

Министерство образования и науки Российской Федерации
Государственное образовательное бюджетное учреждение
высшего профессионального образования
Пермский национальный исследовательский
Политехнический университет
Аэрокосмический факультет
Кафедра «Технология, конструирование и автоматизация в специальном машиностроении»
Направление 151900 «Конструкторско-технологическое обеспечение машиностроительных производств»
ЛАБОРАТОРНАЯ РАБОТА №1
Слесарная обработка
по курсу «Технологические процессы в машиностроении»
Составил:
студент группы ТКАз-11 Демидова Ю. В.(_______)
Принял:
преподаватель Ярушин С.Г. (_______)
Пермь, 2012г.
Лабораторная работа №1
«Слесарная обработка»
1. Что такое слесарная обработка?
Слесарная обработка – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
2. В каких случаях используют СО?
- в единичном производстве деталей сложной геометрии, когда для их изготовления другими методами требуются сложные приспособления и инструмент или специальные станки
- если деталь или ее отдельные поверхности имеют сложную геометрию, которая не можеть быть получена на станках
- если необходима особенно тщательная подготовка двух или нескольких поверхностей сопряженных деталей.
3. Перечислите основные способы СО.
Основными технологическими способами слесарной обработки являются: разметка, рубка, правка, резка, гибка, опиливание, зачистка, нарезание резьбы, шабрение и притирка. При этом разметка и правка предназначена для подготовки к последующей размерной обработке, а остальные из перечисленных способов – для непосредственной размерной обработки.
4. Организация рабочего места слесаря механосборочных работ.
Рабочее место слесаря-сборщика - это часть производственной площади цеха или участка с необходимым оборудованием, инструментами, приспособлениями, материалами и принадлежностями, которые применяет рабочий или бригада для выполнения производственного задания. При слесарно-сборочных работах на каждое рабочее место слесаря отводится площадь от 6 до 10 м2 (в зависимости от размера собираемого изделия).
Под организацией рабочего места слесаря-сборщика понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение деталями и вспомогательными материалами, механизация и оснащение специальными приспособлениями технологического процесса сборки.
Основным рабочим местом слесаря-сборщика является верстак или сборочный стол на конвейере
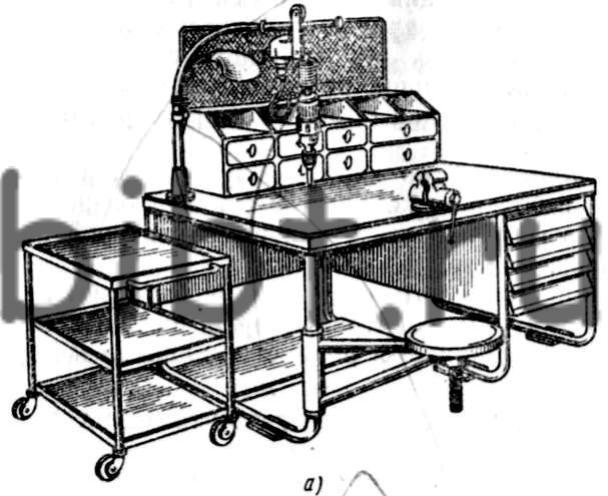
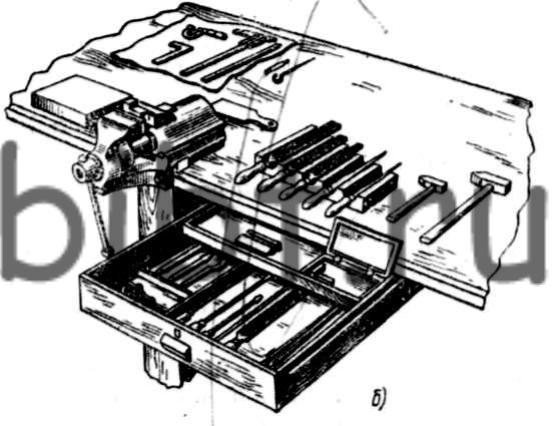
Рабочее место слесаря механосборочных работ:
а - верстак с передвижным сборочным столиком и с приспособлением для подвески механизированного инструмента, б - расположение инструмента на верстаке и в ящике
В зависимости от вида собираемых изделий стол верстака покрывают прочным листовым материалом (декоративным пластиком, линолеумом, фанерой и др.). Спереди и с боков крышки стола устанавливают деревянные планки-бортики или металлические угольники, препятствующие падению с верстака мелких деталей и инструментов. В зависимости от условий работы верстаки бывают одноместными и многоместными-для двух и более рабочих. В многоместных слесарных верстаках расстояние между тисками должно быть 1200-1500 мм. Верстак должен быть прочным и устойчивым. Размещать верстаки следует таким образом, чтобы проходы между ними были не менее 1,5 м. При конвейерной сборке верстаки нужно располагать вблизи конвейера так, чтобы рабочий находился между конвейером и верстаком. Рабочее место у верстака должно быть хорошо освещено. Для работы в вечернее время рабочее место освещается электрической лампочкой местного освещения.
К рабочему месту предъявляются следующие требования:
1. На рабочем месте должно находиться только то, что требуется для выполнения данного задания.
2. Инструменты, детали и документация должны быть расположены на расстоянии вытянутой руки; при этом предметы, которыми рабочий пользуется более часто, располагают ближе, а предметы, которыми он пользуется реже,- дальше.
3. Все, что берется левой рукой, должно быть расположено слева, а все, что берется правой,- справа. Все, что берется обеими руками, должно находиться впереди.
4. Инструмент и детали следует разложить в строгой последовательности их применения, а не разбрасывать и не накладывать друг на друга.
5. В ящиках верстака должны находиться наиболее часто употребляемые инструменты, приспособления и материалы. Все точные мерительные инструменты необходимо хранить в футлярах.
6. Напильники, сверла, метчики и другие режущие инструменты следует укладывать на деревянные подставки так, чтобы они были предохранены от повреждений.
7. Чертежи, инструкции, наряды и другую документацию нужно помещать для удобства пользования на видном месте.
5. Резка металла ручной ножовкой.
Работа выполняется в следующей последовательности.
1. Полотно осматривают, обращая внимание на отсутствие трещин, изгибов, а также на развод зубьев.
![]()
Направление зубьев ножовочного полотна.
Проверяют исправность рамки (корпуса) ножовки: плотность посадки рукоятки, свободное вращение барашковой гайки, перемещение раздвижной части и натяжного штыря, наличие штифтов.< >Устанавливают раздвижную часть ножовки по размеру полотна, оставляя выдвинутым штырь для натяжения на 10—12 мм. Устанавливают полотно в прорези головок так, чтобы зубья были направлены от ручки. При этом первым вставляют конец полотна в неподвижной головке до совпадения отверстий и фиксируют положение закладкой штифта. Затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно, без большого усилия завинчивают барашковую гайку, не прибегая к плоскогубцам, тискам и другим инструментам
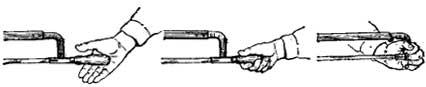
Расположение рук при работе ножовкой
Стоять у тисков при резке ножовкой следует прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков. Левую (опорную) ногу необходимо выставить немного вперед.
Правильное держание ручной слесарной ножовки инструктор демонстрирует в три приема; 1) ножовку берут в правую руку так, чтобы ручка упиралась в ладонь (рис. 75, а); 2) ручку охватывают четырьмя пальцами, накладывая большой палец на ручку сверху (рис. 75, б); 3) пальцами левой руки берут передний угольник ножовки, барашек и натяжной болт
Полотно ножовки устанавливают на широкую плоскость деревянного бруска, создавая в начале резания небольшой наклон передней части ножовки вниз. Для получения точного направления резания по разметке необходимо у риски поставить ноготь большого пальца левой руки, плотно прижать к нему полотно ножовки (рис. 76, а), а правой рукой осуществлять резание. Продолжая резание, режущую кромку полотна постепенно переводят в горизонтальное положение.
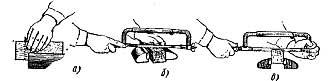
Работа ручной слесарной ножовкой:
а — установка ножовочного полотна на риску; б — прием работы в начале резания; в прием работы в процессе резания
Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резании участвовали все зубья полотна. Темп движений при резании ножовкой должен составлять 30—60 ходов в минуту. Заканчивая резание, следует ослабить нажим на ножовку, уменьшить темп движений, чтобы избежать поломки полотна и ранения рук. После окончания работы ножовку, повернутую полотном к тискам, кладут на верстак с правой стороны тисков.
При резании металлического прутка квадратного сечения сначала размечают место резания, для чего отмеряют измерительной линейкой длину заготовки, нанося риски чертилкой. После этого, используя угольник с широким основанием, проводят риски на верхней и двух боковых сторонах квадрата. Далее пруток зажимают в тисках так, чтобы риска была расположена сверху.

Положение ножовочного полотна при начальном резани заготовок различных профилей:
а — круглого: б — квадратного; в — прямоугольного; г - трубы; д - углового
Для сохранности зубьев полотна резание начинают g заднего ребра детали, наклонив ножовку от себя до образования начала пропила при слабом нажиме. Наклон постепенно уменьшают до тех пор, пока пропил не дойдет до передней кромки и ножовочное полотно не примет горизонтального положения. В таком положении усиливают нажим на ножовку, продолжая резание прутка