микроскопа. Объектив называют сухим, если между поверхностью микрошлифа и объективом находится воздушная среда, если жидкая (обычно кедровое масло)—иммерсионным. Увеличение микроскопа определяется как произведение увеличений объектива и окуляра. Увеличение объектива и окуляра указано на их оправках, а увеличение объектива выносится дополнительно на рукоятку макрометрического пинта.
При работе с микроскопами исследуемый шлиф помещают на предметный столик. Грубая фокусировка производится подниманием или опусканием столика микровинтом, точная вращением микровинта.
Во избежание порчи микрошлифа не рекомендуется передвигать его по поверхности столика, а следует пользоваться специальными винтами, перемещающими столик с установленным па нем микрошлифом в продольном и поперечном направлениях.
Характеристики микроскопа
Разрешающая способность микроскопа d —минимальное расстояние, при котором две точки различаются раздельно, не сливаясь в одно пятно. Объекты, размерами менее разрешающей способности микроскопа, при исследованиях не обнаруживаются. Разрешающая способность микроскопа определяется по формуле
 ,
,
где - длина волны света (для белого света 0,6 мкм);
n - коэффициент преломления среды между объективом и предметом;
- отверстный угол объектива.
В современных микроскопах угол объектива близок к 90°, показатель преломления воздуха n= 1, т. е, разрешающая способность микроскопа равняется длине световой волны белого света и составляет 0,6 мкм. Для кедрового масла n = 1,5, отсюда d=0,4 мкм. При использовании оптического микроскопа минимальный размер видимого объекта составляет 0,4 мкм. При использовании поляризованного света, разрешающая способность оптического микроскопа достигает 0,2 мкм.
Суммарное увеличение микроскопа – произведение увеличения линз объектива и окуляра.
Исследование микрошлифов
Изучение микроструктуры начинается с анализа нетравленных микрошлифов для выявления на них пороков (пор, раковин, неметаллических включений), которые обладают меньшей отражательной способностью по сравнению с металлом и имеют поэтому при просматривании темную окраску. Все нарушения сплошности металла уменьшают «живое», рабочее сечение детали и являются концентраторами напряжений. Чем крупнее включения, тем значительнее их вредное влияние, осколочная, остроугольная форма их в большей степени концентрирует напряжения, чем округлая. Все это приводит к снижению механических характеристик, особенно пластичности и вязкости.
Ковкий чугун. Ковкий чугун получают путем отжига отливок из белого чугуна. Процесс отжига основан на том, что вместо неустойчивого цементита белого чугуна при повышенных температурах образуется графит. Образование графита происходит не только при прямом разложении цементита. Графитизация идет также путем растворения цементита в аустените и одновременного выделения из аустенита более стабильного графита.
Образующийся графит приобретает компактную, почти равноосную хлопьевидную форму с рваными краями. Степень графитизации зависит от температуры отжига белого чугуна, его состава, времени выдержки и других факторов.
В зависимости от полноты графитизации могут образовываться те же пяти основных типа структур, что и в сером:
— ковкий ферритный чугун (рис. 5,а);
— серый перлитный чугун ((рис. 5,б);
— серый ферритно-перлитный чугун (рис. 5,в).



а) б) в)
Рис. 5 Ковкий чугун
Белый чугун, отжигаемый на ковкий, имеет состав: 2,5-3,0% С; 0,8-1,5% Si, 10% Mn, до 0,2% S и до 0,18% Р.
Примерный график отжига белого чугуна представлен на рис. 6.
Высокопрочный чугун. Высокопрочный чугун получают путем модифицирования жидкого расплава щелочными или, щелочноземельными металлами. Чаще для этого применяют магний в количестве 0,03—0,07%. По содержанию остальных элементов высокопрочный чугун не отличается от серого.
- эвтектический (содержание углерода 4,3%), состоит из одной структурной составляющей—ледебурита превращенного;
- заэвтектический (содержание 4,3 – 6,67%), содержит де структурные составляющие – цементит первичный и ледебурит превращенный. Кристаллы цементита первичного имеют форму плоских дендритов.

Рис. 4 Белый чугун
Серый чугун. Микроструктурный анализ серых чугунов проводят, используя стабильную диаграмму состояния системы железо — углерод (с пунктирными линиями).
Серые чугуны подразделяют по микроструктуре металлической основы. В зависимости от полноты графитизации может быть:
— серый ферритный чугун (графитизация прошла полностью) (рис. 4,а);
— серый перлитный чугун (эвтектоидный распад пита прошел в соответствии не со стабильной, а метастабильной диаграммой) (рис. 4,б);
— серый ферритно-перлитный чугун (аустенит при эвтектоидной реакции частично распадается с образованном графита, а частично—с образованием перлита) (рис. 4,в).



а) б) в)
Рис. 5 Серый чугун
Характер расположения и количество неметаллических включений оценивается в соответствии с ГОСТ 1778-70 по пятибалльной шкале.
На нетравленных микрошлифах сталей, полученных прокаткой, в результате горячей обработки давлением, хрупкие оксиды разрушаются и приобретают вид изолированных округлых включений (рис. 4, а). Более пластичные сульфиды вытягиваются в направлении течения металла и имеют продолговатую форму (рис. 4, б). На микрошлифах после травления может наблюдаться один вид зерен (светлые) или два—(светлые и темные) (рис. 4, в, г). Размер зерна оценивается с помощью специальной шкалы померами от 1 до 8 (№ 1—наиболее крупное зерно, № 8—мелкое).
Размер
зерна металлов и сплавов оказывает
значительное влияние на их механические
и технологические свойства. Крупнозернистая
структура (зерно № 1 и 2) характеризуется
пониженными механическими свойствами,
с уменьшением зерна
от №3 до 8 повышается твердость и
прочность и снижается пластичность.
Дальнейшее измельчение зерна приводит
к повышению и прочности,
и пластичности.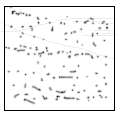

х135 х135
а) б)


х135 х135
в) г)
Рис. 4. Микроструктуры шлифов: а, б - нетравленные микрошлифы; в, г – шлифы после травления.
План составления отчета
1. Указать цели микроструктурного анализа и кратко описать методику его проведения.
2. Описать технологию приготовления микрошлифа.
3. Зарисовать оптическую схему металлографического микроскопа М.ИМ.-7.
4. Зарисовать и описать микрошлифы до и после травления.
5. Сделать выводы о влиянии неметаллических включений и величины зерна на свойства металлов и сплавов.
Марганец способствует получению белого чугуна, так как он, являясь хорошим карбидообразующим элементом, образует карбид. Кроме того, марганец может растворяться и цементите, образуя легированный цементит (Fе·Мn)3С, обладающий большой устойчивостью.
Сера способствует отбеливанию чугуна. Ее отбеливающее влияние в 5—6 раз больше, чем марганца. Так как сера склонна к ликвации, то в местах ее скопления появляются твердые пятна.
Фосфор на процесс графитизации заметного влияния не оказывает.
Образование графита может происходить не только при кристаллизации из жидкости или аустенита. Возможен и другой способ – в результате распада цементита. Цементит – неустойчивое соединение и при невысоких температурах может распадаться.
При температурах ниже липни Р'S'К' распад происходит по реакции Ц→Ф+Гр, а при температурах выше линии Р'S'К' распад сопровождается образованием следующих фаз:
Ц→А+Гр
И первом случае хотя процесс протекает медленнее, не заканчивается полной графитизацией (количеством растворенного в феррите углерода можно пренебречь), во втором —процесс идет быстрее, поскольку температуры выше, но не приводит к полной графитизации, так как часть углерода остается растворенной в аустените.
Микроструктура чугунов
Белый чугун. Микроструктурный анализ белых чугунов проводят, используя метастабильную диаграмму состояния системы железо—углерод.
Белый чугун делится на:
- доэвтектический (содержание углерода 2,14 - 4,3%), состоит из перлита, ледебурита превращенного и цементита вторичного, который может кристаллизоваться топкими пластинками или зернами;
В интервале температур 1153—1380С из аустенита выпадает вторичный графит, при этом аустенит изменяет свои состав по линии Е'S'.
При температурах, соответствующих линии С'D', кристаллизуется первичный графит.
Основными факторами, влияющими на процесс графитизации, являются скорость охлаждения и химический состав чугуна.
Скорость охлаждения. Образование графита из жидкости или аустенита при охлаждении происходит в интервале температур между линиями стабильной и метастабильной диаграмм, например, температурами 1153 и 1147°С или 738 и 727°С. Интервалы эти составляют всего несколько градусов, следовательно, для того, чтобы как можно дольше жидкость и аустенит находились в этих интервалах (условие графитизации), скорость охлаждения должна быть мала.
Химический
состав.
Углерод и кремний способствуют процессу
графитизации, и поскольку они оказывают
интенсивное влияние на структуру
чугуна, то зависимость структур от
содержания углерода и кремния часто
представляется в виде диаграмм. Пример
такой диаграммы, построенной для отливок
толщиной стенки 50 мм, приведен на рис.
3.
Рис. 3 Структурная диаграмма для чугуна: I – белый чугун; IIа – половинчатый;
II – перлитный; IIв – перлитно-ферритный; III – ферритный.
ЛАБОРАТОРНАЯ РАБОТА № 3