

2.1.4. Растачивание отверстий
Растачивание применяется для обработки отверстий, предварительно полученных сверлением или зенкерованием. Допускается растачивание отверстий, которые были изготовлены методом литья, ковки или прошивки.
Растачивание осуществляется на токарных, расточных, агрегатных, координатно-расточных и специальных станках. Растачивание производится при вращении детали (токарные станки), при вращении расточной борштанги (горизонтальные, вертикальные, координатные, агрегатные многошпиндельные станки). Для обработки деталей на агрегатных станках используются многолезвийные, комбинированные и сборные инструменты, заранее установленные на требуемый размер. Отверстия диаметром 50–200 мм и длиной 75–200 мм обрабатываются на вертикальных станках, отверстия, имеющие протяженность больше 200 мм, и отверстия меньших диаметров – на горизонтальных станках.
Горизонтально-расточные станки служат для сверления, зенкерования и растачивания отверстий (рис. 18).
На рис. 18, а показано растачивание двух концентричных отверстий резцами, закрепленными на борштанге 2, которую приводит во вращение шпиндель 1 и поддерживает люнет 3 задней стойки. При обработке заготовки стол 4 перемещается параллельно оси шпинделя (продольная подача). Этот способ применяется в случае, когда расположенные соосно растачиваемые отверстия имеют значительную длину и возможен прогиб борштанги 2.
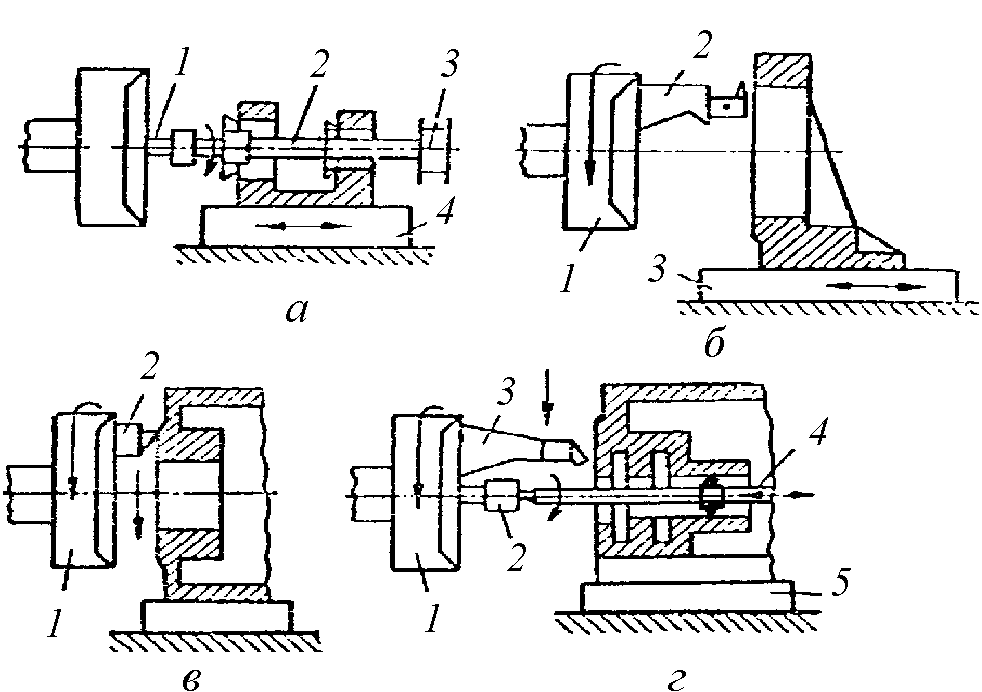
Рис. 18. Схемы основных видов работ, выполняемых на горизонтально-расточном станке
На рис. 18, б показано растачивание отверстия большого диаметра с помощью резца, закрепленного в резцедержателе 2, который укреплен на планшайбе 1. Продольная подача заготовки осуществляется движением стола 3, а радиальная подача резца – радиальным перемещением резцедержателя на планшайбе. Этим способом можно растачивать отверстия большого диаметра, но сравнительно малой длины.
На рис. 18, в показана обработка «летучим» суппортом торца заготовки после растачивания отверстия. В данном случае заготовка неподвижна и стол не перемещается. Планшайба 1 вращает резцедержатель 2 с закрепленным резцом, который перемещается радиально, обрабатывая торцовую поверхность заготовки. Эта операция часто встречается при обработке больших несимметричных поверхностей.
На рис. 18, г показан пример совместной работы шпинделя 2 и планшайбы 1. Одновременно растачивается отверстие резцом, закрепленным на борштанге 4, и обрабатывается торец заготовки резцом, закрепленным в резцедержателе 3. Заготовка вместе со столом 5 неподвижна.
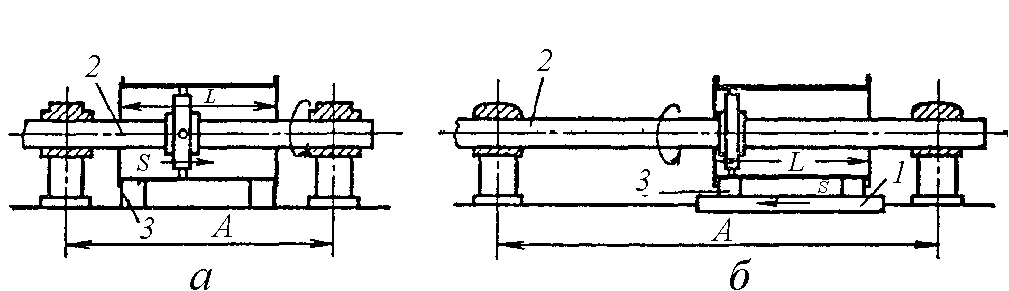
На рис. 19 приведены две основные схемы растачивания на горизонтально-расточном станке при помощи борштанги.
Обрабатываемая деталь 3 устанавливается на столе станка 1. Осевая подача резца при работе по первой схеме осуществляется путем перемещения шпинделя (рис. 19, а); расстояние между подшипниками А может лишь незначительно превышать длину растачиваемого отверстия L. Осевая подача при растачивании по второй схеме может
осуществляться также приведением в движение стола 1 (рис. 19, б), на котором расположена обрабатываемая деталь 3. В этом случае необходимо, чтобы выполнялось условие А > 2L.
|
|
|
Рис. 19. Схемы растачивания на горизонтально-расточном станке: 1 – стол станка; 2 – борштанга; 3 – опоры (подшипники) |
Работа на горизонтально-расточных станках в серийном производстве ведется обычно по кондукторам и шаблонам. В единичном производстве изготовление кондукторов не окупается, поэтому отверстия растачивают по разметке или методом координат. Разметка в ряде случаев не обеспечивает требуемой в современном машиностроении точности расстояний между осями, когда допуски выражаются сотыми долями миллиметра. Метод координат дает возможность достичь такой точности. Этот метод состоит в том, что положение осей отверстий определяется перемещением детали (реже – инструмента) по осям координат на расстояния, измеряемые штангенциркулем, индикатором, мерными плитками и т.п.
Метод координатного растачивания, а также метод растачивания по разметке имеют низкую производительность и требуют высокой квалификации рабочего, в то время как при работе по кондуктору можно использовать труд рабочих менее высокой квалификации и достичь при этом более высокой производительности. Отверстия растачивают пластинчатыми резцами, расточными блоками и головками. Расточной блок состоит из корпуса и вставных резцов, установленных на требуемый размер. Блок крепится к борштанге, имеющей переднее направление. В ряде случаев борштанга шарнирно соединяется со шпинделем и базируется на двух опорах.
При координатном растачивании на координатно-расточных станках положение осей растачиваемых отверстий задается двумя размерами (координатами), которые отсчитываются от базисных установочных плоскостей детали.
Установка оси шпинделя расточного станка осуществляется с помощью градуированных линеек и нониусов, имеющихся на станке, или с помощью специальных вкладышей, регулируемых по размеру соответствующих координат.
Перед растачиванием проверяют правильность установки детали на столе станка индикатором, закрепленным на шпинделе станка, затем устанавливают шпиндель в нулевое положение с помощью ловителя, вставляемого в конец шпинделя станка, с проверкой щупом. После этого можно начать растачивание, предварительно совместив ось шпинделя и ось растачиваемого отверстия.
Координатное растачивание повышает точность межцентровых расстояний и их соосность, упрощает обработку и увеличивает производительность.
Расточка отверстий с точно координированными осями в корпусных деталях производится на координатно-расточных станках, в том числе с программным управлением, оснащенных оптическими системами отсчета по шкале с точностью ±0,002 мм.
Растачивание отверстий в стальных деталях производится в таких режимах: скорость резания 100–250 м/мин, продольная подача 0,05–0,3 мм/об, глубина резания 0,05–0,3 мм, а в деталях из цветных металлов и сплавов скорость резания 500–1000 м/мин, продольная подача – от 0,05 до 0,3 мм/об, глубина резания 0,05–0,4 мм.