

Сварка
.pdf3.Пользуясьсправочниками, стандартамиирекомендациямиданной лабораторной работы, студенты устанавливают или определяют:
а) форму и элементы подготовки кромок стержней под сварку; б) для ручной дуговой сварки – тип и марку электрода, род тока,
полярность, диаметр электрода, силу сварочного тока; в) для механизированной сварки – скорость подачи проволоки, ее
диаметр, начальное напряжение дуги, длину вылета электрода, глубину шлаковой ванны, флюс и его дозу;
г) технику манипулирования электродом и электродной проволокой.
4.Студенты взвешивают стержни до сварки.
5.Под руководством учебного мастера собирают инвентарные формы и устанавливают их на сварочный стол.
6.Производят сварку стыков арматурной стали ручной дуговой
имеханизированной сваркой, фиксируя при этом время горения электрической дуги, расход электродов и электродной проволоки.
7.После окончания сварки и остывания расплавленного металла формы разбирают, а сварной шов очищают от шлака.
8.Взвешивают шлак и сваренные стержни.
9.Определяют массу наплавленного металла, расход электродов
иэлектроднойпроволокинастык, полноевремясварки. Расходэлектроднойпроволокирассчитываютисходяизтого, чтопотериметалланаугар
иразбрызгивание при сварке под флюсом составляют 2...5 % от массы наплавленного металла.
10.Оценивают удельный расход флюса по формуле
gф |
Gф |
, |
(5.1) |
G |
|||
|
н |
|
|
ф– масса флюса; Gн – масса наплавленного металла.
11.Визуально оценивают качество сварки – чешуйчатость поверхностисварного шва, трещины всех видов и направлений, наплывы, подрезы, не заваренные кратеры, непровары, пористость, отсутствие плавных переходов от одного сечения к другому.
12.Производятсравнениепроизводительностиручнойдуговойсвар-
ки и механизированной.где G
51
Содержание отчета
1.Цель и задачи работы.
2.Схема, сущность и достоинства ванной сварки стержней арматурной стали.
3.Выбор и расчет параметров ванной сварки.
4.Техника выполнения ванной сварки.
5.Результаты выполнения практической части работы.
6.Выводы по работе.
52
Лабораторная работа № 6
ГАЗОВАЯ СВАРКА
Цель лабораторной работы – ознакомление с сущностью процессов, способов, оборудованием и технологическими возможностями газовой сварки металлов и сплавов. При выполнении лабораторной работы необходимо:
1)изучить сущность и способы газовой сварки, ее достоинства, недостатки и рациональные области применения;
2)изучить устройство поста газовой сварки;
3)ознакомиться стехникой выполнения газовой сварки и экспериментально исследовать влияние состава газосварочного пламени на его взаимодействие с металлом;
4)ознакомиться с технологией газовой сварки.
Оснащение участка лабораторной работы:
 оборудование – пост ацетилено-кислородной сварки, горелки различных марок, секундомер, весы, линейка металлическая, керн, молоток, зубило, слесарные тиски, оправка;
оборудование – пост ацетилено-кислородной сварки, горелки различных марок, секундомер, весы, линейка металлическая, керн, молоток, зубило, слесарные тиски, оправка;
 материалы – пластины из низкоуглеродистой стали толщиной 3…5 мм, пруткистальнойпроволокимаркиCв-08Адиаметром3…4 мм;
материалы – пластины из низкоуглеродистой стали толщиной 3…5 мм, пруткистальнойпроволокимаркиCв-08Адиаметром3…4 мм;  плакаты– схемыпостагазовойсварки, устройствацетиленового и кислородного баллонов, ацетиленовых генераторов, газовых горе-
плакаты– схемыпостагазовойсварки, устройствацетиленового и кислородного баллонов, ацетиленовых генераторов, газовых горе-
лок, редукторов, строение ацетилено-кислородного пламени;  справочная литература – выписки из инструкций, справочни-
справочная литература – выписки из инструкций, справочни-
ки, ГОСТы.
1. Сущность и способы газовой сварки
Газовая сварка – это сварка плавлением, при котором для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. Вкачествегорючихгазовдлясваркииспользуются: ацетилен(C2H2), пропан-бутановыесмеси(C3H8 + C4H10), природныйгаз, водород. Вкачестве окислителя используется кислород.
Напрактикенаибольшееприменениенаходитацетилено-кислород- наясварка, посколькуацетилендаетнаиболеевысокуютемпературупламени и выделяет наибольшее количество теплоты при сгорании.
53
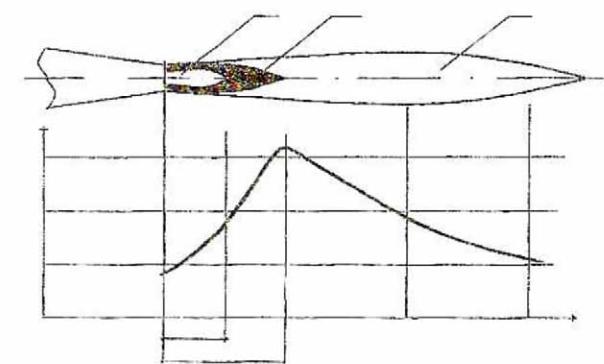
Ацетилено-кислородноепламясостоитизтрехзон(рис. 6.1): ядра1, средней (восстановительной) зоны 2 и факела 3.
В зоне 1 происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука, и разложение ацетилена на углерод и водород.
1 |
2 |
3 |
T, θС
3000
2000
1000
l |
L, мм |
|
2l |
Рис. 6.1. Распределение температур по зонам сварочного пламени:
1– ядро; 2 – восстановительная зона; 3 – факел
Взоне 2 происходит первая стадия горения ацетилена за счет кислорода, поступающего вместе с ацетиленом из горелки. Эта зона имеет самуювысокую температуруиобладаетвосстановительнымисвойствами, поэтому зону 2 называют сварочной или рабочей.
Взоне 3 протекает вторая стадия горения ацетилена за счет атмосферного кислорода. Этузонуназываютокислительной, таккак углекислый газ и пары воды, образующиеся в результате горения при высоких температурах, окисляют металл.
Ацетилен – кислородное пламя в зависимости от соотношения
всмеси количеств составляющих газов может быть нормальным, окислительныминауглероживающим. Характеристикавидовацетилено-кис- лородного пламени приведена в табл. 6.1.
54
|
|
|
Таблица 6.1 |
|
|
|
|
|
|
Вид пламени |
Соотношение |
Краткая характеристи- |
Основная |
|
|
|
ка пламени |
часть |
|
|
|
|
|
|
|
|
Четко очерченное ядро |
Сварка |
|
Нормальное |
1,1…1,3 |
пламени, восстанови- |
стали, |
|
тельная зона и факел. |
меди, |
|
||
(восстановительное) |
|
|||
|
Длина восстанови- |
бронзы и |
|
|
|
|
|
||
|
|
тельной зоны до 20 мм |
алюминия |
|
|
|
|
|
|
|
|
Укороченное, заост- |
Сварка |
|
Окислительное |
Более 1,3 |
ренное ядро с нечет- |
|
|
латуни |
|
|||
|
|
ким очертанием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ядро увеличенное рас- |
|
|
Науглероживающее |
Менее 1,1 |
плывчатого очертания, |
Сварка |
|
на конце которого об- |
|
|||
|
|
разуется зеленый вен- |
чугуна |
|
|
|
|
|
|
|
|
чик |
|
|
Газовое пламя является местным поверхностным теплообменным источником теплоты, позволяющим весьма гибко регулировать распределение ее по заданным участкам поверхности изделия, а также между основным и присадочным металлом.
Газовое пламяхарактеризуется наибольшими размерамипятнанагрева d, сравнительно низкими значениями удельного теплового потока q и эффективной мощности источника нагрева Qэф (табл. 6.2).
Таблица 6.2
Источник нагрева |
Qэф, кВт |
q, кВт/см |
d, мм |
|||
|
|
|
|
|
|
|
Газовоепламя |
1... |
10 |
0,2... |
0,5 |
10 |
...100 |
|
|
|
|
|
|
|
Электрическая дуга |
0,1... |
80 |
5... |
100 |
1 |
...50 |
|
|
|
|
|
|
|
Взонупламениподаетсяприсадочныйматериалввидепруткаили проволоки. Под действием тепла, выделившегося в пламени горелки, происходит расплавление кромок свариваемого металла 1 и присадочного материала 5, в результате чего образуется ванна расплавленного металла 4. По мере перемещения сварочной горелки происходят крис-
55

таллизация металла сварочной ванны и образование сварного шва. Схема процесса газовой сварки приведена на рис. 6.2.
1 2
5
3
4
Рис. 6.2. Принципиальная схема газовой сварки:
1 – свариваемый металл; 2 – наконечник газовой горелки; 3 – газосварочное пламя; 4 – сварочная ванна; 5 – присадочный материал
Свойства металла шва в значительной мере определяются процессами окисления и раскисления в сварочной ванне при взаимодействии газовой и шлаковой фазы с жидким металлом.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскислениешвадостигаетсявведениемв сварочную ванну марганца и кремния посредством использования присадочного металласоответствующегосплава. Положительноевлияниеэтихраскис- лителейсостоитвсозданиижидкотекучихSi–Mn–Fe-шлаков, способствующих самофлюсованию сварочной ванны. Образующаяся на ее поверхности шлаковая пленка защищает расплавленный металл от кислорода и водорода газовой среды пламени.
Присваркечугуна, цветныхметалловисплавовудалениеобразующейся на поверхности сварочной ванны окисной пленки достигается введением флюсов (техническая ипрокаленная бура и др.), предохраняющих металл шва от окисления.
Структурные превращения в сварном шве и околошовной зоне характеризуютсяобразованиемтипичнойдлялитогометаллакрупнокристаллической структуры с равновесными зернами неправильной формы.
56
Чем меньше перегрев металла шва при сварке и чем больше скорость охлажденияметалла, теммельчезерновсталиитемвышемеханические свойстваметаллашва. Поэтомусваркуцелесообразновестисмаксимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, чтоипридуговойсварке. Однакоширинаучастковпригазовойсварке значительно больше вследствие менее концентрированного теплового потока источника нагрева (пламени) и сравнительно более медленного охлажденияметаллашва. Шириназонытермическоговлияния(8…28 мм) зависит оттолщины свариваемого металла, способа ирежимасварки.
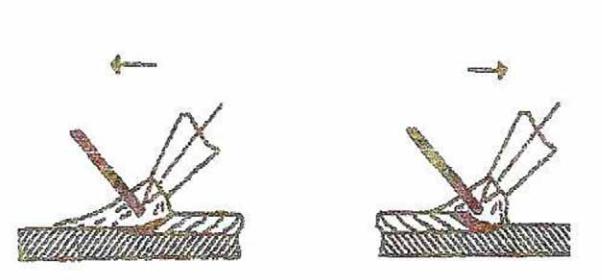
Существуют два основных способа газовой сварки плавлением: правый и левый (рис. 6.3).
Приправомспособесваркипламянаправленонаужеоплавленные кромки (сварочнуюванну), а проволоку перемещаютвслед за пламенем по спирали, не вынимая ее из сварочной ванны.
а |
Vсв |
б |
Vсв |
|
|
Рис. 6.3. Способы газовой сварки: а – левый; б – правый
При левом способе пламя направлено на еще не расплавленные кромки металла, а присадочная проволока перемещается впереди пламени. Приэтомдляболееравномерногопрогреваиперемещенияметалла сварочной ванны горелку и проволоку перемещают с поперечными колебаниями.
Правый способ по сравнению с левым обеспечивает лучший КПД использования тепла пламени, благодаря чему повышается производительность сварки на10…20 % и уменьшаетсярасходгазовна 10…15 %.
57
Выбор способа сварки зависит от толщины свариваемого металла и положения шва в пространстве. Правый способ используется преимущественноприсваркеметаллатолщинойболее4 мм; левый– присварке металла толщиной менее 4 мм. Сварка в нижнем положении возможна как правым, так и левым способом. Вертикальные швы удобнее сваривать левым способом, горизонтальные и потолочные швы – правым.
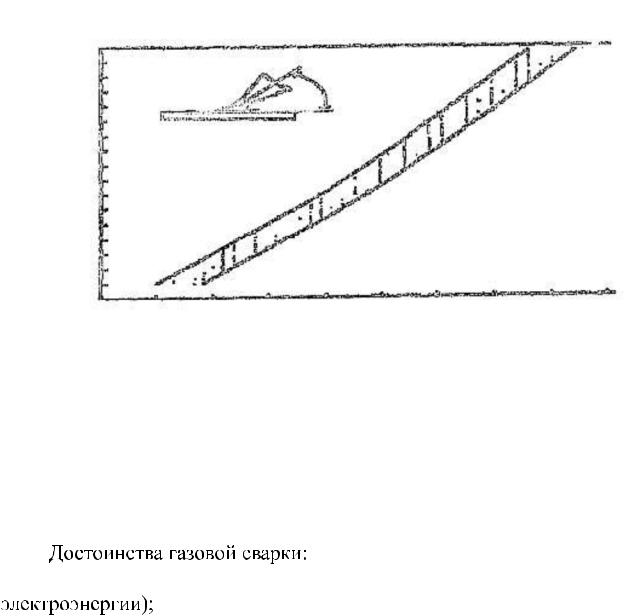
Взависимостиотугла – наклонамундштукагорелкикповерхности свариваемого металла эффективность передачи тепла сварочным пламенемизменяется, достигаянаибольшегозначенияприугленаклона
– наклонамундштукагорелкикповерхности свариваемого металла эффективность передачи тепла сварочным пламенемизменяется, достигаянаибольшегозначенияприугленаклона
90º (рис. 6.4).
Γ, мм
16
14
13
12
10
8
6
4
2
0
0 |
10 |
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
Рис. 6.4. Углы наклона мундштука при сварке металла различной толщины
Известныдверазновидностигазовойсваркиплавлением: горячаяс предварительным подогревом (общим или местным) и холодная (без предварительногоподогрева). Горячаяприменяетсяпреимущественнодля сварки чугуна.
 простота используемого оборудования (не требуется источник
простота используемого оборудования (не требуется источник
 универсальность метода, заключающаяся в возможности сварки в различных пространственных положениях всех видов соединений из разнообразных металлов и сплавов.
универсальность метода, заключающаяся в возможности сварки в различных пространственных положениях всех видов соединений из разнообразных металлов и сплавов.
58

К числу недостатков газовой сварки следует отнести невысокую производительность(скоростьсварки), бóльшуюзонутермическоговлияния, трудность автоматизации, бóльшую стоимость расходных материалов, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий изтонколистовойстали, монтажетрубмалогодиаметра, сваркесоединений и узлов из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни, свинца и чугуна. Наибольшее применение газо- ваясваркаполучилапристроительно-монтажныхиремонтныхработах.
2. Устройство, назначение и технические данные оборудования для поста газовой сварки
Газовая сварка применяется обычно в ручном варианте. Принципиальная схема поста газовой сварки представлена на рис. 6.5.
5
3
6
7
2 5
8
4
4
1
Рис. 6.5. Схема поста газовой сварки:
1 – кислородный баллон; 2 – ацетиленовый баллон; 3 – вентиль; 4 – редуктор; 5 – манометр высокого и низкого давления; 6 – шланг; 7 – газовая горелка; 8 – заготовка
Кислород, используемый для газосварочных работ, получают разделениемвоздуханакислородиазотметодомглубокогоохлаждения(сжижения) споследующейректификациейнафракции. Кислородпоставляют к месту потребления в стальных баллонах емкостью 40 дм3 под давлением 15 МПа, что составляет около 6 м3 при нормальных условиях. Баллоны окрашены в голубой цвет с черной надписью «КИСЛОРОД».
59

Ацетиленполучаютвспециальныхаппаратах-газогенераторахпри взаимодействии воды с карбидом кальция:
СаС2 + 2Н2О Са(ОН)2 + С2Н2 + О2 |
(6.1) |
Газогенераторы бывают стационарные и переносные. Ацетиленовые генераторы взрывоопасны и нуждаются в специальном обслуживании, поэтому при работе одного-двух постов целесообразно использовать ацетилен, поставляемый в баллонах. Баллоны для ацетилена изготавливают из стали. Однако, в отличие от кислородных, они заполнены пористой массой (активированным углем), пропитанной ацетоном. Растворение ацетилена в ацетоне позволяет поместить в малом объеме большое количество ацетилена при относительно небольшом давлении (1,5…1,9 МПа) и снизить его взрывоопасность. Емкость ацетиленового баллона – 40 дм3, что составляет 5,3 м3 газа при нормальных условиях. Ацетиленовые баллоны окрашивают в белый цвет с красной надписью «АЦЕТИЛЕН».
Ацетилен и кислород из баллонов через понижающие газовые редукторы с помощью шлангов подаются в горелку, предназначенную для образования газосварочного пламени.
Редуктор– этоустройстводляпонижениядавлениягаза, прикотором оннаходится в баллоне, до величинырабочего давленияи для автоматического поддержания этого давления постоянным, поэтому на редукторе расположены два манометра (один показывает давление в баллоне, другой – перед горелкой).
Сварочная горелка – это устройство, служащее для смешивания горючегогазаскислородомиполучениясварочногопламени. Конструкция горелки позволяет регулировать мощность, состав и форму сварочного пламени. Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена и кислорода.
Винжекторных горелкахподачагорючегогазавсмесительнуюкамеру осуществляется подсосом его струейкислорода, подаваемого в горелку с бóльшим давлением, чем давление горючего газа.
Схема инжекторной горелки показана на рис. 6.6. Кислород иацетиленподдавлениемпоступаютвгорелкучерезниппели5. Кислород проходит по трубке, размещенной в пластмассовой рукоятке 6, и черезвентиль4 попадаетвцентральноесоплоинжектора3. Выходясбольшойскоростьюизузкогоканалаинжекторногоконуса, кислородсоздает
60