

Lek_16-20_Cher
.pdfТема 16.
Контроль массивных проводящих объектов (полупространства)
Контроль массивных проводящих объектов (полупространства)
Вопросы для самоконтроля
Годографы 
Все годографы подобны
Рисунок 2
Рисунок 1
Влияние  и
и 

 – вихревые токи возрастают, появляется ReUвн - действительная часть Uвн, достигает максимума, а затем спадает при β>>1
– вихревые токи возрастают, появляется ReUвн - действительная часть Uвн, достигает максимума, а затем спадает при β>>1
Кривизна линий  зависит от соотношения
зависит от соотношения 
Если  годографы почти прямые линии. Это удобно для обработки сигналов
годографы почти прямые линии. Это удобно для обработки сигналов
В области максимальной действительной части  и
и  имеют разное направление и возможен раздельный контроль h и
имеют разное направление и возможен раздельный контроль h и  .
.
Это для немагнитного объекта.
Если 
Рисунок 3
Годограф для полного  напряжения ИК при
напряжения ИК при 

Рисунок 4
Годограф для вносимого  напряжения ИК Переносим начало координат
напряжения ИК Переносим начало координат  на расстояние
на расстояние  и получаем годограф для
и получаем годограф для 
Эффект ВТ и поляриз, которые всегда уменьшают поток возбуждения.
В некотором диапазоне изменения  и
и  возм их раздельный контроль, но магнитные свойства чаще контролируют магнитными методами.
возм их раздельный контроль, но магнитные свойства чаще контролируют магнитными методами.
Тема 17.
Чувствительность НВТП к 
Чувствительность НВТП к 
Методика измерения электропроводности
Вопросы для самоконтроля

Рисунок 5
Годограф При
При  , ВТ активно взаимодействуют, чувствительность возрастает. Если частота большая,
, ВТ активно взаимодействуют, чувствительность возрастает. Если частота большая,
то ВТ циркулируют на поверхности, следовательно, влияние проводимости минимально.
Зависимость  :
:
Рисунок 6
Рисунок 7
 достигает максимального значения
достигает максимального значения  при
при  . Эти значения
. Эти значения  и
и  зависят от h.
зависят от h.
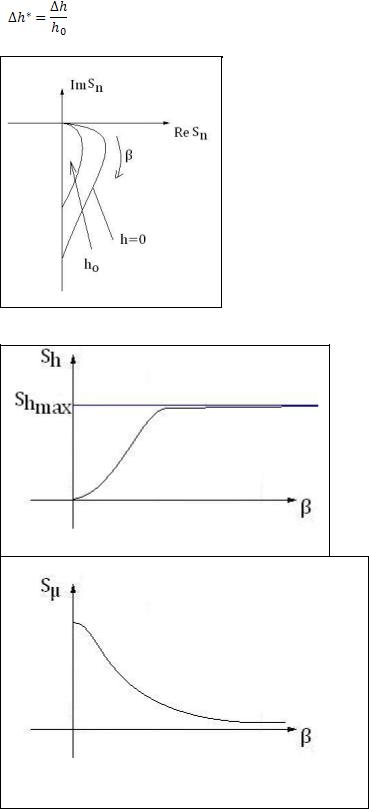
Рисунок 8
Амплитудная зависимость 
Рисунок 9
Чувствительность к магнитной проницаемости
Рисунок 10
График зависимости 

Рисунок 11
Сопоставление чувствительности накладного ВТП Самые простые приборы измерители зазора для них обеспечивают 
Чем опред макс  электронными компонентами.
электронными компонентами.
Также производится контроль структуры (по величине  ). В этом случае
). В этом случае  выбирают с точки зрения
выбирают с точки зрения  , далее уменьшают влияние
, далее уменьшают влияние  и изменение
и изменение  (подмагничивание)
(подмагничивание)
Методика измерения электропроводности
Зависимость ВТ от электропроводности, проявлением которой являются рассмотренные выше закономерности изменения сигнала датчика от обобщенного параметра, позволяет с высокой точностью по показаниям приборов определять значения электропроводности и ее изменения вплоть до 10-5 от абсолютного значения.
Для количественного измерения электропроводности или определения свойств материала, однозначно связанных с нею, применяют испытатели электропроводности.
Перед началом работы проверяют точность прибора путем измерения электропроводности двух-трех контрольных образцов, на которых указано ее значение. При недостаточной точности дополнительно градуируют шкалу ручками настройки.
Если на изделии имеется площадка диаметром более 20 мм при шероховатости поверхности не более  и толщине неметаллических покрытий до 200 мкм, то этими приборами можно получить либо абсолютные значения σ, либо значения σ% от σмакс для шкалы измерения. Одно измерение продолжается 10—20 с. При контроле накладной датчик прибора устанавливают на контролируемую деталь.
и толщине неметаллических покрытий до 200 мкм, то этими приборами можно получить либо абсолютные значения σ, либо значения σ% от σмакс для шкалы измерения. Одно измерение продолжается 10—20 с. При контроле накладной датчик прибора устанавливают на контролируемую деталь.
Большие погрешности измерения могут быть вызваны наличием зазора между датчиком и поверхностью изделия, обусловленного неплотным прилеганием к металлу, и его нестабильностью, а также наличием окислов, покрытий, смазки и т. д. Например, при контроле меди с пленкой на металле толщиной 4 мкм прибор покажет значение σ на 106 См/м меньше истинного. Конструкция испытателей электропроводности позволяет значительно уменьшить погрешность при изменениях зазора в пределах от 0 до 200 мкм путем специальной настройки схемы. Ошибка может быть вызвана также кривизной поверхности изделия, близостью датчика к его краям, изменениями толщины изделия (если она соизмерима с глубиной проникновения ВТ), наличием отверстий, выступов и т. д.
Электропроводность материала в значительной степени зависит от его температуры. Например, при изменении температуры меди на 1°C ее электропроводность меняется на 0,22 • 106 См/м. Поэтому измерения следует проводить при постоянной температуре или при оценке результатов учитывать ее изменения. Температурную погрешность можно уменьшить, если градуировку шкалы приборов проверять и уточнять
по контрольным образцам, имеющим с изделиями одинаковую температуру и одинаковые поправочные температурные коэффициенты.
Если из-за большой кривизны поверхности невозможно измерить абсолютные значения σ, то по описанной методике электропроводность можно определить относительно σ контрольного образца той же кривизны.
При этом учитываются мешающие факторы, так как настройку прибора ведут по контрольному образцу — детали, выбранной из проверяемой партии однотипных изделий. Свойства контрольного образца определяют путем механических, химических, спектральных, металлографических и других необходимых испытаний и исследований. Точность измерений σ повышается при постоянных толщине изделий, кривизне их поверхности в зоне контроля, расстоянии от датчика до выступов, впадин и краев изделий проверяемой партии.
При измерениях электропроводности цилиндрических изделий на датчик прибора надевают центрирующее приспособление с пружиной или к прибору подключают проходные датчики, дополнительно изготовляемые предприятием, применяющим прибор.
На входной контроль полуфабрикаты поступают партиями — плавками. Разброс σ внутри каждой плавки может быть незначительным. Поэтому для массового контроля наиболее удобен «нулевой метод», позволяющий сортировать материалы одной марки, но разных плавок. Индикатор прибора настраивают на нуль при размещении датчика на контрольном образце, используемом только при контроле материала этой плавки (марка его определена другим методом). По нему периодически проверяют настройку прибора.
Регулировкой чувствительности можно фиксировать любое отклонение, соответствующее, например, изменению σ на 0,1 • 106 См/м. Сортировку можно проводить с большой скоростью (до 3000 деталей в час), так как при этом наблюдают только за индикатором при установке датчика на деталь, на что требуется всего 1—2 с, многие приборы имеют допусковый контроль.
При низкой чувствительности измеряют значения электропроводности в широком диапазоне и можно вести, например, сортировку металлолома по классам сплавов.
Контроль по изменению σ можно применять также при разделении партии изделий по структуре, твердости и другим характеристикам сплавов.
Контроль количества примесей и химического состава
При наличии даже незначительного количества примесей изменяются электропроводность и технологические свойства металла, что может явиться причиной образования дефектов.

Рисунок 12
Влияние примесей на электропроводность алюминия (а) и меди (б)
Приборы структуроскопы позволяют установить зависимость σ металлов от наличия различных примесей и решить обратную задачу — по электропроводности и составу примесей определять их количество.
На рис. показано изменение σ технического алюминия в зависимости от содержания примеси железа и кремния, которые повышают хрупкость алюминия.
Электропроводность меди значительно уменьшается при наличии примесей различных элементов (за исключением некоторого количества кислорода) (рис. 17, б). Особенно вредны примеси висмута и свинца, из-за которых возникает красноломкость меди.
Применяя подобные приборы, можно сэкономить время при контроле степени чистоты металла, так как электропроводность может быть определена на небольших образцах плавки (пробах), в то время как расплав еще находится в печи.
Можно контролировать легирование расплава одним элементом, например легирование меди фосфором. При добавлении 0,018—0,038% Ρ электропроводность меди понижается до 49 • 106 — 41 • 106 См/м. Ее определяют по образцам, взятым из расплава. Жидкий металл легируют до тех пор, пока не будет получено нужное значение σ
Прибором измерителем электропроводности можно определить содержание кислорода в окисленном расплаве меди и необходимое количество восстановителей, добавляемых в расплав путем измерения σ проб.
Аналогичные задачи можно решать и для других металлов.
Испытателями электропроводности можно оценивать ликвацию элементов в изделии, определять химический состав двухкомпонентных сплавов
Тема 18.
Зона контроля НВТП
Зона контроля НВТП

Методика измерения электропроводности
Вопросы для самоконтроля
Рисунок 13
Фзк = 2 ÷2,5Dв = 4÷5Rв
Толщина кольца δн
зк – (0,5÷1)Rв
Зоной контроля ZK будем считать участки (объем) объекта контроля, вихревые токи которого определяют определенную ( ) часть сигнала
) часть сигнала  , т.е. это зона усреднения измеряемых параметров. На поверхности эта зона представляет собой кольцо максимальной (с уровнем
, т.е. это зона усреднения измеряемых параметров. На поверхности эта зона представляет собой кольцо максимальной (с уровнем  ) интенсивности ВТ (шириной ∆) вихревых токов. В
) интенсивности ВТ (шириной ∆) вихревых токов. В
глубину (по оси z) эта зона ограничена глубиной проникновения δ. Т.о. ZK это тело вращения с плоской верхней грницей. При изменении зазора ZK увеличивается по рис
3÷6.
Методика измерения электропроводности
Зависимость ВТ от электропроводности, проявлением которой являются рассмотренные выше закономерности изменения сигнала датчика от обобщенного параметра, позволяет с высокой точностью по показаниям приборов определять значения электропроводности и ее изменения вплоть до 10-5 от абсолютного значения.
Для количественного измерения электропроводности или определения свойств материала, однозначно связанных с нею, применяют испытатели электропроводности.
Перед началом работы проверяют точность прибора путем измерения электропроводности двух-трех контрольных образцов, на которых указано ее значение. При недостаточной точности дополнительно градуируют шкалу ручками настройки.
Если на изделии имеется площадка диаметром более 20 мм при шероховатости поверхности не более  и толщине неметаллических покрытий до 200 мкм, то этими приборами можно получить либо абсолютные значения σ, либо значения σ% от σмакс для шкалы измерения. Одно измерение продолжается 10—20 с. При контроле накладной датчик прибора устанавливают на контролируемую деталь.
и толщине неметаллических покрытий до 200 мкм, то этими приборами можно получить либо абсолютные значения σ, либо значения σ% от σмакс для шкалы измерения. Одно измерение продолжается 10—20 с. При контроле накладной датчик прибора устанавливают на контролируемую деталь.
Большие погрешности измерения могут быть вызваны наличием зазора между датчиком и поверхностью изделия, обусловленного неплотным прилеганием к металлу, и его нестабильностью, а также наличием окислов, покрытий, смазки и т. д. Например, при контроле меди с пленкой на металле толщиной 4 мкм прибор покажет значение σ на 106 См/м меньше истинного. Конструкция испытателей электропроводности позволяет значительно уменьшить погрешность при изменениях зазора в пределах от 0 до 200 мкм путем специальной настройки схемы. Ошибка может быть вызвана также кривизной поверхности изделия, близостью датчика к его краям, изменениями толщины изделия (если она соизмерима с глубиной проникновения ВТ), наличием отверстий, выступов и т. д.
Электропроводность материала в значительной степени зависит от его температуры. Например, при изменении температуры меди на 1°C ее электропроводность меняется на 0,22 • 106 См/м. Поэтому измерения следует проводить при постоянной температуре или при оценке результатов учитывать ее изменения. Температурную погрешность можно уменьшить, если градуировку шкалы приборов проверять и уточнять по контрольным образцам, имеющим с изделиями одинаковую температуру и одинаковые поправочные температурные коэффициенты.
Если из-за большой кривизны поверхности невозможно измерить абсолютные значения σ, то по описанной методике электропроводность можно определить относительно σ контрольного образца той же кривизны.
При этом учитываются мешающие факторы, так как настройку прибора ведут по контрольному образцу — детали, выбранной из проверяемой партии однотипных изделий. Свойства контрольного образца определяют путем механических, химических, спектральных, металлографических и других необходимых испытаний и исследований. Точность измерений σ повышается при постоянных толщине изделий, кривизне их поверхности в зоне контроля, расстоянии от датчика до выступов, впадин и краев изделий проверяемой партии.
При измерениях электропроводности цилиндрических изделий на датчик прибора надевают центрирующее приспособление с пружиной или к прибору подключают проходные датчики, дополнительно изготовляемые предприятием, применяющим прибор.
На входной контроль полуфабрикаты поступают партиями — плавками. Разброс σ внутри каждой плавки может быть незначительным. Поэтому для массового контроля наиболее удобен «нулевой метод», позволяющий сортировать материалы одной марки, но разных плавок. Индикатор прибора настраивают на нуль при размещении датчика на контрольном образце, используемом только при контроле материала этой плавки (марка его определена другим методом). По нему периодически проверяют настройку прибора.
Регулировкой чувствительности можно фиксировать любое отклонение, соответствующее, например, изменению σ на 0,1 • 106 См/м. Сортировку можно проводить с большой скоростью (до 3000 деталей в час), так как при этом наблюдают только за индикатором при установке датчика на деталь, на что требуется всего 1—2 с, многие приборы имеют допусковый контроль.
При низкой чувствительности измеряют значения электропроводности в широком диапазоне и можно вести, например, сортировку металлолома по классам сплавов.