

Сварка
.pdfзначительноеразрежениев камере2 изасасываетгорючийгаз, поступающий через ацетиленовые каналы горелки и вентиль 7 в камеру смесителя 5, где и образуется горючая смесь. Затем горючая смесь поступает по наконечнику 8 к мундштуку 1, на выходе из которого при сгорании образуется сварочное пламя.
2 |
3 |
4 |
|
5 |
|
|
|
О2
С2Н2
1 |
|
7 |
6 |
|
8 |
||
|
|
||
|
|
|
Рис. 6. Схема сварочной горелки инжекторного типа:
1 – мундштук; 2 – смесительная камера; 3 – инжектор; 4 – вентиль кислородный; 5 – ниппели; 6 – рукоятка; 7 – вентиль ацетиленовый; 8 – наконечник
Горелкиэтоготипаимеютсменныенаконечникисразличнымидиаметрами выходных отверстий инжектора и мундштука, что позволяет регулировать мощность ацетилено-кислородного пламени.
Основные технические данные инжекторной горелки ГС приведены в табл. 6.3.
|
|
|
|
|
|
|
Таблица 6.3 |
|
№ наконечника |
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Параметр |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина |
|
|
|
|
|
|
|
|
свариваемой |
0,5–1,5 |
1,0–3,0 |
2,5–4,0 |
4,0–7,0 |
7,0–11,0 |
10,0–18,0 |
17,0–30,0 |
|
стали, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расход ацетилена, |
50–135 |
135–150 |
250–400 |
400–700 |
700–1100 |
1050–1750 |
1700–2800 |
|
л/ч |
|
|
|
|
|
|
|
|
Расход кислорода, |
50–140 |
140–260 |
260–420 |
420–750 |
750–1170 |
1170–1900 |
1900–3100 |
|
л/ч |
|
|
|
|
|
|
|
|
Диаметр канала |
0,25 |
0,35 |
0,45 |
0,60 |
0,75 |
0,95 |
1,20 |
|
инжектора, мм |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр канала |
0,80 |
1,15 |
1,50 |
1,50 |
2,0 |
2,50 |
3,0 |
|
мундштука, мм |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
61
3. Техника выполнения газовой сварки. Исследование влияния состава газосварочного пламени на пластичность металла шва
Процесс изучения ведется под руководством учебного мастера в два этапа.
Этап 1. Демонстрация техники выполнения сварочных операций:
1)зажигания и регулирования газовой смеси. При демонстрации пламенинеобходимозарисовать (желательнов цвете) иописать отличительные черты пламени разного состава (нормального, окислительного, науглероживающего);
2)выполнения техники при левом и правом способах сварки швов
внижнемивертикальномположениях(записатьпараметрырежимасварки, характерформированияметаллашва, траекториидвижениянаконечника горелки и присадочного прутка);
3)влияния угла наклона оси пламени к поверхности металла на условия формирования сварного шва.
Этап 2. Исследование влияния состава газосварочного пламени на его взаимодействие с металлом:
1)подготовкаксваркетрехпластин изсталимаркиСт3 размерами
4 25
25 150 ммиприсадочныхпрутковизсварочнойпроволокиCв-08 диаметром 3 мм;
150 ммиприсадочныхпрутковизсварочнойпроволокиCв-08 диаметром 3 мм;
2)взвешивание и маркировка пластин и прутков до сварки;
3)определениепотаблице, представленнойвлаборатории, среднечасового расхода ацетилена в соответствии с номером наконечника горелки, установленногодлясварки(записатьрасходиномернаконечника горелки);
4)наплавка валика по центру каждой пластины при различном со-
ставепламени( = 1,1…1,2;
= 1,1…1,2;  > 1,3;
> 1,3;  < 1,1). Приработесварщиканеобходимо отметить время наплавки, рабочее давление кислорода и ацетилена и поведение сварочной ванны при формировании валика;
< 1,1). Приработесварщиканеобходимо отметить время наплавки, рабочее давление кислорода и ацетилена и поведение сварочной ванны при формировании валика;
5)взвешивание пластин с наплавками и оставшихся присадочных прутков, измерение длины швов (валиков);
6)определениепроизводительностипроцесса наплавкиQ, г/ч, или
 , м/ч, и коэффициента потерь металла на угар и разбрызгивание
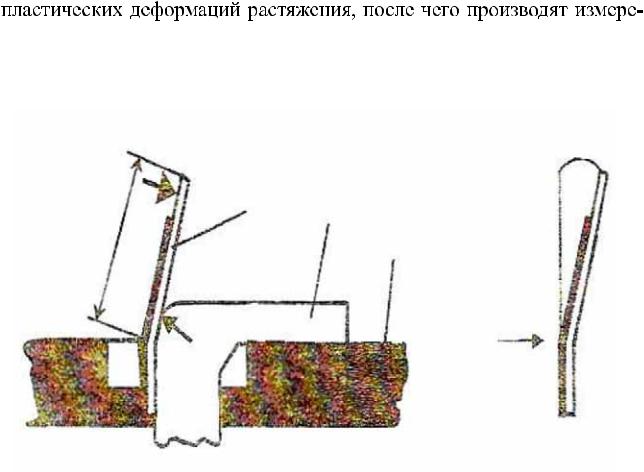
, м/ч, и коэффициента потерь металла на угар и разбрызгивание  , %; 7) оценка пластичности металла шва (валика) путем изгиба пластин в тисках на оправке с помощью молотка (рис. 6.7). Загиб пластины осуществляется постепенно до появления трещины в зоне наибольших
, %; 7) оценка пластичности металла шва (валика) путем изгиба пластин в тисках на оправке с помощью молотка (рис. 6.7). Загиб пластины осуществляется постепенно до появления трещины в зоне наибольших
62
ние угла загиба  ; 8) анализнаоснове полученных результатоввлияния состава газо-
; 8) анализнаоснове полученных результатоввлияния состава газо-
сварочного пламени на пластичность металла шва стали Ст3.
|
P |
|
|
|
1 |
2 |
|
0,5 |
Lобр |
||
|
3
Трещина
R
– угол загиба
Рис. 6.7. Схема испытания на изгиб: 1 – образец; 2 – оправка; 3 – тиски
Содержание отчета
1.Цель и задача работы.
2.Сущность и способы газовой сварки (конспективно).
3.Принципиальные схемы поста газовой сварки и сварочной го-
релки.
4.Результаты исследования влияния состава газосварочного пламени на пластичность металла шва.
5.Выводы по работе.
63
|
Оглавление |
|
ПРЕДИСЛОВИЕ.......................................................................................................... |
|
3 |
Лабораторная работа № 1. РУЧНАЯ ДУГОВАЯ СВАРКА.................................. |
4 |
|
Лабораторная работа № 2. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА........ |
18 |
|
Лабораторная работа № 3. |
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ...... |
27 |
Лабораторная работа № 4. |
КОНТАКТНАЯ СВАРКА ........................................ |
34 |
Лабораторная работа № 5. СВАРКА АРМАТУРНЫХ СТАЛЕЙ ПРИ |
|
|
МОНТАЖЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ................................... |
42 |
|
Лабораторная работа № 6. ГАЗОВАЯ СВАРКА................................................... |
53 |
|
Учебное издание
Гордиенко Валерий Евгеньевич Гордиенко Евгений Григорьевич Степанов Сергей Александрович Кнышев Юрий Владимирович
СВАРКА
Часть I
ОСНОВНЫЕ СПОСОБЫ СВАРКИ
Учебное пособие
Редактор О. Д. Камнева Корректор К. И. Бойкова Компьютерная верстка И. А. Яблоковой
Подписано к печати 14.09.09. Формат 60 84 1/16. Бум. офсетная. Усл. печ. л. 3,7. Тираж 1500 экз. Заказ 95. «С» 42.
84 1/16. Бум. офсетная. Усл. печ. л. 3,7. Тираж 1500 экз. Заказ 95. «С» 42.
Санкт-Петербургский государственный архитектурно-строительный университет. 190005, Санкт-Петербург, 2-я Красноармейская ул., д. 4.
Отпечатано на ризографе. 190005, Санкт-Петербург, 2-я Красноармейская ул, д. 5.