

4 Материалы и изделия из пластмасс |
|
4.1 Классификация и ингредиенты пластмасс |
|
Пластмассами называют обширную группу органических материалов, |
|
основу которых составляют искусственные или природные высокомолекуляр- |
|
ные соединения – полимеры (смолы), способные при нагревании и давлении |
|
формоваться, а также устойчиво сохранять приданную им форму после снятия |
|
действующих усилий. |
|
По физико-механическим свойствам, структуре и отношению к нагрева- |
|
нию пластмассы разделяют на пластики и эластики. |
|
Эластики – это мягкие и эластичные материалы с низким модулем упруго- |
|
сти (µ менее 20 МПа), поддающиеся значительным деформациям при растяже- |
|
нии. Вся деформация при нормальной температуре проявляется с большой ско- |
|
ростью (практически мгновенно), например – каучуки. |
|
Пластики бывают: |
|
жесткие – твердые, упругие материалы аморфной структуры с высоким |
|
модулем упругости (µ более 1000 МПа) и малым удлинением при разрыве. Они |
|
сохраняют свою форму при внешних напряжениях в условиях нормальной или |
|
повышенной температуры (пено- и аминопласты); |
|
полужесткие – твердые, упругие материалы кристаллической структуры со |
|
средним модулем упругости (µ более 400 МПа), с высоким относительным и |
|
остаточным удлинением при разрыве. Причем остаточное удлинение обратимо |
|
и полностью исчезает при температуре плавления кристаллов (полиамиды и |
|
полипропилен); |
|
мягкие – с низким модулем упругости (µ менее 20 МПа), высоким относи- |
|
тельным удлинением и малым остаточным удлинением при разрыве. Обрати- |
|
мая деформация исчезает при нормальной температуре с замедленной скоро- |
|
стью (поливинилацетат и полиэтилен). |
|
По структуре пластмассы делят: на гомогенные (однородные) и гетероген- |
|
ные (неоднородные). |
|
Структура пластмасс зависит от введения в нее наряду с полимерами дру- |
|
гих компонентов. Последние позволяют делить пластмассы: |
|
на ненаполненные, состоящие из по- |
|
лимера и стабилизатора; |
|
газонаполненные, кроме указанных |
|
материалов, входят также воздух или |
|
другой газ (газообразующие или возду- |
|
хововлекающие добавки); |
|
наполненные, состоящие из поли- |
|
мера и наполнителя; |
|
составные (рисунок 110). |
газонаполненые |
|
|
|
ненаполненые |
|
наполненые |
Рисунок 110 – Классификация пластмасс по |
составные |
|
|
структуре |
|
По отношению к нагреванию пластмассы делятся: на термопластичные |
|
(полиэтилен, полиамид, полипропилен, полисульфанол. При комнатной темпе- |
|
143
ратуре это твердые материалы, а при более высоких температурах обладают |
||||||||
высокой вязкостью); термореактивные (полиэфирные, эпоксидные, фенолофор- |
||||||||
мальдегидные, кремнийорганические олигомеры – вязкие жидкости, которые в |
||||||||
присутствии отвердителя переходят в твердое состояние). |
|
|
|
|
|
|||
Обычно пластмасса – это композиция, которая включает в себя следую- |
||||||||
щие компоненты (рисунок 111). |
|
|
|
|
|
|
|
|
полимеры |
Рисунок 111 – Компоненты пластмасс |
|||||||
|
||||||||
смазывающие |
|
|
|
|
|
|
|
|
материалы |
Наполнители входят в состав |
|||||||
наполнители |
преимущественно |
пластмасс |
на |
|||||
|
основе смол |
и различных резин. |
||||||
пластификаторы |
Наполнители, структурируя поли- |
|||||||
|
||||||||
отвердители |
мерное связующее, улучшают ряд |
|||||||
технических |
свойств |
пластмасс: |
||||||
|
||||||||
модификаторы |
значительно |
уменьшают |
усадку, |
|||||
|
|
|
|
|
|
|
||
|
которая составляет 10...18 %; спо- |
|||||||
стабилизаторы |
собствуют |
достижению |
большей |
|||||
|
точности |
размеров; |
повышают |
|||||
|
твердость изделий, их прочность, |
|||||||
теплостойкость, так как являются своеобразным механическим каркасом. |
||||||||
Введение наполнителей снижает стоимость изделий, так как расход полимера |
||||||||
при этом сокращается в 1,5…3 раза. Поскольку усадка термопластов невелика |
||||||||
(0,8…2 %), в них, как правило, не вводят наполнители. |
Из них в основном |
|||||||
формируют изделия небольших размеров, в связи, с чем внутренние напряже- |
||||||||
ния, вызываемые усадкой, невелики. |
|
|
|
|
|
|
|
|
В качестве наполнителей для производства пластмасс применяются ма- |
||||||||
териалы органического и минерального происхождения. |
|
|
|
|
|
|
||
Корганическим наполнителям относятся: орлинтер (хлопковый пух); древесная мука – отход деревообрабатывающих производств (прессованные фенопласты); лигнин (отходы целлюлозных производств); бакелитовая мука (отходы производства фенопластов, вводят до 10 %); растительные волокна (целлюлоза) и синтетические волокна.
Кминеральным наполнителям относят:
Порошкообразные наполнители – слюда, пылевидный кварц, каолин,
жумия, литопон, графит, древесная мука, тонкомолотый мел, тальк, сажа. Они придают пластмассе ценные свойства: повышают прочность, твердость и износоустойчивость, теплостойкость и кислотостойкость, снижают горючесть.
Волокнистые наполнители – асбестовое, древесное, стеклянное волокно и хлопковые очесы. Они снижают хрупкость СВАМ, повышают прочность, теплостойкость и ударную вязкость, стойкость к высокочастотным воздействиям, сопротивляемость к тепловым ударам, способствуют улучшению электроизоляционных свойств и атмосферостойкости.
Слоистые наполнители – хризотил-асбест, в виде листов, тканей и антофилата (прессованные или формовочные массы типа асбовинила); хлопчатобумажные (текстолит) и стеклянные ткани; бумага (конструкционная пластмасса
144
– гетинакс); древесный шпон. Они еще значительнее повышают прочность пластмасс, так как могут воспринимать и растягивающие напряжения, улучшают электроизоляционные свойства, термостойкость. Их целесообразно применять в пластмассовых изделиях в виде труб, плит, листов, а также в крупногабаритных изделиях простого контура.
Соотношение между связующим веществом и наполнителем в пластических массах может колебаться в широких пределах. Так, при изготовлении ДСП смола составляет всего лишь 8…12 %, а наполнитель – 92…88 %. Изделия, содержащие листовой или тканевый наполнитель, состоят из 15…60 % смолы и соответственно 85…40 % наполнителя. Полиэтиленовые трубы и пленки, полистирольные плитки, органическое стекло вообще не содержат наполнителя.
Вбольшинстве случаев пластификаторами являются масляные жидкости, которые вводят в состав пластмасс, чтобы увеличить гибкость материала в период эксплуатации и улучшить технологические свойства композиции на стадии формования изделий. Они облегчают скольжение макромолекул относительно друг друга и в результате повышают гибкость и эластичность полимеров, способствуют переходу полимера в вязко-текучее состояние и, тем самым, облегчают условия переработки пластмасс.
Пластификаторами обычно являются высококипящие (температура кипения более 250 °С) малолетучие жидкости, представленные наиболее часто сложными эфирами спиртов и кислот: олеиновая кислота; трикрезилфосфат; дибутилфталат; диоктилфтолат; цинковая кислота; стеарат алюминия; глицерин; талловое, тунговое, диэновое, касторовое и веретенное масла – бесцветные или слабоокрашенные масляные жидкости.
Количество пластификатора в пластмассе может достигать 30…50 % от массы полимера. Пластификаторы должны быть химически инертными, малолетучими и нетоксичными веществами. Кроме того, они должны быть совместимы с полимерами и растворять их, стойки к экстракции, бесцветны, без запаха.
Изготовленные из поливинилхлорида без пластификатора жесткие трубы выдерживают значительное давление воды, а при введении пластификатора получают поливинилхлоридный линолеум – мягкий и эластичный материал.
Отвердители применяют для перевода ряда термопластичных смол в термоактивные (неплавкое и нерастворимое состояние) или для ускорения процессов отверждения термореактивных смол.
Взависимости от вида смолы и режима отверждения (горячего или холодного) применяют те или иные отвердители – кислоты, ангидриды, перекиси, спирты, амины. Так, для фенолоформальдегидного полимера ускорителем являются известь и уротропин, СаО и MgO.
Пигменты (красители) придают пластмассам определенный цвет. Красители должны обладать живыми тонами, не давать грязного цвета, быть стойкими к действиям солнечного или электрического света, что особенно важно для отделочных строительных материалов. В качестве красителей применяют как органические пигменты: нигрозин, хризоидин, пигмент желтый, так и минеральные пигменты: охра, мумия, железный сурик, оксид хрома, ультрамарин и умбра.
145

Модификаторы улучшают свойства связующего пластмасс – это кислоты, природные смолы, битумы, низкомолекулярные каучуки и другие вещества. Модификация осуществляется в процессе получения полимеров путем замены одних функциональных групп другими или в результате прививки блоков одного полимера к цепи другого.
Стабилизаторы способствуют сохранению технологических свойств пластических масс (устойчивость в процессе переработки) и свойств изделий из них во времени, т. е. предотвращают их старение и повышают долговечность. В зависимости от характера деструктивных факторов при изготовлении пластмас-
совых изделий вводят термо- и светостабилизаторы.
При термоокислительной деструкции для снижения скорости окисления полимеров под влиянием кислорода воздуха используют специальные вещества
– антиоксиданты, например тонкодисперсные металлы, оксиды переходных металлов. Сущность светостабилизации заключается в способности некоторых веществ поглощать ультрафиолетовый свет и преобразовывать его в тепловую энергию. При взаимодействии ультрафиолетовых лучей идут цепные окислительные реакции в полимерах, вызывающие увеличение хрупкости и снижение прочности пластмасс. Для светостабилизации полимеров эффективно применение производных фенолов, газовой сажи, оксида цинка.
В необходимых случаях вводят также вещества, связывающие выделяющиеся летучие продукты. Так, для связывания хлористого водорода – НСl, выделяющийся при термодеструкции поливинилхлорида, применяют стеараты кальция и свинца, основной углекислый свинец.
Фунгициды защищают пластмассы от плесени и бактерий, антиозанты – от воздействия озона, антирады – защищают от радиационного старения.
Смазывающие материалы применяются для предотвращения прилипания пластмасс к формам, в которых изготавливают изделия. В качестве смазки применяют: стеарин; олеиновую кислоту; талько-декстриновую суспензию; минеральные масла; отходы соапстока.
Характеристики и область применения связующих веществ, применяемых в производстве пластмасс, приведены в таблице 43.
Таблица 43 – Полимеры, применяемые для производства пластмасс
Название |
Формула |
Свойства |
Область |
полимера |
|
|
применения |
Полиэти- |
(-СН2-СН2-)n |
Термопластичен. При нагревании |
Изготовление |
лен |
|
размягчается – можно вытянуть нити. |
пленок, труб, |
|
|
Горит синим пламенем, при этом |
профилирован- |
|
|
плавится и образует капли. |
ных изделий, |
|
|
Пластичен, эластичен, прочен. Тонкие |
изоляции прово- |
|
|
пленки прозрачные, не пропускают |
дов и кабеля, |
|
|
ультрафиолетовые лучи; обладает |
емкостей, сани- |
|
|
электроизоляционными свойствами, |
тарно - техниче- |
|
|
устойчив к действию щелочей любых |
ских изделий, |
|
|
концентраций, органических кислот, |
волокон и в об- |
|
|
концентрированной соляной и |
ластях техники и |
|
|
плавиковой кислот; сравнительно |
др. |
146
|
|
стоек к радиоактивным излучениям. |
|
|
|
При t > 80 °С растворяется в |
|
|
|
алифатических и ароматических |
|
|
|
углеводородах и их галогенопроизводных |
|
Полипро- |
(-СН2-СН-)n |
Термопластичен. Обладает свойствами вы- |
Изготавливают |
пилен |
|
сокой ударной прочности, высокой стойко- |
волокна и плен- |
|
CH3 |
сти к многократным изгибам, низкой паро- и |
ки, сохраняю- |
|
|
газопроницаемости; хороший диэлектрик, |
щие гибкость |
|
|
плохо проводит тепло, не растворяется в ор- |
при 100…130 ° |
|
|
ганических растворителях, устойчив к воз- |
С, пенопласт, |
|
|
действию кипящей воды и щелочей, но тем- |
профилирован- |
|
|
неет и разрушается под действием HNО3, |
ные изделия, |
|
|
H2SО4 и хромовой смеси. Обладает низкой |
трубы, различ- |
|
|
термо- и светостойкостью |
ную арматуру |
Поливи- |
(-СН2-СН-)n |
Термопластичен. При нагревании размягча- |
Производство |
нилхлорид |
|
ется. Горит небольшим пламенем, образуя |
труб, изоляци- |
|
Сl |
черный хрупкий шарик. При горении чув- |
онного материа- |
|
|
ствуется острый запах. Достаточно прочен, |
ла для электри- |
|
|
обладает хорошими диэлектрическими |
ческих прово- |
|
|
свойствами. Ограниченно растворим в кето- |
дов, линолеума, |
|
|
нах, сложных эфирах, хлорированных угле- |
плитки |
|
|
водородах. Устойчив к действию влаги, кис- |
|
|
|
лот, щелочей, растворов солей, промышлен- |
|
|
|
ных газов, бензина, керосина, жиров, спир- |
|
|
|
тов. Стоек к окислению и практически него- |
|
|
|
рюч, обладает невысокой теплопроводно- |
|
|
|
стью |
|
Полисти- |
(-СН2-СН-)n |
Термопластичен. Хороший диэлектрик, вла- |
Используют для |
рол |
|
гостоек, легко окрашивается и формуется, |
изготовления |
|
С6Н5 |
химически стоек, растворяется в ароматиче- |
предметов фур- |
|
|
ских и хлорированных алифатических угле- |
нитуры, пленки, |
|
|
водородах, физиологически безвреден, од- |
для получения |
|
|
нако для полистирола характерны сравни- |
пенопластов |
|
|
тельно низкая теплостойкость и значитель- |
|
|
|
ная хрупкость |
|
Полиме- |
|
Исключительно прозрачен, обладает высо- |
Строительство и |
тилметак- |
(-СН2-С -С) |
кой проницаемостью для лучей видимого и |
архитектура и |
рилат |
|
ультрафиолетового света, хорошими физи- |
др. |
|
H |
ко-механическими и электроизоляционными |
|
|
|
свойствами, атмосферостоек, устойчив к |
|
|
|
действию разбавленных кислот и щелочей, |
|
|
|
воды, жиров, спиртов и минеральных масел. |
|
|
|
Физиологически безвреден и стоек к биоло- |
|
|
|
гическим средам. Размягчается при темпера- |
|
|
|
туре несколько > 120 ° С и легко перераба- |
|
|
|
тывается |
|
Фенол- |
|
Отвержденные смолы характеризуются вы- |
С добавлением |
формаль- |
|
сокими тепло-, водо- и кислостойкостью, а в |
различных |
дегид- |
|
сочетании с наполнителями и высокой ме- |
наполнителей |
ная смола |
|
ханической прочностью |
получают фено- |
|
|
|
пласты. Это хо- |
|
|
|
роший электро- |
|
|
|
изоляционный |
|
|
|
материал |
147
Большую роль в формировании свойств композиционного материала играет межфазный слой на границе раздела матрицы и армирующей фазы. Подсчитано, что площадь контакта между ними в 1 мм3 композита с содержанием наполнителя до 50 % по объему составляет 450…600 мм2.
Толщина межфазного слоя у различных материалов колеблется в значительных пределах: от 0,01 до 5 мкм. Его роль в формировании свойств полимерного композита велика, а потому изучению и управлению процессами формирования межфазного слоя придается большое значение.
Улучшению взаимодействия наполнителя с полимером способствуют аппреты – вещества, влияющие на структуру, свойства и протяженность межфазного слоя. Поскольку аппреты напрямую участвуют в формировании межфазного слоя, они должны хорошо смачивать поверхность наполнителя; проникать в него и заполнять дефекты на его поверхности; создавать слой, совместимый с полимерным вяжущим. Кроме того, они должны снижать величину остаточного напряжения в промежуточном слое, возникающего вследствие усадочных явлений в процессе отверждения связующего, и перераспределять напряжения в матрице и переносить их на наполнитель при механическом воздействии на композиционный материал.
Широкое применение в качестве аппретов стеклонаполнителей нашли силаны общей формулы (RO)3Si-R′-x в виде спиртовых, водных и водноспиртовых растворов.
Для повышения прочности связи полимерной матрицы и угольными волокнами на них наносится протекторный слой. Этот слой защищает волокна от истирания при изготовлении текстильного материала, повышает их прочность при разрыве, создает переходный слой между ними и связующим полимером.
Протекторный слой должен защищать полимерные волокна от диффузии в них компонентов связующего и от их деструктивного влияния. Он также должен создавать граничный слой, молекулярно и надмолекулярно связывающий полимерное волокно и связующее. Граничные слои на поверхности органических волокон создают путем прививки или адсорбции полимера, совместимого со связующим или химически связывающегося с ним. Кроме того, волокна обрабатывают клеями, способными адгезионно связывать наполнитель со связующим.
Регулирование межфазного слоя, в том числе с помощью аппрета, всегда направлено на увеличение адгезионного взаимодействия на границе раздела фаз и, в конечном счете, на повышение физико-механических свойств пластмасс.
4.2 Основные свойства материалов и изделий из пластмасс
Пластмассы обладают рядом очень ценных физико-механических и химических свойств. Они имеют малую плотность, которая колеблется от 900…2200 кг/м3, что в 1,5…2 раза меньше, чем у каменных материалов; плотность газонаполненных пластмасс (пено- и поропласты) колеблется в пределах 10 кг/м3 (рисунок 112).
Пористость пластмасс можно регулировать в процессе производства в широких пределах. Так, полимерные пленки, линолеум, стеклопластики практически не имеют пор, а пористость пенопластов может достигать 95...98 % .
148
|
|
ρо, кг/м3 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Рисунок 112 – Средняя плотность различ- |
||||
100% |
|
2500 |
|
|
|
|
ных материалов из пластмасс |
|
|
||
|
|
|
|
|
|
|
|
|
|
||
90% |
|
2000 |
|
|
|
|
|
Газонаполненные, |
пористые |
||
80% |
|
|
|
|
|
|
|
||||
70% |
|
1500 |
|
|
|
|
и вспененные полимерные компози- |
||||
60% |
|
|
|
|
|
||||||
|
|
|
|
|
|
Ряд1 |
|
|
|
||
|
|
|
|
|
|
Ряд2 |
|
|
|||
50% |
|
1000 |
|
|
|
|
ты |
отличаются высокими тепло- и |
|||
|
|
|
|
|
Ряд2 |
|
|
|
|||
40% |
|
|
|
|
|
|
Ряд1 |
свойствами, |
|||
|
|
|
|
|
|
звукоизоляционными |
|||||
30% |
|
500 |
|
|
|
|
способностью к демпфированию. |
||||
20% |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
Водопоглощение |
|
пластмасс |
||
10% |
|
0 |
|
|
|
|
|
|
|||
0% |
|
стеклопластик |
1 |
2 |
3 |
4 |
очень мало и не превышает для плот- |
||||
|
материала или издели |
|
поропласты |
оргстекло, стекло из полистирола |
силикатное стекло |
||||||
Вид |
пено- и |
ных пластмасс 1 %. |
|
|
|||||||
Прочность пластмасс значитель- |
|||||||||||
на и у конструкционных пластмасс с по- |
|||||||||||
рошкообразными и волокнистыми напол- |
|||||||||||
|
|
|
|
|
|
|
|||||
|
|
нителями колеблется от 120...160 до 200...300 МПа, а при изгибе – от 40 до 60 |
|||||||||
|
|
МПа. Прочность при разрыве с такими листообразными наполнителями, как |
|||||||||
|
|
текстолит, достигает 150 МПа, а у СВАМ – от 480...950 МПа (тогда как сталь |
|||||||||
|
|
марки Ст-3 выдерживает 350...450 МПа). |
|
|
|
||||||
|
|
|
ККК у пластмасс намного выше, чем у большинства традиционных |
||||||||
|
|
строительных материалов, благодаря высокой прочности и малой плотности; |
|||||||||
|
|
так, у текстолита ККК = 2; для сравнения у кирпича в кладке – 0,02; |
бетона – |
||||||||
|
|
0,06; |
стали – 0,51; |
древесины – 0,7; дельта-древесины – 2,5. |
|
|
|||||
|
|
|
Теплопроводность пластмасс низкая и колеблется в пределах 0,23...0,7 |
||||||||
|
|
Вт/м°С, а у газонаполнительных пластмасс она близка к теплопроводности |
|||||||||
|
|
воздуха и составляет 0,06...0,03 Вт/м°С. |
|
|
|
||||||
|
|
|
Химическая стойкость пластмасс очень высока, на многие пластмассы |
||||||||
|
|
не действуют слабые кислоты и щелочи, имеются пластмассы, стойкие к воз- |
|||||||||
|
|
действию даже концентрированных кислот и щелочей. Особенно устойчивы |
|||||||||
|
|
пластмассы на основе полиэтилена, полиизобутилена, полистирола и поливи- |
|||||||||
|
|
нилхлорида. |
|
|
|
|
|
|
|
||
|
|
|
Материалы на основе пластических масс обладают высокой адгезией. На |
||||||||
|
|
основе синтетических полимеров изготавливают клей для склеивания металлов, |
|||||||||
|
|
древесины, силикатных и других материалов. Клеи на основе эпоксидных смол |
|||||||||
|
|
обладают Rpac = 30…40 МПа при склейке металлов. В строительной промыш- |
|||||||||
|
|
ленности в настоящее время широко изготавливают клеевые соединения, по |
|||||||||
|
|
прочности равные цельной древесине. Пластмассы хорошо окрашиваются в |
|||||||||
|
|
любые цвета. Пластмасса как диэлектрик совершенно не подвергается корро- |
|||||||||
|
|
зии. Этому способствует и техническая возможность при формовании изделий |
|||||||||
|
|
из пластмасс придавать поверхности значительную плотность и ровность. |
|||||||||
|
|
Модуль упругости у пластмасс приблизительно в 10 раз ниже, чем у бетона |
|||||||||
|
|
и стали. Это, наряду с характерной для полимерных материалов ползучестью, |
|||||||||
|
|
предопределяет их высокую деформативность. |
|
|
|||||||
|
|
Истираемость пластмасс. Для снижения коэффициента трения (Ктр) в со- |
|||||||||
|
|
став пластмасс вводят наполнители слоистой структуры. К ним относят графит |
|||||||||
|
|
(Ктр = 0,04…0,06), |
дисульфид молибдена (Ктр = 0,02…0,03), дисульфид воль- |
||||||||
|
|
фрама (Ктр = |
0,06). Полимеры, |
обладающие высокими антифрикционными |
|||||||
|
|
|
|
|
|
|
|
|
|
149 |
|
свойствами, такие как политетрафторэтилен (Ктр = 0,1…0,15), полиамид (Ктр = 0,1…0,2), полиэтилен (Ктр = 0,1…0,15) полиформальдегид (Ктр = 0,15…0,2), могут использоваться в узлах трения при низких механических нагрузках.
Наряду с антифрикционными материалами в технике широко используют и материалы, обладающие высоким коэффициентом трения (Ктр = 0,2…0,5) и используют в тормозной системе и трансмиссии транспортных средств: из них изготавливают накладки тормозных колодок и диска сцепления. Благодаря фрикционным материалам кинетическая энергия транспортного средства при торможении превращается в тепловую энергию. Наиболее частот для создания фрикционных материалов используют термореактивные полимеры – резины и фенолоформальдегидные пластмассы. Для повышения фрикционных свойств пластмассы в ее состав вводят асбест, оксиды металлов, металлическую проволоку, углеродные и базальтовые волокна. Асбест и волокна предназначены для повышения теплостойкости и прочности композиции, металлические наполнители улучшают отвод тепла от нее.
Пластмасса отличается прозрачностью и высокими оптическими свой-
ствами, особенно пластмасса без наполнителя (оргстекло, стекло из полистирола), которые к тому же окрашиваются в любые цвета. Для сравнения плотность таких материалов ро = 1,062 г/см3, а у силикатного стекла – 2,5 г/см3, в то время как коэффициенты преломления одинаковые, примерно 1,52. Кроме того, для них характерны отсутствие хрупкости и необходимость нагрева до высоких температур.
Некоторые виды пластмасс относятся к негорючим (К менее 0,1), трудно-
горючим (К = 0,1…0,5) и трудновоспламеняюищимся (К = 0,5…2,1). Коэффи-
циент горючести (К) определяется отношением количества тепла, выделившегося при сгорании образца заданной массы к количеству тепла, подведенного к нему от источника зажигания. Чем меньше коэффициент горючести, тем менее опасным является полимерный материал. Снижение горючести пластмасс достигают либо введением в их составы антипиренов (оксиды сурьмы, силикаты, графит – сохраняют устойчивость вплоть до 1000 оС) или химической модификацией полимерной молекулы путем введения в полимерную цепочку таких химических элементов, как хлор, бром, фосфор и азот. Антипирены позволяют создавать самозатухающие материалы, применение которых возможно в строительстве и на транспортных средствах. Карбонаты, гидроксиды металлов при нагревании до 400 оС выделяют большие количества негорючих газов и вследствие этого снижают горючесть полимерного композита.
Технологические свойства:
легкость обработки – возможность придания им разнообразной, даже самой сложной формы различными способами: литьем, прессованием, экструзией;
простота станочной обработки (пиление, сверление, фрезерование, строгание и обточка) в сочетании с возможностью целиком использовать стружку, и отходы делают этот вид обработки пластмасс весьма эффективным по технологическим и экономическим соображениям;
150
пластмассовые изделия поддаются склеиванию как между собой, так и с
другими материалами (например, с металлом, деревом), поэтому из пластмасс можно изготавливать различные комбинированные клееные строительные изделия и конструкции;
легкая свариваемость материалов из пластмасс (труб в струе горячего воздуха 150 … 250 °С) позволяет механизировать работы по монтажу санитарнотехнического оборудования из этих материалов;
несложность операций по герметизации листовых соединений и сопряжений
изделий из пластмасс позволяет широко применять их в качестве гидро- и газоизоляции промышленных конструкций.
Хорошие диэлектрические свойства пластмасс позволяют широко при-
менять их для устройства электропроводки, электроарматуры и специального оборудования. Для пластмасс характерна способность аккумулировать статическое электричество на поверхности (рисунок
113).
Рисунок 113 – Электрофурнитура
Неограниченность сырьевой ба-
зы. Синтетические пластмассы получают из многих химических веществ,
например, угля, нефти, извести, газа, воздуха. Превосходя по многим свойствам традиционные материалы, они не требуют для производства в 2...4 раза меньше капитальных вложений.
Каждая тонна пластмасс позволяет экономить 5,6 т стали, 3,4 т цветных металлов. Кроме того, они относятся к долговечным материалам.
Однако пластмассы обладают и недостатками.
У них низкий уровень теплостойкости (плюс 70...плюс 150 °С). Особен-
но это важно для кровельных материалов на основе пластмасс, где за счет радиации температура на поверхности кровли в некоторых географических районах может достигать 85 °С. Только политетрафторэтиленовые пластмассы могут работать при температуре 350 °С.
Пластмасса отличается малой поверхностной твердостью. У волокнитов она достигает 25 кг/мм2 (по Бриннелю), у полистирольных и акриловых пластиков – 15 и текстолита – 35, целлюлозных пластиков – 4,5, асботекстолитов – 50 кг/мм2. Для сравнения у стали этот показатель составляет 450 кг/мм2. Наиболее низкой твердостью обладают пластмассы на основе целлюлозы.
151
Материалы из пластмасс отличаются высоким коэффициентом термического растяжения – КТР, который у них находится в пределах (25...120)10-6, т.е. в 2,5…10 раз выше, чем у стали. Это важно для крупноразмерных элементов из пластмасс (стеновых панелей).
Основная масса изделий из пластмасс имеет повышенную ползучесть – даже жесткие типы пластмасс обладают медленно развивающимся пластическим течением под нагрузкой, которая сильно возрастает даже при незначительных изменениях температур.
В основном все виды материалов из пластических масс имеют повышенную горючесть (К более 2,1). Однако синтезируемые новые виды полимеров – гетероцепные, основная цепь которых, наряду с углеродом, содержит и другие атомы, например, кремния, – относятся к трудносгораемым пластмассам.
С повышением сопротивления пластмассы легче воспринимают электрический заряд. Результатом является улавливание пыли поверхностью пластмасс за счет электрилизации и возможность пожара в случае концентрации паров легко воспламеняющих жидкостей. При влажности менее 50 % полы из полимерных материалов следует натирать мастиками с антистатиком.
Со временем некоторые пластмассы стареют, т.е. происходит их разрушение (деструкция).
При термоокислительной деструкции идет радикально-цепная реакция окисления полимеров, в результате которой происходит разрыв макромолекул с образованием макрорадикалов, воды, углекислого газа и других низкомолекулярных соединений. Термоокислительную деструкцию используют в технологических целях для модификации полимеров и получения продуктов с новыми свойствами, например, пластификации каучуков.
Световое старение в полимерах происходит при воздействии света, особенно УФ-лучей и коротковолновой части видимого спектра. Поглощение полимером фотонов приводит к электронно-возбужденному состоянию части макромолекул, к разрыву химических связей между атомами и изменению химического строения полимера. Особенно интенсивно фотодеструкция протекает в присутствии кислорода. В результате светового старения ухудшаются механические, электрические, оптические свойства полимерного материала, исчезает блеск, на поверхности появляются трещины. Способность полимеров к фотоокислительной деструкции может быть использована при создании фоторазрушаемых полимеров, которые представляют интерес для производства одноразовой полимерной упаковки, что упрощает проблемы
ееутилизации.
Врезультате воздействия интенсивных звуковых колебаний происходит акустическое старение, являющееся причиной усталостного разрушения полимерных материалов. В результате ухудшаются их физико-механические свойства, на поверхности изделий появляются трещины. В то же время ультразвук используется для сварки полимерных материалов, ускорения релаксационных процессов в них.
Следует отметить токсичность отдельных составляющих пластмасс (ацетон, бензол, фурфурол, хлор и фенол).
152

4.3 Виды архитектурно-строительных материалов и изделий из пластмасс
Относительно высокая стойкость полимеров и специфические свойства пластмасс позволили выявить основные эффективные области их использования в строительстве. К ним прежде всего следует отнести современные, т.е. максимально готовые к применению материалы для внутренней отделки стен, потолков и полов, встроенной мебели. Это высокоэффективные тепло- и звукоизоляционные материалы (раздел ТИМ); кровельно-гидроизоляционные и герметизирующие материалы (раздел ГИМ); санитарно-техническое материалы и изделия; погонажные строительные изделия; лакокрасочные материалы (раздел ЛКМ).
Деление строительных пластмасс на отделочные, гидроизоляционные и т.п. достаточно условно, так как один и тот же материал в несколько измененном виде может использоваться для различных целей.
Например, поливинилхлоридная пленка может быть и отделочным и гидроизоляционным материалом, а некоторые строительные пластмассы, применяемые для отделки зданий, могут выполнять не только декоративные или защитные функции, но и роль ограждающих элементов, воспринимающих определенные механические нагрузки. Такие пластмассы называют конструкционноотделочными (рисунок 114).
Рисунок 114 – Несущие влагоустойчивые колонны для внутренней и наружной декорации Focal Point (пластбетон на основе полиэфира, стекловолокна и пылевидного мрамора)
Конструкционные ма-
териалы. В качестве конструкционных полимерных материалов используют главным образом армированные пластмассы.
Для строительных конструкций применяют следующие виды материалов и изделий, изготовленных на основе полимеров: стеклопластики и стеклотекстолиты, оболочки из стеклопластиков, органическое стек-
ло, винипласт листовой, сотопласты, колонны и фундаменты из пластбетонов; поликарбонатные панели; жесткие пенопласты (рисунки 115, 116).
Стеклопластики – это пластмассы, содержащие упрочняющие наполнители (стекловолокнистые материалы: нити, ткани, ленты, холсты, маты), склеен-
153
ные термореактивными полимерами (полиэфирная, эпоксидная, фенолоформальдегидная, кремнийорганическая и фурановая смолы).
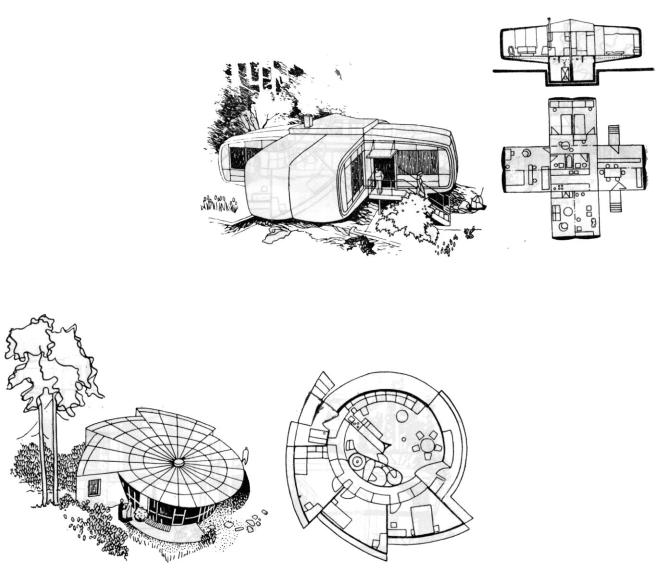
Рисунок 115 – Пластмассовый дом фирмы «Монсанто» (1955-1957 гг.)
Применяемые для стеклопластиков стеклянные волокна
(Rразрыв – до 25 МПа,
у волокна из плавленого кварца – 80…100 МПа) по сравнению другими синтетиче-
скими (найлон – 4…7 МПа) и натуральными волокнами (натуральный шелк –
3…5,5 МПа, хлопок – 4…6,5 МПа)
имеют повышенную прочность на разрыв, химическую стойкость и негорючесть.
Рисунок 116 – Первый пластмассовый дом
(И. Шейн 1956 г.)
Благодаря армирующему эффекту стеклянного волокна стеклопластики обладают очень высокой прочностью Rизг = 200…500 МПа, при небольшой средней плотности 15600…1700 кг/м3. Стеклопластики легче в 1,5 раза изделий из алюминиевых сплавов, существенно превышая последние по прочности. Они в несколько десятков раз более стойки к ударным воздействиям, чем стекло, их прочность на изгиб и растяжение в 5... 10 раз выше стекла, а плотность в 1,5 раза меньше. Использование легких конструкций, изготовленных на основе стеклопластиков, позволяет снизить массу зданий в 16 раз по сравнению с кирпичными и в 8 раз по сравнению с крупнопанельными железобетонными зданиями.
Светопропускание (прозрачных) стеклопластиков может достигать 90 % при толщине 1,5 мм, в том числе до 30 % – в ультрафиолетовом спектре против 0,5 % для обычного и силикатного стекла.
Стеклопластики обладают теплопроводностью в 6...10 раз более низкой, чем такие материалы, как керамика, бетон и железобетон. Для стеклопластиков характерна высокая деформирующая способность, они могут применяться в конструкциях, подвергающихся действию вибраций. Отношение предела выносливости плотности (удельная усталостная прочность) стеклопластиков при-
154
мерно такая же, как и углеродистой стали. Они могут выдерживать длительные эксплуатационные нагрузки. По значению КТЛР – 10…25·10-6 стеклопластики близки к легким металлам.
В строительстве стеклопластики применяют в виде плоских и волнистых листов для устройства светопрозрачной кровли промышленных зданий и сооружений; теплиц и оранжерей малых архитектурных форм; трехслойных светопрозрачных и глухих тоннелей, ограждений и покрытий с заполнением центральной части пеноили сотопластами, оболочек и куполов; изделий коробчатого и трубчатого сечений; оконных и дверных блоков; санитарно-технических изделий (ванны, раковины и др.); форм для изготовления бетонных и железобетонных изделий, покровных элементов для трубопроводов, химических аппаратов и др.
Листовые полиэфирные пластики (Rраст более 40…50 МПа) на основе рубленого волокна получают непрерывным формованием на конвейерных установках (рубка стекла → распределение на ленте конвейера → пропитка полимером → термообработка → разрезка на листы определенного размера). Они предназначены в основном для кровли и декоративных ограждений.
Изготовление стеклопластиков путем прессования стекломатов осуществляется следующим образом: исходное сырье в виде стеклянных шариков загружаются в стеклоплавильную печь, расплавляясь, стекломасса выходит через фильеры. Тонкие нити расплава распыляются струей горячего воздуха или пара, обрызгиваются из распылителя связующим и осаждаются на движущуюся транспортерную ленту. В местах контакта волокна склеиваются между собой, образуя стекломат толщиной 0,5…2 мм. Его разрезают на полотнища, смачивают полимером и складывают в пакеты, которые подвергают прессованию.
Стеклотекстолиты получают мокрым или сухим способом на основе стеклоткани (различного переплетения: сатинированного, полотняного и др.) и отверждающегося связующего. При мокром способе, который используется в том случае, когда связующее не содержит растворителей, производится пропитка пакета стеклоткани полимером, прессование изделий, отверждение, опрессовка и механическая обработка. При сухом способе пропитанную связующим стеклоткань высушивают для удаления растворителя. В соответствии с химической природой связующего это могут быть материалы контактного формования (в случае применения полиэфирных смол), а также листовые и плиточные материалы и изделия, получаемые горячим прессованием (фенолоформальдегидные смолы). Стеклотекстолиты выпускают различных марок, отличающихся толщиной волокна, видом переплетения волокон в ткани, содержанием и видом связующего. КАСТ и КАСТ-В в листах и плитах имеют следующие физикомеханические показатели: средняя плотность – 1850 кг/м3, водопоглощение – 1,5…3 и 1 % соответственно, временное сопротивление растяжению – 20, 230 и 210 МПа, ударная вязкость – до 600 кг·см/см2.
Стеклотекстолиты применяют как конструкционный и электроизоляционный материал при устройстве электрораспределительных щитов, изготовлении наружных стеновых панелей и других конструкций, самолето-, машино- и кораблестроении, электро- и радиотехники.
155
СВАМ – представляет собой тонкие полотнища однонаправленных стеклянных нитей, склеенных эпоксидно-фенольным полимером.
Процесс получения готового к формованию материала при способе укладки вытянутых стекловолокон сводится к получению стеклошпона. Для его изготовления сконструирована установка, состоящая из трех частей: электропечи, наматывающего барабана и пульверизатора. Расплавленное стекло в виде элементарных волокон, вытекая из фильера смачивается связующим из пульверизатора и наматывается параллельно витками на барабан. По окончании процесса намотки полученный лист стеклошпона разрезают вдоль образующей барабана, снимают с него и просушивают. Можно получать и перекрестный стеклошпон, наматывая один или несколько слоев параллельных волокон перпендикулярно предыдущему слою. Листы стекловолокна дополнительно смачивают связующим, просушивают, а затем складывают в пакеты, после чего подвергают горячему прессованию на многоэтажных прессах. Метод покрытия волокон смолой непосредственно после выхода их из фильер защищает волокна от действия влаги воздуха.
СВАМ при соотношении продольных и поперечных волокон 1:1 и оптимальном содержании волокна в материале обладает плотностью 1900 кг/м3, Rсж
= 420 МПа и Rраст =480 МПа.
Применяют СВАМ для несущих элементов трехслойных плит покрытий и пространственно ограждающих конструкций, а также в качестве арматуры для бетонных конструкций. А.К. Буров разработал первый в стране проект пластикового трехэтажного жилого дома с конструкциями из СВАМ.
Древеснослоистые пластики по основным физико-механическим свойствам превосходят исходную древесину и используют для изготовления несущих конструкций, вспомогательных крепежных и монтажных элементов.
Применяют полимерцементные материалы для покрытия полов (одно,- двух- и многослойных) промышленных зданий, взлетных полос аэродромов, для наружной отделки по бетонным и кирпичным поверхностям, устройства резервуаров для воды и нефтепродуктов.
Разработаны новые типы бетонов, в которых минеральное вяжущее частично или полностью заменяется полимерами.
Цементополимербетон. Существенным недостатком обычных бетонов является наличие в них разветвленной сети пор, капилляров, различных микродефектов, образующихся при формировании бетонных и железобетонных изделий, их твердении в процессе эксплуатации. Дефекты и поры понижают прочность бетона. Свойства бетона можно изменить, если поры и капилляры заполнить другим веществом. В цементополимербетонах в бетонную или растворную смесь добавляют в небольших количествах (5... 10 % от массы цемента) полимер, хорошо совместимый с цементным тестом. Добавляют либо в виде водной дисперсии (поливинилацетат, синтетические каучуки, акриловые полимеры) непосредственно в бетонную смесь, либо добавлением в воду затворения водорастворимых полимеров и мономеров (карбамидной смолы, фурилового спирта и др.). Другой способ улучшения качества бетона – готовые бетонные или железобетонные изделия или конструкции подвергают пропитке специальным составом. Цементобетон, пропитанный после затвердевания
156
жидкими мономерами – метилметакрилатом, стиролом или жидкими олигомерами, которые после соответствующей обработки (например, нагревание) переходят в твердые полимеры – полистирол и полиметилметакрилат, заполняют поры и дефекты бетона. В результате этого резко повышается прочность бетона (Rсж до 100 МПа и более), его морозостойкость и износостойкость. Цементополимербетон практически водонепроницаем.
Битумы или петролатум пропитывают бетон на глубину 1...3 см. Жидкие мономеры, например стирол или метилметакрилат, могут более значительно изменить структуру и свойства бетона – за сравнительно короткое время пропитывать бетон на глубину 10...20 см и более.
Пластбетон – искусственный строительный материал, полученный в результате затвердевания смеси минеральных компонентов с полимерным вяжущим. Пластбетоны могут быть на основе термореактивных (эпоксидные, фурановые, ненасыщенные полиэфирные) и термопластичных (инден-кумароновая, поливинилацетатная) смол. Для пластбетонов на полиэфирных и эпоксидных смолах пригодны заполнители из кислотостойких горных пород (гранит, базальт, андезит, диорит, кварцит и т.п.).
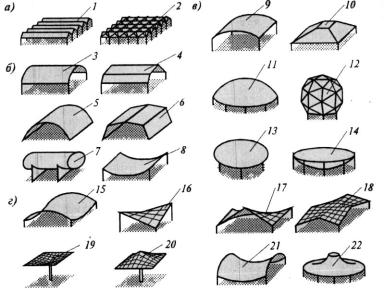
Оболочки из пластмасс. Оболочки покрытий входят в число наиболее эффективных конструкций из пластмасс. Благодаря высокой технологичести пластических масс получают оболочки рациональной геометрической формы, чем компенсируется повышенная деформативность пластмасс и совмещаются несущая и ограждающая функции (рисунок 117).
Материалом для оболочек всех типов служат стеклопластики на полиэфирной основе, эпоксидный и полистирольный пенопласт, алюминиевые и стальные профили, клеевые деревянные брусья.
Рисунок 117 – Типы оболочек из пластмасс:
а – структурные (типа пространственной плиты); б – одинарной кривизны и призматические оболочки; в
– двоякой положительной гауссовой кривизны и сходные с ними выпуклые многогранные оболочки; г – двоякой отрицательной гауссовой кривизны; 1, 2 – с одно- и двухосным расположением элементов; 3, 5 – цилиндрические; 4, 6 – призматические; 7 – замкнутая, 8 – висячая; 9, 10 – эллиптическая и пирамидальная; 11, 12 – сферическая и многогранная (геодезическая); 13 – замкнутая эллиптическая; 14 – висячая эллипти-
ческая; 15, 16 – гиперболическая; 17, 18 – шатровые гиперболические; 21, 22 – висячие гиперболические (седловидная и с центральной опорой)
Геометрические размеры оболочек и форма увязываются, с объемнопланировочным решением и варьируются в широких пределах. Пластмассовые оболочки удачно сочетают такие свойства, как радиопроницаемость, легкость,
157
устойчивость, индустриальность возведения. Перекрываемые оболочками пролеты могут достигать 90…110 м, но чаще составляют 3…30 м.
Органическое стекло. Акриловое стекло, помимо листов, выпускается в виде блоков толщиной до 200 мм, пустотелых панелей («сотовое»), а также в виде брусков и труб.
Панели и структурные профили. Полипропиленовый пластик ячеистой структуры AKYPLAC (Франция). Панели
AKYPLAC обладают повышенным удельным весом, лучшей гладкой поверхностью по сравнению с другими аналогами, устойчивы к коррозии, ультрафиолетовому излучению и большинству химических веществ, легкие в обработке, устойчивые к атмосферным воздействиям (рисунок 118).
Рисунок 118 – Панели AKYPLAC
Панели AKYPLAC широко применяются в оформлении выставок, интерьеров офисов, квартир, витрин торговых залов. Размер панели: 2,0×3,0 м. Толщины, мм: 2, 2,5, 3, 3,5, 5, 8, 10. Цвет: белый светопропускающий, черный, красный, синий, зеленый, желтый.
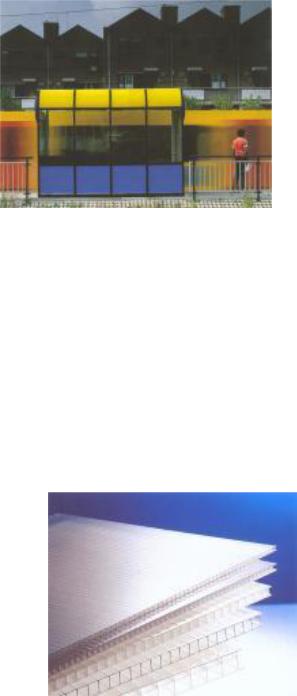
Поликарбонатный пластик ячеистой структуры MACROLUX (Швейцария).
Панели MACROLUX имеют ряд преимуществ перед традиционными методами остекления, они обладают высокой степенью прочности (в сотни раз прочнее стекла), низким удельным весом (в 6…8 раз меньше, чем стекло), при этом они не бьются, имеют защиту от ультрафиолетового излучения, обладают высокой светопропускающей способностью, обладают высокими звуко- и теплотехническими показателями.
Панели MACROLUX широко применяются в строительстве световых фонарей, оранжерей, зимних садов, автобусных остановок, сводных конструкций (например, торговые зоны и рынки), перегородок в торговых и административных зданиях. Их используют в изготовлении вывесок и знаков, устройстве шумозащитных барьеров на автострадах и т. д. Размер панели: 2,1×6,0 м. Толщины, мм: 4, 4,5, 6, 8, 10, 12, 14, 16, 20, 25. Соединительный и торцевой профиль для поликабонатных панелей (рисунок 119).
Рисунок 119 – Панели MACROLUX
Панели и структурные профили ПОЛИГАЛЬ (POLYGAL) производятся из
высококачественного |
поликарбоната |
способом |
экструзии. |
Наличие |
||
ребер жесткости в двух- и трехслойных |
панелях способствует |
|
удержанию |
|||
внутри |
них |
воздуха, |
являющегося |
|
прекрасным |
|
теплоизолятором. |
Панели |
POLYGAL |
|
выпускаются |
||
158
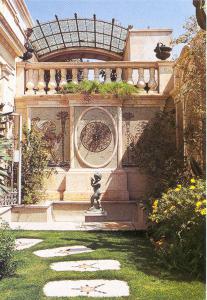
толщиной от 4 до 35 мм. Они обладают высокой прочностью и светопроницаемостью, кроме того, поддаются изгибу без предварительной обработки, вследствие чего значительно снижается стоимость сооружения.
Разработанные в соответствии с жесткими требованиями современной промышленности, производящей материалы для остекления зданий, поликарбонатные панели POLYGAL гарантированы от деформации, снижения прочности и прозрачности. Все эти преимущества позволяют с успехом применять их для остекления зенитных фонарей, зимних садов, соляриев, теплиц, выставочных залов, торговых, спортивных и промышленных помещений, а также для производства отделочных работ и наружной рекламы (рисунок 120).
Рисунок 120 – Панели POLYGAL
Панель ТИТАН имеет, в отличие от стандартной панели, дополнительные диагональные перекрещивающиеся ребра жесткости, придающие ей повышенную прочность. Несущая способность таких панелей вдвое выше, чем у стандартных панелей при том же шаге опор. Кроме того, панель ТИТАН толщиной 10 мм, в отличие от стандартной 10 мм панели, является трехслойной, что улучшает ее теплотехнические характеристики. Панели ТИТАН выпускаются толщиной 10 и 16 мм.
ТЕРМОГАЛЬ (25/32/35) имеет строение, аналогичное панели ТИТАН. Панель ТЕРМОГАЛЬ обладает наибольшей прочностью и наилучшими теплоизолирующими свойствами из всех панелей, что позволяет применять ее в условиях повышенных нагрузок. Используя панель ТЕРМОГАЛЬ, можно увеличить шаг несущих конструкций и снизить расходы на отопление. Такие панели применяются для покрытия обширных площадей с повышенными теплоизолирующими требованиями. Панели толщиной 25, 32 и 35 мм отличаются радиусом изгиба, уровнем поглощения ультрафиолетового излучения.
Панели СЕЛЕКТОГАЛЬ NGL обладают уникальным свойством отражать прямые солнечные лучи. Большая часть энергии высоко стоящего летнего солнца отражается. Лучи же, падающие под углом, беспрепятственно проникают сквозь покрытие. Это позволяет сохранять оптимальный световой режим без перегрева помещения в жаркие дни. При этом в здание попадает приятный рассеянный свет, а сами панели имеют оригинальный внешний вид и придают сооружению особую выразительность.
Панель ПОЛИСАИН создана специально для нужд рекламы. Ее преимуществом в сравнении с другими панелями является равномерное рассеивание проникающего света, что немаловажно при создании световых коробов и других элементов наружной рекламы. Панели выпускаются всех стандартных толщин.
Панели ТРИПП-КЛИР. Отличие таких панелей от стандартных 8…10 мм панелей POLYGAL – дополнительная перемычка, обеспечивающая более высо-
159
кие теплотехнические характеристики. В основном применяются в тепличном хозяйстве.
ПРИМАЛАЙТ – девиз 16 мм панелей: больше света, меньше тепла. Эти панели с многослойным покрытием выборочно отражают большие порции солнечной радиации в инфракрасном диапазоне, одновременно пропуская излучения в видимом диапазоне. Специальное защитное 45-микронное покрытие полностью защищает от ультрафиолетового излучения, адсорбируя его на внешнем слое. Эта специальная конструкция позволяет в течение 10 лет сохранять уникальные спектральные свойства панели при многочисленных ударных нагрузках (рисунок 121).
Рисунок 121– Панель ПРИМАЛАЙТ
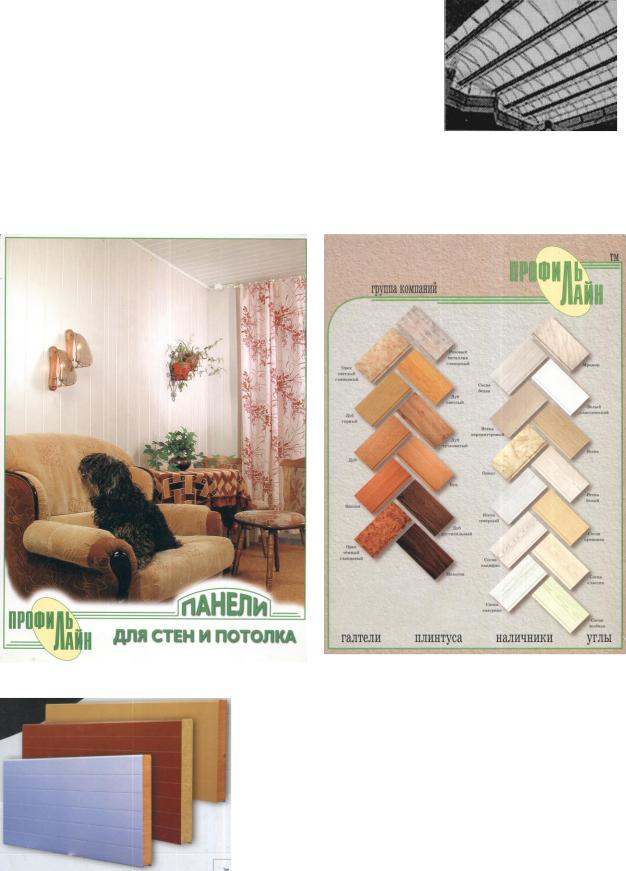
На рисунке 122 представлены панели для стен и потолка ПРОФИЛЬ ЛАЙН, на рисунке 123 – стеновые панели РАНИЛА, на рисунке 124 – виниловый сайдинг АЛЬТА ПРОФИЛЬ.
Рисунок 122 – Отделочные панели ПРОФИЛЬ ЛАЙН
Рисунок 123 – Стеновые панели РАНИЛА
160
Виниловый сайдинг «АЛЬТА ПРОФИЛЬ»
Рисунок 124 – Виниловый сайдинг АЛЬТА ПРОФИЛЬ
Гидро- и пароизоляционные мембраны
Обеспечение водонепроницаемости
– одно из основных требований при строительстве тоннелей для движения автомобильного и железнодорожного транспорта. Водная эрозия бетонного свода, стекающая вода, образование наледей
должны быть предотвращены для обеспечения безопасности движения и увеличения срока службы сооружений. Просачивание воды с поверхности земли и из водоносных подземных жил внутрь тоннеля происходит сквозь грунт, скальные породы и через трещины в бетоне. Инфильтрация чрезвычайно затрудняет строительство свода,
161
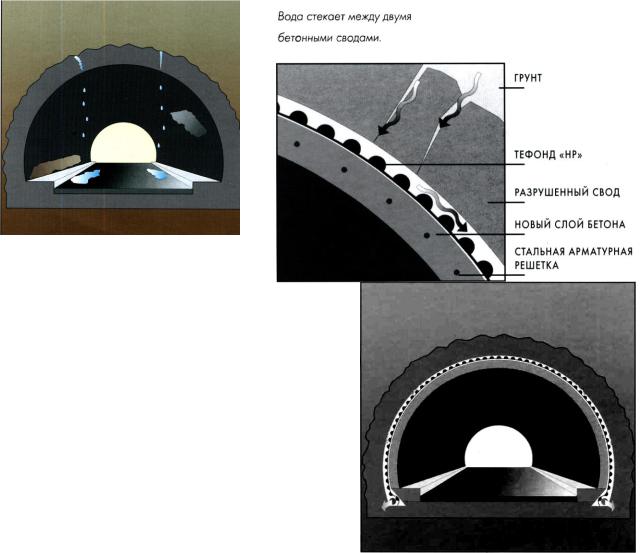
так как после установки арматуры и последующей заливки бетона может произойти местный размыв конструкции и она не будет безопасной. Трещины в своде образуются в результате усадки бетона после его заливки, действия местных неравномерных нагрузок или при производстве каких-либо работ. Инфильтрация воды опасна не только для участников движения, но и для самой конструкции. Постоянный контакт с влагой постепенно ослабляет ее (рисунок 125). Все вышесказанное справедливо также и для старых реконструируемых тоннелей. Обычно в случаях протечки пользуются методом деривации и выведения потока воды из объекта. Такое техническое решение и применяемые материалы не всегда приводят к эффективным результатам. Водонепроницаемые накладки часто разрушаются или происходит их структурное ослабление при инъекцировании бетона под высоким давлением в образовавшуюся трещину. Поэтому остается высокой вероятность новой протечки.
ТЕФОНД НР отличается высоким механическим и эксплуатационным качеством, защищает всю конструкцию от воздействия химических веществ и ка- ких-либо субстанций, присутствующих в воде, предотвращает размывание бетона и отводит скапливающуюся влагу в дренажные трубы (рисунки 126, 127).
Рисунок 125 – Протечки воды внутрь тоннеля могут разрушить кон-
струкцию и предоставляют опасность для движения
Рисунок 126 – При реконструкции старых тоннелей ТЕФОНД НР располагается между сводом и вновь отлитой поверхностью
Рисунок 127 – Строительство новых тоннелей с применением ТЕФОНДА НР
Обеспечение оптимального влажностного режима внутри помещения, многолетней службы теплоизоляционного материала и строительной конструкции возможно с
применением гидро- и пароизоляционных материалов.
Ниже в таблицах 44 и 45 приведены виды подкровельных материалов, а также их технические характеристики (рисунок 128).
162

Таблица 44 – Виды подкровельных материалов URSA®
Марка |
URSA® SECO 400 |
URSA® SECO 500 |
URSA® SECO 1000 |
URSA9 SECO |
|
|
|
|
STORM |
Ширина, м |
1,5 |
2,0 |
1,5 |
1,5 |
|
|
|
|
|
Длина, м |
50 |
50 |
50 |
50 |
|
|
|
|
|
Толщина, м |
0,25 |
0,15 |
0,29 |
0,24 |
|
|
|
|
|
а |
б |
|
в |
г |
Рисунок 128 – Гидро-и пароизоляционные мембраны URSA®: |
|
||||||||||
а, б – пароизоляция на основе полипропилена для |
в – гидроизоляционное |
г – гидроизоляционное |
|||||||||
покрытие на основе по- |
паронеприницаемое |
||||||||||
скатных крыш, перекрытий и стен; |
|
||||||||||
|
липропилена |
повы- |
покрытие на основе по- |
||||||||
|
|
||||||||||
|
|
шенной |
паропрони- |
липропилена |
|
||||||
|
|
цаемости для |
скат- |
повышенной прочно- |
|||||||
|
|
ных крыш, с возмож- |
сти |
для всех видов |
|||||||
|
|
ностью |
монтажа. |
скатных крыш. Тре- |
|||||||
|
|
Может |
применяться |
бует |
при |
монтаже |
|||||
|
|
как ветрозащита; |
воздушного |
зазора |
|||||||
|
|
|
|
|
|
|
над теплоизоляцией.. |
||||
Таблица 45 – Характеристики подкровельных материалов URSA® |
|
||||||||||
|
|
|
|
|
|
|
|
||||
|
URSA® |
|
URSA® |
|
URSA® |
|
URSA® |
||||
Свойства* |
SECO 400 |
SECO |
|
SECO |
|
SECO |
|||||
|
|
|
500 |
|
1000 |
|
STORM |
||||
|
|
|
|
|
|
|
|
|
|
|
|
Вес, г/м2 |
50 |
|
|
140 |
|
|
85 |
|
|
135 |
|
Паропроницаемость (r/M2-d) |
18 |
|
0,31 |
|
1600 |
|
|
0,33 |
|||
Ультрафиолетовая стабильность |
2-3 |
|
|
|
|
|
|
4 |
|
||
|
|
|
|
|
|
|
|
||||
Температура применения, °С |
|
|
|
Минус 40 до плюс 80 |
|
||||||
|
|
|
|
|
|
|
|
|
|
||
Горючесть |
|
|
|
|
В2 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|||
Эквивалентная диффузионная |
2,2 |
|
|
100 |
|
0,02 |
|
|
139,4 |
||
толщина Sd, m |
|
|
|
|
|
|
|
|
|
|
|
Давление, мм, водяного столба |
|
|
|
|
|
> 2000 |
|
> 4000 |
|||
|
|
|
|
|
|
|
|
|
|
||
Разрывная нагрузка при растяже- |
200,5 |
|
120,7 |
|
|
195 |
|
|
1049 |
||
нии, Н/5см |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание * – показатели соответствуют стандартам DIN
URSA® SECO 400 и URSA® SECO 500 – предназначены для создания паронепроницаемого барьера на внутренней поверхности скатных крыш, перекрытий и стен. Она способствует длительному сохранению свойств теплоизоляции, препятствуя проникновению водяного пара из внутреннего пространства помещения в строительные конструкции и исключая его накопление в слоях теплоизоляции.
163
URSA® SECO 1000 и URSA® SECO STORM – предназначены для предотвращения попадания влаги в теплоизоляционные материалы через возможные дефекты кровельного покрытия в процессе эксплуатации и при монтаже.
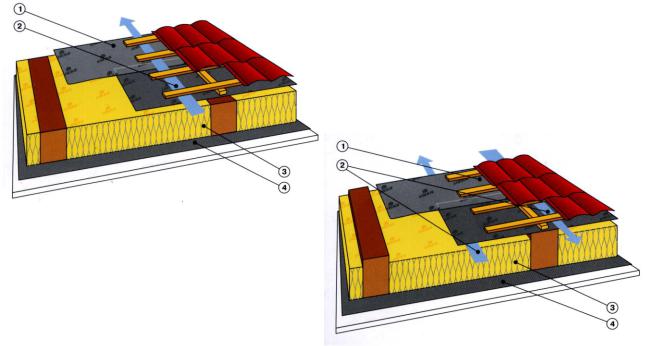
При ограниченной высоте пространства для укладки утеплителя и невозможности устройства вентилируемого зазора между утеплителем и гидроизоляционным покрытием рекомендуется применять URSA® SECO 1000, гидроизоляционное покрытие повышенной паропроницаемости. Как показано на рисунке 128, URSA® SECO 1000 укладывается непосредственно на утеплитель и крепится к стропилам с помощью гвоздей с плоской шляпкой или скобами механического степлера. Таким образом, утеплитель и стропильные конструкции на протяжении всего срока эксплуатации защищены от возможного увлажнения через протечки кровли. В то же время благодаря повышенной паропроницаемости гидроизоляции обеспечивается эффективный отвод паров, поступающих изнутри помещения через возможные неплотности пароизоляции URSA® SECO 400, в вентилируемый зазор над гидроизоляцией. URSA® SECO 400 – материал нового поколения. При небольшом весе имеет высокую прочность.
При наиболее часто встречающемся способе утепления скатной крыши, гидроизоляция устанавливается с зазором над утеплителем. В данном случае это URSA® SECO STORM, гидроизоляционное покрытие повышенной прочности. URSA® SECO STORM крепится к стропилам гвоздями, а затем брусками контробрешетки. В такой конструкции не требуется высокой паропроницаемости мембраны, так как удаление паров из утеплителя происходит за счет вентиляции зазора, при этом высокие прочностные свойства URSA® SECO STORM обеспечивают сохранение вентилируемого зазора на протяжении всего срока службы крыши. URSA® SECO 500 – традиционная пароизоляция на основе полиэтилена, имеет повышенную прочность по сравнению с обычным полиэтиленом (рисунки 129, 130).
Рисунок 129 – Конструкция теплой кровли с использованием URSA®
SECO 1000:
1 – гидроизоляция URSA® SECO 1000; 2 – воздушный зазор; 3 – теплоизоляция URSA® SECO 1000; 4 – паро-
изоляция URSA® SECO 1000
Рисунок 130 – Конструкция теплой кровли с использованием URSA® SECO
STROM:
1 – гидроизоляция URSA® SECO STROM; 2 – воздушный зазор; 3 – теплоизоля-
ция URSA® SECO STROM; 4 – пароизоляция
URSA® SECO STROM
164
Между собой отдельные полосы паро- и гидроизоляции укладываются внахлест и герметизируются при помощи специальной клейкой ленты или клея.
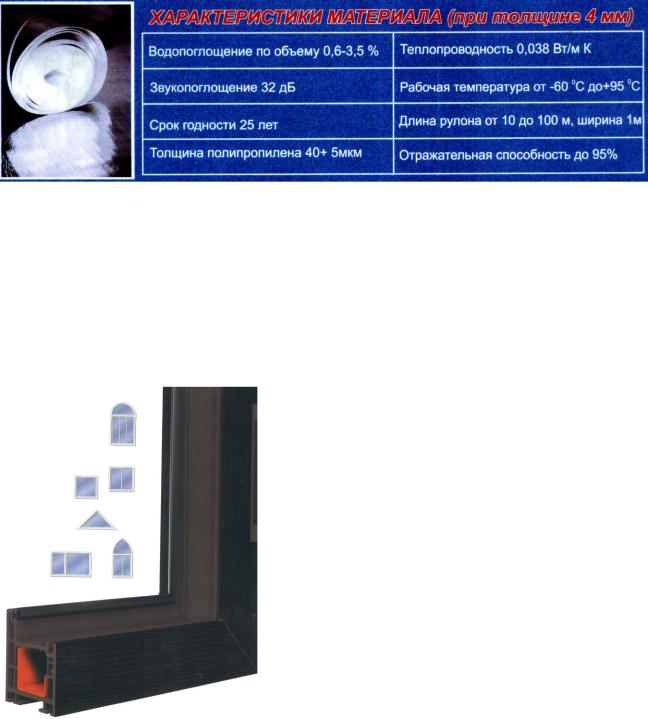
STEINOPHON ™ 290 тип В – применяется для тепло-, звуко- и пароизоляции жилых, производственных и иных помещений. Его используют в конструкции теплых полов, трубопроводов, в качестве экрана за радиаторами, а также в банях, саунах. Эффект теплозащиты обеспечивается за счет низкой теплопроводности пенополиэтилена и высокой отражающей способности металлизированного полипропилена или алюминиевой фольги (таблица 46).
Таблица 46 – Теплоотражающая изоляция STEINOPHON TM 290 тип В (фольга и вспененный полиэтилен)
Герметизирующие материалы. Герметики – материалы и изделия, обес-
печивающие влаго- и воздухонепроницаемость стыковых сопряжений строительных деталей и конструкций.
Гернит П – пористая прокладка dim 20…60 мм, с воздухо- и водонепроницаемой пленкой на поверхности, изготавливают на основе стойкого негорючего полихлоропренового каучука – наирита.
Уплотнительные прокладки из пенополиуретана в виде лент (УЛП) изготавливают из эластичного пенополиуретана, пропитанного синтетической смо-
лой, что придает ему гидрофобность.
Каучуковые уплотнительные ленты УЛК. Изготавливают из вспененной резины с плотностью 180...200 кг/м3, пропитанной смолой. Такие ленты дешевле пенополиуретановых, а по свойствам близки к ним.
Оконные и дверные блоки из пластиков.
Современные пластиковые окна могут значительно понизить уличные шумы, особенно это хорошо для тех, кто живет рядом с трамвайной линией или оживленной трассой. Помимо этого, пластиковые окна в зимний период помогают сберечь тепло и комфорт в помещении (рисунок 131).
Рисунок 131 – Пластиковые окна КВЕ – разнообразие формы и цвета
165
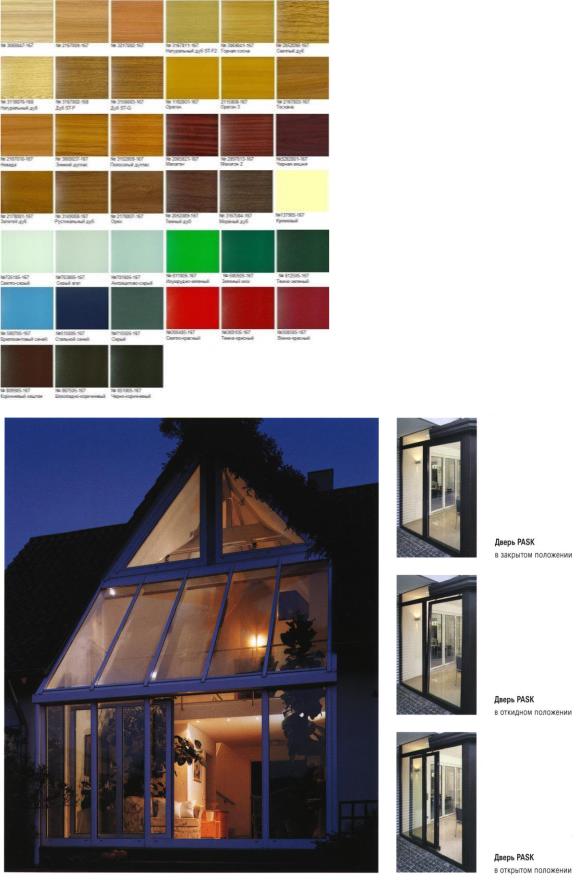
Окна из поливинилхлорида (ПВХ) могут быть ламинированы при помощи любых акриловых пленок как с одной, так и с двух сторон. Технология производства пластиковых окон заключается в том, что профили нагреваются до большой температуры и когда профиль нагрет на него наносится слой специального клея, затем воспользовавшись термической активацией, пленку прикрепляют к оконному профилю при помощи специальных нажимных роликов (рисунок 132).
Рисунок 132 – Цветовая гамма акриловых пленок для окон из ПВХ
Рисунок 133 – Параллельно-отставные, раздвижные и откидные пластиковые
PASK-двери фирмы SCHÜCO
За последние несколько лет двери из ПВХ получили широкое распространение. Многообразие дизайна, превосходные качества и высокие техниче-
166
ские характеристики, практичность в использовании – вот причины того, что пластиковые двери потеснили на рынке другие виды дверей (рисунок 133).
На российском рынке широко представлена продукция как отечественных, так и зарубежных производителей профильных систем окон и дверей. Среди самых популярных производителей можно назвать немецкие фирмы:
КВЕ, REHAU, THYSSEN, VEKA и др.
Погонажные изделия: плинтусы потолочные и напольные, уголки внутренние и внешние и т.д. (рисунок 134).
Декоративные профили: карнизы с орнаментом, молдинги, бордюры, угловые элементы, колонны, потолочные розетки, светильники, панно и фрагменты орнамента, пьедесталы и статуи (рисунки 135, 136).
Наружный |
Торцевая |
Соединительный |
Внутренний |
угол |
заглушка |
элемент |
угол |
Цветовая
гамма
Рисунок 134 – Фурнитура
розетка
профиль
декоративный элемент
рама
карниз
полка - консоль
плоский молдинг рейка
Рисунок 135 – Профили ARSTYL
167
|
Фронтон |
Плита |
|
Плоский |
Цоколь |
профиль |
|
|
Подоконник |
Консоль |
|
Рисунок 136 – Варианты использования ПВХ в отделке фасадов
Отделочные листовые материалы. Декоративные бумажно-слоистые пластики. Для получения одного листа ДБСП используют 20...30 листов пропитанной формальдегидным полимером крафт-бумаги (небеленая сульфатная целлюлоза), образующих основу пластика, и 1...3 листа кроющей декоративной бумаги (беленая сульфатная целлюлоза), пропитанных прозрачным карбамидным полимером.
Основная область применения ДБСП – мебель для кухонь, встроенная мебель и облицовка столярных строительных изделий. Благодаря высокой прочности и износостойкости его применяют для облицовки стен помещений с большой интенсивностью эксплуатации (вестибюли, коридоры, аудитории), а благодаря водостойкости и гигиеничности – для отделки ванных и туалетных помещений, лабораторий.
Тепло- и звукоизоляционные материалы
168
Уникальные газонаполненные пластмассы создают путем диспергирования в полимерной матрице газообразной фазы.
Создание газообразной дисперсной фазы в полимерных композитах производится с помощью вспенивающих веществ, виды которых приведены ниже: производство вспененных латексов, реактопластов и термопластов из олигомеров (воздух); формованных изделий из пластифицированного поливинилхлорида (углекислый газ); вспененных пластиков из ацетилцеллюлозы (легкокипящие жидкости); пенополиуретанов (газы, образующиеся при химической реакции поликонденсации); пенопластов и пористых резин (газы, выделяющиеся при разложении специальных веществ); синтактные пены (полые микросферы).
Газонаполненные полимеры подразделяются на пенопласты, поропласты, интегральные и синтактные пены.
У пенопластов газовые ячейки не сообщаются между собой, а материал имеет закрытую пористую структуру. Поропласты имеют открытую пористую структуру, их ячейки сообщаются между собой. У интегральных пен наружные слои материала являются монолитными, а внутренние имеют ячеистую структуру. Синтактные пены имеют закрытую пористую структуру за счет введения полых микросфер.
Пенопласт ПС-1 выпускают в виде плит размером до 2000x2000 мм, толщиной от 40...50мм, плотностью 60...220 кг/м3 (в зависимости от количества газообразователя). Применяют для изготовления крупных самонесущих ограждающих панелей, в которых предусмотрены закладные детали, несущие элементы для соединения панелей друг с другом.
Жесткий пенополивинилхлорид (ПВХ-1, ПВХ-2). Используют главным обра-
зом в качестве тепло- и звукоизоляционного материала для среднего слоя трехслойных панелей стен и плит покрытий жилых, общественных и промышленных зданий. В некоторых случаях его используют в качестве заполнителя, воспринимающего часть нагрузки.
Состав пенопласта ПХВ-1 следующий: поливинилхлорида – 100, метилметакрилата (повышает текучесть полимера) – 25, порофоза ЧХЗ-57 – 0,3...0,8, углекислого аммония – 10... 16 и бикарбоната натрия – 8 частей по массе.
Эластичный пенополивинилхлорид (ПВХ-3) получается из того же сырья и
по той же технологии, что и жесткий пенопласт с добавлением пластификатора. Выпускают в виде плит размером 500x500x40 мм. Фирма FRIEDOLA (Германия) выпускает коврики из вспененного ПВХ (рисунок 137).
Российский производитель мелкого профиля из вспененного и жесткого ПВХ – фирма ONMUNA. Из него также изготавливают малые архитектурные формы (рисунок 138).
Минора – самая легкая жесткая газонаполненная пластмасса на основе мочевиноформальдегидных смол с открытой пористой структурой. Используют для теплоизоляции холодильников и для заполнения полостей в трехслойных конструкциях.
Пенонолиуретан. Приготавливают две смеси при температуре 50...80 °C: одну из изоцианата или замещенного изоцианата; другую из полиэфира, эмульгатора, катализатора и воды. Смеси затем выдерживают при температуре
169
28.. .35 °С. Из ППУ изготавливают плиты РЕГЕНТ, а также скорлупы, вентиляционные короба, утеплители для стен и кровли.
Пенопласт ПУ-101 выпускают в виде прямоугольных плит длиной и шириной не менее 0,45…0,55 м и толщиной до 60 мм; плотностью 100...200 кг/см3 и прочностью 0,5...2,5 МПа. Применяют для среднего слоя трехслойных ограждающих конструкций (панелей стен и плит покрытий), в виде скорлуп для изоляции трубопроводов, холодного и горячего водоснабжения.
Коврики Friedoia изготавливаются из экологически чистых компонентов и не содержат ни асбеста, ни формальдегида.
Материал легко кроить простыми ножницами.
Рисунок 137 – Напольные покрытия. Коврики из вспененного ПВХ (FRIEDOLA, Германия)
Обои для интерьера
В дизайн-бюро ARTE первыми начали использовать твердый винил для производства обоев. Надо сказать, что и сегодня коллекции из твердого винила от ведущих производителей, таких как ARTE, EIJFFINGET, TEXAM и INALTERA, имеют неоспоримые преимущества перед конкурирующими марками – это не только уникальные дизайнерские разработки, но и особое внимание, уделяемое экологии покрытий.
Обои из твердого винила. Во-первых, для производства этих обоев используется «выпаренный винил», т.е. винил, прошедший специальную термическую обработку, в результате которой он становится абсолютно инертным при стандартных изменениях температур. Такой винил не впитывает и не выделяет запахов.
Во-вторых, для основы этих покрытий используются трехслойная бумага, имеющая уникальную капиллярную структуру, или нетканые материалы с высоким содержанием натуральных волокон, также выполняющих функцию капилляров.
170
Рисунок 138 – Колонны из жесткого ПВХ
171
Благодаря такой основе излишки влаги из стен впитываются и по капиллярным каналам выводятся через естественные соединения, что исключает образование на полотне конденсата (рисунок 139).
Обои из этого материала имитируют любую, даже самую сложную фактуру, при этом обладают высокой износостойкостью, не выгорают и не желтеют.
Рисунок 139 – Обои из твердого винила
Обои из полиуретана на нетканой ос-
нове. Верхний слой этих обоев сделан из полиуретана, вкупе с нетканой основой это придает им высокую износостойкость. Современная цветовая гамма вместе со стильными геометрическими рисунками являются новой интерпретацией графиче-
ского стиля future-sixties.
Благодаря износостойкости и цветоустойчивости этих обоев они могут быть с
успехом применены в общественных помещениях практически с любой интенсивностью использования. Эти обои легко клеить, и при соблюдении технологии склейки стык между полотнами незаметен (рисунок 140).
Рисунок 140 – Обои из полиуретана на нетканой основе
Напольные покрытия
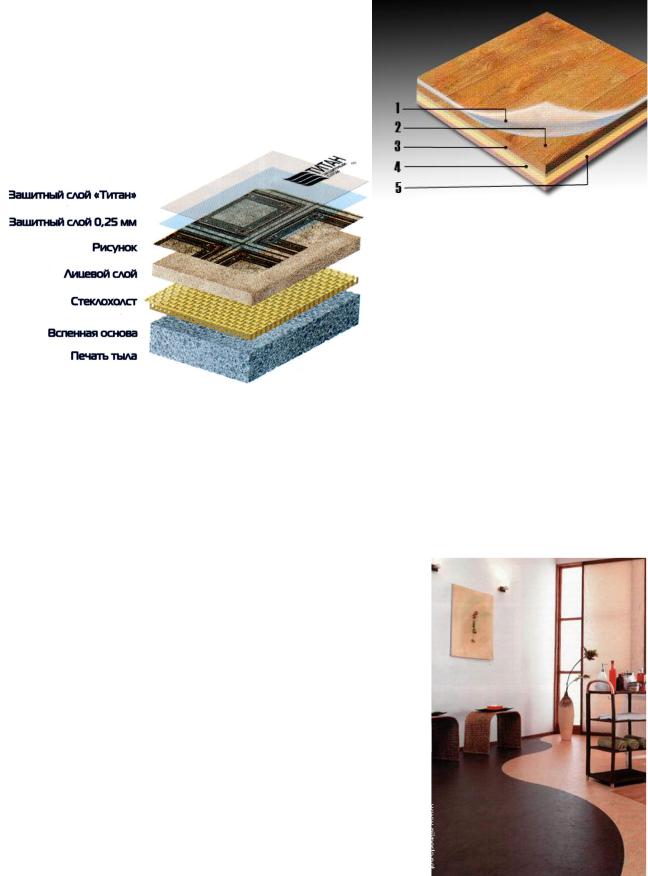
Поливинилхлоридный линолеум. Имеет большую прочность, хорошую сопротивляемость истиранию, не подвергается гниению, имеет малую теплопроводность и гигиеничность. В качестве подосновы наиболее часто применяют льняные, джутовые и кенафные ткани. Теплоизоляционный и звукопоглощающей подосновой являются войлок и другие волокнистые материалы (кордельная, полукордельная, джутовая и другие кенафные ткани). Поливинилхлоридный теплоизоляционный линолеум на волокнистой основе представляет собой двухслойный отделочный материал. Верхний слой – поливинилхлоридная
172
пленка, нижний – антисептированная нетканая (волокнистая) прокладка. Применяют в производственных учреждениях, больницах, жилых зданиях, детских учреждениях, где требуются теплые полы (рисунок 141).
Выпускает универсальные напольные покрытия из ПВХ фирма NOVILUX, Шотландия (рисунок 142).
Рисунок 141 – Поливинилхлоридный (ПВХ) линолеум:
1 – слой износа; 2 – рисунок дизайна; 3 – вспененный ПВХ; 4 – стекловолокно;
5 – джутовая ткань или полиэфирный материал
Рисунок 142 – Структура гетерогенного линолеума
Коллоксилиновый линолеум (нит-
роцеллюлозный – продукт нитрации древесной или хлопковой целлюлозы). Он всегда однослойный и с характерным блес-
ком. Линолеум получают на основе коллоксилина, пластификаторов, наполнителей (гипс, асбест, глинозем) и красителей. Для снижения горючести в состав вводят антипиренборную кислоту. Стабилизирующие свойства придают материалу производные мочевины. Этот вид покрытия обладает характерным красным или коричневым цветом. К его преимуществам относится хорошая эластичность даже при отрицательных температурах и влагостойкость. Недостаток
– повышенная возгораемость, риск усадки, высокий коэффициент теплоусвоения, неустойчивость к кислотам, щелочам и растворителям. Его применяют только в производственных и общественных заведениях (рисунок
143).
Рисунок 143 – Сочетание линолеума-релина и коллоксилинового линолеума
Глифталевый (алкидный) линолеум. Получа-
ют нанесением на джутовую ткань смеси из алкидного полимера, модифицированного растительными маслами, и наполнителей (древесной и пробковой муки). По своим физико-механическим свойствам алкидный линолеум несколько выше поливинилхлоридного (рисунок 144).
173
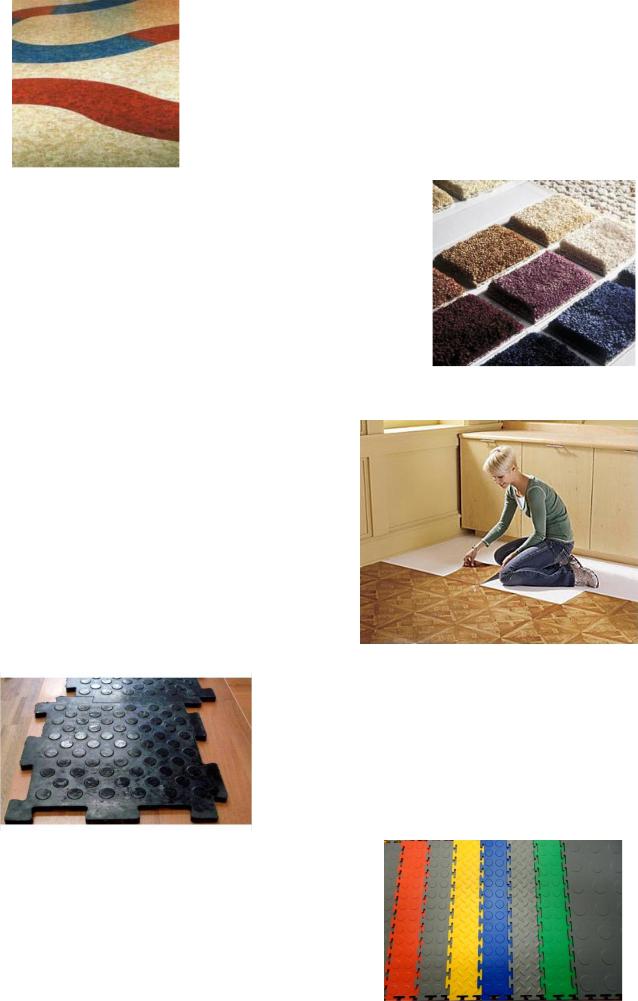
Рисунок 144 – Глифталевый линолеум
Ворсолин – теплоизоляционное покрытие для полов, которое представляет собой нетканый двухслойный материал: верхний слой – петельный ворс (или беспетлевой) из синтетической пряжи одноцветной или многоцветной (смеси капрона с медно-аммиачными волокнами в соотношении 1:1) и нижний – поливинил-
хлоридная пленочная основа (рисунок 145).
Рисунок 145 – Ворсолин
Ворсонит – рулонный одноили двухслойный материал. Сырьем для него являются холсты из полиэфиров, полиамидов и других полимеров. Холст пропитывают жидким связующим, подвергают термообработке и отделке.
Поливинилхлоридные плитки изготавливают на
основе поливинилхлорида с применением в качестве пластификатора дибутилфталата, наполнителя – древесной муки и талька. Для придания необходимого цвета вводят пигменты (рисунок 146).
Рисунок 146 – Поливинилхлоридные плитки
Резиновые плитки. Изготавливают из
отходов резины. Они обладают повышенной износостойкостью, химической стойкостью и хорошими диэлектрическими показателями (рисунок 147).
Рисунок 147 – Резиновые плитки
Фенолитовые плитки. Изготавливают из
новолачного фенолформальдегидного полимера, отвердителя и порошкообразных наполнителей минерального или органического происхождения: каолина, талька, слюды, древесной муки (рисунок 148).
Рисунок 148 – Фенолитовые плитки
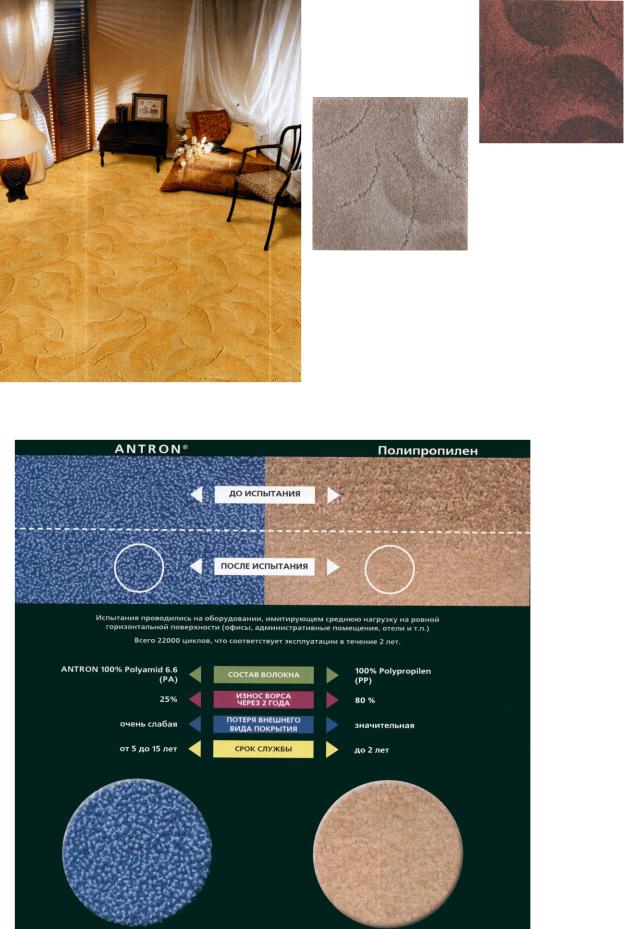
На рисунке 149 представлено напольное покрытие КОВРОЛИН BERRY TUFT (Франция), а на рисунке 150 – испытание напольных покрытий на истирание
174
Коллекция Boulevard Ширина рулона – 4 м
Основа – искусственный джут Материал волокон – 100 % РА Тип ворса – кат-луп Вес верхнего слоя – 1000 г/м2
Рисунок 149 – Напольное покрытие КОВРОЛИН BERRY TUFT (Франция)
Рисунок 150
– Ковровые покрытия из полиамида
(ANTRON)
и полипропилена до и после испытания
175
Сантехнические материалы и изделия
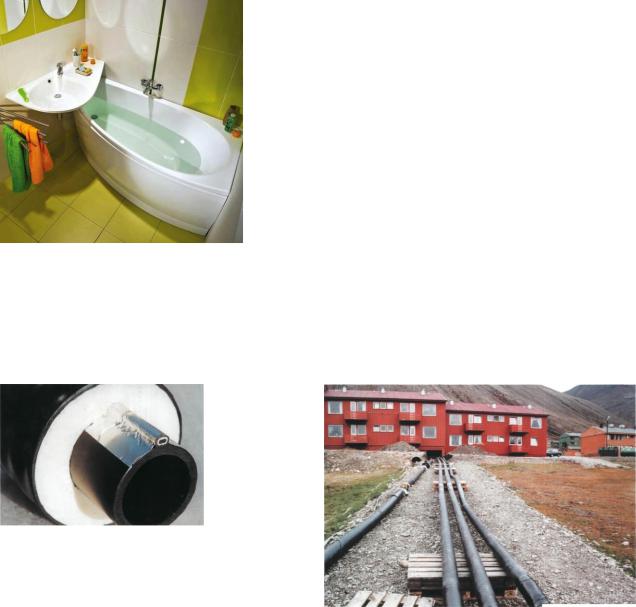
Акриловые ванны изготавливают из листового акрила, который нагревается и в специальной вакуумной камере формируется в корыто нужной формы. Толщина чистого литьевого акрилового листа высокого качества составляет 5…6 мм. Ванны из акрила достаточно устойчивы к появлению внешних дефектов (трещины, сколы), но поцарапать их довольно легко. К преимуществам акриловых ванн можно отнести разнообразие форм и оттенков (рисунок 151).
Рисунок 151 – Акриловая ванна и умывальник
Небольшой вес акрилового умывальника (до 2
кг) и прочность устраняют проблемы с монтажом, делают эксплуатацию безопасной. Антибактериальные свойства материала также немаловажное преимущество.
Трубы из полиэтилена вобрали в себя все
преимущества ранее известных труб, но имеют и ряд уникальных полезных качеств. Срок службы полиэтиленовых труб доходит до
50…100 лет, это в 3…5 раз дольше, чем эксплуатационный период стальных (рисунок 152).
Трубы из полиэтилена экологически безопасны: нейтральны к химически агрессивным средам, не зарастают отложениями, устойчивы к коррозии и размножению бактерий. Они могут применяться при бестраншейной прокладке в условиях городских водопроводов и канализаций (рисунок 153).
Рисунок 152 – Гибкая полиэтиленовая труба с электрообогревом (производитель ЗАО «Завод АНД Газтрубпласт», Москва)
Рисунок 153 – Использование полимерных труб сильно упрощает строительство коммунальных сетей в условиях Заполярья (Лонгьирбюен, Шпицберген)
Пластиковые трубы в 5…7 раз легче стальных, поэтому их легко перевозить и монтировать. Стоит отметить, что сварка труб из полиэтилена полностью автоматизирована и легко выполняется небольшим количеством персонала. Полиэтиленовые трубы пластичны и способны выдерживать множество циклов замораживания и оттаивания. Прочностные характеристики полиэтиленовых
176
труб позволяют использовать их в очень сложных условиях городских комму- |
||||||
никаций, что в итоге и обусловливает выбор такого вида водопроводов во мно- |
||||||
гих странах мира (рисунки 154, 155). |
|
|||||
|
Трубы ПНД водопроводные соответствуют ГОСТ 18599-2001 и массово |
|||||
используются при строительстве и реконструкции водопроводов, в системах |
||||||
автоматизированного полива, при оборудовании бассейнов и т.д. |
||||||
|
|
|
|
|
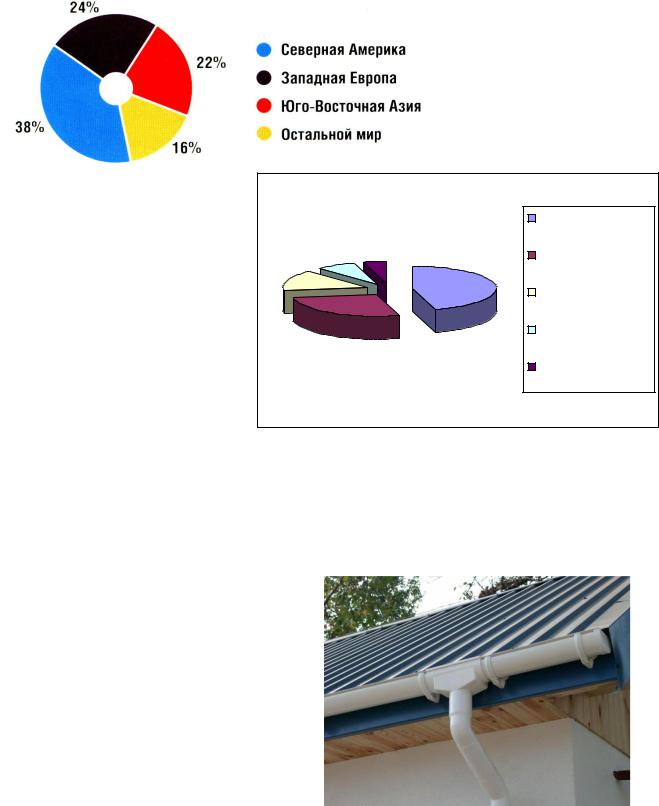
Рисунок 154 – Потребление |
|
|
|
|
|
|
пластиковых труб в мире |
|
Рисунок 155 – Функциональное |
|
|||||
потребление пластиковых труб |
городское |
|||||
строительство |
||||||
|
|
|
|
|
||
|
|
|
|
|
сельское |
|
|
Комплекс |
водосточных |
хозяйство |
|||
|
коттеджное |
|||||
систем из ПВХ. Любая систе- |
||||||
строительство |
||||||
ма наружного водоотвода со- |
||||||
наружная реклама |
||||||
стоит |
из |
горизонтальных |
||||
|
||||||
настенных |
или |
подвесных |
отделка |
|||
желобов, вертикальных водо- |
помещения |
|||||
|
||||||
сточных труб и сливов, по- |
|
|||||
средством |
которых |
верти- |
|
|||
кальные элементы водосточной системы соединяются с горизонтальными эле- |
||||||
ментами. |
|
|
|
|
||
|
Современные системы водоотводов имеют полную комплектацию всех |
|||||
необходимых элементов, в том числе и крепежа. Форма желобов и труб может |
||||||
быть круглой и прямоугольной. Применение того или иного типа элементов |
||||||
определяется эстетическим восприятием общей архитектуры здания и выбира- |
||||||
ется архитектором. Элементы водо- |
|
|||||
сточной системы из ПВХ сохраняют |
|
|||||
свою |
пластичность |
при температуре |
|
|||
до минус 40 °С (рисунок 156). |
|
|||||
Рисунок 156 – Водосточные системы из ПВХ
Пластмассовые конструкции, так же как и ряд других материалов, имеют свойство менять линейные размеры при температурных перепа-
дах. Для того чтобы нивелировать негативные последствия этого явления, при-
177
меняются расширительные элементы (рядовые и воронки). Они устанавливаются в соответствии с рекомендациями фирм-производителей.
Водосточные системы из ПВХ представлены на российском рынке следующими фирмами: ICOPAL (Финляндия), NIKOLL (Франция), PLASTMO (Дания), REHAU (Германия).
В таблице 47 показаны технические характеристики различных видов пластмасс.
Таблица 47 – Значения параметров свойств некоторых типов пластмасс
Показатель |
Пресс- |
Волокнистые |
Слоистые |
|
порошок |
пластики |
пластики |
Плотность, кг/ м3 |
1330-1850 |
1350-1950 |
1300-1880 |
Предел прочности, МПА |
25-130 |
15-500 |
60-500 |
Твердость по Бринеллю, НВ |
180-500 |
20-450 |
- |
Водопоглощение, % |
0,07-0,8 |
0,2-1,8 |
- |
Теплостойкость по Мартенсу, оС |
125-300 |
100-180 |
125-280 |
Диэлектрическая проницаемость при |
3,2-10 |
6-10 |
5-8 |
частоте 50 Гц |
|
|
|
Тангенс угла диэллектрических потерь |
|
|
|
при частоте: |
|
|
|
1 МГЦ |
0,004-0,01 |
- |
- |
50 Гц |
0,12-0,10 |
0,04-0,12 |
0,002-0,5 |
Удельное сопротивление, Ом |
100-200000 |
0,1-100 |
0,01-1000 |
Электрическая прочность, Мв/м |
11-23 |
1,7-16 |
2-50 |
178
5.Минеральные вяжущие материалы
5.1Характеристика и классификация минеральных вяжущих
Минеральные (неорганические) вяжущие материалы представляют собой обычно тонкодисперсные порошкообразные вещества, которые после затворения водой, а в отдельных случаях слабым раствором некоторых солей образуют пластично-вязкое тесто, способное с течением времени под влиянием физико-химических процессов затвердевать, превращаясь в камневидное тело.
Вяжущие материалы известны с древних времен. Они достаточно многочисленны, разнообразны и широко используются в ряде отраслей строительства и промышленности.
Ассортимент вяжущих материалов непрерывно обогащается новыми видами, отвечающими современным требованиям.
По химическому составу вяжущие вещества могут быть: органические или компаундированные (битумы, природные и искусственные смолы, битумнополимерные, полимер-каучуковые); минеральные или неорганические
(известь, цемент), комбинированные или органоминеральные (битумоцемент,
полимерцемент).
Минеральные вяжущие в зависимости от их основного свойства вердеть и длительно противостоять воздействию окружающей среды подразделяются: на воздушные, гидравлические и специальные (твердеют по-разному).
Воздушные вяжущие после затворения способны затвердевать и длительно сохранять свою прочность в воздушно-сухой среде. К этой группе относятся: строительная известь; гипсовые и ангидритовые вяжущие; магнезиальные (каустический магнезит и доломит) вяжущие; а из специальных – кислотостойкие и фосфатные цементы.
Типичный представитель специальных вяжущих – кислотоупорный цемент, состоящий из смеси тонкомолотого кварцевого песка, гекса-фторсили- ката натрия с водным раствором силикатов калия и натрия. Это вяжущее способно после твердения в воздушной среде противостоять длительному воздействию органических и минеральных кислот.
Гидравлические вяжущие после затворения и предварительного твердения в воздушно-влажной среде продолжает сохранять и наращивать свою прочность как в воздушно-влажной, так и в водной среде.
Разновидностей гидравлических вяжущих много и, с некоторой условностью, из них можно выделить две основные подгруппы. В первую подгруппу входят: гидравлическая известь; романцемент; известково-белитовое вяжущее; портландцемент (ПЦ) и его разновидности, а их более 40 наименований; глиноземистый цемент (ГЦ). Ко второй подгруппе принадлежат смешанные вяжущие, состоящие из смеси собственно вяжущего и свыше 15 % активных минеральных добавок: пуццолановый портландцемент (ПЦ); шлакопортландцемент (ШПЦ); сульфатошлаковый цемент; шлаковый бесклинкерный цемент; известковопуццолановый цемент, а из специальных – гипсоцементнопуццолановое вяжущее; фосфатный цемент (ZnO, H3PО4; Rсж = 20 МПа (имеет хорошее сцепление с материалом. Используют для заделки пу-
179
стот в зубах – пломбы); известково-(зольные, шлаковые и кремнеземистые цементы). Последние относятся к автоклавным вяжущим, которые характеризуются тем, что эффективно твердеют лишь при гидротермальной обработке насыщенным водяным паром под давлением 0,8…1,5 МПа.
Впоследние годы предложена классификация вяжущих по характеру процессов, протекающих при твердении. А.А. Пащенко рекомендует разде-
лить вяжущие на три группы: гидратационные, коагуляционные и полимеризационные.
Впервую группу включены материалы, которые отвердевают в результате реакций гидратации:
А+ nН2О → А·n·Н2О
(ЗСаО·Аl2О3 + 6H2O → ЗСаО·Аl2О3·6Н2О);
А + nH2O → A1·pH2O + A2· (m – p) H2O
(2CaO·Al2O3 + nH2O → 2CaO·A12O3·7H2O + A12O3·mH2O)
и гидролитической диссоциации:
A + В + mH2O → A·B·mH2O.
Это такие воздушные вяжущие как гипс, известь и магнезиальные цементы, а также гидравлические вяжущие: портландцемент, пуццолановый портландцемент, шлакопортландцемент, глиноземистый цемент, романцемент и гидравлическая известь.
Ко второй подгруппе отнесены вяжущие твердеющие вследствие коагуляционного структурообразования. Это органические вяжущие: – битум, деготь и минеральные связующие – глина.
В третью группу входят вяжущие, твердеющие за счет реакций полимеризации: n·А → [–А–]n и поликонденсации: n·А → [–А–] + n·А2.
К ним относятся минеральные вяжущие: растворимое стекло, фосфатный цемент и серный цемент; органические связующие: эпоксидные, фурановые и полиэфирные смолы; элементоорганические: кремнийорганические смолы, гидролизаты этилсиликата и глетглицериновый цемент.
5.2 Твердение минеральных вяжущих
Твердение минеральных вяжущих является следствием сложных физи- ко-химических процессов взаимодействия вяжущего с водой и последующего формирования структуры цементного камня.
Существует несколько теорий – одна из них предложена в 1887 г. французским исследователем Ле-Шателье. Он объяснял процессы твердения кристаллизацией. Кристаллизационная теория распространяется на строительный гипс. Австрийский ученый Михаэлис предложил свою теорию применить к ПЦ, в которых твердение объяснял процессами образования коллоидных растворов и их последующим окаменением (в природе так образуется кремень из раствора кремния). Потом, с появлением электронных микроскопов, разглядели в ПЦ микрокристаллы. В 20-х гг. ΧΧ в. наш соотечественник академик А.А. Байков выдвинул свою теорию, посчитав, что каждый из этих уче-
180
ных отразил процесс из последующего развивающего явления. По А.А. Байкову, для того чтобы материал обладал вяжущими свойствами необходимо соблюдение трех условий:
1)чтобы этот материал был бы способен химически взаимодействовать с водой и при этом образовывались продукты взаимодействия (гидраты);
2)чтобы растворимость этих гидратов была бы меньше растворимости исходного вещества;
3)чтобы эти гидраты со временем могли бы выкристаллизовываться и образовывать кристаллический сросток.
На основании работ А.А. Байкова и П.А. Ребиндера установлено, что
процессы схватывания и твердения портландцемента проходят три периода: подготовительный – растворение; коллоидный – образование коагуляционной структуры и кристаллизационный – образование кристаллической структуры.
Попадая в воду, каждое вещество (А) растворяется с образованием
насыщенного раствора.
Для вяжущих гидратационного твердения возможны два случая их взаимодействия с водой. Первый, когда твердая фаза непосредственно растворяется в воде (гипс) за счет взаимодействия растворителя (полярная жидкость – вода) с частицами твердой фазы – так называемая поверхностная гидратация ионов. При этом происходит разрыв катион-кислород (Са-О) в результате иондипольного взаимодействия полярных молекул воды.
Во втором случае начальной стадией растворения (разрыву связей) при гидратации клинкерных минералов является топохимическое взаимодействие протона Н+ с ионами кислорода в кристаллической решетке с образованием гидроксидного иона ОН – протонизация или молекулы воды (работы Ф.М. Ли, В.В. Данилова, Л.Г. Шпыновой и др.). Схематично это можно изобразить так:
МеО + Н+ → Ме(ОН)+ пов. или
МеО + Н+ → Ме2+ пов + Н2О.
Иными словами, протонизация оскидного иона нарушат связи в кристаллической решетке, и ионы металла (например, Са2+) переходят под влиянием сил гидратации в раствор.
При этом образуется суспензия – гетерогенная система. Вода обладает высокой диэлектрической проницаемостью, она ослабляет (почти в 80 раз) связи между частицами, поэтому вяжущее вещество переходит в высокодисперсное состояние до размеров молекул, атомов, ионов, агрегатов (скоплений) молекул. Поскольку вяжущее вещество состоит из частиц разных размеров, то их диспергирование (растворение) происходит неодновременнно. В растворе происходит химическое взаимодействие с водой с образованием гидратных соединений. Этот процесс может идти по трем схемам: А+Н (вода) → А·Н (гидратация); А+Н → ВН + СН (гидролиз – под действием воды распадается на два или три соединения); А+В+Н → СН (синтез – не является вяжущим, но
181
взаимодействует с водой и вместе дает гидратное соединение в виде мельчайших кристаллических зародышей).
Таким образом, на этой стадии происходит деструкция (разрушение структуры) твердых частиц. Скорость деструкции зависит от размера частиц вяжущего вещества, их химико-минералогического состава, концентрации твердой фазы в жидкой среде, величины РН воды, от температуры и других факторов. При этом в большем или меньшем объеме протекают химические реакции.
Пересыщенное состояние раствора это промежуточное состояние между ионными растворами и коллоидными системами. При увеличении пересыщения, возрастает число ассоциатов в виде квазикристаллов. Они находятся в метастабильном равновесии и распадаются под действием теплового движения, возникая затем в других местах.
Наиболее вероятной причиной образования зародышей кристаллов является механизм столкновения и срастания одно- и двухмерных частиц за счет броуновского движения, притяжения или ориентации. Зародыши новой фазы не могут иметь сразу упорядоченную структуру и представляют собой аморфные частицы. Однако термодинамическая неравновесность системы приводит к формированию кристаллической упорядоченной структуры, так как это сопровождается уменьшением энергии системы и термодинамически выгодно.
Кристаллизация из пересыщенных растворов возможна лишь при определенных термодинамических условиях, характеризуемых величиной критического термодинамического потенциала ΔGкр.
Пересыщенные растворы системы не стойкие и в условиях присутствия твердой фазы выпадают в осадок, кристаллизуясь. При благоприятных условиях выпадение нерастворимого осадка (кристаллического или аморфного) может продолжаться до тех пор, пока не израсходуются все взаимодействующие между собой ионы. Растворимость продуктов гидратации меньше, чем растворимость исходного вещества, поэтому раствор гидратного соединения будет пересыщенным. Растворимость станет насыщенной для гидрата, но не насыщенной для исходного вещества, который будет продолжать растворятся до полного исчезновения.
Выпадающие в осадок частицы очень малы. Это кристалические зародыши, размером с коллоидную частицу. Профессор Е.А. Шейкин их назвал субмикрокристаллы. Их накопление в системе приводит к появлению коллоидного раствора. Внешне это проявляется в том, что смесь порошка вяжущего и воды превращается в пластичное клейкое тесто.
На этом этапе образуются разные вещества (АН, ВН, СН), т.е. разные виды коллоидов, имеющие разные заряды; и, естественно, разнозарядные частицы будут слипаться, а жидкое пластичное тесто за счет этого загустевать. На первых порах, пока этих частиц еще мало, образовавшаяся связь между ними легко может быть разрушена внешними воздействиями: перемешиванием, встряхиванием и вибрированием, а пластичность восстанавливается.
182
Вначале этот процесс обратим и может повторяться несколько раз. Это явление называется тиксотропия, а образовавшаяся структура – соответственно тиксотропной. Она свойственна всем коллоидным системам (с утра по грязи можно пройти пока под действием ног не произошло ее разжижение; из болота нужно выбираться, не делая резких движений, так как происходит разрушение связей – тиксотропия).
Расчеты, выполненные А.Ф. Полаком, относительно вероятности образования зародышей, энергии кристаллообразования, силы внутрикристаллических связей, габитуса кристаллов в основном соответствуют классическим представлениям твердения вяжущих.
Многие ученые считают, что в зависимости от значений коэффициента физико-химической неоднородности твердеющей системы квазитрехмерные и квазидвухмерные зародыши могут образовываться как на поверхности исходной твердой фазы, так и в растворе. Возможен отрыв кристаллов, первоначально образовавшихся на подложке, но преимущественно кристаллизация новообразований будет протекать в соответствии с правилом Гиббса на границе раздела фаз, т.е. на поверхности зерен цемента и на поверхности новых фаз.
Вероятность образования зародышей зависит от поверхностной энергии частиц новообразований, химического потенциала участвующих фаз, температуры, значения межфазной энергии, габитуса кристалла.
Для возникновения устойчивого зародыша необходимо, чтобы его размер (радиус) был равен или превышал размер центра кристаллизации с критическим радиусом rкр хотя бы на один молекулярный слой. Дальнейший рост частиц с радиусом r < rкр невозможен, так как это вызвало бы увеличение термодинамического потенциала (работа образования зародыша) ΔGкр.
Критический радиус зародыша может быть определен с помощью формулы Томсона-Кельвина:
rкр = 2σМ/ρ(μ2 – μ1),
где М – молекулярная масса вещества; ρ – плотность твердого тела; μ1 и μ2 – химические потенциалы растворенного вещества в пересыщенном растворе и в твердой фазе соответственно.
Вероятность (W) возникновения частиц новой фазы связана с величиной критического термодинамического потенциала уравнением Фольмера:
W = В·е – ΔGкр/RT,
где В – коэффициент; R – постоянная Больцмана; Т – температура.
Процесс зародышеобразования и первый этап роста кристаллов вначале протекает в кинетической, а затем в диффузионной области.
Структура внутреннего ритма из-за ограниченного объема и большого
183
пересыщения представляет собой плотную рентгеноаморфную метамиктную (состоящую из различных агрегатов) коллоидную фазу цементного камня. Структура внешнего ритма может состоять как из зародышей, так и из растущих кристаллов.
Со временем количество субмикрокристаллов в системе увеличивается, связь между ними становится более сильной и способность к тиксотропному разжижению постепенно уменьшается. Вяжущее загустевает необратимо.
Главной причиной увеличения прочности является постепенный переход адгезионных и когезионных (коагуляционных) контактов в прочные кристаллизационные контакты срастания с химическими связями. Эволюция контактов происходит за счет того, что в этих зонах пленки воды утончаются настолько, что возможен плавный переход контактов одного типа в другой, чему способствует также прогрессирующее уменьшение количества воды. Данный процесс называется схватыванием вяжущего. На этом заканчивается второй этап кристаллизации и собственно твердения.
Схватившееся цементное тесто представляет собой пространственную систему (динамическую) из слипшихся субмикрокристаллов исходного вещества, которого еще много, много и насыщенного раствора, заполняющего промежутки между твердыми частицами. Процесс гидратации продолжается. И в систему непрерывно поступают новые порции гидратных веществ, часть которых расходуется на образование новых субмикрокристаллов, другая же часть – на рост ранее образовавшихся.
Кристаллы растут и по местам слипания срастаются, образуя пространственный сросток, т.е. начинается процесс кристаллизации и твердения. Твердеющее вяжущее состоит, таким образом, из кристаллического сростка новообразований, остатков исходного вещества и коллоида, заполняющего промежутки. Со временем кристаллический сросток из новообразований растет и упрочняется, количество исходного вещества уменьшается и исчезает, а коллоидная часть уйдет на рост кристаллов или обезвоживается и окаменевает.
На этом этапе происходит еще одно явление – перекристаллизация (деструкция). Сущность ее в том, что растворимость вещества зависит от размера растворенных частиц (чем меньше частица, тем больше ее растворимость). В данном случае меньший кристалл исчезает, растворившись, а его пересыщенный раствор пойдет на рост крупного кристалла.
За счет явления перекристаллизации происходит сильное внутреннее напряжение, которое может привести к появлению трещин и его саморазрушению. Если же в твердеющем камне есть к этому моменту достаточное количество исходного вещества, его ускоренная гидратация ведет к самозалечиванию трещин. Ранее помол ПЦ был более грубый и выполненный из него бетонный водовод сразу же дал трещины. Профессор Г.К. Дементьев дал сильный напор, и в течение трех суток трещины залечились. Позднее он предложил теорию оптимальной тонины помола.
С точки зрения теории твердения к воздушным вяжущим относятся те
184
продукты гидратации, которые обладают большей растворимостью. К гидравлическим вяжущим относятся те продукты гидратации которые малорастворимы.
Над дальнейшим развитием теории твердения А.А. Байкова работали ученые Е.А. Шейкин, В.Б. Ратинов и др.
Профессором И.А. Рыбьевым была разработана общая теория твердения матричных веществ в композитах. Согласно этой теории отверждение происходит в две стадии. Между этими стадиями нет четкой границы. Физикохимические процессы, происходящие при твердении на этих стадиях, накладываются друг на друга и могут продолжаться даже в условиях эксплуатации )особенно при благоприятных условиях для твердения), так как не вся часть вяжущего вещества прошла через эти стадии. До 40 % вяжущего вещества может оставаться в исходном состоянии в композите. По мере протекания отверждения этой части вяжущего вещества количество новообразований в камне (цементном, гипсовом, известняковом и т.д.) увеличивается, что способствует повышению плотности и морозостойкости композита в процессе его эксплуатации.
5.3Воздушные вяжущие вещества
5.3.1Гипсовые вяжущие вещества
Сырьем для производства гипсовых вяжущих служат:
Природный двуводный гипс (гипсовый камень, CaSО4·2H2О), который образовался в результате испарения древнего океана 110…200 миллионов лет назад. В недрах земли гипс присутствует в виде камня – породы осадочного происхождения по кристаллической структуре может быть представлен следующими разновидностями:
-мелкозернистый плотный гипс с сахаровидным изломом (им были облицованы вершины Египетских пирамид Хеопса и Хеффрена);
-крупнозернистый, с беспорядочно ориентированными в пространстве кристаллами – алебастр (из алебастра издревле вытачивали крупные ювелирные предметы интерьера – вазы, столешницы, чернильницы и т. д. В Петербурге, около биржи, у растральных коллонн скульптуры женщина-Нева и Волхвы выполнены из природного алебастра, и стоят более 150 лет);
-волокнистая порода, сложенная из правильно расположенных нитьевидных кристаллов с шелковистым отливом – селенит (широко применяется для поделок);
-пластинчатый гипс, залегающий в виде плоских прозрачных кристаллов слоистой структуры – гипсовый шпат.
Цвет породы – белый, желтоватый, светло-серый – зависит от наличия или отсутствия в породе различных примесей (рисунок 157).
185

Рисунок 157 – Разновидности природного гипса
Двуводный гипс представляет собой призмы моноклинной сингонии с четырьмя и восемью молекулами в элементарной ячейке. Кристаллическая решетка состоит из слоев, включающий в себя ионы Са2+, сульфатные тетраэдры SO4 -. Двухслойные пакеты CaSО разделены слоями, образованными молекулами воды. При нагревании в CaSО·2Н О происходит в первую очередь разрыв более слабых связей молекул 2Н О с ионами Ca²+ и SO4 - и ее удаление из кристаллической решетки. Это обстоятельство дает возможность обезвоживать двугидрат, не разрушая структуру кристалла, лишь смещая ее при этом в направлении звеньев.
Ангидрит – CaSO4. Кристаллическая решетка ангидрита состоит из элементарных ячеек, содержащих по 4 молекулы каждая. Обладает плотной упаковкой и является наиболее устойчивой, по сравнению с кристаллическими решетками других видов CaSО4.
Гипсосодержащие породы – глиногипс, арзык. Наряду с гипсом содержат различные примеси, чаще всего в виде глинистых веществ, карбонатов и кремнезема. Получают термообработкой при температуре 160...200 оС с последующим измельчением в порошок. Обладает повышенной водостойкостью, но прочность его ниже, чем у строительного гипса. Используют как местный материал для кладочных и штукатурных растворов и некоторых строительных деталей.
Отходы химических производств – фосфогипс, борогипс, фторгипс и титаногипс. Фосфогипс образуется при переработке природных апатитовых и фосфоритовых пород в удобрение, борогипс и фторогипс – при производстве борной кислоты и фтористых соединений, титаногипс – при переработке титановых руд с применением серной кислоты.
Все отходы состоят в основном из двуводного, полуводного гипса и ангидрита. Общее их содержание колеблется в пределах 80…98 % по массе. В них также могут присутствовать кремнезем и другие вещества из исходной породы.
Требования промышленности к качеству природного гипсового минерального сырья и гипсосодержащих отходов регламентируются ГОСТ 401382.
По условиям обжига, а также по скорости схватывания и твердения гипсовые вяжущие вещества делятся на две группы:
Низкообжиговые – быстро схватывающиеся и быстротвердеющие вяжущие. Их получают при нагреве двуводного гипса до температуры 105...170 о С.
186
При этом происходит только частичная дегидратация гипса CaSО·0,5Н2О. К ним относят: строительный гипс (β-CaSО4·0,5Н2О; эндотермический эффект при температуре 185 оС, экзотермический – 360…370 оС; начало схватывания
– 2…4 мин, конец схватывания – не более 30 мин), формовочный гипс (β- CaSO ·0,5H2O; эндотермический эффект при t = 195 оС) и высокопрочный
гипc (α-CaSО4·0,5H2O).
Высокообжиговые – медленно схватывающиеся и медленнотвердеюшие. Получают их при более высокой температуре (700...1000 оC), при которой происходит полное отщепление химически связанной воды. В результате продукт обжига переходит в ангидрит CaSО . К ним относят: ангидритовый цемент (α-CaSO и β-CaSО , причем первая модификация более гигроскопичная) и эстрих-гипс (CaSO·CaO).
Строительный гипс – типично воздушное вяжущее, состоящее преимущественно из полуводного гипса β-модификации, получаемое в процессе тепловой обработки гипсового камня при температуре (105...170 оС) в воздушной среде и нормальном давлении, с последующим или предшествующим этой обработке измельчением в тонкий порошок, а также совместным помолом и обработкой.
Технология производства строительного гипса складывается из дробления, помола и тепловой обработки. Тепловую обработку осуществляют в шахтных печах (получают «жженый» гипс) или в варочных котлах – «вароч-
ный» гипс (рисунок 158).
Рисунок 158 – Гипсоварочный котел вместимостью 12 м3:
1– топка с механической загрузкой топлива; 2 – бункер топлива; 3 – привод мешалки; 4 – загрузочный шнек; 5
– бункер для порошка гипсового камня;
6 – бункер для обожженного гипса; 7 – разгрузочная топка котла; 8 – шиберы; 9 – котел; 10 – жаровые трубы котла; 11 – мешалка
Последний способ наиболее распространен. В варочных котлах сырье подвергается термообработке горячими дымовыми газами, омыва-
ющими котел снаружи и проходящими по жаровым трубам. Для равномерного обжига порошкообразный гипсовый камень непрерывно перемешивается мешалкой. Продолжительность обжига 90…180 мин. При варке в котле гипс не соприкасается с топочными газами, что позволяет получать чистую продукцию, не загрязненную золой топлива. Полученный таким образом строительный гипс выгружают через загрузочное отверстие, расположенное в нижней части котла, и отправляют на склад.
В этих условиях образуется гипс, представляющий собой однородную массу, состоящую в основном из весьма мелких кристаллов обломочной фор-
187
мы β-модификации. В примеси присутствуют отдельные агрегаты, CaSО4·2H2O, тонкие пылевидные частицы, друзы, единичные кристаллы. При атмосферном давлении удаляющаяся из него вода в виде пара, разрыхляет частицы гипса, делая их пористыми, ноздреватыми. Это является причиной его высокой водопотребности – 50...70 % и низкой прочности изделий.
Повышению качества гипса способствует его вторичный помол в шаровых мельницах после его варки. Во время размола в шаровых мельницах обнажается двугидрат, оставшийся не обезвоженным в ядре частицы. Под влиянием тепла, развивающегося от трения и ударов шаров, CaSО4·2Н2О дегидратируется, а растворимый ангидрит присоединяет водяные пары и переходит в полуводный гипс. Одновременно с измельчением частицам придается в виде таблеток чешуйчатая форма, улучшающая пластические формы материала.
При получении строительного гипса необходимо строго следить за температурой. Так, при неравномерном нагревании строительный гипс представляет собой полиморфное вещество, состоящее из CaSО4, CaSО4·2H2О и CaSО4· 0,5Н2О. При температуре, охватывающей интервал 125…175 °С, CaSО4·2H2О постепенно переходит в растворимый ангидрит, наличие которого ухудшает свойства строительного гипса.
Кроме того, используют вращающиеся печи, сушильные барабаны, в которые гипс загружают виде щебня диаметром зерен до 20 мм или молотый природный гипс обжигают в специальных аппаратах во взвешенном состоянии. Такая технология наиболее прогрессивна, в этом случае измельченные частицы гипса увлекаются потоком горящих газов (их температура до 600 °С), дегидратируются до CaSО4·0,5H2O и попадают через сепаратор в пылеосадительные устройства, при этом обеспечивается наибольшая производительность, однако качество гипса получается лучше в варочных котлах.
Существуют три технологические схемы производства строительного гипса. В одних помол предшествует термообработке, в других – помол производится после обжига, в третьих помол и термообработка совмещаются (комбинированный способ).
С физико-химической точки зрения процесс твердения гипса, согласно теории академика А.А. Байкова, протекает в три периода.
Первый период – растворение и образование водного раствора метаста- бильного полугидрата кальция. Этот период сопровождается небольшим повышением температуры и образованием тестообразной массы с большой подвижностью.
CaSО4·0,5Н2О + 1,5H2О → (CaSO4 ·0,5Н2О + 1,5Н2О) → CaSО4·2H2О
раствор осадок-кристалл
Второй период – образование коллоидной массы, соответствует началу схватывания. Объясняется это образованием насыщенного раствора полугидрата (80 г/л), который в дальнейшем переходит в пересыщенный по отношению к двугидрату, растворимость которого примерно в 5 раз меньше растворимости полугидрата. В этих условиях из него выпадают мельчайшие кристаллики твердого вещества (CaSО4·2H2О – 2г/л), которые, скапливаясь, при-
188
дают тесту густоту. Полученная тестообразная масса вскоре уплотняется и загустевает, теряя пластичность в результате коллоидации, но не приобретает механической прочности, так как между частицами гипсовой массы еще нет сцепления.
CaSО4·0,5Н2О + 1,5Н2О → (CaSO4 ·0,5Н2О + 1,5Н2О) → CaSО4·2H2О
гель кристалл
Третий период – кристаллизация и твердение. Характеризуется переходом коллоидных частиц в кристаллический сросток. В течение этого продолжительного периода, сопровождающегося ничтожным выделением тепла, нарастает механическая прочность. Нарастание прочности твердеющей массы объясняется сращиванием кристаллов двугидрата, которое происходит при одновременном испарении воды и высыхании гипсового камня. При высыхании воды выпадают кристаллы двугидрата гипса, которые цементируют ранее образовавшиеся игольчатые кристаллы двугидрата гипса. В общем виде схватывание и твердение полуводного гипса объясняется образованием двуводного гипса при взаимодействии его с водой в количестве 70 % от его массы.
CaSO4·0,5H2O + 1,5H2O → CaSО4·2H2О
При этом выделяется 4600 ккал/г моль, или 31,7 ккал/ кг полугидрата.
Для химической реакции требуется только 18 % воды от массы гипса, а по технологическим требованиям вводят 50...70 % воды, что заметно снижает прочность гипсового камня.
Развитию теории твердения гипса способствовали исследования П.П. Будникова, А.В. Волженского, А.Ф. Полака, П.А. Ребиндера, А.Ф. Ферронской и др. Согласно их результатам, рост прочности системы заканчивается несколько раньше полного перехода полугидрата в дигидрат. Гидратация основной массы гипсового вяжущего и кристаллизация дигидрата заканчиваются практически одновременно (через 20…40 мин после затворения). К этому же времени достигается и максимальная прочность системы во влажном состоянии. Прочность затвердевшего вяжущего по мере высыхания значительно возрастает с удалением воды. Из водного раствора при этом выделяется дигидрат, способствующий упрочнению контактов между кристаллическими сростками. При полном высыхании рост прочности прекращается. Нарастание прочности можно ускорить путем сушки при температуре не более 65 оС во избежание процесса дегидратации.
Количество воды является основным критерием определения свойств гипсового вяжущего: времени схватывания и предела прочности. Количество воды выражается в процентах как отношение массы воды, необходимой для получения гипсовой смеси стандартной консистенции, к массе гипсового вяжущего в граммах (ГОСТ 23789-79).
189
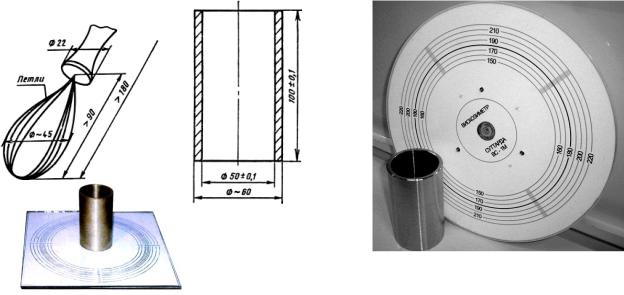
Стандартная консистенция (нормальная густота) характеризуется диаметром расплыва гипсового теста, вытекающего из цилиндра (вискозиметра Суттарда) при его поднятии. Диаметр расплыва должен быть равен (180 ± 5) мм (рисунок 159).
Рисунок 159 – Вискозиметр Суттарда ВС
В чистую чашку, предварительно протертую тканью, вливают воду, масса которой зависит от свойств гипсового вяжущего. Затем в воду в течение 2…5 с всыпают от 300 до 350 г
гипсового вяжущего. Массу перемешивают ручной мешалкой в течение 30 с, начиная отсчет времени от начала всыпания гипсового вяжущего в воду. После окончания перемешивания цилиндр, установленный в центре стекла, заполняют гипсовым тестом, излишки которого срезают линейкой. Цилиндр и стекло предварительно протирают тканью. Через 45 с, считая от начала засыпания гипсового вяжущего в воду, или через 15 с после окончания перемешивания цилиндр очень быстро поднимают вертикально на высоту 15…20 см и отводят в сторону. Диаметр расплыва измеряют непосредственно после поднятия цилиндра линейкой в двух перпендикулярных направлениях с погрешностью не более 5 мм и вычисляют среднее арифметическое значение. Если диаметр расплыва теста не соответствует (180 ± 5) мм, испытание повторяют с измененной массой воды.
Все гипсовые вяжущие по прочности разделяют на 12 марок: от Г-2 до Г-25 (ГОСТ 125-79). Прочность гипса определяют на образцах-балочках размером 4x4x16 см, изготовленных из гипсового теста нормальной густоты через 2 час (таблица 48).
Таблица 48 – Определение марки гипса по прочностным свойствам
Марка |
Предел прочности, МПа |
Марка |
Предел прочности, МПа |
||
вяжущего |
(кгс/см2), не менее |
вяжущего |
(кгс/см2), не менее |
||
|
при сжатии |
при изгибе |
|
при сжатии |
при изгибе |
|
|
|
|
|
|
Г-2 |
2 (20) |
1,2 (12) |
Г-10 |
10 (100) |
4,5 (45) |
Г-3 |
3 (30) |
1,8 (18) |
Г-13 |
13 (130) |
5,5 (55) |
Г-4 |
4 (40) |
2,0 (20) |
Г-16 |
16 (160) |
6,0 (60) |
Г-5 |
5 (50) |
2,5 (25) |
Г-19 |
19 (190) |
6,5 (65) |
Г-6 |
6 (60) |
3,0 (30) |
Г-22 |
22 (220) |
7,0 (70) |
Г-7 |
7 (70) |
3,5 (35) |
Г-25 |
25 (250) |
8,0 (80) |
Прочность вяжущих в значительной степени зависит от тонкости помола, поэтому стандартом предусмотрены три степени помола (таблица 49).
190
По скорости схватывания гипсовые вяжущие подразделяют на быстро-, нормально- и медленнотвердеющие (таблица 50).
Для определения сроков схватывания используют гипсовое тесто стандартной консистенции. Сущность метода состоит в определении времени от начала контакта гипсового вяжущего с водой до начала и конца схватывания теста. Интересно, что до настоящего времени для определения сроков схватывания применяется прибор, который по имени его изобретателя называется иглой Вика (рисунки 160, 161).
Рисунок 160 – Игла, кольцо и прибор Вика
Начало схватывания определяют числом минут, истекших от момента добавления вяжущего к воде до момента, когда свободно опущенная игла после погружения в тесто первый раз не доходит до поверхности пластинки, а конец схватывания – когда свободно опущенная игла погружается на глубину не более 1 мм. Время начала и конца схватывания выражают числом минут.
Рисунок 161 – Автоматический прибор Вика E044N
«Vicatronic»
Для замедления схватывания гипсового теста вводят добавки: сульфид- но-дрожжевую бражку (0,1…0,3 % от массы гипса), кератиновый клей и из- вестково-кератиновый клей. При этом уменьшается скорость растворения полуводного гипса.
Таблица 49 – Классификация гипсо- |
Таблица 50 – Классификация гипсовых вяжущих |
||||||||
вых вяжущих по тонкости помола |
по скорости схватывания |
|
|
|
|||||
|
|
|
|
|
Вид вяжущего |
Индекс |
Сроки |
схватыва- |
|
Вид |
Индекс |
Максималь- |
|
||||||
|
|
сроков |
ния, мин |
|
|||||
вяжущего |
степе- |
ный |
остаток |
|
|
|
|||
|
|
схваты- |
нача- |
конец, не |
|
||||
|
ни |
на сите с раз- |
|
|
|
||||
|
|
|
вания |
ло, не |
позднее |
|
|||
|
помола |
мером ячеек в |
|
|
|
||||
|
|
|
|
менее |
|
|
|||
|
|
свету |
0,2 мм, |
|
|
|
|
|
|
|
|
|
Быстротвердею- |
А |
2 |
15 |
|
||
|
|
%, не более |
|
|
|||||
|
|
|
щий |
В |
6 |
30 |
|
||
Грубый |
I |
23 |
|
|
|
||||
|
|
Нормально- |
Б |
20 |
Не нор- |
|
|||
Средний |
II |
14 |
|
|
|
||||
|
|
твердеющий |
|
|
мируется |
|
|||
Тонкий |
III |
2 |
|
|
|
|
|
||
|
|
Медленно- |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
твердеющий |
|
|
|
|
Пример условного обозначения гипсового вяжущего с прочностью 5,2 МПа со сроками схватывания: начало – 5 мин, конец – 9 мин и остатком на си-
191

те с размером ячеек в свету 0,2 мм – 9 %, т.е. вяжущего марки Г-5, быстротвердеющего, среднего помола: Г-5 А II.
Строительный гипс применяют для приготовления гипсовых смешанных растворов, в качестве добавки к некоторым минеральным вяжущим. Его используют для приготовления архитектурных и строительных деталей (работающих на сухом месте), производства сухой штукатурки (обивочные листы 2x2), гипсобетонных блоков, перегородочных панелей, акустических перфорированных плит, теплоизоляционных скорлуп (ρо = 400…500 кг/м3, Rсж = 8…10 МПа, α 25оС = 0,1…0,11 ккал/м ч оС) и гипсоволокнистых панелей. Более половины зданий в Париже возведено на гипсовом растворе.
Из множества материалов, пригодных для выполнения декоративных элементов фасада или интерьера, история и здравый смысл остановились на гипсе. Именно гипсовой лепнине суждено было стать техникой, традиционной для тех случаев, когда необходимо придать архитектурному творению и обстановке чуточку великолепия.
Гипс – удивительный материал: живой и дышащий, трепетный и отзывчивый. К тому же невозможно найти материал столь же экологически безвредный, дешевый в ремонте и реставрации и позволяющий комбинировать разные виды отделки. Приверженцы старого доброго гипса добавят в список его достоинств и высокую пожаробезопасность, поэтому он остается непревзойденным уже столько времени. Недаром именно он украшает большинство интерьеров и фасадов Рима, Парижа, Кельна и Лондона.
Скульптурные изделия из строительного гипса (карнизы, плафоны, барельефы) использованы в Зимнем дворце, Казанском и Исаакиевском соборах, Адмиралтействе, Кремлевском дворце, Останкино, Архангельском и Русском музее (рисунки 162, 163).
Рисунок 162 – Гипсовая лепнина (колоны, карнизы, скульптуры)
192
Пазогребневая гип- |
Гипсовый перегородочный Листы гипсокартона |
Высокоадге- |
||
совая |
плита полно- |
блок Пешелань |
зионная, |
|
телая |
гидрофобная |
|
универсаль- |
|
ПлГп-667х500х80 |
|
ная |
сухая |
|
мм, ГОСТ 6428-83 |
|
штукатурная |
||
|
|
|
смесь на ос- |
|
|
|
|
нове гипса с |
|
|
|
|
полимерны- |
|
|
|
|
ми |
добавка- |
|
|
|
ми |
|
Рисунок 163 – Изделия из строительного гипса
Формовочный гипс получают обжигом природного гипса с последующим или предшествующим этой обработке измельчением в тонкий порошок.
От строительного гипса он отличается более тонким помолом и большей прочностью. Получают его только в варочных котлах. При этом для обеспечения большей прочности производят более равномерный прогрев гипсового камня, во всех его частях в процессе его термической обработки, а также исключают возможность свободного удаления из него воды. В результате получают полуводный гипс β-модификации в виде плотных, крупных частиц игольчатой формы. Формовочный гипс применяют для изготовления форм и моделей в фарфоро-фаянсовой промышленности (марка не менее Г-10), архитектурных и скульптурных изделий. Такой гипс обеспечивает должную пористость отливки (30...40 %) и всасывающую способность, необходимую для быстрого и равномерного «набора черепка».
Высокообжиговый гипс состоит в основном из мономинерального продукта – α-модификации полуводного гипса устойчивой формы и не значительных включений ангидрита.
Высокопрочный гипс получают термической обработкой двуводного гипса в герметических аппаратах (котлах-автоклавах, при температуре 125 оС и под давлением пара 0,2…0,3 МПа (2…3 атм). Или нагреванием его в водных растворах некоторых солей с последующей сушкой при 160...180 оС и измельчением. В данном случае вода из гипсового камня выделится не в виде пара, а в жидком состоянии, т.е. происходит инконгруентное плавление гипса в собственной воде. Это способствует образованию более крупных шестигранных призматических кристаллов с четкими гранями игольчатой формы полуводно-
193
го гипса – α-модификации. В результате снижается водопотребность гипса (В/Г) и, как следствие, увеличивается прочность гипсового камня (до 40 МПа в возрасте 7 сут). Выпускают следующие марки высокопрочного гипса: 200, 250, 300, 350, 400. Начало схватывания – не ранее 4 мин, конец – 8...20 мин.
Присущие демпферному гипсу короткие сроки схватывания объясняются наличием в нем значительных количеств растворимого ангидрита. Во избежание образования «вторичного» двугидрата при сбросе давления после пропаривания необходимо готовый продукт после выпуска пара из него сразу же выгрузить. Так как теплоемкость камня значительно меньше теплоемкости воды, то выгоднее пропаренный камень сразу же и охладить, а затем снова нагреть, поскольку идет значительно меньше топлива на высушивание оставшейся в камне воды.
Водонепроницаемость демпферного гипса в 4 раза выше, чем у строительного гипса. Потеря его в весе меньше, он менее растворим, медленнее схватывается, но более гигроскопичен, чем строительный гипс.
Высокопрочный гипс выпускают в небольшом количестве. Используют его в основном в металлургической промышленности для изготовления литейных форм.
В Уральской Луке построили двухэтажный городок из рассыпной ракушки и высокопрочного гипса. Поскольку климат там сухой, в эксплуатации такой материал долговечен. В нашем климате строить экстерьер – внешние стены из такого гипса нежелательно из-за его высокой гигроскопичности.
Ангидритовым цементом называют воздушное вяжущее вещество, состоящее главным образом из нерастворимого ангидрита (CaSO ) α и β- модификаций.
Получают его обжигом двуводного гипса в шахтных печах с выносными топками или вращающихся печах при температуре 600...700 °С и последующим помолом совместно с добавками катализатораов в виде щелочных и сульфатных активаторов. При обжиге в шахтных печах его предварительно измельчают в щековых дробилках до кусков размером 50…100 мм, а во вращающихся – 30…40 мм. При производстве ангидритового цемента из природного ангидрита его лишь сушат при 170…180 оС для улучшения размалываемости с названными добавками. В зависимости от этого ангидритовое вяжу-
щее называют безобжиговым или обжиговым.
Истинная плотность ангидритового цемента 2800…2900 кг/м3, плотность в рыхлонасыпном состоянии 850…100 кг/м3, а в уплотненном – 1200…1500 кг/м3. Для получения теста нормальной густоты обычно вводят 30…35 % воды. Начало схватывания этого цемента наступает не ранее 30 мин, а конец – через
8 ч.
Соотношение α и β- модификации в обожженном ангидрите зависит от температуры и продолжительности обжига. Структура безводного гипса – простая ромбическая решетка с элементарными ячейками по 4 молекулы каждая, низкая реакционная способность частично объясняется плотной упаковкой такой решетки. α-видоизмененная форма легко соединяются с водой, β- форма медленно присоединяет воду.
194
Твердение ангидритового цемента по данным П.П. Будникова обусловлено тем, что в присутствии воды и активатора на поверхности частиц ангидрита образуются неустойчивые комплексные соли. Они затем распадаются с выделением CaSО4·2H2О, который кристаллизуется, вызывая схватывание и твердение цемента:
CaSО4 + активатор + nH О → активатор CaSО4·nH2О (комплексная соль)
→ активатор + (n – 2) H2O + CaSО·2H2О
По мере повышения степени гидратации ангидрита прочность его увеличивается. При твердении, в отличие от низкообжиговых гипсовых вяжущих, ангидритовые вяжущие не увеличиваются в объеме.
Свойства активаторов в значительной степени отражаются на свойствах ангидритовых вяжущих. Вяжущие на сульфатных активаторах: – Na SО4, NaHSО4 (сульфат и бисульфат натрия), K2SО4, KHSО4, Al2(SO4) , FeSО4 и алюминевые квасцы – КАI(SО4) ·12H O, характеризуются повышенной скоростью твердения и прочностью, пониженной водостойкостью и склонностью к выцветам, по сравнению с вяжущими с добавками щелочных активаторов: извести (2…5 %), обоженного доломита (5…8 %), основного доменного шлака (10…15 %),топливных зол (10…20 %).
Ангидритовый цемент выпускают 4-х марок: 50, 100, 150 и 200. Марку цемента устанавливают по результатам испытаний образцов-кубов, изготовленных из раствора жесткой консистенции состава 1:3 (по массе с песком). Строительные растворы из ангидритового цемента выдерживают без видимого разрушения более 15 циклов замораживания и оттаивания.
Одной из разновидностей ангидритового цемента является отделочный ангидритовый цемент. Получают его путем одноили двухкратного обжига гипсового камня с малым содержанием оксида железа при 650 оС и выше. Для повышения белизны и технических свойств до обжига или после него добавляют алюминиевые квасцы, буру, сульфаты щелочных металлов.
Ангидритовые цементы применяют для приготовления легких и тяжелых бетонов, изготовления штукатурных и кладочных растворов, производства теплоизоляционных материалов, изготовления архитектурно-строительных деталей, искусственного мрамора и в виде штукатурок и плит. Декоративные изделия обычно полируют, покрывают воском или парафином, что придает им блестящую поверхность и защищает от атмосферных воздействий.
Эстрих-гипс получают обжигом двуводного гипса (редко ангидрита) при 800...1000 оС с последующим помолом в порошок. При этом происходит частичное разложение ангидрита:
CaSО4·2H2О → CaSО4 + 2Н2О 2CaSО4 → 2СаО + 2SО2 + О2
При затворении высокообжигового гипса водой СаО действует как катализатор – способствует образованию щелочной среды, в которой ускоряется
195
процесс превращения его в CaSО4·2H2О.
Структура эстрих-гипса не представляет собой однородный продукт. Он содержит две составные части: кристаллическую в виде зернышек и палочек «намертво» обоженного ангидрита CaSО4 и стекловидную аморфную массу в виде «свободной» СаО, включающую в себя кристаллическую часть.
Схватывание и твердение высокообжигового гипса при затворении его водой обусловлено образованием из безводного сернокислого кальция двуводного гипса.
Обжигают эстрих-гипс в шахтных или вращающихся печах. Медленные сроки схватывания его дают возможность хорошо уплотнить изделие, в результате чего повышаются их водо- и морозоустойчивость.
У эстрих-гипса есть одна особенность: поскольку В/Г отношение у него маленькое, а связь воды большая, из-за реакции СаО + Н2О → Са(ОН2), его первое время необходимо поливать.
Применяют высокообжиговый гипс в растворах для кладки и штукатурки наземных сооружений, изготовления бетонных изделий, в растворах для кирпичной кладки и штукатурки, а также для изделий из искусственного мрамора, бесшовных полов в животноводческих фермах. Такие полы теплые, мягкие, коррозиестойкие, эксплуатируются неограниченное число лет.
5.3.2 Строительная известь
Первые свидетельства использования извести как строительного материала датируется 4000 до н.э. египтянами, которые использовали известь и гипс
встроительстве пирамид. Впервые широко известь стала применяться в Греции для облицовочных работ и в гидротехнических сооружениях. Но лишь в римский период началось массовое применение извести для кладочных растворов. Римляне развили строительное искусство, оставив после себя знаменитые памятники Древнего мира. Витрувиус, римский архитектор, открывает первый известный «рецепт» для известкового раствора. В Римской империи, примерно 2000 лет назад, было открыто еще одно замечательное свойство извести. Впервые применив вулканический пепел в качестве добавок, был изобретён предок так называемого "пуцоланнового цемента", названного по месту залежей сырья близ города Поццуолли. Полученная смесь приобретает способность твердеть не только в сухих условиях, но и в воде.
ВКиевской Руси основным связующим материалом была известь. Получали ее путем обжига известняка в специальных печах, которая позже гасилась
вспециальных ямах. Для приготовления строительного раствора использовалась известь разного состава – из чистого известняка получалась жирная белая известь (воздушная), а из известняка с глинистыми примесями - серая (гидравлическая, которая обладает способностью схватываться во влажной среде и использовалась при кладке). Белую известь использовали в основном при штукатурной работе.
196
Воздушная |
известь получается в результате умеренного обжига, |
не доведенного |
до спекания (900...1000 °С) карбонатно-магниевых по- |
род, содержащих не более 6...8 % глинистого вещества.
Сырьем для получения извести служат: известняки (95 % СаСО3, 5 % MqCО3 – класс А), мел (98…99 % CaCO3 – класс А), доломит (35...45,7 % MqCО3 – классы: Г, Д, Е), доломитизированные известняки (35...20 % MqCО3 – классы: В, Г, Д, Е), известковые туфы, известняки глинистые (до 8 % тонкодисперсных глинистых веществ), магнезиальные известняки (5...20 % MqCО3 – классы: А, Б, В), карбонатные отходы производств (шламы ТЭЦ, карбонатный ил).
Из сырья классов А и Б получают жирную и тощую маломагнезиальную известь, отличающуюся пластичностью, и классов В и Г – магнезиальную, из классов Д и Е – доломитовую.
Способ производства извести во многом определяется физическими свойствами (влажностью, твердостью, прочностью) и химическим составом
сырья (рисунок 164). |
|
|
При |
получении |
воздушной извести из плотного маловлажного сы- |
рья добытый |
в карьере |
известняк поступает в дробильно-сортировочное от- |
деление, где дробится в щековых конусных дробилках и с помощью инерционных сит разделяется на фракции. Куски известняка размером 60...200 мм поступают со склада в шахтную печь, куда загружаются скиповым подъемником. Обжиг производится при температуре 900...1200 °С.
В зависимости от вида применяемого топлива шахтные печи имеют конструкции следующих типов. Печи, работающие по пересыпному способу – короткопламенные, в которых куски породы пересыпаются послойно с топливом (каменным углем, коксом, антрацитом). Печи с выносными топками – длиннопламенные, имеющие внизу обычно 4 топки, в которых сгорает топливо. Печи газогенераторные устроены таким образом, что сгорающее в топке топливо превращается в газообразное вещество, которое вводят в печь для сжигания. Более экономичными по расходу топлива и простоте конструкции являются печи, работающие по пересыпному способу, но из таких печей комовую известь выгружают вместе с золой.
197

а |
б |
г |
в |
д |
е
Рисунок 164 – Технологическая схема производства извести с применением шахтных печей:
а – добыча известняка; б – бункер; в – скиповый подъемник; г – шахтная печь; д – силос; е – щековая дробилка
Наиболее чистый продукт обжига и наиболее полный обжиг происходит в газогенераторных печах. Мелкодробленые известняки размером 10...30 мм после отделения от них частиц пыли обжигают в более совершенных вращающихся печах, в которых они благодаря медленному вращению, подвергаются равномерному обжигу (рисунок 165). Обожженная известь охлаждается в холодильнике (барабанном, шахтном, переталкивающем) и транспортируется на склад извести. Выходящие из печи газы очищаются в циклонах и электрофильтрах. Осажденная в очистных сооружениях пыль используется в сельском хозяйстве для нейтрализации кислых почв.
Частицы известняка размером 3…10 мм обжигаются в печах кипяще-
го слоя. Такая печь представляет собой металлическую шахту, футерован-
ную внутри огнеупорами и разделенную по высоте решетчатыми сводами на пять зон. В первых трех зонах происходит подсушка и подогрев известняка, в четвертой – декарбонизация, в пятой – охлаждение готовой извести. Из зоны в зону известняк передается через пересыпные устройства, имеющие ограничитель слоя материала на решетке. По периферии зоны обжига размещены горелки газа или мазута.
В нижней части печи установлена воздушная коробка с не провальной решеткой, через которую подается сжатый воздух. Холодный воздух попадает в зону охлаждения, где проходит через слой извести, интенсивно ее охлаждая, нагревается до 400...500 °С.
Нагретый воздух, поступая в зону обжига, расходуется на горение топлива, а образующиеся при этом горячие газы просасываются через зоны подо-
198
грева и подсушки. Здесь они отдают свою теплоту известняку и, охлажденные до 120 °С, направляются на очистку. Многозонность кипящего слоя позволяет получить известь высокого качества при небольшом расходе топлива.
При получении извести из влажного и низкопрочного сырья целесообразно применять мокрый способ производства. Подготовка сырья к обжигу в этом случае заключается в приготовлении шлама (водной меловой суспензии), который обжигают в длинных (150..170 м) вращающихся печах при 900...1200 °С.
Рисунок 165 – Схема обжига молотого известняка во вращающейся печи
Вместо вращающихся печей могут использоваться агрегаты для скоростного обжига. Применение для обжига башенной распылительной сушилки и циклонной печи дает возможность получать высококачественную известь (с содержанием СаО более 90 %) при низком расходе топлива. Обожженная известь охлаждается до 100...120 °С в холодильнике (барабанном, шахтном, колосниковом или другого типа) и транспортируется на склад комовой извести. Выходящие из печи газы проходят очистку в батарейных циклонах и электрофильтрах. Пыль, осажденная на очистных сооружениях, пневмотранспортом подается в силос известняковой муки. В процессе обжига исходное сырье, нагреваясь до t = 900...1200 °C, диссоциирует с большим поглощением тепла по реакции
СаСО3 + 180КДж → СаО + СO2 ↑
Поэтому производство извести связано со значительными затратами электроэнергии – более 114…152 МДж/т. Обжиг ведут таким образом, чтобы все куски были равномерно обожжены, так как недожог (СаСО3) является балластом, не обладающим вяжущими свойствами, и должен быть в последующем удален. Пережженные куски (пережог) образуются в местах более высоких температур (свыше 1200 °С) в виде оплавленных кусков. Наличие в обыкновенной строительной извести пережога снижает ее качество, так как пережог при затворении водой весьма медленно гасится. Поэтому наличие зерен пережога в строительном растворе приводит к тому, что гидратация зерен и связанное с этим увеличение объема вызывает растрескивание уже затвердевшего раствора.
Основной продукт обжига – негашеная известь, которая бывает двух видов: комовая (куски размером 10…20 мм) и молотая.
199
Влаборатории солнечных технологий в институте Пауля Шеррера (Paul Scherrer Institute-PSI) в Швейцарии при сотрудничестве с QualiCal (Италия) было проведено изучение возможной технологии получения извести с использованием солнечной энергии. Соответствующие предложения в этот проект поступили и из института энергетических технологий (Institute of Energy Technology – ETH) из Цюриха и германского Refratechnik GmbH.
Исследования по получению извести с использованием солнечной энергии были направлены на разработку солнечного реактора, в котором можно обрабатывать частицы известняка размером в 1…5 мм. Для получения извести высокой чистоты для специального использования в химическом и фармацевтическом производстве предназначался реактор мощностью 0,5…1 МВт. В течение трех месяцев прототип реактора мощностью 10 кВт был смонтирован и испытан в PSI.
Входе разложения известняка под воздействием солнечного излучения
получена полностью (степень обжига близка к 100 %) обожженная высокореакционная (температура гашения 60 оС достигается в течение от нескольких секунд до нескольких минут) известь. Также успешно происходило разложение магнезита с образованием оксида магния.
Внастоящее время осуществляется модернизация прототипа реактора мощностью 10 кВт. Целью второй серии экспериментов является дальнейшее увеличение термической эффективности реактора примерно на 20 %. Реактор
стермической эффективностью, близкой к 40…55 %, в котором получается качественная известь, показывает, что использование отапливаемой солнечной энергией промышленной установки является экономичным путем сниже-
ния эмиссии СО2 при производстве извести для специальных целей.
Молотая негашеная известь. Негашеной известью обозначают любую разновидность, полученную обжигом карбонатно-магниевой породы до удале-
ния СО2, не подверженную гидратации и состоящую преимущественно из СаО. Продукт обжига иначе еще называют комовой известью или известью кипелкой. По виду это легкие пористые куски белого или серого цвета, так как из них
удаляется 44 % СО2, а объем остается постоянным. Если сырье содержит примеси, помимо СаО образуется MqO и небольшое количество силикатов, алюминатов и ферритов кальция.
Негашеная известь имеет следующий химический состав, масс. % : CaO
– 67…85, MqO – 7…35, Fe2O3 + Al2O3 + SiO2 менее 8.
Если в извести примеси MqO не более 5 %, ее называют кальциевой, от 5 до 20 % – магнезиальной, а при 20…35 % – доломитизированной.
Естественно, чем меньше содержание MqO, тем лучше, «жирнее» известь, и наоборот – чем больше их, тем более «тощая» получается известь.
Комовую известь после предварительного дробления размалывают в мельницах до тонкого мучнистого состояния (зерен размером менее 0,08 мм должно быть 85 %). Применение молотой извести имеет ряд преимуществ: используется вся комовая известь, устраняется не только вредное воздействие, но и рационально используется пережог; утилизируется тепло, которое выделяется при гидратации извести, что ускоряет процессы ее схватывания и
200
твердения. Саморазогревание материала (раствора или бетона) способствует росту прочности, что особенно важно при зимних работах (каменной кладке и др.). В молотую негашеную известь можно вводить тонкомолотые минеральные добавки: доменные и топливные шлаки, золы и др. Продукт совместного помола негашеной извести и карбонатной породы называют карбонатной известью. Молотая негашеная известь при хранении на воздухе теряет свои вяжущие свойства, поэтому ее используют сразу после помола. Применение молотой негашеной извести для изготовления автоклавных силикатных изделий позволяет вследствие образования гидросиликатов кальция получать бетоны значительной прочности (30…40 МПа). Существенным недостатком молотой негашеной извести является пыление, вредность, что вызывает необходимость надевать специальные маски, респираторы.
Гашение извести. При использовании в строительстве воздушную известь гасят, т.е. переводят в гашеную или в известковое тесто.
Гашение – особый технологический процесс, используемый только в производстве извести. Он протекает по реакции
СаО + Н2O→ Са(ОН)2.
При гашении извести выделяется значительное количество теплоты: 1160 кДж на 1 кг оксида кальция. Это значит, что одним килограммом гасящейся кипелки можно вскипятить 2,5 л воды.
Выделяющаяся теплота вызывает кипение воды, поэтому негашеную известь называют кипелкой. Превращение комовой извести в порошок происходит под действием паров воды, выделяющихся при гашении извести.
Гашение протекает медленно вследствие образования на поверхности известковых зерен тестообразного слоя, препятствующего доступу воды к внутренним слоям извести. Для ускорения гашения рекомендуется энергичное перемешивание массы и повышение температуры используемой воды. По времени гашения различают три вида извести: быстрогасящуюся, среднегасящуюся и медленногасящуюся – со временем гашения соответственно не более 8 мин, не более 25 мин и не менее 25 мин.
Теоретически для гашения извести в пушонку необходимо 32,13 % воды от массы кипелки. Практически ее берут в 2...3 раза больше, так как значительная часть воды испаряется, т. е. около 70 % от массы извести. Необходимое для гашения извести в тесто количество воды в среднем составляет около 2,5 л на 1 кг кипелки при содержании воды в конечном продукте – известковом тесте – порядка 50 %.
Подавляющая часть извести-пушонки производится механизированно на заводах в гидраторах периодического или непрерывного действия. При энергичном перемешивании извести с водой происходит быстрая гидратация. Получаемое пластичное тесто в результате испарения влаги превращается в порошок. В дальнейшем идет гидратация непогасившихся частиц и сушка порошка за счет накопленной теплоты (рисунок 166).
201

Рисунок 166 – Гидратор для гашения извести:
1 – привод; 2 – емкости для воды; 3 – лопастная мешалка
Для гашения извести в тесто в настоящее время широко применяют механизированный способ, осуществляемый по следующей схеме:
складирование комовой извести → дробление → гашение с получением известкового молока → отстаивание молока для получения теста.
Гашение извести в тесто осуществляется в барабанных гасителях, известегасителях типа «ЮЗ», термомеханических известегасилках.
На рисунке 167 представлена современная термомеханическая известегасилка непрерывного действия, работающая с использованием теплоты, выделяющейся при гидратации. Барабан известегасилки состоит из двух цилиндров, вставленных друг в друга с зазором и образующих тем самым теплообменник, в который поступает вода. За счет теплоты, выделяющейся при гидратации, она подогревается до 40...45 °С и поступает для гашения внутрь барабана. Барабан разделен решетчатой диафрагмой на камеры гашения и измельчения, в которой шарами измельчаются непогасившиеся частицы.
В этом случае гидратная известь приобретает тонкомучнистое состояние (размер зерен менее 0,01 мм) с увеличением объема в З...3,5 раза для жирной и в 1,5...2 раза – для тощей извести. Полученная при гашении малым количеством воды гидратная известь, значительно разрыхленная за счет резкого увеличения пустотности, называется пушонкой, это наиболее концентрированная разновидность гидратной извести. Для гидратации необходимо добавлять около 33% воды, однако в зависимости от состава извести, размера кусков и температуры обычно воды берут в два раза больше. Малое количество воды при гашении способствует повышению температуры до 550 °С. С учетом того, что температура воспламенения древесины составляет 450 °С, возможен по-
жар.
Рисунок 167 – Термомеханическая известегасилка непрерывного действия:
1 – загрузочный бункер;
2 – барабан; 3 – люк разгрузки отходов; 4 – решетчатая диафрагма; 5 – камера измельчения; 6 – патрубок; 7 – сливной лоток; 8 – электродвигатель; 9 – сварная рама
202
Помимо известкового теста применяют известковый шлам, известковое молоко и известковую воду.
Известковый шлам – это коллоидная суспензия гидратной извести, который имеет консистенцию густых сливок. В отличие от известнякового теста он не обладает пластичностью, поэтому легко перекачивается насосом. Как вязкая жидкость содержит 55...73 % свободной воды.
Известковое молоко получают добавлением 100 % воды. Это водная коллоидная дисперсия, в которой твердое вещество составляет 1...20 %. Имеет консистенцию цельного молока.
Известковая вода – чистый насыщенный или ненасыщенный раствор Са(ОН)2, не содержащей твердой извести. Получают из растворных суспензий фильтрацией или седиментацией с последующей декантацией.
Процессы, происходящие при твердении извести. Затворенная опти-
мальным количеством воды известь на воздухе начинает медленно схватываться и твердеть. Известково-песчаный строительный раствор при твердении в сухой среде на 28-е сутки достигает прочности 0,2...0,5 МПа, а на 90-е сутки
–0,4...0,8 МПа.
Впроцессе твердения в начале испаряется свободная, физически несвязанная вода, в результате тесто уплотняется, а затем из насыщенного раствора
начинает кристаллизоваться Са(ОН)2, который постепенно превращается в прочный кристаллический сросток. Вследствие взаимодействия гидратной извести с углекислым газом воздуха на поверхности происходит процесс карбонизации с выделением воды по реакции
Са(ОН)2 + СO2 → СаСO3 + Н2O
Образовавшаяся на поверхности корочка карбоната кальция затрудняет проникновение СО2 вглубь, поэтому в более глубоких слоях происходит кристаллизация преимущественно Са(ОН)2. Таким образом, дальнейшее нарастание прочности известкового теста обусловливается уплотнением студнеобразной массы при ее высыхании, кристаллизацией Са(ОН)2 и ее карбонизацией.
Технические требования к воздушной извести. Строительные мате-
риалы на воздушной извести имеют невысокую прочность, так на 28-е сутки твердения в сухой среде предел прочности при сжатии гашеной извести 0,4...
1,0 МПа, а молотой негашеной извести – 1...5 МПа. Поэтому сорт воздушной извести устанавливают не по прочности, а по активности и другим показателем состава (ГОСТ 9179-77).
По содержанию активных СаО+MqO, непогасившихся зерен, воздушную негашеную комовую или молотую известь делят на три сорта в соответствии с требованиями таблицы 51.
Известь бывает быстрогасящаяся – время гашения не более 8 мин, среднегасящаяся – время гашения 8…25 мин и медленногасящаяся – более 25 мин.
Таблица 51 – Технические требования для извести
203
|
|
|
Нормы для сортов извести |
|||
Показатели |
|
кальциевой |
магнезиальной и до- |
|||
|
|
|
ломитовой |
|
||
|
|
|
|
|
||
|
|
|
|
|
|
|
|
1 |
2 |
3 |
1 |
2 |
3 |
Содержание активных CaO + MqO в рас- |
|
|
|
|
|
|
чете на сухое вещество, %, не менее: |
|
|
|
|
|
|
в негашеной извести без добавок |
90 |
80 |
70 |
85 |
75 |
65 |
в негашеной извести с добавкой |
65 |
55 |
– |
60 |
50 |
– |
Содержание активной MqO, %, не более |
5 |
5 |
5 |
20(40) |
20(40) |
20(40) |
Содержание углекислоты СО2,%, не более: |
|
|
|
|
|
|
без добавок |
3 |
5 |
7 |
5 |
8 |
11 |
с добавками |
4 |
6 |
– |
6 |
9 |
– |
Содержание непогасившихся зерен в |
7 |
11 |
14 |
10 |
15 |
20 |
негашеной комовой извести, %, не более |
|
|
|
|
|
|
|
|
|
|
|
|
|
Воздушную известь применяют для приготовления строительных растворов, используемых для кладки и штукатурки, укрепления суглинистых грунтов, подгрунтовки, приготовления водных красок, водоэмульсионных битумных мастик.
Воздушная известь (молотая и пушонка) является существенной добавкой при производстве известков – пуццолановых цементов на основе молотых шлаков, горелых пород, опоки и др. Известь применяют для изготовления силикатного кирпича, блоков, силикатных бетонов (ячеистых, легких и тяжелых).
Комовую воздушную известь перевозят навалом, защищая от загрязнения и увлажнения, а гидратную (пушонку) и молотую – в специальных бумажных, битумированных мешках. Известковое тесто перевозят в специальных приспособленных кузовах автомобилей самосвалов. Комовую известь, поступающую на строительную площадку, при гашении переводят в известковое тесто и в таком виде она храниться в творильных ямах (при малых объемах работ). Гидратная известь может храниться непродолжительное время в мешках в сухих складах. Молотую известь не следует хранить более 30 суток. В последнее время для предохранения молотой извести от быстрой потери активности, ее гидрофобизируют в процессе помола путем введения около 1 % мылонафта или асидола.
5.3.3 Магнезиальные вяжущие
История магнезиальных цементов насчитывает много столетий. Магнезиальные цементы на основе фосфата магния из фекалий животных или фер-
204
ментированных растительных материалов и обожженной магнезии использовались древними строителями для кладки кирпичных стен во многих странах древнего мира. Эти цементы были обнаружены в Великой Китайской стене. Многие ступы в Индии, построенные с использование магнезиальных цементов, стоят и сегодня. Смеси оксида магния были использованы в древние времена в Германии, Франции, Мексике и Латинской Америке, Швейцарии, Индии, Китае, Новой Зеландии и других странах. Ещë в древности была замечена высокая совместимость магнезиальных вяжущих с древесными материалами. В Германии в течение сотен лет магнезиальные цементы применялись в строительстве, искусство их изготовления и применения передавалось из поколения в поколение.
Новое открытие магнезиального цемента было сделано в 1867 г. французским инженером Станиславом Сорелем, который описал состав и свойства этого вяжущего и получил первые патенты на данный материал. С. Сорелем совместно с Густавом Бишофом (Германия) был изобретен и из широко ныне применяемых материалов – ксилолит.
Магнезиальные вяжущие имеют следующие преимущества: высокую прочность на сжатие, изгиб, износостойкость и эластичность, малую усадку, быстрое твердение, стойкость к действию масел, лаков, красок, органических растворителей, щелочей, солей, включая сульфаты, очень высокую огнестойкость, абсолютную экологическую чистоту, бактерицидные свойства. Тогда же были обнаружены и отрицательные стороны магнезиальных вяжущих, в первую очередь, их незначительная водостойкость. С тех пор магнезиальные цементы претерпели как взлеты, так и почти полное забвение.
Магнезиальными вяжущими веществами являются тонкоизмельченный каустический магнезит и каустический доломит, которые получают умеренным обжигом соответственно природных магнезитов и доломитов.
Согласно ГОСТ 1216-87, магнезиальные вяжущие подразделяют на марки I, II, III, IV с содержанием MqO соответственно не менее 88, 87, 83 и 75 %. Порошок марки IV с содержанием не менее 75 % оксида магния, 4,5 % оксида кальция и 3, 5 % оксида кремния применяют в качестве вяжущего.
Каустический магнезит изготавливают обжигом магнезита MqCO3 в шахтных или вращающихся печах при 650... 850 °С. Реакция разложения карбоната магния эндотермическая с затратой 1440 кДж теплоты на 1 кг MqCO3 или 3030 кДж на 1 кг MqO. Разложение MqCO3 начинается примерно при 400 оС, но протекает достаточно полно лишь при 600…650 оС. При увеличении температуры обжига сверх 800 оС оксид магния постепенно уплотняется и приобретает крупнокристаллическое строение. В таком виде его называется периклазом, с водой он почти не взаимодействует.
В процессе обжига углекислый газ удаляется, а магнезию MqO размалывают в тонкий порошок и упаковывают в стальные бочки, так как при хранении на воздухе она быстро теряет активность из-за высокой гигроскопичности.
MqCO3 → MqO + CO2↑
205
Магнезиальные вяжущие затворяют не водой, а растворами хлористого магния MqCI2·6H2O или сернокислого магния MqSO4·7H2O. Это связано с тем, что MqO в воде плохо растворяется, а в солях ее растворимость значительно выше. Магнезиальные вяжущие на растворе сернокислого магния менее прочные.
Твердение каустического магнезита основано на образовании Mq(OH)2, которое в виде кристаллов выпадает из пересыщенного раствора. Образовавшийся гидроксид магния частично участвует в образовании пентаоксихлорида магния состава MqCI2·5Mq(ОН)2·(7…13)H2O. При дальнейшем твердении метастабильный пентаоксихлорид перекристаллизовывается в стабильный триоксихлорид магния состава MqCI2·3Mq(ОН)2·7H2O. Установлено также наличие как оксигидрохлорида магния, так и гидрооксида магния.
Магнезиальные вяжущие относятся к быстросхватывающимся и быстротвердеющим. Начало схватывания не ранее 20 мин, конец – не позднее 6 ч.
Предел прочности при сжатии стандартных образцов, изготовленных из раствора жесткой консистенции состава 1:3 и испытанных в возрасте 28 суток, достигает 40...60 МПа (марки 400, 500 и 600). Предел прочности при растяжении через одни сутки должен быть не менее 1,5 МПа.
Сырьем для производства каустического доломита служит MqCa(CO3)2. Получают его путем обжига природного доломитизированного известняка по той же технологии, при температуре до 900 °С, в результате чего происходит диссоциация:
MqCa(CO3) → MqO + СаСО3 + CO2 ↑,
а карбонат кальция остается неразложившимся в виде балласта. После охлаждения продукт обжига размалывают и упаковывают стальные бочки.
Каустический магнезит менее гигроскопичен, обладает меньшей активностью, по сравнению с каустическим магнезитом. Образцы на каустическом доломите имеют меньшую прочность от 10 до 30 МПа (марки 100, 150, 200 и 300).
На основе каустического магнезита и доломита с использованием минеральных заполнителей получают тяжелые бетоны, из которых производят высокопрочные полы и разного рода покрытия. Их устраивают в современных торговых центрах, общественных зданиях разного назначения, промышленных цехах, автомойках, в ангарах для стоянки самолетов.
Используют магнезиальные вяжущие и при производстве штучных изделий, изготавливаемые из тяжелых бетонов и растворов: мельничные жернова, точильные камни, ступени для лестниц, плитки для пола и кровли.
На их основе готовят сухие строительные смеси для внутренней и внешней отделки зданий и сооружений: искусственный мрамор, штукатурные, шпатлевочные, составы для малых скульптурных форм, минеральные краски и растворы для художественного оформления интерьеров.
206

Получают материалы специального назначения: составы для огнезащиты
изащиты от биологической коррозии строительных сооружений, изделия для огнеупорной промышленности, абразивы.
Для производства теплоизоляционных и отделочных материалов используют ксилолит (опилкобетон), фибролит (стружкобетон) и арболит (бетон на основе кусочков древесины).
Ксилолит (от гр. xelon – древесина) – один из эффективных материалов
для устройства полов. Ксилолитовые полы обладают низкой теплопроводностью (λ = 0,1…0,25 Вт/моС) и высоким сопротивлением истиранию (твердость по Бринеллю более 40 МПа, Rсж = 20…35 МПа). Полы устраивают бесшовными
исборными из плиток, они теплые, бесшумные и не пылящие. Для уменьшения стираемости ксилолита в раствор вводят до 20 % асбеста, талька или каменной муки. Ксилолитовые полы могут применяться в мстах общего пользования: торговых комплексах, зданиях вокзалов, кинотеатрах, а также в промышленных зданиях, особенно там, где не должно быть пыли и статического электричества.
ВЕкатеринобурге выпускают стекломагнезитовые плиты для внутренней
инаружной отделки, представляющие собой ксилолитовую плиту, сверху и снизу армированную стеклотканью. Плиты хорошо поддаются окраске, их отделывают минеральной крошкой или фанерой (рисунок 168).
Рисунок 168 – Стекломагнезит во внутренней и внешней отделке
На основе магнезиального вяжущего можно получить твердеющий в естественных условиях пеномагнезит со средней плотностью 400…600 кг/м3. Пеномагнезит имеет следующие показатели: прочность при сжатии на 28-е сутки 1…2 МПа, водопоглощение 17…25 %, коэффициент теплопроводности 0,093…0,112 Вт/моС, огнестойкость выше 350 оС, морозостойкость не менее 25 циклов.
207
5.3.4 Растворимое стекло
Точных хронологических данных о времени и обстоятельствах изобретения растворимого стекла в исторических письменных документах не сохранись, поскольку оно не могло иметь в то время никакого практического применения.
Достаточно достоверные сведения об изготовлении растворимого стекла имеются в работах средневековых алхимиков. Так, например, у алхимика Валентина (1520 г.) можно найти краткое упоминание о растворимом стекле, получаемом путем сплавления смеси соды и песка, взятых и определенных количествах. В XVI в. делались попытки использовать растворимое стекло для изготовления искусственных камней и пропитки древесины. В 1640 г. ванГольмонт, сплавляя песок (или тонко измельченный кремень) с избытком соды, получил после охлаждения прозрачную стекловидную массу, сильно гигроскопическую и хорошо растворимую в воде. В 1618 г. Иоган Глаубер, независимо от ван-Гельмонта, приготовил растворимое стекло, описал его свойства и некоторые реакции. Попытки Глаубера найти применение растворимого стекла не имели в то время никакого успеха.
Широкую известность и большое распространение получило растворимое стекло в начале XIX в. после работ немецкого ученого Иогана Фукса. Результаты своих исследований он опубликовал в 1825 г. в монографии под заглавием «О новом полезном продукте из кремнезема и едкого калия». Фукс предлагал использовать растворимое стекло в самых разнообразных направлениях: в качестве клеящего вещества, вяжущего для огнеупорных материалов, для изготовления красок, для закрепления естественных и природных камней. После опубликования работ Фукса в первой и второй половине XIX в. в Германии, Англии, Франции появилось большое количество работ по исследованию растворимого стекла. Среди ученых того времени, занимавшихся этим веществом, можно отметить Кульмана, Либиха, Ордвея, Дюма, Реньо, Метчерлиха, Эбеля, Бюхнера и др. В 1826 г. в Аугсбурге был впервые построен небольшой завод но производству растворимого стекла. В 1835 г. в Германии впервые начался заводской выпуск растворов жидкого стекла. В 1840 г. небольшой завод растворимого стекла был построен в Богемии.
Кульман в Лиле (Франция) изготавливал растворимое стекло н пытался использовать его в производстве искусственных камней, строительных растворов и штукатурок. В 1843 г. Госсаж в Англии получил патент па изготовление растворимого стекла из смеси поваренной соли и тонко измельченного кварца путем обработки смеси водяными парами при высокой температуре. Фукс впервые предложил растворять стекло в автоклаве при повышенном давлении, что имело впоследствии большое практическое значение.
Производство растворимого стекла в незначительных масштабах начинает развиваться с 60-х гг. прошлого столетия во Франции, Англии, Бельгии, Голландии и других странах. В США растворимое стекло стало производиться впервые по время гражданской войны между южными и северными штатами (1861…1864 гг.) вследствие острого недостатка в канифоли, употребляемой в
208

мыловаренном производстве. В настоящее время США по выпуску растворимого стекла занимает одно из первых мест среди капиталистических стран.
В России со свойствами жидкого стекла познакомились после опубликования работ Фукса. В первой половине XIX в. оно привозилось в нашу страну исключительно из Германии в очень небольших количествах. Постройка заводов кустарного типа стала возможной у нас только в 80-х гг. прошлого столетия. В дореволюционный период общая производительность наших заводов исчислялась весьма скромными числами.
Растворимое стекло – коллоидный раствор силиката натрия или калия, который получают путем сплавления в стекловаренных печах при температуре 1300…1400 оС кварцевого песка с поташом или сульфатом натрия, кальцинированной содой, в результате чего получается расплав по реакции
Na2CO3+ nSiO2 → Na2O·nSiO2+ CO2 ↑;
K2CO3 + nSiO2 → K2O·nSiO2+ CO2 ↑
При сплавлении с сульфатом натрия вводят катализатор – угольный порошок:
Na2SO4+ nSiO2+C → Na2O·nSiO2 + SO4 + СO2 ↑
Расплав выпускают на металлические листы или в разборные вагонетки. При быстром охлаждении стеклянная масса распадается на силикатные глыбы
– стекловатые, полупрозрачные, слабоокрашенные (в зависимости от примесей) куски с острыми рёбрами, практически нерастворимые в воде.
Растворимое стекло применяют в растворенном состоянии, поэтому его часто называют жидким стеклом. Для перевода в жидкое состояние силикатглыбу дробят, загружают в автоклав, подают пар, создавая давление 0,5...0,6 МПа, и силикат-глыба переходит в коллоидный раствор – силикат-раствор.
Другой способ получения непосредственно силикат-раствора заключается в том, что в автоклав загружают диатомит или трепел (вещества, содержащие аморфный кремнезем) и едкий натр, где под давлением пара получается непосредственно коллоидный раствор жидкого стекла.
Свойства растворимого стекла определяются его модулем, т.е. отношением количества кремнезема к окиду натрия (или калия):
SiO2
M = K 2 O .
Чем выше модуль, тем труднее растворяется стекло, однако тем неустойчивее раствор.
Различают высокомодульное стекло с М = 3,5...3,9, среднемодуль-
ное с М = 3,0...3,5 и низкомодульное с М = 2,0...2,8.
Требования к жидкому стеклу приведены в таблице 52. Силикат-
раствор, как коллоидная система, легко коагулирует при воздействии слабых
209
кислот и солей, а также при попадании в него тонких порошкообразных веществ. При этом из раствора выделяется хлопьевидный мучнистый осадок. При длительном хранении даже в закрытой таре происходит (в особенности у высокомодульных растворов) частичное выпадение аморфного кремнезема. При этом значение модуля постепенно снижается.
Таблица 52 – Технические показатели различного вида стекол
Показатель |
Вид жидкого стекла |
|
|
|
|
|
|
|
содовое |
содово-сульфатное |
сульфатное |
|
|
|
|
Плотность, г/см3 |
1,5…1,55 |
1,48…1,5 |
1,48...1,5 |
Модуль стекла |
2,6…3,0 |
2,56…3,0 |
2,56…3,0 |
Химический состав, %: |
32,0…34,5 |
|
|
кремнезема |
28…32 |
28…32 |
|
оксида натрия |
11,0…13,0 |
10…12 |
10…12 |
оксида кальция, |
0,20 |
|
|
не более |
0,3 |
0,35 |
|
серного ангидрита, не более |
0,18 |
1,0 |
1,5 |
оксида железа с оксидом алю- |
0,25 |
|
|
миния, не более |
0,4 |
0,5 |
|
воды, не более |
57 |
60 |
60 |
|
|
|
|
Растворимое стекло применяют разной вязкости. Разжижают его мягкой водой, так как жесткая вода коагулирует раствор. При работе с растворимым стеклом необходимо пользоваться резиновыми перчатками, фартуком и защитными очками.
При твердении на воздухе раствор образует клеящую плотную пленку, которая со временем может разрушаться при взаимодействии с водой и углекислотой воздуха. Для ускорения твердения растворимого стекла в него добавляют кремнефтористый натрий Na2SiF6.
В строительстве оно используется для силикатизации шоссейных дорог, укрепления грунтов, изготовления кислото-, жаро- и огнеупорных бетонов; предохранения поверхности камня от воды и коррозии; обработки поверхности бетона с целью придания ему большей плотности; приготовления огнезащитных силикатных обмазок; укрепления плывунных песков, цементов.
Впромышленности стройматериалов – для изготовления облицовочных
икислотоупорных плиток, теплоизоляционных материалов и изделий. В стекольной промышленности – для брикетирования шихты, закалки стекла и ряда других целей. В керамической промышленности употребляется в качестве пептизатора каолиновых и глинистых суспензий, для приготовления керамических красок и глазурей, для получения силикатных фильтров и т. п. изделий.
5.4Гидравлические вяжущие вещества
210
5.4.1Гидравлическая известь
В1818 г. французский инженер Вика, работы которого начались в 1812 г., высказал мнение и доказал опытом, что всякий известковистый минерал, содержащий глину в известном количестве, способен дать так называемую гидравлическую известь после надлежащего прокаливания. С 1837 по 1841 гг. Вика показал, что большая часть глин владеет свойством превращаться в пуццоланы вследствие обжига, т. е. затвердевать с известью под водой, почему продукт обжига глин и назвали искусственной пуццоланой (цемянкой). Вика предпринял затем исследование разных французских глин, мергелей, известняков, благодаря которым во Франции быстро стало развиваться производство гидравлических известей и цементов, получаемых прокаливанием естественных глинистых известняков.
Гидравлическая известь – продукт умеренного обжига мергелистых известняков, содержащих от 8 до 40 % глинистого вещества (класс Ж).
Для обжига применяют шахтные или вращающиеся печи. Температуру и режим обжига (900...1000 °С) выбирают в зависимости от состава
иструктуры обжигаемого материала. Цель обжига связать в химические соединения с известью как можно большую часть примесей. Температура об-
жига в связи с этим обычно на 50 С выше, чем при обжиге воздушной извести. Вследствие частичного плавления куски гидратной извести после обжига похожи на клинкер. Чем было больше в сырье глины, тем больше образуется комплексных соединений, обладающих гидравлическими свойствами:
CaO·SiO2, CaO·AI2O3, CaO·Fe2O3 (таблицы 53, 54).
Таблица 53 – Химический состав сырьевых материалов для получения гидравлической извести
Компо- |
Слабогидрав- |
Среднегидравли- |
Сильногидрав- |
Романцемент |
нент |
лическая |
ческая |
лическая |
(Германия) |
|
(Англия) |
(Германия) |
(Франция) |
|
SiO2 |
5,0 |
7,4 |
10,3 |
16,9 |
Al2O3 |
2,2 |
2,7 |
0,35 |
0,5 |
Fe2O3 |
2,0 |
5,3 |
0,30 |
0,5 |
CaO |
48,7 |
40,8 |
48,3 |
43,9 |
MgO |
1,9 |
4,5 |
0,3 |
0,6 |
CO2+H2O |
40,3 |
37,1 |
40,5 |
38,3 |
Показ. |
0,4 |
0,6 |
0,7 |
1,05 |
цемента |
|
|
|
|
|
|
|
|
|
211
Таблица 54 – Химический состав гидравлической извести
Компо- |
Слабогидравли- |
Среднегидравли- |
Сильногидрав- |
Романцемент |
нент |
ческая |
ческая |
лическая |
(Германия) |
|
(Англия) |
(Германия) |
(Франция) |
|
SiO2 |
7,6 |
11,9 |
21,7 |
31,1 |
Al2O3 |
11,6 |
4,3 |
1,8 |
4,4 |
Fe2O3 |
0,96 |
8,5 |
0,6 |
2,2 |
CaO |
79,1 |
65,7 |
74,0 |
58,4 |
MgO |
– |
7,3 |
0,7 |
1,1 |
Na2O+K2O |
Следы |
Следы |
Следы |
0,94 |
SO3 |
– |
– |
– |
0,6 |
CO2+H2O |
– |
– |
– |
1,28 |
Показ. |
0,4 |
0,6 |
0,99 |
1,56 |
цемента |
|
|
|
|
По этому признаку все гидравлические извести делят на слабогидравлические (в состав сырья входит от 8 до 20 % глины; МГ = 4,5…9; СаОaкт+ MqОaкт = 40...65 %; MqO не менее 5%) и сильногидравлические (в состав сы-
рья входят от 20 до 40 % глины; МГ = 1,7…4,5; СаОакт + МqОакт ≤ 40 % , МqО не более 5 %).
Слабогидравлическую известь, ввиду незначительного количества комплексных соединений, сразу же после обжига гасят. Для ускорения гашения используют горячую воду и защищают гасящуюся массу от потерь теплоты. Обычно на гашение расходуется 6...12 % воды. После гашения извести в гидраторах ее транспортируют в силосы для вылеживания и полного гашения. Гашеная гидравлическая известь поступает в сепаратор для отделения мелких фракций от более крупных непогашенных. Их помол осуществляют в трубных мельницах. Сильногидравлическую известь после охлаждения размалывают до тонкого порошка.
Гидравлическая известь – порошок серого цвета, по тонкости зерен грубее, чем воздушная известь – (р = 2,5...3 г/см3, ро= 850...1100 кг/ м3). Оценивают гидравлическую известь по прочности и тонкости помола. Предел прочности при сжатии образцов состава 1:3 с нормальным песком при комбинированном хранении 7 сут во влажной среде и 21 сут – в воде для слабогидравлической извести составляет Rсж = 0,5...1,7 МПа, Rизr = 0,4 MПa, а сильногидравлической – 2,5...5 МПа, Rизr = 1 MПa. Остаток на сите № 008 соответственно не должен превышать 10 %.
При твердении гидравлической извести физико-химические процессы воздушного твердения сочетаются с гидравлическим твердением. Процессы воздушного твердения обусловливаются наличием Ca(OH)2, которая при испарении излишней влаги постепенно кристаллизуется, а под действием углекислого газа подвергается карбонизации. Гидравлическое твердение извести происходит в результате гидратации силикатов, алюминатов и ферритов кальция. Образующиеся при этом в коллоидном состоянии гидросиликаты, гидроаллюминаты и гидроферриты кальция, переходя в кристаллическое состояние, уплотняют и упрочняют известковый камень.
212
Гидравлическую известь применяют для приготовления кладочных растворов в сухой и влажной среде как вяжущее для бутовой кладки, а сильногидравлическую известь – для бетонов низких марок.
5.4.2 Романцемент
Незадолго до Вика, Джеймс Паркер открыл, что глинистые почвы устьев Темзы с 30…35 % глины после обжигания и измельчения дают цемент, на производство которого он и взял патент, назвав свой цемент – романским. Несколько лет спустя такое же открытие было сделано французами в Булони. Во Франции они тоже получили название романских цементов или быстротвердеющих (быстросхватывающихся), но впоследствии из естественных глинистых известняков стали делать и медленно схватывающиеся цементы, почему за всеми цементами этого рода оставлено только название романских, без других характеристик.
Романцемент в России известен с начала XVIII в. и широко применялся до начала XX в., после чего его вытеснил портландцемент.
Романцемент – продукт тонкого помола обожженных при температуре 900...1100 С известняков или магнезиальный мергелей, содержащих от 20 до 40 % глинистого вещества.
Романцемент состоит из 2CaО·SiO2, CaO·Al2O3, 5СаО·3AI2O3, 2CaO·Fe2O3, MqO и некоторого количества СаО.
MГ= |
|
CaO MqO |
|
= 1,1…..1,7. |
||
Al O Fe O SiO |
||||||
2 |
3 |
2 |
3 |
2 |
|
|
По свойствам он приближается к сильногидравлической извести. Романцемент изготавливают трех марок: 25, 50 и 100.
Прочность на 28-е сутки образцов состава 1:3 должен составлять соответственно Rсж ≥ 2,5 , 5 и 10 МПа, 15 МПа.
Производство романцемента заключается в обжиге сырья и помоле обожженного продукта в тонкий порошок в паровых или трубных мельницах. При помоле желательно в смесь вводить до 15 % активных (гидравлических) добавок и до 5 % природного CaSО4·2H2О. Молотый романцемент выдерживают несколько недель, для того чтобы он приобрел свойство равномерно изменять объем при твердении. В это время происходит естественное (под влиянием влаги воздуха) гашение содержащихся в нем остатков свободной СаО.
По внешнему виду это порошок желтоватого или красно-бурого цвета ρ = 2,6...3г/см3. Начало схватывания – не ранее 15 минт, конец схватывания – не позднее 6 ч после затворения водой.
Романцемент применяют для приготовления кладочных и штукатурных растворов, бетонных подготовок под полы, фундаментов с малыми напряжениями и бетонных камней. Для железобетона романцемент не используют, так как он не достаточно прочен. Бетоны и растворы, приготовленные на романцементе, следует защищать от воздействия воды в течение первых 3...5 дней.
213
5.4.3 Портландцемент
В1824 г. Джозеф Aспдин, британский каменщик, получил патент на «Усовершенствованный способ производства искусственного камня», который он создал на собственной кухне. Изобретатель нагрел смесь хорошо подробленного известняка и глины в кухонной печи, после раздробил комок смеси в порошок и получил гидравлический цемент, который затвердел при добавлении воды. Aспдин назвал полученный продукт портландцементом, потому что при производстве он использовал камни с карьера, который находился на острове Портланд. Однако только 30 лет спустя после этого открытия английские портландцементы получили распространение, а затем и преобладание. Толчок дала Лондонская всемирная выставка 1851 г., после которой на континенте весь портландцемент назывался английским.
Полученное Аспдином вяжущее не было портландцементом в современ-
ном смысле этого слова, а представляло собой разновидность романцемента, полученного при несколько повышенной температуре обжига (900…1000 оС), однако название «портландцемент» сохранилось и поныне.
В1825 г. Егор Герасимович Челиев в книге «Полное наставление, как приготовлять дешевый и лучший мертель или цемент, весьма прочный для подводных строений» обобщил опыт улучшения свойств вяжущих материалов, накопленный при восстановлении Кремля, разрушенного во время Отечественной войны 1812 г. Челиев начинал работать в Саратове, затем стал участником восстановления Москвы после пожара 1812 г. Именно тогда он начал проводить эксперименты с различными материалами, чтобы найти скрепляющий состав для кирпича и камня. Стремление получить ещё более совершенный вид гидравлического вяжущего привело русского строителя Челиева к
важному открытию: при обжиге в горне на сухих дровах смеси извести и глины до «белого жару» (при температуре свыше 1100…1200 оС) получался спекшийся продукт, обладавший в измельченном виде высокими механическими свойствами и способностью твердеть в воде. Егор Герасимович Челиев является изобретателем современного цемента.
Гидравлическое вяжущее, описанное Е.Г. Челиевым, ближе по свойствам к современному портландцементу, а по качеству превосходило портландцемент Аспдина. Но его книга, в которой он описал опыты по производству и применению портландцемента (150 экземпляров), как и образцы, которые хранились в гнездах ящика, остались незамеченными в аграрной, технически неразвитой России. Дело Челиева продолжили русские ученые Р. Л. Шуляченко, А. А. Байков, В. А. Кинд, С. И. Дружинин, В. Н. Юнг, П. П. Будников, В. Ф. Журавлев и др.
Портландцемент (ПЦ) – гидравлическое вяжущее вещество, представляющее собой продукт тонкого помола клинкера с добавкой 2…5 % гипсового камня, вводимого для замедления сроков схватывания.
Клинкер представляет собой оплавленные гранулы диаметром 20...70 мм, которые получают обжигом до спекания (1300...1450 °С) сырьевой смеси, обеспечивающей преобладание в нем силикатов кальция (80 %).
214
Основными технологическими операциями при производстве портланд-
цемента являются добыча и доставка сырьевых материалов; приготовление сырьевой смеси; обжиг ее до спекания и получение клинкера; помол цементного клинкера с добавками; силосование цемента, с целью придания ему равномерности изменения объема при твердении; упаковка и отгрузка цемента потребителю.
Сырьевыми материалами для производства клинкера являются известняки, мел, мергели, породы с высоким содержанием СаСОз и глинистые породы, содержащие SiO2, Аl2O3, Fe2O3. Соотношение между глинистыми и карбонатными компонентами сырьевой смеси составляет примерно 1:3.
Обычно клинкер имеет следующий химический состав, масс. % : CaO –
63…67; Al2O3 – 20…24; SiO2 – 2…6; Fe2О3 – 1,5...3; MgO – менее 5; SO3 – 1,5...3,5.
С целью увеличения содержания в клинкере того или иного оксида в сырьевую смесь вводят так называемые корректирующие добавки – вещества, содержащие значительное количество одного из оксидов.
Например, добавлением высококремнеземистых пород – трепела, опоки, диатомита – увеличивают содержание SiO2, добавкой колошниковой пыли или колчеданных огарков повышают количество Fe2O3. С введением бокситов или нефелинового шлама повышают содержание Аl2O3.
Существует три способа производства портландцемента: мокрый, сухой и комбинированный.
Сухой способ рационально применять при использовании сырья, обладающего высокой твердостью, сильно засоренного каменистыми включениями, а также при использовании сырья однородного состава с небольшой влажностью, натуральных мергелей и замене глины гранулированным доменным шлаком (рисунок 169).
Рисунок 169 – Технология производства портландцемента по сухой способу
При производстве цемента по этому способу сырьевые материалы в зависимости от твердости измельчают в дробилках различной конструкции до кусков размером 20...30 мм, и если влажность их превышает 8 %, подсушивают в прямоточных сушиль-
215
ных барабанах.
Процесс сушки может совмещаться с помолом в трубных (шаровых) мельницах до Wo = 1...2 %. При этом улучшается теплообмен, а количество тепла, подаваемого в мельницу, может быть снижено за счет выделения дополнительного тепла при помоле.
Сырьевая мука направляется в гомогенизационные силосы, где корректируется химический состав и создается запас (силосы) для бесперебойной работы печей.
Далее она поступает в расходные силосы, а затем в циклонные теплообменники вращающейся печи. Для обжига возможно использовать и шахтные печи. Полученный клинкер, после выдерживания и измельчения с добавками, поступает в силосы цемента.
В процессе производства цемента образуется много пыли (мельницы, элеваторы, транспортеры), которую собирают пылеулавливающими аппаратами (циклонами, электрофильтрами и т.д.).
Сухой способ ввиду меньшей энергоемкости – затраты топлива на обжиг клинкера снижаются на 30...40 % – находит все большее применение.
Мокрый способ применяется в том случае, когда сырьем служат влажные мягкие горные породы, со значительным колебанием химического состава и содержащие грубые примеси (рисунок 170).
Сырьевые материалы, доставленные с карьера на завод в кусках, подвергают предварительному измельчению (до размеров не больше 5 мм). Твердые породы измельчают в дробилках, а более мягкие (мел, глина) загружают в болтушку, где они измельчаются, перемешиваются и освобождаются от механических примесей. Из болтушки хорошо перемешанная грубая вязкая суспензия поступает в трубную мельницу, куда подаются твердые породы, затем уже тонкоразмолотая однородная смесь (шлам) с содержанием воды 35…45 % поступает в шламобассейн для гомогенизации и дополнительного корректирования химического состава.
Снижение удельного расхода топлива на обжиг клинкера возможно понижением влагосодержания сырьевого шлама химическим способом – введением разжижителей шлама или механическим способом – обезвоживанием шлама в барабанных или дисковых фильтрах, а также фильтр-прессах, формирующих брикеты влажностью 18…20 %.
Каждый процент снижения влажности шлама повышает производительность печи примерно на 15 %. Одновременно примерно на 1 % снижается расход тепла на обжиг клинкера. Механическое обезвоживание шлама допускает укорачивание длинных вращающихся печей мокрого способа производства клинкера.
Обжиг сырьевой смеси как при сухом, так и при мокром способе производится во вращающихся печах, представляющих собой цилиндр диаметром 5...7 и длиной до 230 м, сваренный из листовой стали с огнеупорной футеровкой внутри.
Для интенсификации теплообмена между горячими печными газами и сырьевой мукой при сухом способе подогрева, сушки и перемещения шлама при
216

мокром способе печи оборудованы цепными системами (завесы, гирлянды) или теплообменниками. Печи устанавливают наклонно (под углом 2...5 град), чтобы при вращении со скоростью 1...2 об/мин сырье, подаваемое в виде порошка (сухой способ) или шлама (мокрый способ) в печи, со стороны верхнего конца, медленно продвигалось к нижнему (горячему) концу. Сырьевая смесь, поступая навстречу горячим газам, проходит по длине печи несколько температурных зон, превращаясь в цементный клинкер, который по выходе из печи охлаждается с 1000 до 100...200 °С в барабанных рекуператорных и других холодильниках воздухом, идущим навстречу клинкеру, или всасыванием воздуха через слой клинкера.
Холодный воздух, подаваемый через холодильники, охлаждает клинкер и в подогретом состоянии поступает в печь. Клинкер выдерживают на складе несколько дней.
Рисунок 170 – Схема производства портландцемента мокрым способом
Комбинированный способ производства позволяет использовать преимущества подготовки сырьевой смеси по мокрому способу и одновременно снизить расходы теплоты на обжиг.
По мокрому способу подготовки сырьевые материалы дробятся на куски размером 8...25 мм и поступают на тонкое измельчение в мельницу мокрого помола. Сырьевой шлам корректируется по той же схеме, что и при мокром способе производства, и поступает в вакуум-фильтры. Здесь он обезвоживается до 16...18 % и транспортируется на обжиг в виде полусухой массы.
На ряде заводов применяется сухой способ подготовки сырья. В этом случае сырьевая мука, полученная по сухому способу, из расходных силосов подается при смешивании с 8…12 % воды. Полученные гранулы подсушиваются, частично декарбонизуясь, в конвейерном кальцинаторе. Обжигают гранулы в короткой вращающейся печи.
Комбинированный способ почти на 20...30 % снижает расход топлива на
217
обжиг по сравнению с мокрым способом, но при этом возникает трудоемкость производства и расход электроэнергии.
Процессы, происходящие при обжиге. Сырьевая смесь в зоне сушки по-
степенно нагревается до 150 °С, утрачивая свободную и гигроскопическую воду. В дальнейшем по мере продвижения в зоне подогрева при 500...700 °С выгорают органические соединения и выделяется химически связанная вода (дегидратация) из глинистой составляющей, основная часть которого представлена каолинитом 2SiO2·Al2O3. При повышении температуры до 900...1000 °С происходит диссоциация карбонатов с выделением углекислого газа, который удаляется с продуктами горения. В этой же зоне распадаются дегидратированные глинистые минералы на оксиды SiO2, Al2O3, Fe2O3, которые вступают в химическое взаимодействие с СаО. В зоне экзотермических реакций (1100...1250 °С) происходит реакция образования ЗСаO·Al2O3, 2СаО·SiO2 и
4СаО·Al2O3·Fe2O3:
2СаО + SiO2 → 2CaO·Si2O3
ЗСаО + Al2O3 → ЗСаО·Al2O3
4СаО + Al2O3+ Fe2O3 → 4СаО·Al2O3·Fe2O3
При температуре 1300 °С указанные реакции заканчиваются и остается избыток свободной извести.
Эти реакции сопровождаются большим выделением тепла и повышением температуры материала на участке печи, составляющем 5...7 % ее длины. В зоне спекания (1300...1450 °С) температура становится достаточной для частичного его плавления и для образования главного минерала клинкера – алита ЗСаО·SiO2:
2CaO·SiO2 + CaO → ЗСаО·SiO2
Процесс образования алита происходит в течение 15...20 мин пребывания материала в зоне спекания за счет насыщения известью 2СаО·SiO2.
При понижении температуры с 1450 до 1300 °С происходит кристаллизация из расплава ЗСаО·Al2O3, 4СаО·Al2O3·Fe2O3, 2СаО·SiO2, СаО и MgO, которая заканчивается в зоне охлаждения, где температура клинкера понижается с 1300 до 1000 °С, в результате полностью формируется его структура и состав, включающий следующие клинкерные материалы: алит – 3СаО·SiO2; белит – 2CaO·SiO2; целит – 3СаО·А12О3; браунмиллерит –
4СаО·Al2O3·Fe2O3.
В клинкере может содержаться немного (0,5...1 %) избыточной свободной СаО и MqO.
Химический состав цементного клинкера принято характеризовать модулями (содержание оксидов дается в процентах), которые для обычного портландцемента имеют значения:
гидравлический или основной модуль
218
М = (СаОобщ – СаОсвоб)/(SiO2 общ – SiO2 своб + Al2O3 + Fe2O3) = 1,9...2,4,
силикатный или кремнеземистый модуль
n = ( SiO2 общ – SiO2 своб)/(Al2O3 +Fe2O3) = 1,7...3,5,
глиноземистый или алюминатный модуль
p = Al2O3 / Fe2O3 = 1,0...3,0.
Коэффициент насыщения кремнезема известью предложен В.А. Киндом и В.Н. Юнгом. Этот коэффициент представляет собой отношение количества извести, оставшейся после образования C3A, C4AF и CaSO4, к тому количеству извести, которое необходимо для полного насыщения кремнезема до образования СзА
КН = (СаОобщ – СаОсвоб) – (1,65 Al2O3+ 0,35 Fe2O3)/ 2,87(SiO2 общ – SiO2 своб)
На предприятиях страны КН клинкера находится в пределах 0,85…0,95. Выходящий из печи клинкер интенсивно охлаждается в колосниковом холодильнике и поступает на клинкерный склад, где выдерживается 3…4 недели. Здесь создается промежуточный запас клинкера, обеспечивающий бес-
перебойную работу завода.
Кроме того, в клинкере при вылеживании совершается в естественных условиях ряд физико-химических процессов, способствующих повышению качества и стабилизации свойств цемента, поэтому выдерживание клинкера на складе представляет собой отдельную технологическую операцию. При выдерживании происходит гашение атмосферной влагой не связанного СаО. Одновременно с этим стекловидная часть клинкера кристаллизуется, C2S из β-формы переходит в γ-форму. Все это приводит к стабилизации состава клинкера, некоторому разрыхлению его и облегчению последующего помола.
Помимо клинкера, на клинкерных складах хранятся предварительно раздробленные минеральные добавки (трепел, опока, шлак и т.д.), которые вводят в состав цемента при помоле клинкера.
Открытые клинкерные склады оборудованы мостовыми кранами с грейферными захватами, с помощью которых клинкер и минеральные добавки падают в расходные бункеры цементных мельниц.
В силосных складах составляющие цемента поступают на сборный ленточный конвейер, который доставляет их к мельницам.
Помол цементного клинкера является последней и, в то же время, решающей операцией в технологическом процессе производства цемента. От этой операции зависит дисперсность цемента, поскольку в нем должны преобладать зерна размером от 3 до 30 мкм, которые в высокомарочных цементах составляют 55...65 %.
Помол клинкера производится преимущественно в трубных (шаровых) мельницах, работающих по открытому или замкнутому циклу. Благодаря со-
219
временному удалению мелкой фракции из мельницы готовый продукт имеет однородный гранулометрический состав. В состав помольной установки замкнутого цикла входят трубная мельница, элеваторы, сепаратор и вентилятор (рисунок 171).
Трубная мельница представляет собой стальной барабан, облицованный внутри стальными броневыми плитами и разделенный дырчатыми перегородками на 2…4 камеры. Материал в трубных мельницах измельчается под действием мелющих тел – стальных шаров (в камерах грубого помола) и цилиндров (в камерах тонкого помола).
При помоле по открытому циклу мельница работает «на проход», т.е. материал непрерывно поступает со стороны камеры грубого помола через полую ось, а измельченный материал выходит из камеры тонкого помола и далее транспортируется в силосы.
Рисунок 171– Помол клинкера в шаровой мельнице
При помоле в замкнутом цикле измельчение в основном затрагивает крупные зерна материала, поэтому в противоположность открытого цикла предотвращается образование избытка мелкой фракции, которая, увеличивая удельную поверхность цемента, не определяет его гидравлическую активность.
При помоле к клинкеру добавляют природный гипс SO3 (не более 3,5 %) для замедления схватывания цемента. Для интенсификации помола вводят вещества, способствующие процессу измельчения: этиленгликоль, лигносульфонат кальция, сажу и др. Это предохраняет мелющие тела от налипания частиц, что ускоряет диспергирование размалываемого материала.
Питание шаровых мельниц осуществляется с помощью тарельчатых до-
220
заторов, установленных над расходным бункером возле каждой мельницы. Одновременно размалываемые материалы в мельнице являются интенсификаторами помола.
Влажность размалываемых материалов не должна превышать у клинкера 0,3 %, минеральных добавок – 2 %, гипса – 10 %. При необходимости минеральные добавки перед помолом высушиваются.
Тонкость помола оказывает существенное влияние на свойства ПЦ. Чем тоньше измельчат клинкер, тем быстрее схватывается и твердеет цемент и выше его прочность в начальные сроки твердения.
Тонкость помола должна быть такой, чтобы при просеивании не менее 85 % цемента свободно проходило через сито 008. При этом удельная поверхность цемента не должна быть меньше 2500…3000 см2/г, но не превышать 7000 см2/г. Повышение удельной поверхности цемента не дает эффекта, так как при этом снижается размалывающая способность материала при сравнительно небольшом повышении активности цемента в ранние сроки твердения.
Готовый портландцемент по выходе из мельницы, имея высокую температуру (80...120 °С), направляется пневматическим транспортером для хранения в силосы – железобетонные банки диаметром 8…15 и высотой 25…30 м, вместимостью 2500...10000 т. Цемент выдерживают в силосах до его охлаждения (рисунок 172).
Рисунок 172 – Силос цемента с элементами автоматики:
1 – силос цемента; 2 – датчик непрерывного контроля уровня цемента; 3 – самоочищающийся фильтр;
4 – аварийный сбросной клапан; 5 – датчик давления внутри силоса; 6 – датчик верхнего уровня цемента; 7 – датчик нижнего уровня цемента; 8 – система сводообрушения; 9 – отсечной аварийный клапан; 10 – цементопровод; 11 – выгрузочный затвор; 12 – пневмовинтовой насос; 13 – система взвешивания силоса (тензоопоры); 14 – система управления складами цемента; 15 – компьютер бухгалтера; 16 – цементовоз
Гашение остатков свободного оксида кальция, которое происходит под действием влаги воздуха, придает цементу равномерность изменения объема.
После выдерживания в силосах цемент поступает на автоматическое взвешивание и упаковывающие машины, где его упаковывают в многослойные бумажные мешки массой 50 кг. На мешках указывают название завода,
221
наименование цемента, его марку, номер партии, год и месяц изготовления. Для крупных строительных объектов цемент транспортируют в специальных железнодорожных вагонах, баржах и автомобилях-цементовозах, с последующей разгрузкой насосами и другими средствами, предохраняющими цемент от распыления.
При производстве цемента, сопряженном с возрастающим потреблением топлива, выделяется большое количество СО2. На современных цементных заводах выбросы СО2 достигают 0,9 кг в расчете на 1 кг клинкера (таблица
55).
Проблема компенсаций за урон, наносимый окружающей среде, чрезвычайно актуальна во всем мире. Так, по данным Швейцарской национальной научной организации, Швейцария должна ежегодно отчислять за вред, наносимый климату, 3,2 млрд. швейц. фр., так как отчисления за выброс СО2 над территорией Швейцарии составляют 80 швейц. фр./т.
Большой интерес вызвали исследования специалистов цементной промышленности, которые утверждают, что применение солнечной энергии в процессе промышленного производства цемента технически осуществимо.
Эксперименты, выполненные с применением опытного реактора мощностью 60 кВт в институте Пауля Шеррера (Paul Scherrer Institute-PSI) в Швейцарии, показали, что более 85 % сырьевых материалов для производства цемента можно обжечь за один проход через солнечный реактор, при этом около 15 % подводимой солнечной энергии превращается в химическую энергию (энтальпию).
С точки зрения экономики цементного производства, оптимальная мощность солнечной установки составляет 3000 т/сут. Подобные установки следует проектировать с учетом возможности использования различных видов энергии и размещать в тех регионах, где особенно остро ощущается дефицит цемента. Благодаря применению солнечной энергии одна такая установка ежегодно сэкономит примерно 20 тыс. т угля, т.е. около 28 % топлива, а выбросы СО2 сократятся на 51 тыс. т.
Экономика солнечного цементного завода определяется, главным образом, стоимостью системы мембранных зеркал. Выполненные ранее исследования, посвященные проблеме концентрирования солнечной энергии для термических процессов цементного производства, показали, что стоимость системы мембранных зеркал (гелиостатическая технология) составляет примерно 40 % стоимости предприятия. Для предотвращения пoтерь материала отверстие в солнечном декарбонизаторе должна плотно закрывать воздушная завеса, создаваемая с помощью воздуходувки.
Потенциальный интерес с точки зрения возможности организации производства цемента с использованием солнечной энергии представляют следующие регионы мирового солнечного пояса, где мощность годового солнечного облучения не ниже 2200 кВтч/м2 поверхности: Африка (юг Марокко, Западная Сахара, юг Алжира, Ливия, Египет); Америка (юго-западные районы США, Мексика, Перу, Чили); Азия (Израиль, Иордания, Саудовская Аравия, Иран, Ирак, Пакистан, Индия); Австралия и Океания; Европа (юг Испании).
222
Установки, работающие на солнечной энергии, целесообразно эксплуатировать не только в солнечных районах, испытывающих дефицит в цементе, но и в солнечных аграрных районах с существенно меньшим потреблением цемента.
Последовательность тепловых процессов в агрегате, потребляющем солнечную энергию, должна быть так же, как и при традиционной сухой заводской технологии. Отличие состоит в том, что подогретая в запечном теплообменнике сырьевая мука с помощью воздушного лифта подается в отапливаемый солнечными лучами декароонизатор, устанавливаемый на башне запечного теплообменника. Солнечный декарбонизатор работает в режиме захвата падающих под действием силы тяжести частиц. Образующийся слой частиц поглощает концентрированное солнечное излучение. Поскольку теплопроводность и вторичное излучение при температуре в реакторе 900 °С – постоянные, эффективность солнечного декарбонизатора возрастает с уменьшением потерь теплоты конвекцией.
Таблица 55 – Выбросы СО2 на современных цементных заводах
|
Насе- |
По- |
Выбро- |
|
Страна |
ление, |
требле- |
сы СО2 в |
|
|
млн. чел. |
ние це- |
производ- |
|
|
|
мента, |
стве цеме- |
|
|
|
млн. т |
нта, млн. т |
|
США |
252 |
76 |
68 |
|
Китай |
1188 |
308 |
277 |
|
Индия |
865 |
53 |
48 |
|
Швейца- |
7 |
4 |
4 |
|
рия |
||||
|
|
|
||
Во всем |
5500 |
1237 |
1113 |
|
мире |
||||
|
|
|
Конструкция декарбонизатора обеспечивает минимальные потери теплоты конвекцией. Она позволяет вертикально устанавливать прозрачное или непрозрачное окно на том участке, где наблюдается низкая интенсивность излучения с тем, чтобы предотвратить утечку частиц материала. Интенсивное солнечное излучение (2,8 МВт/м2), направленное на установленной горизонтально кварцевое окно диаметром 6 м, может вызвать опасное для конструкции термомеханическое напряжение.
Поскольку работающий на солнечной энергии декарбонизатор устанавливают на высоте около 100 м, а башня запечного теплообменника при мощности 3000 т/сут по традиционной технологии имеет высоту 80 м, стоимость усиления и армирования башни при монтаже солнечного декарбонизатора для производства солнечного цемента относительно невелика.
Минералогический состав портландцемента. В состав портландцемента в основном входят минералы: алит, белит, целит и браунмиллерит.
Каждый из этих минералов образует твердые растворы с второстепенными компонентами или примесями, содержащимися в исходных сырьевых
223
компонентах. Кроме того, каждому из этих минералов, за исключением алюмоферрита кальция, присущ сложный полиморфизм.
Из других второстепенных фаз в клинкере содержится: стекло, СаО своб, МqО (периклаз), щелочные и сульфатные соединения.
Алит в основном состоит из трехкальциевого силиката 3СаО·SiO2. При затворении водой он быстро кристаллизуется и образует на первом этапе твердения кристаллический каркас цементного камня. Твердеет с большим выделением тепла.
Белит содержит β-форму 2СаО·SiO2 с примесью 3СаО·А12O3. Вначале, затворенный водой малорастворимый белит образует коллоидный раствор, в котором его частицы несут отрицательный заряд. Кристаллизуется он медленно, а к 14...28 сут более заметно и только по истечении длительного времени, исчисляемого годами, цементный камень из белита приобретает прочность, равную алитовому цементу. Зато продукты гидратации белита придают цементному камню коррозиестойкость, а малое тепловыделение (почти в два раза меньше, чем у алита) делает его присутствие в цементе желательным, особенно при возведении массивных конструкций.
Браунмиллерит имеет темно-коричневый цвет, образуясь из затвердевшей жидкой фазы. Обладает разнообразным составом, чаще состоит из 4СаО·А12О3·Fe2O3 с примесями 3СаО·А12О3, 2СаО·SiO2 и др. Он твердеет медленнее, чем СзА, но быстрее, чем силикаты кальция, с малым экзотермическим эффектом. Одновременное образование кристаллического гидроалюмината кальция и гелеобразного гидроксида железа способствует твердению и приобретению цементным камнем значительной прочности. Присутствие C4AF вместо С3А придает цементному камню сульфатостойкость: видимо, гелеобразный гидроксид железа, отлагаясь на поверхности кристаллов СзАaq, препятствует их контакту с водой, содержащей ионы SO42-.
Целит 3СаО·А12О3 – самый активный из клинкерных минералов. Это быстротвердеющий минерал с большим тепловыделением (в 1...5 раз больше, чем у алита, и в 6 раз больше, чем у белита). С3АН6 быстро кристаллизуется в виде слегка сжатых по одной диагонали кубов, которые кристаллического каркаса не образуют, но в составе силикатного геля способствуют ускорению его твердения.
Основные данные, характеризующие клинкерные минералы портландцемента, приведены в таблицах 56-58. Как видно, наибольшей активностью в портландцементе обладают С3А и C4AF, но основным по количеству и влиянию на процессы формирования цементного камня является все же алит
3CaO∙SiO2 – C3S.
Таблица 56 – Скорость гидратации |
Таблица 57 – Теплота гидратации клинкерных |
клинкерных минералов |
минералов |
224
|
Результаты гидрата- |
||
|
ции через 3 сут |
||
|
Толщи- |
Количество |
|
|
связанной |
||
|
на гид- |
||
Минерал |
воды к |
||
ратиро- |
|||
|
макси- |
||
|
ванного |
||
|
мально |
||
|
слоя, |
||
|
возможно- |
||
|
мк |
||
|
му, % |
||
|
|
||
С3S |
3,5 |
36,7 |
|
С2S |
0,9 |
7,3 |
|
С3A |
10,7 |
82,6 |
|
С4AlFe |
7,7 |
69,5 |
|
Мине- |
|
Теплота гидратации клинкерных |
|||||
рал |
|
|
|
минералов, Дж/г |
|
||
|
Продолжительность твердения, |
Пол- |
|||||
|
|
|
|
сут |
|
|
ная |
|
|
|
|
|
|
|
гид- |
|
3 |
|
7 |
28 |
90 |
180 |
|
|
|
|
|
|
|
|
рата- |
|
|
|
|
|
|
|
ция, |
|
|
|
|
|
|
|
Дж/г |
С3S |
405 |
|
460 |
487 |
520 |
567 |
670 |
С2S |
63 |
|
105 |
168 |
197 |
230 |
350 |
С3A |
590 |
|
660 |
873 |
930 |
1030 |
1060 |
С4AlFе |
176 |
|
250 |
376 |
415 |
500 |
570 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По скорости гидратации клинкерные минералы располагаются в ряд:
С3А > С4АF > С3S > С2S
При взаимодействии с водой клинкерные минералы выделяют тепло. Количество выделяемого тепла в определенный промежуток времени зависит от прореагировавшего вещества и от запаса внутренней энергии в нем.
На рисунке 173 (а) изображены графики изменения прочности стандартных цементно-песчаных растворов на основе ПЦ и тепловое выделение мономинеральных вяжущих, изготовленных на чистых минералах портландцементного клинкера.
2 |
750 |
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Прочность при сжатии кг/см |
|
|
|
пц |
Теплота гидратации ккал/г |
|
|
|
C3A |
600 |
|
|
|
200 |
|
|
|
||
450 |
|
|
C3S |
150 |
|
|
|
||
|
|
|
|
|
|
||||
|
|
|
C4AF |
|
C3S |
|
|
||
300 |
|
|
100 |
C4AF |
|
|
|||
|
|
|
|
|
|||||
|
|
|
C2S |
|
|
|
пц |
||
250 |
|
|
50 |
|
|
|
|||
0 |
|
|
C3A |
0 |
|
|
C2S |
||
|
7 сут |
1 |
2 |
3 |
|
7 сут |
1 |
2 |
3 |
|
|
Месяцы |
|
|
|
|
Месяцы |
|
|
|
|
а |
|
|
|
|
б |
|
|
Рисунок 173 – Графики зависимости изменения прочности и тепловое выделение: а – стандартных цементно-песчаных растворов на основе ПЦ и из мономинераль-
ных вяжущих, изготовленных на чистых минералах ПЦ клинкера; б – теплота выделения клинкерных мнералов в процессе их твердения
225

Как видно на рисунке 173 (б), быстро гидратирующийся С3S почти всю свою энергию выделяет впервые три дня, тогда как у C2S этот процесс растягивается на годы.
Таблица 58 – Прочность клинкерных минералов в различные сроки твердения
|
Предел прочности при сжатии образцов клинкер- |
|||||||
Минерал |
|
|
|
ных минералов, МПа |
|
|||
|
|
Продолжительность твердения |
|
|||||
|
|
|
|
|||||
|
|
|
|
|
|
|
||
|
28 сут |
|
180 сут |
3 ч |
|
28 сут |
||
|
|
|
|
|
|
|
|
|
|
|
при 20 |
о |
С |
после пропаривания |
|||
|
|
|
при 80 оС |
|||||
С3S |
46,6 |
|
|
|
51,2 |
19,8 |
|
40,9 |
C2S |
4,2 |
|
|
|
19,3 |
1,9 |
|
15,4 |
C3S |
12,4 |
|
|
|
0 |
0 |
|
0 |
C4AF |
38,4 |
|
|
|
49,3 |
44 |
|
54,6 |
В портландцементе содержание клинкерных минералов составляет: трехкальциевого силиката C3S – 37…60 %; двухкальциевого силиката C2S – 15…37 %; трехкальциевого алюмината СзА – 5…15 %; четырехкальциевого алюмоферрита C4AF – 10…18 % (рисунок 174).
Свободной извести не должно быть более 0,5 %, так как она, находясь в пережженном состоянии, может вызвать в последующем растрескивание затвердевшего цементного камня.
Рисунок 174 – Микроструктура клинкера
Твердение портландцемента. При смешивании цемента с водой возникают сложные физико-химические процессы взаимодействия, в результате чего образуется пластичная масса, которая начинает уплотняться и густеть (начало схватывания), а затем, утрачивая пластичную консистенцию, постепенно переходить в твердое тело (конец схватывания).
Вдальнейшем (при положительной температуре и наличии воды в жидком состоянии) прочность постепенно нарастает, т.е. происходит процесс твердения.
При взаимодействии цемента с водой возникают процессы гидратации (реакция с присоединением воды) и гидролиза (реакция без распада вещества или с его распадом и образованием новых соединений).
Впроцессе взаимодействия с водой трехкальциевого силиката происходит гидролитическая диссоциация – распад С3S:
226
2(3СаО·SiO2) + 6Н2O → 3СаО· 2SiO2·3Н2O + 3Са(ОН)2
Фактически алит при взаимодействии с водой дает гидросиликаты кальция разного состава в зависимости от температуры и концентрации гидрооксида кальция в жидкой среде. Наличие СаО в растворе обусловлено растворением небольшого количества свободной извести портландцементного клинкера в начале твердения и гидролизом минераловсиликатов в дальнейшем. Концентрация СаО в жидкой фазе системы «цемент-вода» зависит от многих факторов и, в первую очередь, от основности портландцементного клинкера, продолжительности твердения и температуры.
При обычной температуре и концентрации Са(ОН)2 до 1,1 г/л (в расчете на СаО) образуются гидросиликаты примерно следующего состава: (0,8…1,5)СаО·SiO2(1…2,5)·Н2O. При концентрации Са(ОН)2 в жидкой фазе, соответствующей полному насыщению (1,25 г/л при 10 оС), С3S гид-
ратируется с образованием метастабильного гидросиликата кальция состава
(1,58…2)СаО·SiO2·nН2O.
Степень гидратации синтезированного С3S в разные сроки твердения составляет при температуре 20 оС: 1 сутки – 25…35 %, 10 суток – 55…65 %, 28 суток – 78…80 %, т.е. в реальном цементе алит отличается высокой активностью при взаимодействии с водой.
В начальный период гидратации С3А преобладают высокоосновные продукты. Реакцию гидратации можно представит так:
2(3СаО·А12O3) + 27Н2O → 2СаО·А12О3·8Н2О + 4СаО·А12О3·19Н2О
Изучение процесса гидратации под электронным микроскопом показало, что на поверхности зерен С3А сразу же после соприкосновения его с водой образуется рыхлая оболочка из пластинчатых кристаллов гидроалюминатов кальция. Такая оболочка не препятствует проникновению молекул воды к негидратированной части, и поэтому реакция гидратации С3А идет очень быстро: через одни сутки успевает прореагировать до 80 % этого соединения.
При температуре выше 25 оС может иметь место следующая реакция с образованием кислой соли:
3СаО·А12O3 + 6Н2O → 3СаО·А12О3·6Н2О
Образующийся при этом гидроалюминат кальция выпадает в осадок в виде кубической формы и может легко растворяться с расщеплением молекул на ионы. Появление таких кристаллов обусловливается нестабильностью пластинчатых гидроалюминатов кальция при повышении температуры. Также изза нестабильности гидроалюминатов пластинчатой формы со временм даже при обычных температурах происходит медленный их распад с перекристаллизацией в более стабильные формы – гиббсит АН3 и кубический гидроалюминат С3АН6. Образование 3СаО·А12O3·6Н2O происходит быстрее, чем всех
227
других новообразований, и сопровождается выделением большего количества теплоты по сравнению с теплотой, выделяемой при диссоциации других минералов клинкера.
Так как в цементной системе всегда присутствуют ионы (SО4)2- за счет добавки двуводного гипса, вводимой при помоле цементного клинкера, то вначале процесса гидратации образуется высокосульфатная форма гидросульфоалюмината кальция (эттрингит) – труднорастворимое новообразование – сначала в виде коллоидных частиц, а потом в виде крупных иглоподобных кристаллогидратов. Реакцию его образования можно представить так:
3СаO·Al2O·6Н2O + 3CaSO4 + (31…32)Н2О → 3СаО·Al2O3·3CaSO4·(31…32)Н2O
Считается, что процесс связывания сульфат-ионов в эттрингит заканчивается примерно в возрасте одних суток. Схватывание замедляется в результате того, что эттрингит образует на зернах цемента полупроницаемую оболочку.
Если ионов (SО4)2- недостаточно для полного связывания гидроалюминатов кальция в эттрингит, то идут реакции образования низкосульфатной формы гидросульфоалюмината кальция по схеме:
2(3СаO·Al2O·6Н2O) + CaSO4·2H2O + (31…32)Н2О + 3СаО·Al2O3·3CaSO4·(31…32)Н2O + 10Н2О → 3(3СаО·Al2O3·CaSO4·18Н2O)
Двухкальциевый силикат отличается слабой диссоциацией молекул в водеи, реагируя с ней, образует те же соединения. При взаимодействии с ограниченным количеством воды гидратируется:
2(2СаО·SiO2) + 4Н2O → 3CaO· 2SiO2·3H2O + Са(ОН)2
Эта реакция протекает медленнее, и Са(ОН)2 выделяется меньше. Да-
же через несколько лет можно обнаружить лишь до 85 % соответствующих гидратированных соединений. Степень гидратации С2S через одни сутки составляет 5…10 %, через 10 суток – 10…20 %, через 28 суток – 30…50
%.
Таким образом, химический состав гидросиликатов кальция этой группы изменяется по мере развития гидратации цемента. Их основность меняется от 1,65 до 1 в пределах степени гидратации 25…30 %. При дальнейшем твердении основность остается практически постоянной.
Принято делить гидросиликаты кальция, образующиеся в цементном камне, на два вида: С-S-Н(I) или С-S-Н(В), в котором отношение СаО: SiO2 менее 1,5 и С-S-Н(II) или С2SН2 (иногда его называют С2Sα-гидрат), в котором отношение СаО: SiO2 более 1,5.
Образующиеся при гидратации алита и белита в обычных условиях гидросиликаты кальция представляют собой слабо закристаллизованные (субмикрокристаллические) продукты, регтгеноструктурная идентификация кото-
228
рых затрудненена.
Морфология, диспераность и состав этих новообразований зависят от многих факторов, главным из которых являются температура и наличие в жидкой фазе примесных (относительно цементного клинкера) соединений.
Большинство исследователей считают, что практически все гидросиликаты кальция близки по структуре к природному минералу – тобермориту, имеющему средний состав 5CaO·6SiO2·5H2O с определяющим размером элементарной ячейки 1,13 нм. Поэтому они получили название тоберморитопо-
добных.
Реакция гидратации алюмоферритных минералов протекает по сложным схемам с образованием различных кристаллогидратов:
4СаО·Al2O3·Fe2O3 + 13H2O → 4СаО·А12О3·13Н2O,
4CaO∙Al2O3∙Fe2O3 + 13H2O → 3CaO∙Al2O3∙Fe2O3∙6Н2О + Са(OН)2 + Fe2O3·3H2O
Возможны и другие варианты реакций. Но характерным является то, что начальный период гидратации взаимодействия С4АF с водой идет быстро: через трех суток степень гидратации составляет 50…70 %. При температуре выше 35 оС образуются кубические структуры из С3АН6 и С3FН6. Если температура твердения понижается до 15 оС и ниже, то появляются те же фазы в гексагональной форме.
Кроме описанных химических преобразований, протекающих при образовании цемента, большое значение имеют физико-химические процессы, которые сопровождают химические реакции.
В затвердевшем цементном камне в большом количестве находятся гидросиликаты кальция в виде субмикрокристаллов волокнистой формы (отвердевший гель) размерами до 1·10-8 м (ранние) и до 1·10-7 м (в более поздние сроки твердения). Соединения Са(ОН)2, 3СаО·А12О3·6Н2O и эттрингит имеют большие размеры кристаллов (более 0,5 мкм). Сростки кристаллов в микроструктуре цементного камня образуют либо непрерывно пространственную сетку, пронизывающую гель, либо равномерно распределены в ней.
Растворение минералов цемента в воде начинается на поверхности зерен цемента. В результате образуется насыщенный раствор по отношению к минералам цемента и пересыщенный по отношению к малорастворимым продуктам новообразований. В пересыщенном растворе новообразования, кристаллизуясь, образуют зародыши новых фаз преимущественно на поверхности цементных зерен, что благоприятствует созданию вокруг них коллоидных оболочек. В результате коллоидно-химических процессов эти оболочки увеличиваются в объеме, через некоторое время контактируют друг с другом, образуя коллоидную структуру, для которой характерны ярко выраженные тиксотропность и пластичность. Развитие коллоидно-химических процессов в этот период замедляется путем введения двуводного гипса, который интенсивно взаимодействует с алюминатами цемента и водой. Это приводит к возникновению нерастворимого в воде эттрингита и ускорению образования на
229
зернах цемента гелевых оболочек. Со временем эти оболочки разрушаются за счет большого осмотического давления, возникающего в пространстве между экранированными зернами цемента в этот период, что способствует продолжению взаимодействия цемента с водой и развитию структурообразования. В начальный период гитратации цемента из пересыщенной жидкой фазы це- ментно-водной суспензии достаточно интенсивно выделяются трехмерные зародыши. Затем экранирующие оболочки на зернах цемента резко замедляют развитие таких процессов. В этих условиях преобладающим является рост кристалликов и образование кристаллизационных контактов, в результате чего возникает кристаллическая структура цементного камня. Однако и в этот период все еще формируются коагуляционные контакты, возникающие вследствие ван-дер-ваальсовых сил, действующих через водные прослойки.
Полученный в результате твердения цементный камень («микробетон» по В.Н. Юнгу) состоит из гелевых и кристаллических продуктов гидратации цемента, многочисленных включений негидратированных зерен клинкера. Основная масса новообразований получается в виде гелевидной массы, состоящей в основном из субмикрокристаллических частичек гидросиликата кальция. Гелевидная масса пронизана относительно крупными кристаллами гидрата окиси кальция. Такое комбинированное строение предопределяет такие свойства цементного камня, как усадка при твердении на воздухе и набухание в воде, ползучесть и др.
Микроструктура цементного камня включает в себя продукты: гитратации цемента в виде геля гидросиликата кальция и других новообразований, обладающих свойствами коллоидов; относительно крупных кристаллов Са(ОН)2 и эттрингита; непрореагирующих зерен клинкера, содержание которых уменьшается по мере гидратации цемента, а также пор. Они подразделяются на поры геля, относящиеся к микропорам (менее 1000 Å), и капиллярные поры (от 1000 Å до 10 мкм), расположенные между агрегатами частиц геля, а также воздушные поры и пустоты (от 50мкм до 2мм) – полости, заполненные воздухом, засосанные в цементное тесто вследствие вакуума, вызванного контракцией, а также вовлеченные в тесто при приготовлении бетонной смеси и укладки за счет введения воздухововлекающих веществ и при недоуплотнении.
Взависимости от состава цемента, начального количества воды и условий твердения пористость геля может составлять 28...40 %, при этом 7...12 % пор приходится на долю контракционного объема.
Контракция (стяжение) – уменьшение абсолютного объема системы (цемент и вода) в процессе гидратации. Контракция для обычных портланд-
цементов после 28 сут твердения составляет 6...8 л на 100 кг цемента, или 18...24 л внутренних контракционных пор в 1м3 бетона.
Пористая структура геля – основного продукта гидратации цемента влияет на физические и механические свойства цементного камня.
Вмикропорах геля вода, вследствие адсорбционной связи с твердой фазой (толщина слоя до 0,15 мкм), замерзает при низкой температуре (минус 78 °С), поэтому поры геля не снижают морозостойкости бетона.
230
Капиллярные поры доступны для воды в обычных условиях насыщения, поэтому при значительном объеме капиллярных пор снижаются морозостойкость, коррозионная стойкость и водонепроницаемость.
Капиллярная пористость цементного камня уменьшается при снижении начального водоцементного отношения (В/Ц) и увеличения степени гидратации цемента, так как продукты гидратации цемента занимают вдвое больший объем, чем цементное зерно. При этом взамен капиллярных пор образуются мелкие поры геля, оказывающие более благоприятное воздействие на свойства цементного камня. Степень гидратации цемента зависит от тонкости помола, влажности и температуры среды, в которой твердеет цементный камень.
В зависимости от количественного содержания клинкерных минералов портландцемента его подразделяют на алитовый C3S более 60 % и обычный C3S около 37,5… 60 %; белитовый C3S менее 37,5 %; алюминатный C3A более 15 % и обычный C3A около 7…15 %; браунмиллеритовый C3A менее 7 %; фер-
ритовый C3A – 0 %.
Химические процессы, протекающие при коррозии цементного камня
Одной из наиболее актуальных и рассматриваемых проблем строительного материаловедения является коррозия бетона. Вопросы эксплуатационной надежности постоянно рассматриваются на международных конгрессах, конференциях и вызывают значительный интерес множества специалистов, занятых в области строительства.
Под коррозией понимается разрушение бетона в результате действия физических или химических факторов как извне (внешние причины коррозии), так и изнутри бетона (внутренние причины коррозии).
Квнешним причинам коррозии и разрушения цементного камня относятся: действие природных (речных и морских) вод, омывающих (под давлением или без него) сооружения, а также промышленных и бытовых вод (стоков) в процессе службы цементного камня; периодически и многократно повторяющиеся теплосмены, вызванные сезонными и дневными колебаниями температуры; процессы увлажнения и высыхания из-за колебания атмосферной влажности и специфических условий службы. Кроме того, на разрушение камня влияют механические воздействия (удары волн, выветривание, истирание) и биологические вредные воздействвия (влияние бактерий).
Квнутренним причинам коррозии относятся: разрушение бетонного тела из-за его высокой водопроницаемости; взаимодействие щелочей цементного камня с кремнеземом заполнителя; изменение объема бетона, вызванное различием температурного расширения цемента и заполнителя.
Первыми книгами, освещающими некоторые виды коррозии, были «Кор-
розня бетона» М.В. Москвина (1952 г.) и «Коррозия цементов и бетона в гидротехнических сооружениях» В. Кинда (1955 г.). В них содержатся обзоры многочисленных исследований, а также результаты многолетней работы авторов и их рекомендации по методике оценки агрессивности среды, выбору цемента, состава бетона и мерам его защиты от коррозии. Впоследствии значительное внимание уделялось разработке методики изучения коррозионной стойкости цементов и бетонов. В результате многолетних исследований А.А.
231
Байкова, В. Кинда, В.М. Москвина, Ф.М. Иванова, С.В. Шестоперова появилась возможность выбора специального цемента в зависимости от вида коррозии, степени агрессивного воздействия воды (скорости ее протока к поверхности конструкции), от плотности бетона и др.
В соответствии с термодинамическими законами все коррозионные процессы протекают в направлении образования конечных продуктов коррозии, более стойких в данных условиях по сравнению с исходными, и поэтому коррозионные процессы развиваются самопроизвольно (∆G менее 0).
Коррозию цементного камня подразделяют на физическую и химическую. К физической коррозии относятся разрушения цементного камня, обусловленные циклическим воздействием воды и воздуха при низкой и высокой температуре. Химическая коррозия заключается во взаимодействии с окружающей средой.
Различают следуюшие типы химической коррозии.
Выщелачивающая коррозия – разложение составляющих цементного камня за счет растворения и вымывания кристаллов Са(ОН)2 (портлантида).
Бетон при воздействии жидких сред, способных растворять компоненты цементного камня – проточных (особенно мягких напорных) вод, подвергается разрушению из-за растворения и вымывания свободной гидратной извести.
В результате процессов растворения и выноса растворенных веществ нарушается химическое равновесие между поровой жидкостью и основными составляющими цементного камня, которые подвергаются ступенчатому разложению (гидролизу), что приводит к ослаблению и разрушению цементного камня.
Хотя растворимость Са(ОН)2 невелика (1,32г СаО на 1л при 15 °С), но при постоянном воздействии пресных проточных вод, вследствие его вымывания, концентрация СаО уменьшается. При концентрации оксида кальция в жидкой фазе менее 1,2 г/л прежде всего будут распадаться гидросиликаты кальция С2SH:
С2SH → СSН + СН
Как только закончится распад высокоосновных гидросиликатов и концентрация извести в жидкой фазе достигнет 1,08 г/л, начинается гидролиз С4АН13 с переходом в более низкоосновные гидроалюминаты кальция:
C4AH13 → C3AH6 (при cСаО = 0,56 г/л);
C3AH6 → С2АН8 (при cСаО = 0,36 г/л).
Снижение cСаО до значений менее 0,36 г/л приводит к разложению С2АН8 по реакции:
С2 AH8 → Са(ОН)2 + Аl(ОН)3
Когда концентрация извести понизится до 0,05 г/л, начнет распадаться СSН с образованием геля SiО2∙nН2О. Распад алюмоферритов в зависимости от их основности происходит при cCaO = 1,06 + 0,64 г/л и приводит к образованию
232
Fe(OH)3:
С4FН13 → Са(ОН)2 + Fе(ОН)3
Эттрингит начинает разлагаться при cCaO = 0,045 г/л.
При длительном воздействии проточных мягких вод возможно полное вымывание Са(ОН)2 из цементного камня с разложением остальных гидратных соединений до аморфных, рыхлых гидратов глинозема.
Выщелачивание Са(ОН)2 в количестве 15...30 % от общего содержания в цементном камне вызывает понижение его прочности на 40...50 %.
3СаО·SiO2+ nН2O→2СаО·SiO2·nН2O + Са(ОН)2
Если конструкция подвержена периодическому воздействию пресной воды (например, воздействие дождевой, талой воды на мостовые конструкции, пешеходные переходы, сооружения для пропуска воды и т.п.), то вначале на ее поверхности появляется белый известковый налет, затем в местах капельного стекания воды образуются известковые наросты в виде природных сталактитов. Плотность цементного камня при этом непрерывно снижается, соответственно снижается плотность бетона, повышается его проницаемость, что является причиной прогрессирующего развития процессов коррозии и разрушения.
Соответственно развитию коррозионного процесса, снижению плотности происходит снижение прочности бетона. В итоге конструкция может полностью потерять свои эксплуатационные функции и потребовать замены.
Кислотная, углекислая, магнезиальная коррозия – образование легкорас-
творимых солей в результате химического взаимодействия (обменные реакции) Са(ОН)2 и других составных частей цементного камня с агрессивными веществами и вымывание этих солей из структуры бетона или их отложение в виде аморфной массы.
Установлено, что все виды портландцемента не являются стойкими к действию кислот. Наиболее сильное действие оказывают однопроцентные растворы соляной, серной, азотной кислот, пятипроцентный раствор фосфорной кислоты, любые растворы органических кислот. Отрицательное воздействие кислот начинает проявляться уже при pH = 6.
Действие кислоты сводится к ее реакции с Са(OH)2, гидросиликатами кальция и др. В результате этого образуются легкорастворимые соли, которые вымываются из тела бетона. Химические реакции взаимодействия, например, соляной кислоты, протекают по следующим схемам:
Ca(OH)2 + 2HCl → CaCl2 + 2H2O
2CaO∙SiO2∙3H2O → 2CaCl2 + SiO2∙nH2O + 5H2O
Образующиеся в результате реакций нерастворимые соединения в виде гидроксида кремния (алюминия, железа) остаются в бетоне как рыхлые массы.
233
Из числа органических кислот наиболее агрессивно влияют молочная, уксусная, масляная и винная, которые растворяются в воде. Среди них особой агрессивностью отличается молочная кислота (CH3 – CH – COOH).
Соли магния, содержащиеся в большом количестве в морской воде и встречающиеся в грунтовых водах, вступая во взаимодействие с Са(ОН)2, образуют гидрокид магния, не обладающего вяжущей способностью, и растворимые соединения:
MqCl2 + Са(ОН)2 → Mq(OH)2 + СаСl2
Реакция идет до полного связывания гидроксида кальция. Mq(OH)2 осаждается в порах бетона, а СаСl2 хорошо вымывается. А затем, под действием солей магния, возможно разложение гидросиликатов и гидроалюминатов кальция, что сопроваждается разрушением цементного камня. Этот вид коррозии особенно опасен, а когда содержание иона составляет менее 0,2 % (масс) (500 мг/л), то такая вода не считается агрессивной.
Угольная кислота является очень слабой, но даже она может подвергнуть цементный камень химической коррозии. Этот вид коррозии отличается своеобразием и протекает в два этапа. Вначале идет реакция взаимодействия гидроксида кальция с CO2 воздуха в присутствии воды:
Ca(OH)2 + CO2 + H2O → CaCO3 + 2H2O
Затем реакция продолжается с образованием кислого углекислого кальция:
CaCO3 + H2CO3 ↔ Ca(HCO3)2
Образующийся продукт растворим в воде. Так как реакция обратима, то для предотвращения коррозии необходимо, чтобы концентрация углекислоты не превышала равновесного значения.
Если процесс протекает в воздушной среде, то он, как правило, заканчивается коррозией, которую ринято называть углекислой. Если же на цементный камень воздействует водная среда, содержащая угольную кислоту, или воздушная влажная среда с высокой концентрацией СО2, то процесс коррозии продолжается с образованием кислого углекислого кальция Са(НСО3)2 и такая коррозия называется углекислотной.
При коррозии этого вида возможны такие химические реакции взаимодействия продуктов гидратации минералов портландцементного клинкера с
СО2:
1/5(5CaO∙6SiO2∙5,5H2O) + CO2→CaCO3 + 6/5SiO2aq + 1,1H2O (∆G = - 47,3
кДж/моль)
1/3(3CaO∙Al2O3∙3CaSO4∙31H2O)+CO2→CaCO3+CaSO4∙2H2O+2/3Al(OH)3+
2/3H2O (∆G = - 72,57 кДж/моль)
234
1/3(3CaO∙Al2O3∙6H2O) + CO2 →СaCO3+2/3Al(OH)3 +1,1H2O (∆G = - 79,1
кДж/моль)
CaO∙Al2O3 ∙10H2O + CO2 → CaCO3+2Al(OH)3 + 7H2O (∆G = - 97,83 кДж/моль).
Как видим, во всех случаях эти реакции идут с образованием нерастворимой соли – карбоната кальция, гипса (при разложении этрингита), рыхлых масс гидроксидов кремнезема и алюминия (при разложении гидросиликатов и гидроалюминатов кальция, эттрингита).
Если в воде, наряду с угольной кислотой, содержатся в растворенном виде сульфаты натрия и калия, то они будут оказывать каталитическое действие на реакцию карбонизации и углекислородная коррозия усиливается.
Представленные реакции и механизмы углекислотной коррозии воспроизведены и изучены достаточно глубоко в лабораторных условиях. Для реальных условий службы бетонных и железобетонных конструкций этот вид коррозии в полном её объеме встречается редко. Так, практически для всех бетонных и железобетонных конструкций, омываемых атмосферным воздухом, возможно протекание реакций с образованием карбоната кальция. Реакции же с образованием кислого углекислого кальция ввиду недостаточной концентрации в воздухе СО2 не происходит. В итоге лишь в поверхностном слое толщиной 2…4 мм идет карбонизация цементного камня, не снижающая в целом эксплуатационных свойств строительной конструкции. Более того, происходит некоторое уплотнение поверхностного слоя с повышением его непроницаемости.
Однако если данный вид коррозии протекает совместно с коррозией выщелачивания, то толщина карбонизированного слоя может достигать нескольких миллиметров, что весьма отрицательно сказывается на коррозионной стойкости арматурной стали в бетоне, так как снижается значение pH среды.
Наиболее полное протекание химических процессов, присущих углекислотной коррозии, возможно в некоторых специфических условиях службы бетонных и железобетонных конструкций (дымовые железобетонные трубы, производства по разливу минеральных вод, бродильные цехи и т.п.), где для ее предотвращения используют специальные защитные покрытия.
Коррозия бетона происходит при воздействии аммиачных удобрений – аммиачной селитры и сульфата аммония. Аммиачная селитра, состоящая из нитрата аммония NH4NO3, подвергается гидролизу и дает в воде кислую реакцию. Нитрат аммония действует на гидрат оксида кальция:
Са(ОН)2 + 2NH4NO3 + 2Н2O → Ca(NO3)2·4Н2O + NH3
Образующийся нитрат кальция хорошо растворяется в воде и вымывается из бетона.
Разрушают цементный камень и масла, содержащие кислоты жирного ряда (льняное, хлопковое). Нефть и нефтяные продукты не представляют опасности для бетона, если они не содержат нефтяных кислот и соединений серы.
235
Продукты разгонки каменноугольного дегтя, содержащие фенол, могут оказывать агрессивное воздействие на бетон.
В состав различных масел и жиров входят такие органические кислоты, как олеиновая, стеариновая и пальмитиновая, которые относятся к соединениям с высокомолекулярной массой и не растворяются в воде. Причем их агрессивность возрастает по мере увеличения молекулярной массы в ряду сте-
ариновой (Сn H2nO2) и олеиновой (CnH2n-2O2) кислот.
Разрушающее действие этих кислот объясняется тем, что при действии гидроксида кальция на жиры и масла последние омыляются с образованием соответствующих многоатомных спиртов и жирных кислот, которые, взаимодействуя с Са(ОН)2, образуют соли, например, олеат кальция, гилецерат кальция.
Кислые газы, содержащиеся в атмосфере, являются также агрессивными по отношению к цементному камню и бетону. Коррозирующее влияние га-
зов складывается уже при их содержании в воздухе, соответствующем парциальному давлению, в пределах 10-149,36…10-3,27 Па (в зависимости от вида газа).
Наиболее агрессивен сероводород (H2S), а наиболее распространенным является углекислый газ (СО2), вызывающий углекислотную коррозию.
По устойчивости составляющих цементного камня к кислым газам их можно расположить в ряд:
CaCO3 > C5S6H5,5 > Ca4AH19 > C3A∙3CaSO4∙(31-32)H2O > C3A∙CaCO3 H11 > Ca(OH)2 > C3AH6 > C2AH8 > CAH10.
Из приведенного ряда следует, что гидроалюминаты кальция, особенно низкоосновные, наименее стойки к действию кислот. Поэтому для увеличения стойкости цементного камня к этому виду коррозии необходимо ограничивать в цементе содержание алюминатов кальция до 5 %.
Реакционноспособные модификации кремнезема (опал, халцедон, вулканическое стекло), встречающиеся в заполнителях, могут вступать при обычной температуре в реакции со щелочами цемента, образуя студенистые отложения белого цвета на поверхности зерен заполнителя. Разрушение бетона, вследствие образования трещин, вспучивания и шелушения может наступить через 10...18 лет после окончания строительства.
В практическом аспекте чисто кислотная коррозия является сугубо специфической и имеет место чаще всего в промышленном производстве, связанном с выпуском или применением кислот (например, травильные цехи, молочные и пивоваренные заводы и т.п.) В соответствии со строительными нормами бетонные и железобетонные конструкции должны быть надежно защищены от действия кислот различными изолирующими материалами (мастики, полимерные и керамические покрытия, покрытия из металлической фольги). Поэтому рассмотренные виды кислотной коррозии могут иметь место в случае невыполнения целостности, герметичности защитных покрытий. Процесс коррозии в этих случаях протекает довольно интенсивно и может привести к полной деградации строительных конструкций.
236
Сульфомагнезиальная и сульфоалюминатная коррозия – образование в по-
рах новых соединений, при развитии которых происходит накопление и кристаллизация малорастворимых продуктов реакции с увеличением объема твердой фазы бетона, что вызывает появление внутренних напряжений в бетоне и его растрескивание. К ним, в первую очередь, относятся эттрингит –
(Са6[Al(ОН) 6] 2·24Н2О}[3SО4][2Н2О] или 3CaO·Al2О3·3CaSO4·32Н2О и таумасит
– (Са6[Si(ОН) 6] 2·24Н2О}[(SO4)2(CO3) 2] или Ca3Si(SO4)(CO3)(OH) 6 ·12H2O.
Сульфомагнезиальная коррозия имеет место тогда, когда омывающая цементный камень вода содержит растворенный MqSО4. Этот вид коррозии очень опасен, так как агрессивным является не только анион, но и катион данного соединения. Процесс коррозии обычно идет до полного разрушения цементного камня. Коррозия интенсивно протекает, если содержание солей магния в растворе составляет более 0,5 % (масс). Продуктом взаимодействия MqSО4 с гидроксидом кальция, а также с гидросиликатами и гидроалюминатами кальция, помимо вышеупомянутого MqSО4·Н2О, будут еще рыхлые массы малорастворимого, не обладающего вяжущими свойствами.
Грунтовые воды очень часто представляют собой растворы сульфатов. Они вступают в реакцию с составляющими бетона: гидроксидом и гидроалюминатом кальция. Продукты взаимодействия имеют значительно больший объем, чем исходные соединения и поэтому вызывают разбухание и искривление конструктивных элементов и разрушение бетона. Вода с солями сульфатов кальция, магния, натрия проникает по порам внутрь бетона, взаимодействует с гцдроксидом кальция и алюминатными минералами:
Ca(OH)2 + Na2SO4∙10H2O → CaSO4∙2H2O + 2NaOH + 8H2O
Сульфат натрия и сульфат кальция при взаимодействии с гидроалюминатами кальция образуют гидросульфоалюминат состава 3СаО∙Al2O3∙3CaSO4
∙31H2O:
C4AH13 + H2O + CaSO4 → C3ACS3H31 + Ca (OH)2,
C4AH13 + Са(ОН)2 + Na2SO4 → C3ACS3H31 + NaOH,
C4AH13 + Са(ОН)2 + MgSO4 → C3ACS3H31 + Mg(OH)2
При воздействии на бетон сульфата натрия происходит ряд физикохимических процессов. Во-первых, раствор сульфата натрия способен взаимодействовать с составляющими цементного камня, результатом такого взаимодействия является образование продуктов экспансивной фазы, т.е. развитие процессов коррозии третьего вида. Во-вторых, при переменном увлажнении и высушивании бетона агрессивным раствором происходит кристаллизация и накопление соли сульфата натрия в поровом пространстве бетона, что вызывает возникновение напряженного состояния и ведет к разрушению материала. В- третьих, при изменении температуры внешней среды в процессе кристаллизации соли безводный натрий может перейти в десятиводную форму, что вызовет
237



Рисунок 179 – Здания из цветного бетона. Сенсационных проектов из цветного бетона известных архитекторов достаточно – от отеля «ESO», построенного в пустыне Чили мюнхенским архитектором Фрицем Ауэром, до железнодорожного моста «Årsta» сэра Норманна Фостера в Стокгольме (Швеция). Даже новый стадион в Пекине (Китай) швейцарских архитекторов Херцога и Де-Мерона, построенный для летних олимпийских игр 2008, украшает желто-черный мостовой камень из бетона.
Большая добавка любого инертного пигмента снижает в некоторой степени прочность цемента. Но если содержание её не превышает 10 %, то потеря прочности составляет не более 1/3 от нормальной прочности бетона.
Добавка черной сажи обусловливает большую потерю прочности, но её можно вводить в меньшем количестве, чем другие черные пигменты.
Ультрамарин голубой не является полностью устойчивым пигментом, так как он связывается со свободным Са(ОН)2 и цвет его постепенно блекнет.
Однако его, по-видимому, можно с успехом применять в нормальных условиях, поскольку атмосферная карбонизация открытой поверхности бетона происходит достаточно быстро и приостанавливает процесс выцветания.
Кобальт голубой считается лучшим пигментом, чем ультрамарин голубой, но он дороже.
Выцветание цветных бетонов и облицовок, изготовленных с указанными видами пигментов, являются серьезным препятствием к их применению.
В большинстве случаев (за исключением голубого ультрамарина) это выцветание является следствием не потери пигментом цвета, а образования на поверхности бетона белой пленки СаСО3.
Пленку СаСО3 можно удалить с поверхности с помощью разбавленной НСl (1:10), которая затем смывается водой. Кислота на поверхности может оставаться лишь в течение короткого срока; до обработки бетон следует увлажнить, чтобы предупредить возможное проникновение кислоты в поры.
Делались попытки окрашивать поверхность бетона, покрывая ее адсорбирующимися красками или солями. Обычно для этой цели применяют различные анилиновые краски, сульфаты железа (0,05...0,1 м/л воды) и магния
(0,03...0,06 м/л воды).
Раствор красящего вещества наносят на бетон, твердевший в течение нескольких суток. Эти растворы обладают способностью понижать прочность бетона.
Для получения белых и цветных растворов и бетона применяют соответствующего цвета инертные материалы – белую и цветную мраморную, гра-
252
Таблица 61 – Качественный состав и свойства цветных цементов
Показатель качества |
|
Количественное значение |
|
||||
Содержание клинкера |
Не менее 80 % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Содержание активной минеральной |
Не более 6 % массы цемента |
|
|
||||
добавки |
|
|
|
|
|
|
|
Содержание минерального, искус- |
Не более 15 % массы цемента, |
|
|
||||
ственного, природного или органиче- |
Органического – не более 0,5 % массы цемента |
||||||
ского пигмента |
|
|
|
|
|
|
|
Белизна клинкера |
Не менее 68 % |
|
|
|
|
|
|
|
Для желто-красного и коричневого – не менее 40 |
||||||
|
% |
|
|
|
|
|
|
|
Для черного – обычный клинкер |
|
|
||||
Содержание специальных добавок |
Не более 2 % массы цемента |
|
|
||||
Содержание пластифицирующих и |
Не более 0,3 % |
|
|
|
|
|
|
гидрофобизирующих добавок |
(по согласованию с потребителем) |
|
|
||||
Содержание ангидрида серной кисло- |
Не более 3,5 % по массе |
|
|
|
|
||
ты SО3 |
|
|
|
|
|
|
|
Содержания оксида магния MqO |
Не более 5 % по массе |
|
|
|
|
||
Содержание свободной извести СаО |
Не более 1,5 % по массе |
|
|
|
|
||
Сроки схватывания: |
|
|
|
|
|
|
|
- начало |
Не ранее 45 мин |
|
|
|
|
|
|
- конец |
Не позднее 12 ч |
|
|
|
|
|
|
Тонкость помола |
Остаток на сите 008 не более 10 % |
|
|
||||
Признаки ложного схватывания |
Не допускаются |
|
|
|
|
|
|
Коэффициент вариации прочности |
Не более 5% для М300, М400 |
|
|
||||
|
Не более 3% для М500 |
|
|
|
|
||
Предел прочности, Мпа, не менее |
М300 |
|
М400 |
|
|
М500 |
|
|
|
|
|
|
|
|
|
|
Изгиб |
Сжатие |
Изгиб |
Сжатие |
|
Изгиб |
Сжатие |
|
|
|
|
|
|
|
|
|
4,41 |
29,4 |
5,4 |
39,2 |
|
5,89 |
49 |
|
|
|
|
|
|
|
|
5.4.5 Активные минеральные добавки
Активные минеральные добавки – это материалы, которые, не обладая вяжущими свойствами, но, будучи в тонкомолотом состоянии с клинкером ПЦ, повышают его стойкость к действию пресных и минерализованных вод, а в смесях с воздушной известью придают ей гидравличность.
Активные минеральные добавки по происхождению разделяют на природные и искусственные.
К природным активным добавкам относят некоторые горные породы (пемзы, туфы, пеплы и трассы).
Искусственными активными добавками являются следующие материалы: кремнеземистые отходы (прежнее название си-штофф), которые получают при обогащении бокситов; глиниты – специально обожженные на добавку горные породы; топливные золы и шлаки; доменные гранулированные шлаки; глиежи – глины естественно жженые.
255

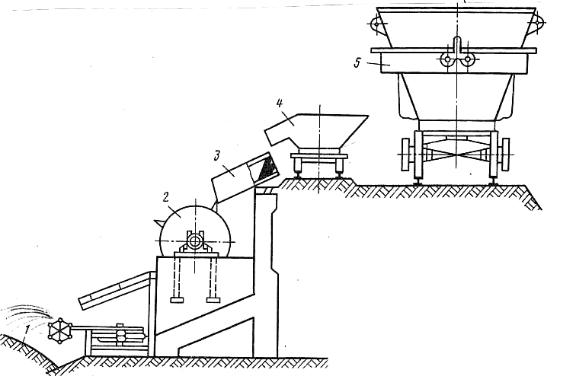
5.4.6 Портландцемент с активными минеральными добавками
Пуццолановый портландцемент (ПуПЦ) – гидравлическое вяжущее, по-
лучаемое либо совместным помолом клинкера, гипсового камня (до 5 % для регулирования сроков схватывания) и активной минеральной добавки, либо тщательным смешением этих же материалов, измельченных отдельно.
Количество активной минеральной добавки, вводимой в цемент, зависит от ее активности. Наиболее активных добавок осадочного происхождения вводится в цемент 20 или 30 % (трепел, диатомит), а менее активных добавок вулканического происхождения (трасс, туф), глиежей, глиннитов и зол –
25...40 %.
Процесс получения ПуПЦ мало отличается от процесса получения ПЦ. Дробленые и предварительно высушенные добавки вводятся в мельницу, где клинкер измельчается с гипсом. На некоторых заводах применяется двухступенчатый помол, при котором вначале измельчается ПЦ клинкер с гипсом до обычной тонкости помола, а затем в мельницу подаётся активная минеральная добавка, и вся смесь домалывается до заданной тонкости. ПуПЦ выпускают марок 300 и 400.
Свойства ПуПЦ несколько специфичны. Объемный вес (насыпной) пуццоланового портландцемента при твердых добавках (трасс, твердый туф) практически такой же, что и у портландцемента, а при мягких добавках (трепел, диатомит) несколько меньше – 850…1150 кг/м3. Тонкость помола и сроки схватывания такие же, как и у портландцемента. Плотность их 2,7...2,9 г/см3.
Прочность пуццоланового портландцемента определяется по аналогии с портландцементами и характеризуется марками: 300 и 400.
Водонепроницаемость его выше, чем у ПЦа, и разница тем больше, чем активнее добавка. Это объясняется набуханием образовавшихся в большом количестве коллоидных соединений, которые препятствуют фильтрации воды через толщу затвердевшего камня.
При твердении ПуПЦ выделяется меньше тепла, что позволяет использовать этот цемент для массивных бетонных сооружений. Влияние добавок отрицательно сказывается на прочности пуццоланового цемента и начальные сроки твердения, так как они разбавляют цементный раствор, уменьшая в нем количество чистого портландцемента. Но к 28-дневному сроку твердения прочность пуццоланового портландцемента достигает прочности портландцемента, а при больших сроках в условиях влажной среды становится выше её, вследствие того, что количество гидросиликата в нем больше, нежели чем в обычном портландцементе.
Пониженная прочность ПуПЦ в начальные сроки твердения объясняется его большей водопотребностью, так как нормальная густота цементного теста пуццоланового портландцемента в результате введения таких добавок, как трепел и диатомит, составляет 30...40 %, вместо 20 % для обычного портландцемента. В бетоне, приготовленном на этом цементе, соответственно В/Ц тоже
264

