

2.Выбор метода получения заготовки
Заготовка выполнена из сортового материала – круглого калиброванного прутка 12 квалитета точности, полученного плоским прокатом.
Расчёт размера заготовки:
D1=D+Zнар+δ1заг,
где D1, - наружный расчетный диаметр заготовки
D- наружный диаметр детали по чертежу
Zнар. - припуск на обработку по наружной поверхности
δ1заг - учитываемая часть величины допуска заготовки, указанного в сортаменте
D1=26+2.2-0.045=28,2мм
Округляем до стандартного и получаем D1=29-0.045 (мм); но так как деталь не требует дополнительной обработки, выберем стандартный диаметр 27-0.045.
L1=L+2l1+l2+(l3+l4)/n;
где L1- размер детали по чертежу; l1- припуск на подрезку торца с одной стороны;
L2- припуск на отрезку детали; l3- длина отрезка, необходимого для зажима прутка в патроне или цанге при обработке последней детали; l4- припуск на отрезку прутка в заготовительном цехе (участке); n - количество деталей, получаемых из прутка.
L1=87+1,5+3+(40+5)/31=92,95(мм);
Округляем, получаем L1=93мм
3. Разработка маршрута технологического процесса
3.1 Набор операций и последовательность их выполнения
|
|
Операция |
Оборудование, станок |
Оснастка |
|
005 |
Рубить пруток Ø27, выдерживая размер 3000 |
Пресс КБ 934 |
|
|
010 |
Править пруток(по мере надобности) |
Пресс И5526 |
|
|
015 |
Заправить концы прутка фасками под угол 20̊ |
Токарный ХС-151 |
|
|
020 |
Подрезать и центровать
торец, точить шейку под резьбу
М16х1,5–8g, шейку Ø |
Токарный автомат 1Б240-6К |
Наладка, цанговый патрон |
|
025 |
Подрезать второй торец, выдерживая размер 12,8-0,1, центровать торец и точить фаску |
Токарный 16Т02П |
Цанговый патрон |
|
030 |
Фрезеровать шпоночный паз b=5, выдерживая размер 14 окончательно |
Шпоночно-фрезеровочный 6930 |
Станочные тиски |
|
035
|
Зачистить заусенцы |
Вибрационная машина ВМПВ-100 |
|
|
040 |
Накатать резьбы М16х1,5–8g |
Резьбонакатный А9518 |
Нож |
|
045 |
Шлифовать шейку Ø20js6 с подшлифовкой торца Ø26/Ø20js6, выдерживая размер 13 |
Круглошлифовальный 3У10В |
Центры, хомутик |
|
050 |
Помыть деталь |
Моечная машина |
|
|
055 |
Навесить бирку с обозначением детали на тару |
|
|
|
060 |
Технический контроль |
Плита по ГОСТ 10905–86 |
|
|
065 |
Нанесение антикоррозионного покрытия |
|
|
 под шлифование, Ø26, Ø
под шлифование, Ø26, Ø под шлифование, проточить три канавкиb=3; точить фаски,
отрезать деталь, выдерживая размер
88.
под шлифование, проточить три канавкиb=3; точить фаски,
отрезать деталь, выдерживая размер
88.
3.2 Обоснование выбора баз
Технологическая база - это поверхность, сочетание поверхностей, ось или точка, принадлежащая заготовке и используемая для определения ее положения в процессе изготовления.
Базирование при механической обработке - это придание заготовке с помощью комплекта баз требуемого положения для ее обработки.
Выбор технологических баз осуществляется для операции 020.
Для этой операции используется самоцентрирующееся приспособление – трёхкулачковый патрон.
Схема базирования изображена на рисунке 1.
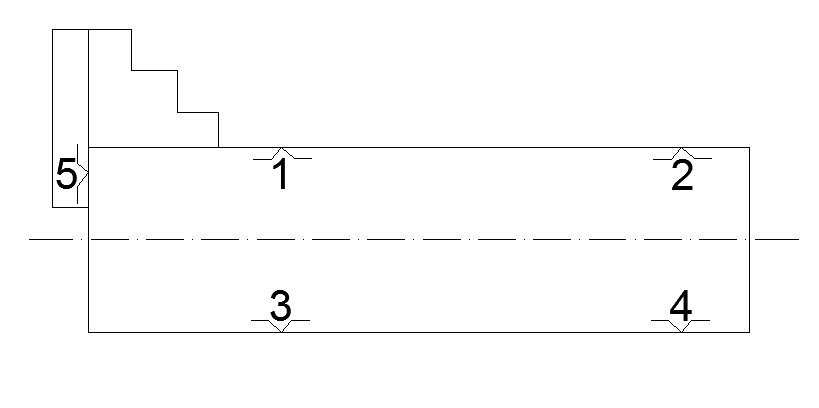
Рисунок 1 – Схема базирования детали