

Лабораторные работы
по курсу
Материаловедение
2012 г.
ЛАБОРАТОРНАЯ РАБОТА № 1
Макроструктурный анализ
Цель работы: Изучить макроструктуру сплавов на изломах и макрошлифах с помощью макроструктурного анализа.
План работы
1. Изучить лабораторную коллекцию изломов.
2. Изучить коллекцию макрошлифов и серных отпечатков
Пояснения к работе
Макроструктурный анализ — это изучение невооруженным глазом или с помощью лупы свежих изломов, макрошлифов серных и фосфорных отпечатков. С помощью макроструктурного анализа можно установить: каким способом получена заготовка (литье или обработка давлением); подвергалась ли она термической или химико-термической обработке; под действием каких нагрузок работало изделие (статические или циклические); наличие в материалах дефектов, полученных в результате перегрева или горячей обработки давлением или при нарушении режима термической обработки.
Изучение структуры по изломам. При оценке качества материалов важным является не только уровень их механических свойств, но и характер излома. Классификация наиболее характерных видов изломов представлена на рис.1.
Кристаллический блестящий излом возникает в результате хрупкого разрушения за счет отрыва одной части кристалла от другой, характеризуется формой, размером кристаллов и их взаимным расположением. Крупнокристаллический излом наблюдается у литых сплавов, мелкокристаллический и фарфоровидный — после термической обработки.
У инструментальных быстрорежущих сталей в результате нарушения режима отжига после закалки наблюдается особый вид брака, называемый нафталинистым, излом которого характеризуется грубокристаллическим, чешуйчатым строением, напоминающим нафталин. При требуемой твердости сталь отличается повышенной хрупкостью.
Характеристика изломов
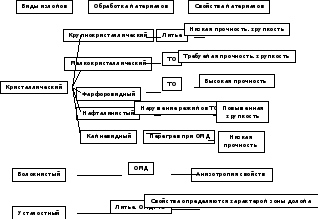
Рис. 1 Классификация видов излома
У конструкционных сталей о результате перегрева при горячей обработке давлением после правильно выполненной термической обработки наблюдается камневидный излом — это частично или полностью крупнокристаллический излом. В таком изломе трещина разрушения проходит по границам крупных зерен, образовавшихся в момент перегрева, т. е. нарушается корреляция между металлографически выявленным мелким зерном и видом излома (крупнокристаллический).
В зависимости от температуры нагрева различают низкий, средний и высокий отпуск.
Низкий отпуск проводят в интервале температур 80 – 250ОС для инструментов - изделий, которым необходимы высокая твердость и износостойкость. Получаемая структура МОТП или МОТП + ЦII (мартенсит отпуска + цементит вторичный).
Средний отпуск (350 – 500ОС) применяется для рессор, пружин, штампов и другого ударного инструмента, т.е. для тех изделий, где требуется достаточная твердость и высокая упругость. Получаемая структура – ТОТП (троостит отпуска).
Высокий отпуск (500 – 650ОС) полностью устраняет внутренние напряжения. Достигается наилучший комплекс механических свойств: повышенная прочность, вязкость и пластичность. Применяется для изделий из конструкционных сталей, подверженных воздействию высоких напряжений. Структура – СОТП (сорбит отпуска).
Термообработку, заключающуюся в закалке на мартенсит и последующем высоком отпуске, называют улучшением.
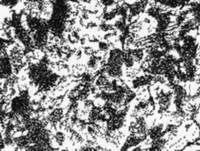

х600 х600 х600
а б в
Рис. 4 Микроструктуры: а) сорбит (закалка и высокий отпуск); б) тростит (закалка и средний отпуск); в) мартенсит (закалка и низкий отпуск).
углеродистых сталей образуется структура мартенсита. Полной закалке подвергают изделия из доэвтектоидных сталей, при этом исключается образование мягких ферритных включений.
Неполная закалка – закалка из промежуточных, двухфазных областей (А + Ф), (А+ЦII). В результате охлаждения с критической скоростью в доэвтектоидных сталях об-разуется структура Ф + М, а в заэвтектоидных – М + ЦII. Неполной закалке подвергают инструмент из заэвтектоидной стали, поскольку наличие включений вторичного цементита увеличивает твердость закаленного инструмента, т.к. цементит по твердости превосходит мартенсит.
Отпуск сталей
К важнейшим механическим свойствам сталей наряду с твердостью относится и пластичность, которая после закалки очень мала. Структура резко- неравновесная, возникают большие закалочные напряжения. Чтобы снять закалочные напряжения и получить оптимальное сочетание свойств для различных групп деталей, обычно после закалки проводят отпуск стали. Отпуском стали является термообработка, состоящая из нагрева закаленной стали до температуры ниже линии PSK (критическая точка А1), выдержки при этой температуре и дальнейшего произвольного охлаждения. Этот процесс связан с изменением строения и свойств закаленной стали. При отпуске происходит распад мартенсита, переход к более устойчивому состоянию. При этом повышается пластичность, вязкость, снижается твердость и уменьшаются остаточные напряжения встали. Механизм протекающих превращений при отпуске сталей – диффузионный, он определяется температурой и продолжительностью нагрева.
Первое превращение, протекающее в интервале 80 – 200ОС, соответствует выделению из мартенсита тонких пластин ξ – карбида Fe2С. Выделение углерода из решетки приводит к уменьшению степени ее тетрагональности. Полученный при этом мартенсит, имеющий степень тетрагональности, близкую к 1, называется отпущенным.
При нагреве закаленной стали выше 300ОС происходит полное выделение углерода из раствора и снятие внутренних напряжений. Сталь состоит из мелкодисперсной смеси феррита и цементита (троостит отпуска).
При нагреве до температуры выше 480ОС идет процесс коагуляции (укрупнения) карбидных частиц и максимальное снятие остаточных напряжений. Формируется структура сорбита отпуска.
Волокнистый излом соответствует металлам, подвергнутым обработке давлением. Волокнистый излом вязкий, он имеет матовый оттенок и сопровождается большой пластической деформацией поверхности.
У деталей, работающих под действием циклических нагрузок, наблюдается усталостный излом, который характеризуется наличием двух зон: прогрессивного развития трещины, которая имеет матовую поверхность, обусловленную длительным притиранием двух частей излома; остаточного излома, имеющая у хрупких металлов крупнокристаллическое, а у вязких — волокнистое строение (рис. 2). Излом начинается в местах концентрации напряжений. Концентраторами напряжений могут служить резкие, неправильно сделанные переходы между различными сечениями, раковины, трещины, инородные включения. В процессе работы трещина развивается, ослабляя сечение детали и вызывая рост напряжений, и, наконец, происходит поломка.
Материалы, полученные методом порошковой металлургии, могут иметь вязкое, хрупкое или смешанное разрушение в зависимости от технологического процесса их изготовления, химического состава, качества исходных порошков и др.
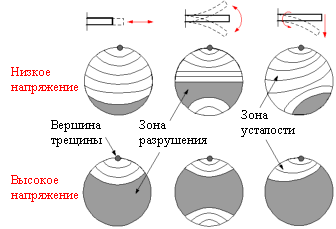
Рис. 2 Усталостный излом
Изучение структуры по макрошлифам. Макрошлиф — это образец, вырезанный из изделия в интересующем нас месте, одна из его поверхностей специально готовится для выявления особенностей макроструктуры. Приготовление макрошлифов производится следующим образом:
1. Из детали вырезается образец, одной из поверхностей которого придается плоскость.
2. Полученная плоскость последовательно шлифуется на наждачной бумаге с уменьшающимся размером зерна. При переходе на более мелкозернистую бумагу нужно менять направление шлифования квадратных образцов на 90°, а узких и длинных — на 15—30° с целью получения неглубоких рисок и контроля за их исчезновением. Шлифование на каждом номере бумаге производится до уничтожения рисок от предыдущей обработки
3. Отшлифованная поверхность промывается водой, этиловым спиртом и просушивается.
4. Затем производится травление подготовленной поверхности, которое основано на взаимодействии металла с реактивом: зерна, различные по строению и составу, границы зерен по-разному растворяются и окрашиваются, а трещины и пустоты расширяются.
При изучении макрошлифов можно выявить:
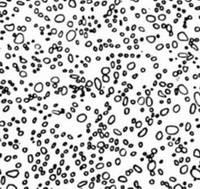
дендритное строение литого металла (рис. 3)
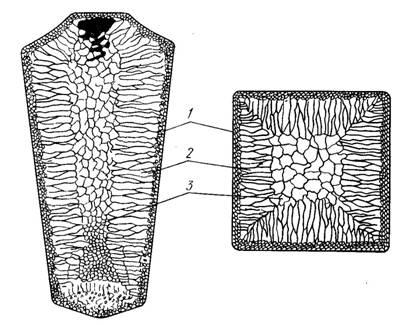
Рис. 3. Макроструктура слитка стали
1 – наружная мелкозернистая зона (корка); 2 – зона столбчатых кристаллов; 3– зона равноосных кристаллов.
волокнистую структуру металла после горячей
Троостит (от имени фр. ученого Л.Ж.Труста) – структурная составляющая стали, представляющая собой дисперсную смесь феррита и цементита, отличается от перлита и сорбита более тонкой (дисперсной) структурой. Образуется при распаде аустенита в температурном интервале 500-400оС (троостит закалки) или при отпуске закаленной стали при температурных режимах 350-400оС (троостит отпуска). Стали со структурой троостита обладают повышенной твердостью и прочностью, умеренной пластичностью и вязкостью.
Свойства сорбита и троостита занимают промежуточное положение между свойствами перлита (П) и мартенсита (М).

Рис 3. Диаграмма изотермического распада аустенита эвтектоидной стали со схемами микроструктур и их твердостью: 1 – кривая начала диффузионного распада аустенита; 2 – кривая конца диффузионного распада аустенита; Мн – линия начала мартенситного превращения; Vкр – критическая скорость охлаждения.
Практической целью закалки является получение максимальной прочности и твердости стали. Достигается эта цель при следующих режимах: нагрев стали на 30 – 50ОС выше линии GSK, выдержка при этой температуре и охлаждение со скоростью выше Vкр.
По температуре нагрева различают полную и неполную закалку. Полная закалка осуществляется из аустенитной области. После охлаждения с критической скоростью закалки у всех
мартенсит. Если же скорости охлаждения будут меньше Vкр , при распаде аустенита получим феррито-цементитные смеси различной дисперсности троостит, сорбит и мартенсит.
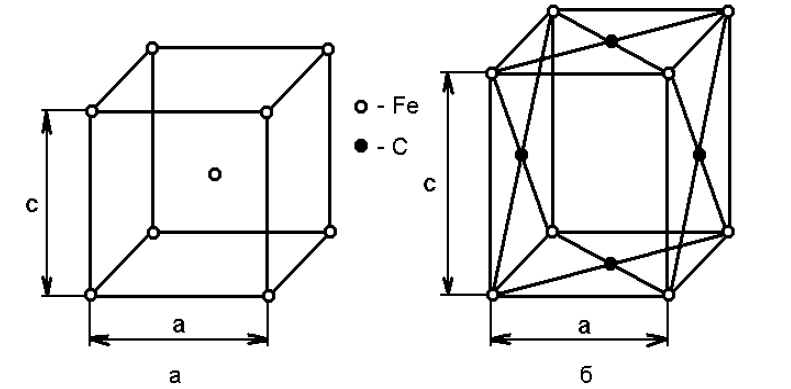
Рис.2. Кристаллическая решетка феррита (а) и мартенсита (б)
Перлит (грубо дисперсионная смесь феррита и цементита) может быть получен при очень медленных скоростях охлаждения (на рис. 3 это скорость V1). Такие скорости охлаждения характерны для отжига (охлаждение вместе с печью).
При охлаждении углеродистых сталей на воздухе (вид термообработки – нормализация) со скоростями V2 и V3 получаем структуры сорбита и троостита.
Мартенсит (от имени американского металлурга А.Мартенса) – микроструктура закаленной стали, представляющий собой пресыщенный твердый раствор углерода в α-Fe. Мартенситной структуре соответствует наиболее высокая твердость стали.
Бейнит (от имени американского металлурга Э.Бейна) – структура стали, образующаяся в результате т.н. промежуточного превращения аустенита. Бейнит состоит из смеси частиц пересыщенного углеродом феррита и карбида железа. В сталях с бейнитной структурой обычно имеется остаточный аустенит.
Сорбит (от имени англ. ученого Г.К.Сорби) – структурная составляющая стали, представляющая собой смесь феррита и цементита, образующаяся из аустенита в результате превращения при охлаждении. Отличается от перлита более тонкой (дисперсной) структурой, что обеспечивает более высокую прочность стали.
обработки давлением (рис. 4); при получении изделий обработкой давлением необходимо избегать образования перерезанных волокон и их расположение совпадало с направлением главных усилий в деталях при работе.

Рис.4. Макроструктура (зарисовка) продольного разреза коленчатого вала с правильным (а) и неправильным (б) расположением волокон.
химическую неоднородность стали, характеризующуюся различным содержанием углерода па поверхности зубьев шестерни и в их сердцевине, что является результатом цементации (насыщения поверхностного слоя углеродом с целью обеспечении после термической обработки высокой твердости и износостойкости поверхностного слоя при вязкой сердцевине);
наличие трещин, пузырей, пористости, химической неоднородности в макроструктуре сварных швов;
зональную ликвацию — неоднородность распределения элементов по зонам слитка, поковки или детали; выявляется путем снятия, например, серных или фосфорных отпечатков.
Лист засвеченной бромсеребряной фотобумаги замачивают на 5-10 минут в 5%-ом растворе серной кислоты (H2SO4), слегка просушивают и накладывают на подготовленный макрошлиф эмульсией вниз, не допуская смещения бумаги. Для удаления пузырьков воздуха бумагу проглаживают резиновым валиком.
Фотобумагу выдерживают 10-15 минут. Сера, расположенная в стали в виде неметаллических включений FeS и MnS – сульфидов, вступает в реакцию с кислотой:
FeS (MnS) + H2SO4 = FeSO4 + H2S↑
Образующийся сероводород непосредственно против очагов своего выделения вступает в реакцию с бромистым серебром
фотоэмульсии на бумаге:
2AgBr+H2S=Ag2S↓+2HBr
Сернистое серебро имеет темный цвет, поэтому на фотобумаге почерневшие участки указывают на включения сульфидов в образце. Снятый отпечаток промывают в воде, закрепляют, опустив в ванночку с фиксажем на 10 минут, после чего еще раз промывают, просушивают.
План составления отчета
1. Указать назначение макроструктурного анализа и методику его проведения.
2. Описать технологию приготовления макрошлифа и серного отпечатка.
3. Схематически зарисовать и описать изломы и макрошлифы.
4. Сделать выводы о предполагаемых свойствах материала по виду излома, рельефу макрошлифа и серного отпечатка.
Процессы, происходящие в сплаве на различных стадиях закалки, можно рассмотреть на примере эвтектоидной стали. В исходном отожженном состоянии эта сталь имеет структуру перлита (эвтектоидная смесь феррита и цементита). При достижении температуры А1 (727 0С) произойдет полиморфное превращение, т.е. перестройка кристаллической решетки феррита (ОЦК) в решетку аустенита (ГЦК), вследствие чего растворимость углерода резко возрастает.В процессе выдержки весь цементит растворится в аустените и концентрация углерода в нем достигнет содержания углерода в стали, т.е. 0,8 %.
Следующий этап – охлаждение стали из аустенитной области до комнатной температуры – является определяющим при закалке. При охлаждении стали ниже температуры А1 происходит обратное полиморфное превращение, т.е. решетка аустенита (ГЦК) перестраивается в решетку феррита (ОЦК) и при этом растворимость углерода уменьшается в 40 раз (с 0,8 до 0,02). Если охлаждение происходит медленно, то “лишний” углерод успевает выйти из решетки феррита и образовать цементит. В результате формируется структура феррито-цементитной смеси. Если же охлаждение производится быстро, то после полиморфного превращения углерод остается вследствие подавления диффузионных процессов в решетке ОЦК. Образуется пересыщенный твердый раствор углерода в α - железе, который называется мартенситом.
Перенасыщенность мартенсита углеродом создает в его решетке большие внутренние напряжения, которые приводят к искажению ее формы и превращению из кубической в тетрагональную. Уровень внутренних напряжений оценивается степенью тетрагональности, т.е. отношением длины ребра с параллелепипеда к ребру а.
Чем выше степень тетрагональности решетки мартенсита, тем выше его твердость. Степень тетрагональности, в свою очередь, будет зависеть от содержания углерода в стали.
Получить структуру мартенсита (или закалить сталь) можно только в том случае, если обеспечить скорость охлаждения больше или равную критической (Vкр) (рис 3),чтобы не успели пройти процессы распада аустенита в верхнем районе температур.
Критическая скорость закалки или минимальная скорость охлаждения (Vкр) – это скорость, при которой аустенит переходит в
При рекристаллизационном отжиге деформационно- упрочненный металл нагревают несколько выше температурного порога рекристаллизации (Трекр=0,4Тпл). В результате отжига металл приобретает такие же механические свойства, какие он имел до деформации.
Диффузионный (гомогенизирующий) отжиг проводят при нагреве до высоких температур (для сталей – значительно выше Ас3 или Аcm), предполагающих интенсивную диффузию атомов. Такому отжигу подвергают, например, отливки для устранения дендритной ликвации (гомогенизации сплава).
При отжиге второго рода обязательно протекает, хотя бы частичная, фазовая перекристаллизация. К отжигу второго рода относятся неполный и полный отжиг.
При неполном отжиге нагрев ведут до температуры Ас1 (ниже Ас3 или Асm). Происходит частичная перекристаллизация сплава (перлит переходит в аустенит). Чаще неполный отжиг применяют для заэвтектоидных сталей (сфероидизирующий отжиг).
При полном отжиге сталь нагревают выше Ас3 или Аcm. Происходит полная перекристаллизация сплава с образованием однородного аустенита.
Нормализация – это частный вид отжига, отличающийся от отжига, большей скоростью охлаждения (примерно 1500/мин), проводится на спокойном воздухе и характеризуется более мелкозернистой структурой, чем после отжига, более высокой твердостью и прочностью. Нагрев доэвтектоидных сталей под нормализацию проводится выше линии Ас3, а заэвтектоидных – выше Аcm.
Закалка сталей. Закалкой называется фиксация при комнатной температуре высокотемпературного состояния сплава. Основная цель закалки – получение высокой твердости, прочности и износостойкости. Для достижения этой цели стали нагревают до температур на 30 – 50ОС выше линии GSK (рис.1), выдерживают определенное время при этой температуре и затем быстро охлаждают.
ЛАБОРАТОРНАЯ РАБОТА № 2.
МИКРОСТРУКТУРНЫЙ АНАЛИЗ МЕТАЛЛОВ
Цель работы. Изучение методики проведения микроструктурного анализа, устройства металлографического микроскопа МИМ-7, анализа микрошлифов до и после травления.
План работы
1. Ознакомиться с устройством металлографического микроскопа МИМ-7, зарисовать его оптическую схему.
2. Исследовать структуру нетравленных и травленных микрошлифов
3. На нетравленных микрошлифах определить количество неметаллических включений в баллах по ГОСТ 1778-70, а на тепленных — величину зерна.
Пояснения к работе
В зависимости от величины и вида изучаемых элементов структуры, из которых состоят металлы и сплавы, и методов их исследования в современном металловедении приняты три определения структуры металлических твердых тел:
Микроструктура - структура, наблюдаемая с помощью оптических микроскопов при увеличении до 2000 раз. Наименьшая величина деталей структуры 0,2 мкм, т. е. 2000 нанометров.
Субструктура металла - внутреннее строение зёрен, характеризуемое типом, количеством и взаимным расположением дефектов кристаллической решётки. В недеформированном металле зёрна состоят из субзёрен, развёрнутых друг относительно друга на углы порядка угловых минут; эти блоки разделены субграницами.
Атомно-кристаллическая структура - упорядоченное взаимное расположение атомов, существующее в кристалле.
Рис. 1 Зёренное строение металлов
Микроструктурным анализом (микроанализом) называется исследование металлов и сплавов с помощью оптических микроскопов. Впервые микроскоп для исследования структуры металлов применил русский ученый П. П. Аносов в 1831 г.
Микроанализ является одним из самых распространенных методов исследований и проводится на специально приготовленных образцах—микрошлифах, которые могут быть нетравленными и травленными. Между микроструктурой и свойствами металлов и сплавов существует прямая качественная зависимость. Поэтому целью микроанализа является полное изучение строения металлов и сплавов и получение информации об их свойствах.
Приготовление микрошлифов
Приготовление микрошлифов состоит из следующих операций:
Вырезка образца, подготовка поверхности. Исследуемый образец; вырезают из той части изделия или заготовки, которая представляет интерес для исследования. При этом образец не должен значительно нагреваться, так как это может вызвать структурные изменения в металле. Наиболее удобный размер образца считается 12x12x10 мм, по при необходимости возможны и иные размеры. Подготовка поверхности производится следующим образом: грань, предназначенную для шлифования, выравнивают напильником или абразивным кругом до получения плоской поверхности.
Шлифование. Шлифование проводится так же, как и приготовление макрошлифов (см. лаб. работу № 1), но заканчивается на более мелкозернистой бумаге. После шлифования на поверхности образца остаются риски, которые увеличиваются под микроскопом и не дают четкого изображения объекта, т. к. рассеивают световые лучи (рис. 2,а). Поэтому далее обрабатываемая поверхность образца подвергается полированию, которое может быть механическим, электрохимическим или химико-механическим.
Полирование. Для механического полирования используют быстровращающиеся диски полировальных станов, которые обтягивают сукном, а для мягких сплавов (алюминий, медь)—бархатом. На полировальный круг наносятся специальные пасты (ГОИ, алмазная и др.) и водные взвеси Аl2О3, МgО для интенсификации процесса полирования. После получения зеркальной поверхности образец
Время нагрева до заданной температуры зависит, главным образом, от химического состава стали и толщины наиболее массивного сечения детали (в среднем 10 с на каждый миллиметр сечения).

Рис. 1. Оптимальные температуры термообработки для сталей
Основными видами термической обработки сталей являются отжиг (первого и второго рода), нормализация, закалка и отпуск.
Отжиг состоит в нагреве металла, выдержке и последующем медленном охлаждении вместе с печью со скоростью примерно 1500/ч. Отжиг приближает металл к равновесному состоянию.
Отжиг первого рода проводят для получения более равновесной структуры, чем исходная. К нему относятся рекристаллизационный и диффузионный отжиги.
ЛАБОРАТОРНАЯ РАБОТА №6