

Сварка
.pdfИзучению в лаборатории подлежат точечные машины МТ-602
иАТП-25, машина для стыковой сварки МСС-901, сварочные клещи и их настройка на заданный режим.
При выполнении работы следует:
1)изучить по плакатам и выпискам из инструкций принципиальные электрические и конструктивные схемыточечной, стыковой машин
исварочных клещей и ознакомиться с их устройством;
2)получитьшестькруглыхобразцовдляточечнойитри– длястыковой сварки, два плоских образца для сварки сварочными клещами;
3)определитьоптимальныепараметрырежимасваркиполученных образцов по табличным данным и рекомендациям, имеющимся в лаборатории;
4)подготовитьсварочныемашиныкработеинастроитьихнавыбранный режим сварки;
5)провести сварку на точечной машине АТП-25 прутков в виде крестообразногосоединениянатрехразличныхрежимах: оптимальном, мягком и жестком. По виду сварного соединения оценить, какой из исследуемых режимов сварки является более предпочтительным;
6)провестисваркустержнейвстыкнастыковоймашинеМСС-901 на двух режимах: оптимальном и мягком. По визуальным наблюдениям описать процесс нагрева при сварке и внешний вид сварных стыков, а также оценить длину нагрева до высоких температур по окисленной поверхности. Проанализировать результаты и оценить качество сварки при разных режимах;
7)провестисваркуплоскихобразцовнасварочныхклещахподвум режимам: оптимальномуимягкому. Проанализироватьрезультатыиоценить качество сварки.
Содержание отчета
1.Цель и задачи работы.
2.Сущность процесса контактной сварки (конспективно).
3.Принципиальные схемы основных видов контактной сварки
ирациональные области их применения.
4.Выбор параметров режима точечной и стыковой сварки.
5.Последовательность выполнения сварочных операций на точечной и стыковой машинах. Результаты наблюденийи их анализ.
6.Выводы по работе.
41
Лабораторная работа № 5
СВАРКА АРМАТУРНЫХ СТАЛЕЙ ПРИ МОНТАЖЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Цель лабораторной работы – изучение сущности процессов, сварочного оборудования, инструмента и приспособлений, техники и технологии ванной сварки.
При выполнении лабораторной работы необходимо:
1)ознакомиться с арматурными сталями и способами их сварки;
2)изучить сущность ванной сварки при соединении горизонтальных и вертикальных стержней из арматурной стали;
3)ознакомиться с оборудованием, инструментом и приспособлениями, применяемыми при ванной сварке;
4)ознакомитьсястехникойитехнологиейваннойсварки, оценить качество и производительность сварки различными способами.
Оснащение участка лабораторной работы:
 оборудование – посты для ручной дуговой сварки на постоянном и переменном токе, полуавтомат ПДГ-162, защитные маски со светофильтрами, молоток, зубило, весы, секундомер, инвентарные медные
оборудование – посты для ручной дуговой сварки на постоянном и переменном токе, полуавтомат ПДГ-162, защитные маски со светофильтрами, молоток, зубило, весы, секундомер, инвентарные медные
формы для ванной сварки, зажимы для скрепления инвентарных форм;
 материалы – электроды различных марок диаметром 3...5 мм, электродная проволока диаметром 1,2...2 мм, флюсы марок АН-348А, АН-348АМ, заготовки из арматурной стали диаметром 20...40 мм;
материалы – электроды различных марок диаметром 3...5 мм, электродная проволока диаметром 1,2...2 мм, флюсы марок АН-348А, АН-348АМ, заготовки из арматурной стали диаметром 20...40 мм;
 плакатыипланшеты– сваркаарматурныхсталейвмонтажных условиях, натурныеобразцываннойсваркивертикальныхигоризонтальных стержней в медных и графитовых формах, на подкладках;
плакатыипланшеты– сваркаарматурныхсталейвмонтажных условиях, натурныеобразцываннойсваркивертикальныхигоризонтальных стержней в медных и графитовых формах, на подкладках;
 справочная литература – справочники, ГОСТы.
справочная литература – справочники, ГОСТы.
1. Арматурные стали и способы их сварки
Для армирования обычных и предварительно напряженных железобетонных конструкций (ЖБК) применяют специальные арматурные стали, которыепоставляютсяввидестержнейгладкогоилипериодическогопрофиляипроволоки. Распространенныедиаметрыстержней6...40 мм. Стержневаяарматураподразделяетсянагорячекатануюитермическиили термомеханически упрочненную. Термическая обработка – это закалка с последующим отпуском, термомеханическая – высокотемпературная термомеханическая обработка.
42
Взависимостиотосновныхмеханическиххарактеристикстержневая арматура подразделяется на классыA-I...A-VI, Ат-III...Ат-VIII. Принятые обозначения классов стержневой арматуры (А) дополняются индексами для указания способа изготовления, особых свойств и назначения. Ведущим показателем каждого класса является минимальное значение предела текучести, которое считается нормативным сопротивлением арматуры.
Арматурную сталь выбирают в зависимости от типа конструкции, наличия предварительного напряжения, а также от условий возведения и эксплуатации зданий и сооружений.
Выбор способа сварки стержней арматуры и закладных деталей зависит от конструкции соединения и условий изготовления или монтажа.
Взаводскихусловиях, гдеарматурныестержнимогутбытьподаны
кстационарным машинам, используется контактная сварка: стыковая иточечная. Этивидысваркиобеспечиваютвысокуюпроизводительность икачествосварныхсоединений, минимальныезатратыматериаловиэлектроэнергии.
Стыковую сварку непрерывным оплавлением применяют для соединениявстыкарматурныхстержнейнебольшогодиаметраизнизкоуглеродистой стали. Для способа характерна узкая зона интенсивного разогрева, что приводит к закалке стержней из закаливающихся сталей.
Стыковая сварка прерывистым оплавлением применяется при соединениивстыкстержнейиз закаливающихсясталей(Ст5, 35ГС, 25Г2С и др.) и стержней большого диаметра из низкоуглеродистой стали Ст3. Прерывистоеоплавлениеснижаетстепеньзакалкиимощность контактных машин.
Точечнуюсваркуприменяютдлясоединенияпересекающихсястержнейприизготовлениисварныхарматурных каркасов исеток дляЖБК.
Приизготовлениикаркасовмонолитногожелезобетонаивыполнении монтажных соединений сборного железобетона применяют, в основном, электродуговую, ванную и электрошлаковую сварку. Для монтажной сварки сборные железобетонные элементы зданий имеют закладные детали в местах примыкания одного элемента к другому. При монтаже зданий эти закладные детали сваривают ручной дуговой сваркойлибонепосредственнодругсдругом, либоспомощьюдополнительных связующих элементов: пластин, уголков, швеллеров или арматурных прутков. При этом предпочтение отдается ванной сварке.
43

По сравнению с дуговой сваркой стержней внахлестку и с наклад-
расход металла на стык уменьшается в 8...10 раз; расход электродов и электроэнергии – в 2...3 раза; трудоемкость и себестоимость – в 2...3 раза.
2. Сущность ванной сварки
Сущностьэтогоспособасостоитвтом, чтостыкмеждустержнями помещается в специальную форму, которая необходима для удержания ваннырасплавленногометалла. Зазор встыкеустанавливаетсявзависимости от диаметра стержней и должен составлять 5...20 мм. Сварка можетвыполнятьсяввертикальномигоризонтальномположениях(рис. 5.2). Расплавление основного металла происходит, главным образом, за счет тепла, выделяющегосявваннежидкогометалла. Чтобывсварочнойваннебылодостаточноеколичествожидкогометалла, применяютповышенныйтокприсамойкороткойдуге. Наиболееэффективнамеханизированная ванная сварка под флюсом в съемных медных формах. Вместо медных форм допускается применение графитовых форм, которые, однако, быстрее выходят из строя.
а |
(6...8) d |
б |
(3...4) d |
d |
|
|
d |
в |
(6...8) d |
г |
(3...4) d |
|
|
Рис. 5.1. Типы сварных соединений, выполненные протяженными швами:
а и б – нахлесточное соединение с односторонним и двусторонним швом;
ви г – соединение с круглыми накладками и односторонним и двусторонним
швом
44
При небольших объемах работ или отсутствии необходимого оборудованияприменяетсяменееэффективнаяручнаяодноэлектроднаяили многоэлектроднаяваннаясваркавмедныхформах. Приотсутствиисъемных форм допускается применение остающихся стальных подкладок. Сварку ведут ванным способом одним или несколькими электродами.
а |
б |
Рис. 5.2. Ванная сварка:
а – горизонтальных стержней; б – вертикальных стержней
Наостающихсяподкладкахможновеститакжемеханизированную сваркупроволокойсплошногосеченияиливанно-шовнуюручнуюсвар- ку покрытыми электродами.
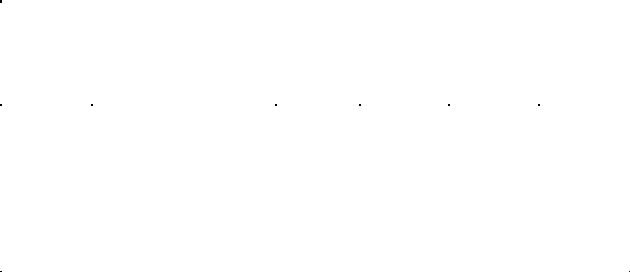
Ванно-шовнаясваркаиспользуетсявтехслучаях, когдахотятпередать эксплуатационные осевые усилия на накладку. При этом кроме основногостыка, выполняемогованнойсваркой, завариваютфланговыешвы
(рис. 5.3).
2 3
1
Рис. 5.3. Ванно-шовная сварка:
1 – свариваемые стержни; 2 – фланговые швы; 3 – стальная накладка
45

Сварку ванным способом разрешается производить при отрицательнойтемпературессоблюдениемобычнойтехнологии, ноприповышенном токе. Токповышаютпропорциональнопонижениютемпературыот0 °Стак, чтобыпритемпературе–30 °Ссварочныйтокбылповышенна10 %.
3.Ванная сварка стыковых соединений стержней
винвентарных формах
Механизированная ванная сварка под флюсом рекомендуется как наиболее эффективный способ соединения арматуры диаметром более 20 мм (в стыках однорядных стержней).
Оборудование, инструмент и приспособления. Для механизиро-
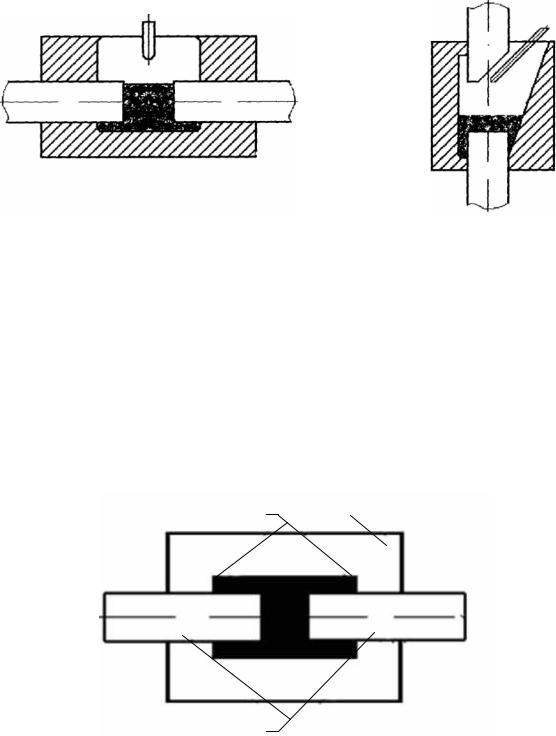
ванной ванной сварки под флюсом стыковых соединений арматурных стержнейдолжныприменятьсясварочныеполуавтоматы(А-765, ПДГ-162, А-1197, А-1530) в сочетании с медными инвентарными формами. Если невозможны установка и снятие составных медных форм из-за тесного расположения стержней, допускается применять медные скобы (желобчатые подкладки) толщиной не менее 12 мм и длиной около 200 мм в сочетании с медными вкладышами-ограничителямиплавильного пространства в верхней части соединения (рис. 5.4).
1
3
1
2
3
Рис. 5.4. Схема установки желобчатой подкладки и медных вкладышей-ограни- чителей плавильного пространства при подготовке к ванной сварке горизонтальных стержней:
1 – подкладки; 2 – стержни; 3 – медные вкладыши
46

Применение медных желобчатых подкладок без ограничителей плавильногопространстванедопускается. Напрактикеиногдаплавильное пространство ограничивают глиной.
При отсутствии медных формдля механизированной ваннойсварки допустимо применение инвентарных графитовых форм с увеличеннойна15...20 % толщинойстенок. Этиформыдолжныбыть изготовлены изуглеграфитовыхматериаловмарокЭЭГ(длясваркивертикальныхстержней) иили ЭГО, ЭП1 илиГМЗ(длясваркигоризонтальных стержней).
Применятьформыизкерамическихматериаловвместомедныхили графитовых не допускается.
Подготовка к сварке. Концы горизонтальных стержней рекомендуется обрезать так, чтобы был обеспечен прямой угол между торцом иосьюстержня, азазормеждупараллельнымиторцамистыкуемыхстержней составлял 12... 20 мм (рис. 5.5, а).
Концы вертикальныхстержней, подлежащих сварке, должны быть снабжены скосами-разделками (рис. 5.5, б, в).
На подготовленных к сварке концах стержней закрепляют инвентарные медные формы, располагая их так, чтобыони обеспечивали возможностьиудобствоманеврированиясварочнойпроволокойидержателем и чтобы приливы стыков вертикальных стержней не выступали за пределы защитного слоя бетона.
а |
б |
в |
|
|||
|
|
|
|
|
|
|
|
|
d |
d |
|
||
|
|
|
|
|
|
|
d |
|
d |
d |
|
d |
Рис. 5.5. Формы и размеры разделки торцов стержней:
а – горизонтальные; б – вертикальные при d < 32 мм; в – вертикальные при d > 32 мм
47
Если зазоры между поверхностями стержней и гнезд медной формыпревышают2 мм, то во избежание вытеканияжидкого шлака их следует уплотнять путем намотки на стержни одного или двух колец шнурового или листового асбеста.
Передначаломсваркивформузасыпаютфлюсвколичестве30...40 г. Режим сварки. Механизированную дуговую сварку стыковых соединений арматуры под флюсом рекомендуется выполнять электродной проволокойдиаметром2 мм. Допускаетсяиспользованиепроволокиди-
аметром 2,5 мм.
Ориентировочные режимы механизированной ванной сварки под флюсомстыковыхсоединенийоднорядныхгоризонтальныхивертикальных стержней приведены в табл. 5.1.
Таблица 5.1
Диаметр |
Диаметр |
Скорость |
Начальное |
Сварочный |
Длина вы- |
Глубина |
||||||
стержня, |
проволо- |
подачи |
напряже- |
ток, А |
лета элек- |
шлаковой |
||||||
мм |
ки, мм |
проволоки, |
ние дуги, |
|
|
трода, |
ванны, мм |
|||||
|
|
|
м/с |
|
В |
|
|
мм |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
...25 |
2 |
0,07... |
0,086 |
38... |
42 |
300 |
...400 |
30 |
...60 |
10 |
...15 |
28... |
32 |
|
0,1... |
0,1 |
40... |
44 |
350... |
450 |
30... |
80 |
|
|
36... |
40 |
|
0,12... |
0,14 |
42... |
46 |
400... |
500 |
40... |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20... |
25 |
2,5 |
0,05... |
0,06 |
40... |
42 |
400... |
450 |
30... |
60 |
10... |
15 |
28... |
32 |
|
0,07... |
0,07 |
42... |
44 |
440... |
480 |
30... |
80 |
|
|
36... |
40 |
|
0,086... |
0,09 |
44... |
46 |
460... |
500 |
40... |
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основными параметрами режима ручной дуговой сварки являются: IСВ – сварочный ток, А; dэ – диаметр электрода, мм.
Диаметр электрода выбирается в зависимости от диаметра свариваемой арматуры и положения стыкуемых стержней в пространстве, а необходимая величина сварного тока устанавливается в зависимости от диаметра электрода (табл. 5.2).
Примечание. Прииспользованииэлектродабольшогодиаметраток может быть определен из выражения I = (50...55)d.
Типэлектродавыбираютвзависимостиотклассастальнойарматуры и способа сварки (табл. 5.3).
Ванная сварка и ванно-шовная ведутся на постоянном или переменном токе одиночными электродами.
48

Сварканапостоянномтокедолжнапроизводитьсянаобратнойполярности («+» – на электроде, «–» – на изделии).
|
|
|
Таблица 5.2 |
|
|
|
|
Диаметр, мм |
Сварочный ток, А, |
||
|
|
для стержней, расположенных |
|
|
|
|
|
стержней |
электрода |
горизонтально |
вертикально |
|
|
|
|
20...28 |
5 |
220...250 |
200...220 |
32...40 |
5...6 |
260...300 |
220...240 |
|
|
Таблица 5.3 |
Класс |
Тип электрода |
|
Ручная дуговая сварка |
Ванная одноэлектродная |
|
|
|
сварка |
А-I |
Э42, Э42А, Э46 |
Э46А, Э50 |
А-II |
Э42А, Э46А, Э50А |
Э50А, Э55 |
А-III |
Э42А, Э46А, Э50А |
Э55, Э60 |
А-IV |
Э50А, Э55А, Э60А |
|
|
|
|
Техника сварки. Примеханизированнойсваркев началеработыконецэлектроднойпроволокиследуетпогрузитьвофлюсивозбудитьдугу. Недопускаетсяпроизводитьвозбуждениедугизамыканиемэлектродной проволоки на элементы медной формы.
Присваркестыковогосоединениягоризонтальныхстержнейконец электродной проволоки после возбуждения дуги следует приблизить к тому торцу стержня, на котором возбудили дугу, и проплавить нижнюючастьторцаодногостержня, сообщаяпроволокеколебательныедвижения. После расплавления нижней части торца одного стержня конец проволоки нужно быстро приблизить к нижней части второго стержня
ирасплавить аналогично. После образования ванны жидкого металла
ишлака быстрым перемещением конца сварочной проволоки по краям шлаковой ванны у торцов стержней следует постепенно заполнить плавильное пространство.
Наэтомэтапеэлектроднуюпроволокунеследуетприближатькстенкам медной формы, а рекомендуется перемещать проволоку от одного торца стержня к другому по диагонали.
Образование сварного шва нужно закончить перемещениями конца электродной проволоки по периметру ванны, не допуская приближения проволоки к центру плавильного пространства.
49
В процессе сварки рабочий должен периодически засыпать дозировочным совком в плавильное пространство порции флюса. Подсыпку флюса производят в моменты, когда начинается разбрызгивание жидкого шлака. Переводить дуговой процесс в шлаковый, засыпая в плавильное пространство сразу большое количество флюса, недопустимо.
Для образования стыкового соединения вертикальных стержней должна применяться следующая техника сварки:
 при диаметре стержней до 32 мм конец сварочной проволоки
при диаметре стержней до 32 мм конец сварочной проволоки
вначале процесса сварки (после возбуждения дуги) надо перемещать
колебательными движениями;
 при диаметре стержней более 32 мм дугу следует возбудить
при диаметре стержней более 32 мм дугу следует возбудить
вкорневой части разделки нижнего стержня и затем перемещать конец сварочной проволоки волновыми движениями. Описанными выше спо-
собами следует заполнять металлом всю разделку соединения;
 на последнем этапе сварочную проволоку нужно направлять параллельно оси стыкуемых стержней, располагая ее по возможности ближекповерхностиверхнегостержня, сообщаяконцупроволокиполукруговые движения. Сварку следует заканчивать, удаляя проволоку отповерхностистержняисообщаяееконцудвиженияпопериметрушлаковой ванны у стенки формы.
на последнем этапе сварочную проволоку нужно направлять параллельно оси стыкуемых стержней, располагая ее по возможности ближекповерхностиверхнегостержня, сообщаяконцупроволокиполукруговые движения. Сварку следует заканчивать, удаляя проволоку отповерхностистержняисообщаяееконцудвиженияпопериметрушлаковой ванны у стенки формы.
Следуетотметить, чтоприванно-шовнойсваркекналожениюфлан- говых швов необходимо приступать только после заполнения нижней половины стыка, т. е. после достаточного разогрева стержней. Фланговые швы должны накладываться быстро, чтобы предупредить остывание жидкого расплава сварочной ванны.
Воизбежаниеподрезовсвариваемыхстержнейфланговыешвынеобходимозаканчиватьточечныминаплавкамискратковременнымобрывомдуги. Окончаниефланговыхшвовжелательносовмещатьсвинтовыми выступами стержней периодического профиля.
Практическую часть работы данного раздела рекомендуется выполнять в следующей последовательности:
1.Учебная группа делится на две подгруппы.
2.Каждойподгруппе студентовучебный мастервыдаетзаготовки изарматурнойстали(необходимозаписатьмарку, класссталиидиаметр стержней) и инвентарные медные формы для ручной дуговой сварки и механизированной сварки под флюсом.
50