

8.2 Контроль размеров после механической обработки.
Готовую надрессорную балку после ремонта проверяют шаблонами бригадир ресурсосберегающего отделения и дефектоскопист на наличие трещин, которые могли проявиться при нагреве балки в процессе наплавки.
Для измерения углов наклона боковых плоскостей и для контроля размера опорных призм надрессорной балки применяется шаблон НЕ Т 914.05.000.
8.3 Алгоритм технологии восстановления
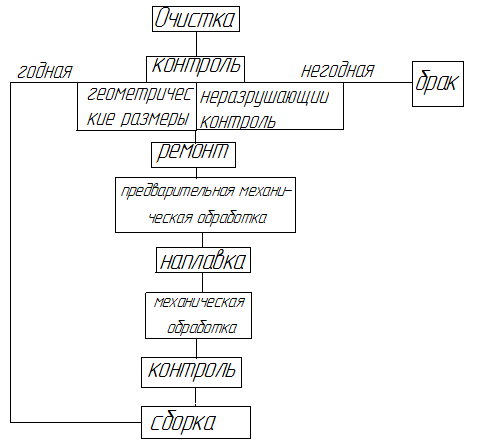
Рисунок 18 – Схема алгоритма технологии восстановления детали.
Осмотр и ремонт надрессорной балки проводят после обмывки или тщательной очистки. Опорные поверхности балки очищают до металлического блеска.
При осмотре надрессорной балки определяют целостность верхних, нижних, вертикальных поясов и колонки при их наличии, опорной части подпятникого места, исправность приливов для колпака скользуна и износ трущихся поверхностей.
После разборки тележки надрессорную балку осмотреть на кантователе с поворотом на 3600 для выявления видимых трещин.
После осмотра надрессорной балки в составе рамы тележки произвести ее дефектоскопирование средствами неразрушающего контроля.
Контроль надрессорных балок в составе тележек проводят способом остаточной намагниченности на дефектоскопе ДФ–105. Намагничивают надрессорную балку на намагничивающем устройстве МСН–10.
Надрессорная балка бракуется в результате выявления следующих неисправностей: поперечные и наклонные трещины верхнего, среднего и нижнего пояса; трещины любой конфигурации опорной поверхности подпятника суммарной длиной более 250 мм; трещины внутреннего и наружного бурта подпятника, выходящие на сопряженные поверхности; трещины поперечные и наклонные, выходящие на внутреннюю полость наклонной плоскости. надрессорная балка также бракуется по следующим литейным дефектам: раковины трещиновидные нижнего пояса глубиной более 7 мм; раковины трещиновидные боковой стенки и верхнего пояса длиной более 30 мм и глубиной более 7 мм.
Наклонные плоскости надрессорной балки ремонтируются только износостойкой наплавкой. Постановка износостойких пластин и их приварка к наклонным плоскостям запрещена из–за их отколов и трещин в эксплуатации.
Далее надрессорная балка с помощью кран-балки поступает на фрезерный станок для обработки наклонных плоскостей под наплавку. Это связано с неравномерным износом наклонных плоскостей во время движения вагона.
После обработки надрессорная балка подается на стенд для наплавочных электросварочных работ, где производится наплавка наклонных плоскостей. Наплавка наклонных плоскостей должна проводиться с учетом припуска на последующую механическую обработку.
Далее надрессорная балка кран–балкой устанавливается на фрезерный станок для обработки наклонных плоскостей.
Готовую надрессорную балку после ремонта проверяют шаблонами бригадир ресурсосберегающего отделения и дефектоскопист на наличие трещин, которые могли проявиться при нагреве балки в процессе наплавки.
Соответствующую всем необходимым требованиям надрессорную балку кран–балкой фрезеровщик укладывает на технологическую тележку. Готовая надрессорная балка подается на позицию сборки в тележечный участок.
Алгоритма технологии восстановления детали (рис. 18).