

Gordienko_TKM2_uchebn
.pdfнительных связующих элементов: пластин, уголков, швеллеров или арматурных прутков. При этом предпочтение отдается ванной сварке.
По сравнению с дуговой сваркой стержней внахлестку и с наклад-
расход металла на стык уменьшается в 8...10 раз; расход электродов и электроэнергии – в 2...3 раза; трудоемкость и себестоимость – в 2...3 раза.
а |
(6...8) d |
б |
(3...4) d |
d |
|
|
d |
в |
(6...8) d |
г |
(3...4) d |
|
|
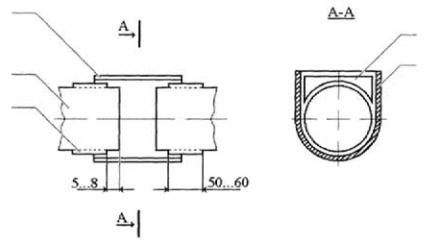
Рис. 5.1. Типы сварных соединений, выполненные протяженными швами: а – нахлесточноесоединениес односторонним швом; б – нахлесточноесоединение с двусторонним швом; в – соединение с круглыми накладками и одностороннимшвом; г– соединениескруглыминакладкамиидвустороннимшвом
2. Сущность ванной сварки
Сущностьэтогоспособасостоитвтом, чтостыкмеждустержнями помещается в специальную форму, которая необходима для удержания ваннырасплавленногометалла. Зазорвстыкеустанавливаетсявзависимости от диаметра стержней и должен составлять 5...20 мм. Сварка можетвыполнятьсяввертикальномигоризонтальномположениях(рис. 5.2). Расплавление основного металла происходит, главным образом, за счет тепла, выделяющегосявваннежидкогометалла. Чтобывсварочнойваннебылодостаточноеколичествожидкогометалла, применяютповышенныйтокприсамойкороткойдуге. Наиболееэффективнамеханизирован-
40
ная ванная сварка под флюсом в съемных медных формах. Вместо медных форм допускается применение графитовых форм, которые, однако, быстрее выходят из строя.
При небольших объемах работ или отсутствии необходимого оборудованияприменяетсяменееэффективнаяручнаяодноэлектроднаяили многоэлектроднаяваннаясваркавмедныхформах. Приотсутствиисъемных форм допускается применение остающихся стальных подкладок. Сварку ведут ванным способом одним или несколькими электродами.
а |
б |
Рис. 5.2. Ванная сварка:
а – горизонтальных стержней; б – вертикальных стержней
Наостающихсяподкладкахможновеститакжемеханизированную сваркупроволокой сплошногосеченияили ванно-шовнуюручную сварку покрытыми электродами.
Ванно-шовнаясваркаиспользуетсявтехслучаях, когдахотятпередать эксплуатационные осевые усилия на накладку. При этом, кроме основного стыка, выполняемогованнойсваркой, завариваютфланговыешвы(рис. 5.3).
2 3
1
Рис. 5.3. Ванно-шовная сварка:
1 – свариваемые стержни; 2 – фланговые швы; 3 – стальная накладка
41
Сваркуваннымспособомразрешаетсяпроизводитьприотрицательной температурес соблюдением обычной технологии, но при повышенном токе. Ток повышают пропорционально понижению температуры от 0 °С так, чтобы при температуре –30 °С сварочный ток был повышен на 10 %.
3.Ванная сварка стыковых соединений стержней
винвентарных формах
Механизированная ванная сварка под флюсом рекомендуется как наиболее эффективный способ соединения арматуры диаметром более 20 мм (в стыках однорядных стержней).
Оборудование, инструмент и приспособления. Для механизиро-
ванной ванной сварки под флюсом стыковых соединений арматурных стержней должны применяться сварочные полуавтоматы (А-765, ПДГ162, А-1197, А-1530) в сочетании с медными инвентарными формами. Еслиневозможныустановкаиснятиесоставныхмедныхформиз-затес- ногорасположениястержней, допускаетсяприменятьмедныескобы(желобчатыеподкладки) толщинойнеменее12 ммидлинойоколо200 ммв сочетании с медными вкладышами-ограничителями плавильного пространства в верхней части соединения (рис. 5.4).
Применение медных желобчатых подкладок без ограничителей плавильногопространства недопускается. Напрактикеиногдаплавильное пространство ограничивают глиной.
При отсутствии медных форм для механизированной ванной сварки допустимо применение инвентарных графитовых форм с увеличенной на 15...20 % толщиной стенок. Эти формы должны быть изготовленыизуглеграфитовыхматериаловмарокЭЭГилиmil (длясваркивертикальных стержней) и ЭГО, ЭП1 или ГМЗ (для сварки горизонтальных стержней).
Применятьформыизкерамическихматериаловвместомедныхили графитовых не допускается.
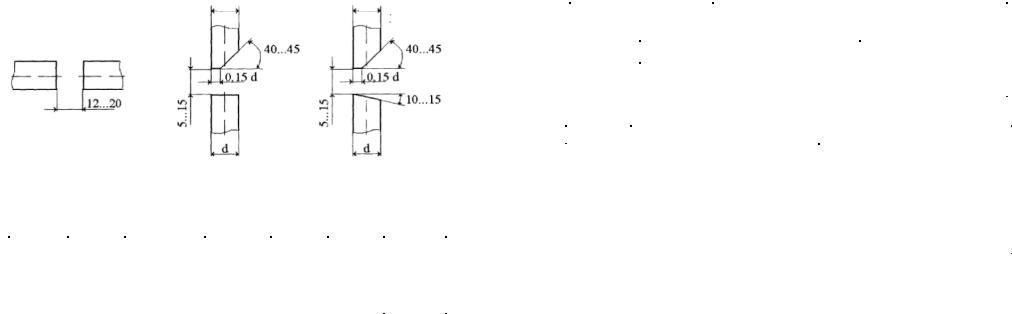
Подготовка к сварке. Концы горизонтальных стержней рекомендуется обрезать так, чтобы был обеспечен прямой угол между торцом иосьюстержня, азазормеждупараллельнымиторцамистыкуемыхстержней составлял 12...20 мм (рис. 5.5, а).
Концы вертикальныхстержней, подлежащих сварке, должны быть снабжены скосами-разделками (рис. 5.5, б, в).
1
3
1
2
3
Рис. 5.4. Схема установки желобчатой подкладки и медных вкладышей-ограни- чителей плавильного пространства при подготовке к ванной сварке горизонтальных стержней:
1 – подкладки; 2 – стержни; 3 – медные вкладыши
На подготовленных к сварке концах стержней закрепляют инвентарные медные формы, располагаяих так, чтобы ониобеспечивали возможностьиудобствоманеврированиясварочнойпроволокойи держателем и чтобы приливы стыков вертикальных стержней не выступали за пределы защитного слоя бетона.
Если зазоры между поверхностями стержней и гнезд медной формы превышают2 мм, товоизбежаниевытекания жидкого шлакаих следует уплотнять путем намотки на стержни одного или двух колец шнурового или листового асбеста.
Передначаломсваркивформузасыпаютфлюсвколичестве30...40 г. Режим сварки. Механизированную дуговую сварку стыковых соединений арматуры под флюсом рекомендуется выполнять электродной проволокой диаметром 2 мм. Допускаетсяиспользование проволокиди-
аметром 2,5 мм.
Ориентировочные режимы механизированной ванной сварки под флюсомстыковыхсоединенийоднорядныхгоризонтальныхивертикальных стержней приведены в табл. 5.1.
Основными параметрами режима ручной дуговой сварки являются: Iсв – сварочный ток, А; dэ – диаметр электрода, мм.
42 |
43 |
а |
б |
в |
|
|
d |
d |
|
|
|
|
|
d |
|
d |
d |
|
d |
Рис. 5.5. Формы и размеры разделки торцов стержней:
а – горизонтальные; б – вертикальные при d < 32 мм; в – вертикальные при d > 32 мм
Таблица 5.1
Диаметр |
Диаметр |
Скорость по- |
Начальное |
Свароч- |
Длина |
Глубина |
||||||
стержня, |
прово- |
дачи прово- |
напряже- |
ныйток, |
вылета |
шлаковой |
||||||
мм |
локи, мм |
локи, м/с |
ние дуги, |
|
А |
электро- |
ванны, мм |
|||||
|
|
|
|
|
В |
|
|
|
да, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
...25 |
2 |
0,07... |
0,086 |
38... |
42 |
300 |
...400 |
30... |
60 |
10 |
...15 |
28... |
32 |
|
0,1... |
0,1 |
40... |
44 |
350... |
450 |
30... |
80 |
|
|
36... |
40 |
|
0,12... |
0,14 |
42... |
46 |
400... |
500 |
40... |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20... |
25 |
2,5 |
0,05... |
0,06 |
40... |
42 |
400... |
450 |
30... |
60 |
10... |
15 |
28... |
32 |
|
0,07... |
0,07 |
42... |
44 |
440... |
480 |
30... |
80 |
|
|
36... |
40 |
|
0,086... |
0,09 |
44... |
46 |
460... |
500 |
40... |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр электрода выбирается в зависимости от диаметра свариваемой арматуры и положения стыкуемых стержней в пространстве, а необходимая величина сварного тока устанавливается в зависимости от диаметра электрода (табл. 5.2).
Примечание. Прииспользованииэлектродабольшогодиаметраток может быть определен из выражения I = (50...55)d.
Типэлектродавыбираютвзависимостиотклассастальнойарматуры и способа сварки (табл. 5.3).
Ванная и ванно-шовная сварка ведутся на постоянном или переменном токе одиночными электродами.
Сварка напостоянномтоке должна производитьсяна обратнойполярности («+» – на электроде, «–» – на изделии).
|
|
|
Таблица 5.2 |
|
|
|
|
|
|
Диаметр, мм |
Сварочный ток, А, |
|
||
|
|
для стержней, расположенных |
|
|
|
|
|
|
|
стержней |
электрода |
горизонтально |
вертикально |
|
|
|
|
|
|
20...28 |
5 |
220...250 |
200...220 |
|
32...40 |
5...6 |
260...300 |
220...240 |
|
|
|
Таблица 5.3 |
|
|
Тип электрода |
|
|
Класс |
|
|
|
Ручная дуговая сварка |
Ванная одноэлектродная |
|
|
|
|
сварка |
|
|
|
|
|
А-I |
Э42, Э42А, Э46 |
Э46А, Э50 |
|
А-II |
Э42А, Э46А, Э50А |
|
|
Э50А, Э55 |
|
||
А-III |
Э42А, Э46А, Э50А |
|
|
Э55, Э60 |
|
||
А-IV |
Э50А, Э55А, Э60А |
|
|
|
|
||
|
|
|
|
Техника сварки. Примеханизированнойсварке вначалеработыконецэлектроднойпроволокиследуетпогрузитьвофлюсивозбудитьдугу. Недопускаетсяпроизводитьвозбуждениедугизамыканиемэлектродной проволоки на элементы медной формы.
Присваркестыковогосоединениягоризонтальныхстержнейконец электродной проволоки после возбуждения дуги следует приблизить к тому торцу стержня, на котором возбудили дугу, и проплавить нижнюючастьторцаодногостержня, сообщаяпроволокеколебательныедвижения. После расплавления нижней части торца одного стержня конец проволоки нужно быстро приблизить к нижней части второго стержня
ирасплавить аналогично. После образования ванны жидкого металла
ишлака быстрым перемещением конца сварочной проволоки по краям шлаковой ванны у торцов стержней следует постепенно заполнить плавильное пространство.
Наэтомэтапеэлектроднуюпроволокунеследуетприближатькстенкам медной формы, а рекомендуется перемещать проволоку от одного торца стержня к другому по диагонали.
Образование сварного шва нужно закончить перемещениями конца электродной проволоки по периметру ванны, не допуская приближения проволоки к центру плавильного пространства.
Впроцессе сварки рабочий периодически должен засыпать дозировочным совком в плавильное пространство порции флюса. Подсыпку
44 |
45 |
флюса производят в моменты, когда начинается разбрызгивание жидкого шлака. Переводить дуговой процесс в шлаковый, засыпая в плавильное пространство сразу большое количество флюса, недопустимо.
Для образования стыкового соединения вертикальных стержней должна применяться следующая техника сварки:
 при диаметре стержней до 32 мм конец сварочной проволоки в начале процесса сварки (после возбуждения дуги) надо перемещать колебательными движениями;
при диаметре стержней до 32 мм конец сварочной проволоки в начале процесса сварки (после возбуждения дуги) надо перемещать колебательными движениями;
 придиаметрестержнейболее32 ммдугуследуетвозбудитьвкорневой части разделки нижнего стержня и затем перемещать конец сварочнойпроволокиволновымидвижениями(описаннымиспособамиследует заполнять металлом всю разделку соединения);
придиаметрестержнейболее32 ммдугуследуетвозбудитьвкорневой части разделки нижнего стержня и затем перемещать конец сварочнойпроволокиволновымидвижениями(описаннымиспособамиследует заполнять металлом всю разделку соединения);
 на последнем этапе сварочную проволоку нужно направлять параллельноосистыкуемыхстержней, располагаяееповозможностиближекповерхностиверхнегостержня, сообщаяконцупроволокиполукруговые движения. Сварку следует заканчивать, удаляя проволоку от поверхности стержня и сообщая ее концу движения по периметру шлаковой ванны у стенки формы.
на последнем этапе сварочную проволоку нужно направлять параллельноосистыкуемыхстержней, располагаяееповозможностиближекповерхностиверхнегостержня, сообщаяконцупроволокиполукруговые движения. Сварку следует заканчивать, удаляя проволоку от поверхности стержня и сообщая ее концу движения по периметру шлаковой ванны у стенки формы.
Следуетотметить, чтоприванно-шовнойсваркекналожениюфлан- говых швов необходимо приступать только после заполнения нижней половины стыка, т. е. после достаточного разогрева стержней. Фланговые швы должны накладываться быстро, чтобы предупредить остывание жидкого расплава сварочной ванны.
Воизбежаниеподрезовсвариваемыхстержнейфланговыешвынеобходимозаканчиватьточечныминаплавкамискратковременнымобрывомдуги. Окончаниефланговыхшвовжелательносовмещатьсвинтовыми выступами стержней периодического профиля.
Практическую часть работы данного раздела рекомендуется выполнять в следующей последовательности:
1.Учебная группа делится на две подгруппы.
2.Каждойподгруппе студентов учебный мастер выдает заготовки из арматурной стали (необходимозаписать марку, класс сталии диаметр стержней) и инвентарные медные формы для ручной дуговой сварки
имеханизированной сварки под флюсом.
3.Пользуясьсправочниками, стандартамиирекомендациямиданной лабораторной работы, студенты устанавливаютили определяют:
а) форму и элементы подготовки кромок стержней под сварку; б) для ручной дуговой сварки – тип и марку электрода, род тока,
полярность, диаметр электрода, силу сварочного тока;
в) для механизированной сварки – скорость подачи проволоки, еедиаметр, начальноенапряжениедуги, длинувылетаэлектрода, глубину шлаковойванны, флюс и его дозу;
г) техникуманипулированияэлектродомиэлектроднойпроволокой.
4.Студенты взвешивают стержни до сварки.
5.Под руководством учебного мастера собирают инвентарные формы и устанавливают их на сварочный стол.
6.Производят сварку стыков арматурной стали ручной дуговой
имеханизированной сваркой, фиксируя при этом время горения электрической дуги, расход электродов и электродной проволоки.
7.После окончания сварки и остывания расплавленного металла формы разбирают, а сварной шов очищают от шлака.
8.Взвешивают шлак и сваренные стержни.
9.Определяют массу наплавленного металла, расход электродов
иэлектроднойпроволокинастык, полноевремясварки. Расходэлектроднойпроволокирассчитываютисходяизтого, чтопотериметалланаугар
иразбрызгивание при сварке под флюсом составляют 2...5 % от массы наплавленного металла.
10.Оценивают удельный расход флюса по формуле
|
G |
|
|
gф |
ф |
, |
(5.1) |
G |
|||
|
Н |
|
|
где Gф – масса флюса; GН – масса наплавленного металла.
11.Визуально оценивают качество сварки – чешуйчатость поверхности сварного шва, трещины всех видовинаправлений, наплывы, подрезы, незаваренные кратеры, непровары, пористость, отсутствие плавных переходов от одного сечения к другому.
12.Производятсравнениепроизводительностиручнойдуговойсварки и механизированной.
Содержание отчета
1.Цель и задачи работы.
2.Схема, сущность и достоинства ванной сварки стержней арматурной стали.
3.Выбор и расчет параметров ванной сварки.
4.Техника выполнения ванной сварки.
5.Результаты выполнения практической части работы.
6.Выводы по работе.
46 |
47 |
Лабораторная работа № 6
ГАЗОВАЯСВАРКА
Цель лабораторной работы – ознакомление с сущностью процессов, способов, оборудованием и технологическими возможностями газовой сварки металлов и сплавов. При выполнении лабораторной работы необходимо:
1)изучить сущность и способы газовой сварки, ее достоинства, недостатки и рациональные области применения;
2)изучить устройство поста газовой сварки;
3)ознакомиться с техникой выполнения газовой сварки и экспериментально исследовать влияние состава газосварочного пламени на его взаимодействие с металлом;
4)ознакомиться с технологией газовой сварки.
Оснащение участка лабораторной работы:
 оборудование– постацетилено-кислороднойсварки, горелкиразличных марок, секундомер, весы, линейка металлическая, керн, моло-
оборудование– постацетилено-кислороднойсварки, горелкиразличных марок, секундомер, весы, линейка металлическая, керн, моло-
 материалы – пластины из низкоуглеродистой стали толщиной 3…5 мм, пруткистальнойпроволокимаркиCв-08Адиаметром3…4 мм;
материалы – пластины из низкоуглеродистой стали толщиной 3…5 мм, пруткистальнойпроволокимаркиCв-08Адиаметром3…4 мм;  плакаты– схемыпоста газовойсварки, устройствацетиленового и кислородного баллонов, ацетиленовых генераторов, газовых горелок,
плакаты– схемыпоста газовойсварки, устройствацетиленового и кислородного баллонов, ацетиленовых генераторов, газовых горелок,
редукторов, строение ацетилено-кислородного пламени;  справочная литература – выписки из инструкций, справочники,
справочная литература – выписки из инструкций, справочники,
ГОСТы.
1. Сущность и способы газовой сварки
Газовая сварка – это сварка плавлением, при котором для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. Вкачестве горючихгазов длясваркииспользуются: ацетилен(C2H2), пропан-бутановыесмеси(C3H8 + C4H10), природныйгаз, водород. Вкачестве окислителя используется кислород.
Напрактикенаибольшееприменениенаходитацетилено-кислород- наясварка, посколькуацетилендаетнаиболеевысокуютемпературупла-
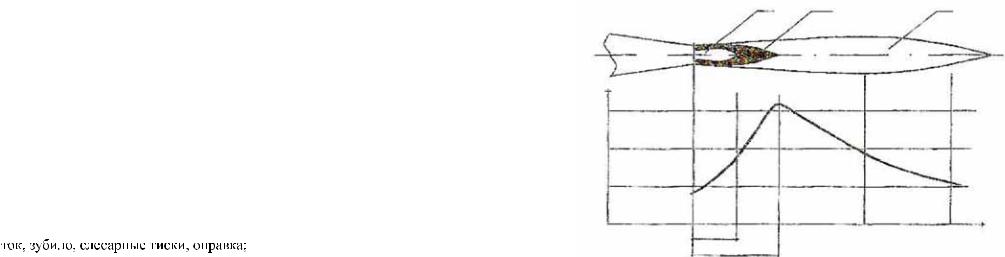
мени и выделяет наибольшее количество теплоты при сгорании. Ацетилено-кислородноепламясостоитизтрехзон(рис. 6.1): ядра1,
средней (восстановительной) зоны 2 и факела 3.
В зоне 1 происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука, иразложение ацетилена на углерод и водород.
1 |
2 |
3 |
t, θС
3000
2000
1000
l |
L, мм |
|
2l |
Рис. 6.1. Распределение температур по зонам сварочного пламени: 1 – ядро; 2 – восстановительная зона; 3 – факел
Взоне 2 происходит первая стадия горения ацетилена за счет кислорода, поступающего вместе с ацетиленом из горелки. Эта зона имеет самуювысокую температуруи обладает восстановительнымисвойствами, поэтому зону 2 называют сварочной или рабочей.
Взоне 3 протекает вторая стадиягорения ацетилена за счет атмосферного кислорода. Этузонуназывают окислительной, так какуглекислый газ и пары воды, образующиеся в результате горения при высоких температурах, окисляют металл.
Ацетилен – кислородное пламя (в зависимости от соотношения
всмеси количеств составляющих) газов может быть нормальным, окислительныминауглероживающим. Характеристикавидовацетилено-кис- лородного пламени приведена в табл. 6.1.
48 |
49 |
|
|
|
Таблица 6.1 |
|
|
|
|
|
|
Вид пламени |
Соотношение |
Краткая характеристи- |
Основная |
|
|
|
ка пламени |
часть |
|
|
|
|
|
|
|
|
Четко очерченное ядро |
Сварка |
|
|
|
пламени, восстанови- |
стали, |
|
Нормальное (вос- |
1,1…1,3 |
тельная зона и факел. |
меди, |
|
становительное) |
Длина восстанови- |
бронзы и |
|
|
|
|
|||
|
|
тельной зоны до 20 мм |
алюминия |
|
|
|
|
|
|
|
|
Укороченное, заост- |
Сварка |
|
Окислительное |
Более 1,3 |
ренное ядро с нечет- |
латуни |
|
|
|
ким очертанием |
|
|
|
|
|
|
|
|
|
Ядро увеличенное рас- |
Сварка |
|
Науглероживающее |
Менее 1,1 |
плывчатого очертания, |
чугуна |
|
на конце его образует- |
|
|
||
|
|
ся зеленый венчик |
|
|
|
|
|
|
|
Газовое пламя является местным поверхностным теплообменным источником теплоты, позволяющим весьма гибко регулировать распределение ее по заданным участкам поверхности изделия, а также между основным и присадочным металлом.
Газовое пламя характеризуется наибольшими размерами пятна нагреваd, сравнительнонизкимизначениямиудельноготепловогопотокаq и эффективной мощности источника нагрева Qэф (табл. 6.2).
Таблица 6.2
Источник нагрева |
Qэф, кВт |
q, кВт/см |
d, мм |
|||
|
|
|
|
|
|
|
Газовое пламя |
1... |
10 |
0,2... |
0,5 |
10 |
...100 |
|
|
|
|
|
|
|
Электрическая дуга |
0,1... |
80 |
5... |
100 |
1... |
50 |
|
|
|
|
|
|
|
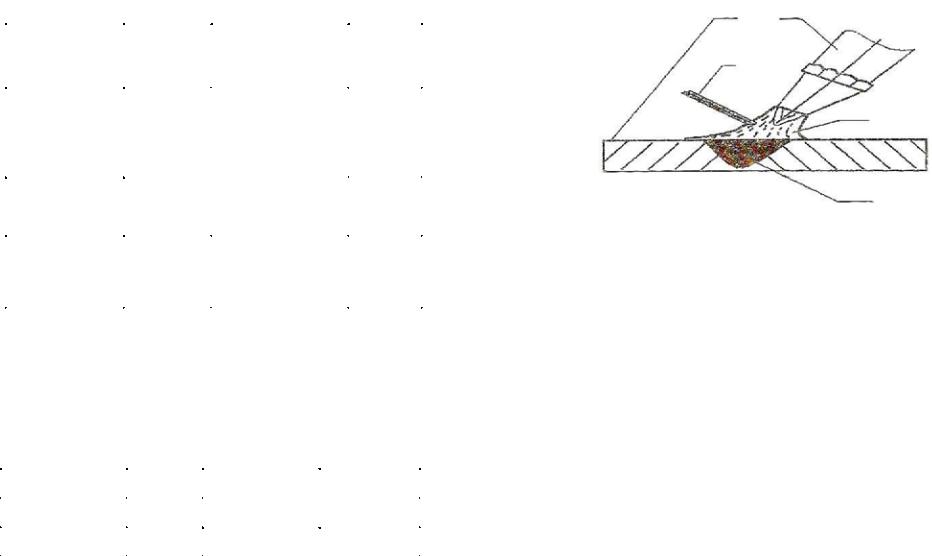
Взонупламениподаетсяприсадочныйматериалввидепруткаили проволоки. Под действием тепла, выделившегося в пламени горелки, происходит расплавление кромок свариваемого металла 1 и присадочного материала 5, в результате чего образуется ванна расплавленного металла 4. По мере перемещения сварочной горелки происходят кристаллизация металла сварочной ванны и образование сварного шва. Схема процесса газовой сварки приведена на рис. 6.2.
1 2
5
3
4
Рис. 6.2. Принципиальная схема газовой сварки:
1 – свариваемый металл; 2 – наконечник газовой горелки; 3 – газосварочное пламя; 4 – сварочная ванна; 5 – присадочный материал
Свойства металла шва в значительной мере определяются процессами окисления и раскисления в сварочной ванне при взаимодействии газовой и шлаковой фазы с жидким металлом.
Ввиду относительно невысокого защитного и восстановительного действия пламенираскисление швадостигаетсявведениемвсварочную ванну марганца и кремния посредством использования присадочного металласоответствующегосплава. Положительноевлияниеэтихраскис- лителейсостоитвсозданиижидкотекучихSi–Mn–Fe-шлаков, способствующих самофлюсованию сварочной ванны. Образующаяся на ее поверхности шлаковая пленка защищает расплавленный металл от кислорода и водорода газовой среды пламени.
Присваркечугуна, цветныхметалловисплавовудалениеобразующейся на поверхности сварочной ванны окисной пленки достигается введениемфлюсов (техническая и прокаленная бура и др.), предохраняющих металл шва от окисления.
Структурные превращения в сварном шве и околошовной зоне характеризуются образованиемтипичнойдлялитогометалла крупнокристаллической структуры с равновесными зернами неправильной формы. Чем меньше перегрев металла шва при сварке и чем больше скорость охлажденияметалла, теммельчезерновсталиитемвышемеханические свойстваметаллашва. Поэтомусваркуцелесообразновестисмаксимально возможной скоростью.
50 |
51 |
Зона термического влияния состоит из тех же характерных участков, чтоипридуговойсварке. Однакоширинаучастковпригазовойсварке значительно больше вследствие менее концентрированного теплового потока источника нагрева (пламени) и сравнительно более медленного охлажденияметаллашва. Шириназонытермическоговлияния(8…28 мм) зависит оттолщины свариваемогометалла, способа ирежима сварки.
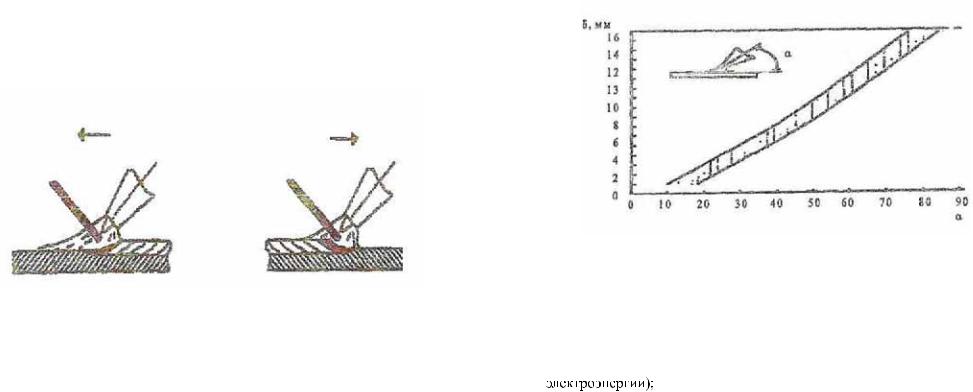
Существуют два основных способа газовой сварки плавлением: правый илевый (рис. 6.3).
Приправомспособесваркипламянаправленонаужеоплавленные кромки (сварочную ванну), а проволоку перемещают вслед за пламенем по спирали, не вынимая ее из сварочной ванны.
а |
Vсв |
б |
Vсв |
|
|
Рис. 6.3. Способы газовой сварки: а – левый; б – правый
При левом способе пламя направлено на еще не расплавленные кромки металла, а присадочная проволока перемещается впереди пламени. Приэтомдляболееравномерногопрогреваиперемещенияметалла сварочной ванны горелку и проволоку перемещают с поперечными колебаниями.
Правый способ по сравнению с левым обеспечивает лучший КПД использования тепла пламени, благодаря чему повышается производительность сваркина 10…20 % и уменьшаетсярасход газов на 10…15 %.
Выбор способа сварки зависит от толщины свариваемого металла и положения шва в пространстве. Правый способ используется преимущественноприсваркеметаллатолщинойболее4 мм; левый– присварке металла толщиной менее 4 мм. Сварка в нижнем положении возможна
как правым, так и левым способом. Вертикальные швы удобнее сваривать левым способом, горизонтальные и потолочные швы – правым.
В зависимости от угла наклона мундштука горелки к поверхности свариваемого металла a эффективность передачи тепла сварочным пламенемизменяется, достигаянаибольшегозначенияприугленаклона90º (рис. 6.4).
Рис. 6.4. Углы наклона мундштука при сварке металла различной толщины
Известны две разновидности газовой сварки плавлением: горячая с предварительным подогревом (общим или местным) и холодная (безпредварительногоподогрева). Горячаяприменяетсяпреимущественно для сварки чугуна.
Достоинства газовой сварки:
 простота используемого оборудования (не требуется источник
простота используемого оборудования (не требуется источник
 универсальность метода, заключающаяся в возможности сварки в различных пространственных положениях всех видов соединений из разнообразных металлов и сплавов.
универсальность метода, заключающаяся в возможности сварки в различных пространственных положениях всех видов соединений из разнообразных металлов и сплавов.
К числу недостатков газовой сварки следует отнести невысокую производительность(скоростьсварки), бóльшуюзонутермическоговлияния, трудность автоматизации, бóльшую стоимость расходных материалов, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий изтонколистовойстали, монтажетрубмалогодиаметра, сваркесоединений и узлов из тонкостенных труб, сварке изделий из алюминия
52 |
53 |
и его сплавов, меди, латуни, свинца и чугуна. Наибольшее применение газовая сварка получила при строительно-монтажных и ремонтных работах.
2. Устройство, назначение и технические данные оборудования для поста газовой сварки
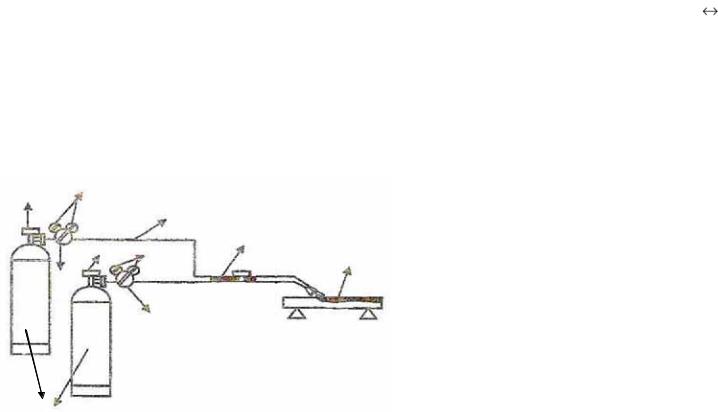
Газовая сварка применяется обычно в ручном варианте. Принципиальная схема поста газовой сварки представлена на рис. 6.5.
5
3
6
7
2 5
8
4
4
1
Рис. 6.5. Схема поста газовой сварки:
1 – кислородныйбаллон; 2 – ацетиленовыйбаллон; 3 – вентиль; 4 – редуктор; 5 – манометр высокого и низкого давления; 6 – шланг; 7 – газовая горелка; 8 – заготовка
Кислород, используемый для газосварочных работ, получают разделениемвоздуханакислородиазотметодомглубокогоохлаждения(сжижения) с последующейректификацией на фракции. Кислородпоставляют к месту потребления в стальных баллонах емкостью 40 дм3 под давлением 15 МПа, что составляет около 6 м3 при нормальных условиях. Баллоны окрашены в голубой цвет с черной надписью «КИСЛОРОД».
Ацетиленполучаютвспециальныхаппаратах-газогенераторахпри взаимодействии воды с карбидом кальция:
СаС2 + 2Н2О Са(ОН)2 + С2Н2 + О2. |
(6.1) |
Газогенераторы бывают стационарные и переносные. Ацетиленовые генераторы взрывоопасны и нуждаются в специальном обслуживании, поэтому при работе одного-двух постов целесообразно использовать ацетилен, поставляемый в баллонах. Баллоны для ацетилена изготавливают из стали. Однако, в отличие от кислородных, они заполнены пористой массой (активированным углем), пропитанной ацетоном. Растворениеацетиленавацетонепозволяетпоместитьвмаломобъемебольшое количество ацетилена при относительно небольшом давлении (1,5…1,9 МПа) и снизить его взрывоопасность. Емкость ацетиленового баллона – 40 дм3, что составляет 5,3 м3 газа при нормальных условиях. Ацетиленовые баллоны окрашивают в белый цвет с красной надписью «АЦЕТИЛЕН».
Ацетилен и кислород из баллонов через понижающие газовые редукторы с помощью шланговподаются в горелку, предназначенную для образования газосварочного пламени.
Редуктор– этоустройстводляпонижениядавлениягаза, прикоторомоннаходится вбаллоне, довеличины рабочего давления идля автоматического поддержания этого давления постоянным, поэтому на редукторе расположены два манометра (один показывает давление в баллоне, другой – перед горелкой).
Сварочная горелка – это устройство, служащее для смешивания горючегогазаскислородомиполучениясварочногопламени. Конструкция горелки позволяет регулировать мощность, состав и форму сварочного пламени. Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена и кислорода.
Винжекторныхгорелкахподачагорючегогаза всмесительнуюкамеру осуществляется подсосом его струей кислорода, подаваемого вгорелку с бóльшим давлением, чемдавление горючего газа.
Схема инжекторной горелки показана на рис. 6.6. Кислород и ацетилен под давлением поступают в горелку через ниппели 5. Кислород проходит по трубке, размещенной в пластмассовой рукоятке 6, и через вентиль4 попадаетвцентральноесоплоинжектора3. Выходясбольшой скоростьюизузкогоканалаинжекторногоконуса, кислородсоздаетзначительное разрежение в камере 2 и засасывает горючий газ, поступающийчерезацетиленовыеканалыгорелкиивентиль7 вкамерусмесителя5, гдеиобразуетсягорючаясмесь. Затемгорючаясмесьпоступаетпонако-
54 |
55 |
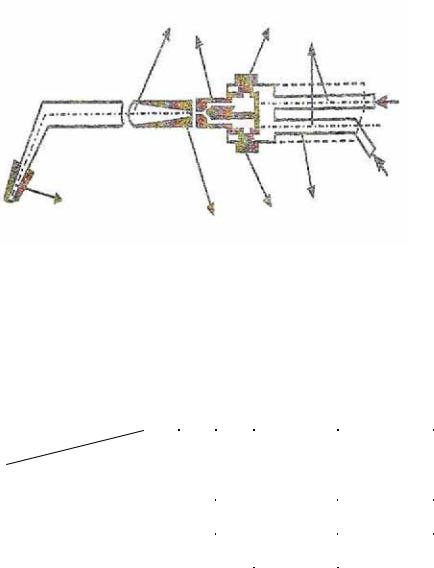
нечнику8 к мундштуку1, на выходеиз которогопри сгоранииобразуется сварочное пламя.
2 |
3 |
4 |
|
5 |
|
|
|
О2
С2Н2
1 |
|
7 |
6 |
|
8 |
||
|
|
||
|
|
|
Рис. 6.6. Схема сварочной горелки инжекторного типа:
1 – мундштук; 2 – смесительная камера; 3 – инжектор; 4 – вентиль кислородный; 5 – ниппели; 6 – рукоятка; 7 – вентиль ацетиленовый; 8 – наконечник
Горелкиэтоготипаимеютсменные наконечникисразличнымидиаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать мощность ацетилено-кислородного пламени.
Основные технические данные инжекторной горелки ГС приведены в табл. 6.3.
Таблица 6.3
Номер наконеч- |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
ника |
Параметр |
||||||||
|
|
|
|
|
|
|
|
||
Толщина свариваемой |
0,5– |
1,0– |
2,5– |
4,0– |
7,0– |
10,0– |
17,0– |
||
стали, мм |
|
1,5 |
3,0 |
4,0 |
7,0 |
11,0 |
18,0 |
30,0 |
|
|
|
|
|
|
|
|
|
||
Расход ацетилена, л/ч |
50– |
135– |
250– |
400– |
700– |
1050– |
1700– |
||
|
|
135 |
150 |
400 |
700 |
1100 |
1750 |
2800 |
|
|
|
|
|
|
|
|
|
||
Расход кислорода, л/ч |
50– |
140– |
260– |
420– |
750– |
1170– |
1900– |
||
|
|
140 |
260 |
420 |
750 |
1170 |
1900 |
3100 |
|
|
|
|
|
|
|
|
|
||
Диаметр канала |
0,25 |
0,35 |
0,45 |
0,60 |
0,75 |
0,95 |
1,20 |
||
инжектора, мм |
|||||||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
Диаметр канала |
0,80 |
1,15 |
1,50 |
1,50 |
2,0 |
2,50 |
3,0 |
||
мундштука, мм |
|||||||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
3. Техника выполнения газовой сварки. Исследование влияния состава газосварочного пламени на пластичность металла шва
Процесс изучения ведется под руководством учебного мастера в два этапа.
Этап 1. Демонстрация техники выполнения сварочных операций:
1)зажигание и регулирование газовой смеси; при демонстрации пламени необходимо зарисовать(желательнов цвете) и описать отличительные черты пламени разного состава (нормального, окислительного, науглероживающего);
2)выполнение техники при левом и правом способах сварки швов
внижнемивертикальномположениях(записатьпараметрырежимасварки, характерформированияметаллашва, траекториидвижениянаконечника горелки и присадочного прутка);
3)влияние угла наклона оси пламени к поверхности металла на условия формирования сварного шва.
Этап 2. Исследование влияния состава газосварочного пламени на его взаимодействие с металлом:
1)подготовка ксварке трехпластин изстали маркиСт3 размерами
4 25
25 150 мми присадочных прутковиз сварочной проволоки Cв-08 диаметром 3 мм;
150 мми присадочных прутковиз сварочной проволоки Cв-08 диаметром 3 мм;
2)взвешивание и маркировка пластин и прутков до сварки;
3)определениепотаблице, представленнойвлаборатории, среднечасового расхода ацетилена в соответствии с номером наконечника горелки, установленногодлясварки(записатьрасходиномернаконечника горелки);
4)наплавка валика по центру каждой пластины при различном со-
ставепламени( = 1,1…1,2;
= 1,1…1,2;  > 1,3;
> 1,3;  < 1,1). Приработе сварщиканеобходимо отметить время наплавки, рабочее давление кислорода и ацетилена и поведение сварочной ванны при формировании валика;
< 1,1). Приработе сварщиканеобходимо отметить время наплавки, рабочее давление кислорода и ацетилена и поведение сварочной ванны при формировании валика;
5)взвешивание пластин с наплавками и оставшихся присадочных прутков, измерение длины швов (валиков);
6)определениепроизводительностипроцессанаплавкиQ, г/ч, илиv, м/ч, и коэффициента потерь металла на угар и разбрызгивание  , %:
, %:
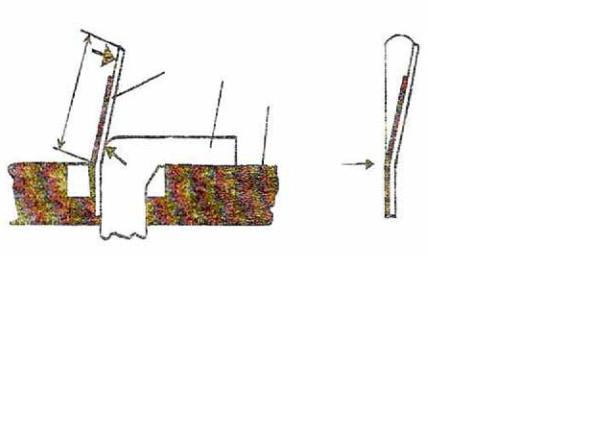
7)оценка пластичности металла шва (валика) путем изгиба пластин в тисках на оправке с помощью молотка (рис. 6.7). Загиб пластины
осуществляется постепенно до появления трещины в зоне наибольших пластическихдеформацийрастяжения, послечегоизмеряютуголзагиба ;
;
56 |
57 |
8) анализ на основе полученных результатов влияния состава газосварочного пламени на пластичность металла шва стали Ст3.
P |
|
|
1 |
2 |
|
0,5 Lобр |
||
|
3
Трещина
R
– уголзагиба
Рис. 6.7. Схема испытания на изгиб: 1 – образец; 2 – оправка; 3 – тиски
Содержание отчета
1.Цель и задача работы.
2.Сущность и способы газовой сварки (конспективно).
3.Принципиальные схемы поста газовой сварки и сварочной го-
релки.
4.Результаты исследования влияния состава газосварочного пламени на пластичность металла шва.
5.Выводы по работе.
Лабораторная работа № 7
ДЕФЕКТЫ СВАРНЫХ ШВОВ
Цельлабораторнойработы– изучениехарактерныхдефектовсварных швов, причин их возникновения в сварных конструкциях, методов и приборов для их выявления.
При выполнении лабораторной работы необходимо:
1)изучить характерные дефекты, образующиеся в сварных соединениях, и причины их возникновения, оценить роль и степень влияния дефектов на работоспособность сварных металлоконструкций;
2)на макро- и микрошлифах (по фотографиям) научиться определять вид дефектов;
3)нанатурныхобразцахвыявитьдефектыидатьзаключениеопригодности сварного соединения.
Оснащение участка лабораторной работы:
 оборудование – набор инструментови приборов для визуального
оборудование – набор инструментови приборов для визуального
иизмерительного контроля (нутромеры метрические, лупы оптические с 4–6-кратным увеличением, лупы измерительные с 10-кратным увеличением, измерительныеметаллическиелинейки, угольники, штангенцир-
кули, щупы, радиусомеры, универсальный шаблон сварщика);
 материалы – натурные образцы с дефектами, макро- и микрошлифы сварных швов, альбом фотографий с характерными дефектами;
материалы – натурные образцы с дефектами, макро- и микрошлифы сварных швов, альбом фотографий с характерными дефектами;
 плакаты – схемы дефектов сварных швов;
плакаты – схемы дефектов сварных швов;
 справочная литература – выписки из инструкции по визуальномуиизмерительномуконтролю, актыпроведениявизуальногоиизмерительного контроля, ведомость дефектов, справочники, ГОСТы.
справочная литература – выписки из инструкции по визуальномуиизмерительномуконтролю, актыпроведениявизуальногоиизмерительного контроля, ведомость дефектов, справочники, ГОСТы.
1.Классификация сварочных дефектов
По месту расположения дефекты бывают внешние и внутренние. Внешние дефекты, в отличие от внутренних, могут быть обнаружены наружным осмотром.
Квнешним дефектам относятся нарушение установленной формы
иразмеровшва, подрезы, прожоги, наплывы, внешняяпористость, незаваренныекратеры, шлаковыевключенияитрещинынаповерхностишва.
58 |
59 |