

8.3 Оформление операционных карт
Структура операционной карты идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным символам. Указание единиц величин следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например 0,2 мм/об; 36 мм/мин.
Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки.
При указании данных по технологической оснастке информацию следует записывать в следующей последовательности:
приспособления;
вспомогательный инструмент;
режущий инструмент;
средства измерения.
В целях разделения информации по группам технологической оснастки и поиска необходимой информации допускается перед указанием состава применять условное обозначение видов: приспособлений – «ПР»; вспомогательного инструмента – «ВИ»; режущего инструмента – «РИ»; средства измерений – «СИ». Например, СИ ХХХХХХ. Пробка Ø24Н7-пр.
Большинство граф операционной карты соответствует аналогичным графам маршрутной карты. Информацию по дополнительным графам следует вносить в соответствии с таблицей 7.
Таблица 7. Информация по дополнительным графам операционной карты
|
№ п/п |
Наименование (условное обозначение) графы |
Содержание информации |
|
1 |
ПИ |
Номер позиции инструментальной наладки. Графа заполняется для станков с ЧПУ |
|
2 |
То |
Норма основного времени на операцию |
|
3 |
Д или В |
Расчетный размер обрабатываемого диаметра (ширины) детали. |
|
4 |
Тв |
Норма вспомогательного времени на операцию |
|
5 |
L |
Расчетный размер длины рабочего хода с учетом величины врезания и перебега |
|
6 |
T |
Глубина резания |
|
7 |
i |
Число рабочих ходов |
|
8 |
S |
Подача |
|
9 |
N |
Частота вращения шпинделя |
|
10 |
V |
Скорость резания |
|
11 |
СОЖ |
Информация по применяемой смазочно-охлаждающей жидкости |
Пример заполнения операционной карты приведен не рисунке 2.
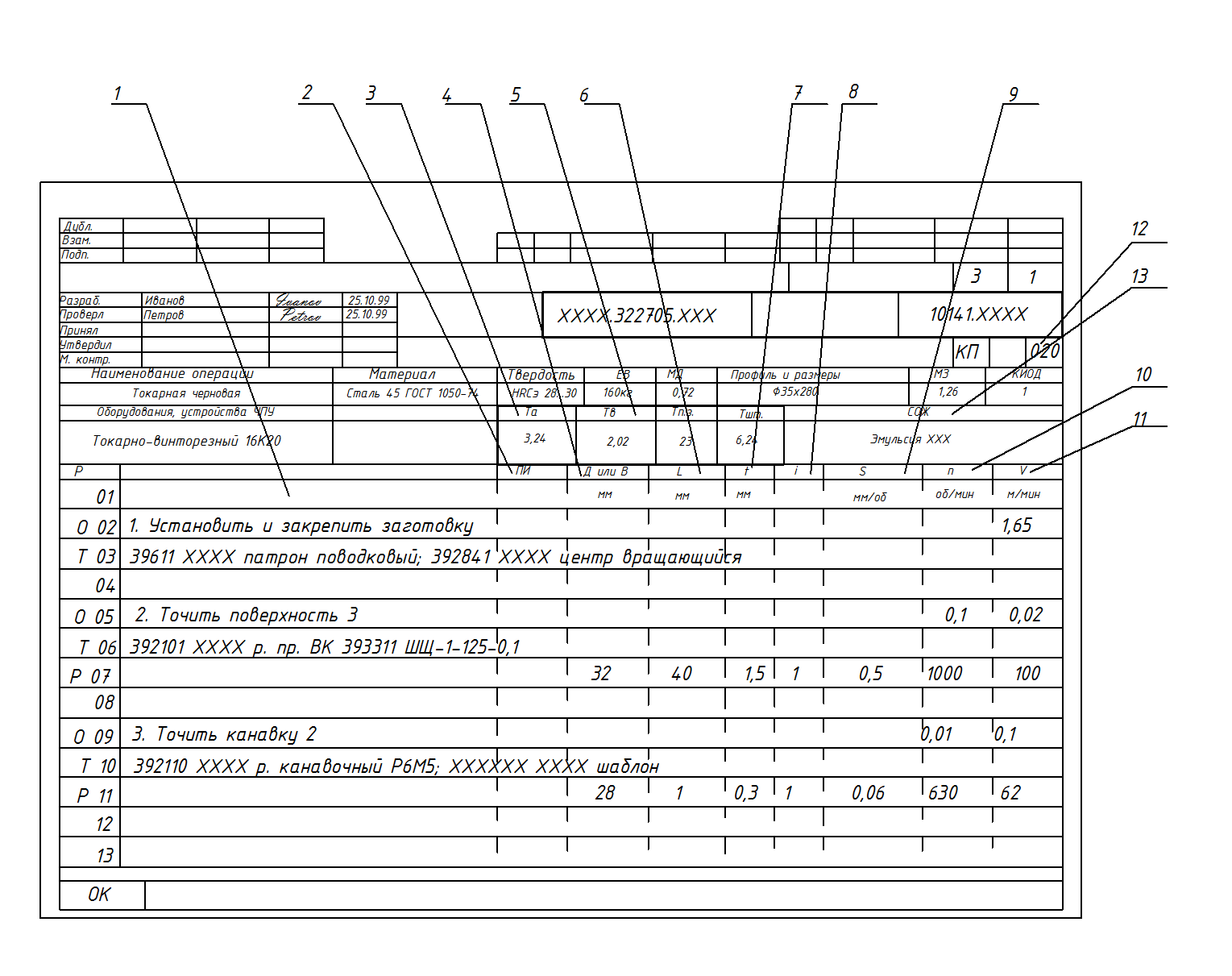
Рисунок 2. Пример заполнения операционной карты
Правила записи операций и переходов
Запись содержания операции и переходов осуществляется в соответствии с ГОСТ 3.1702 - 79 «Правила записи операций и переходов. Обработка резанием» и ГОСТ 3.1703 – 79 «Правила записи операций и переходов. Слесарные, слесарно–сборочные работы».
В соответствии с требованиями этих стандартов допускается полная или сокращенная форма записи.
Полную запись следует выполнять при отсутствии графических изображений и для комплексного отражения всех действий, выполняемых исполнителем или исполнителями.
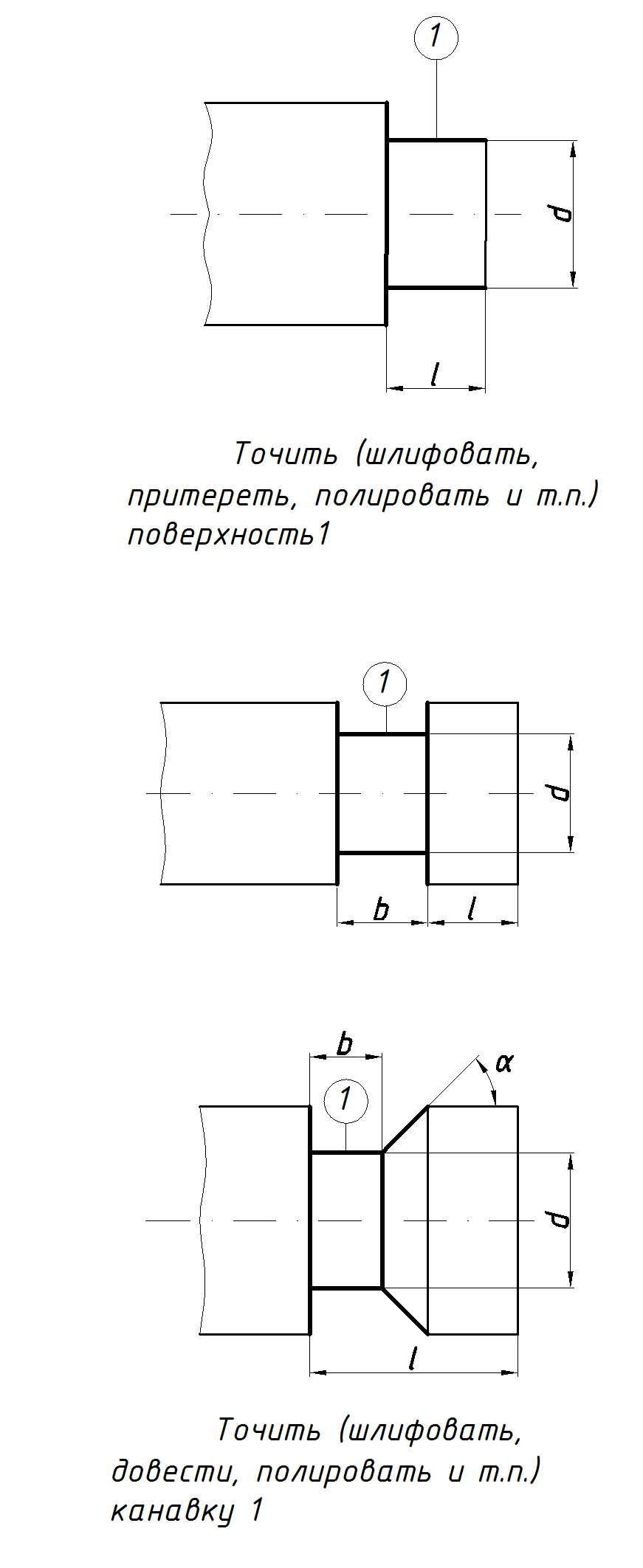
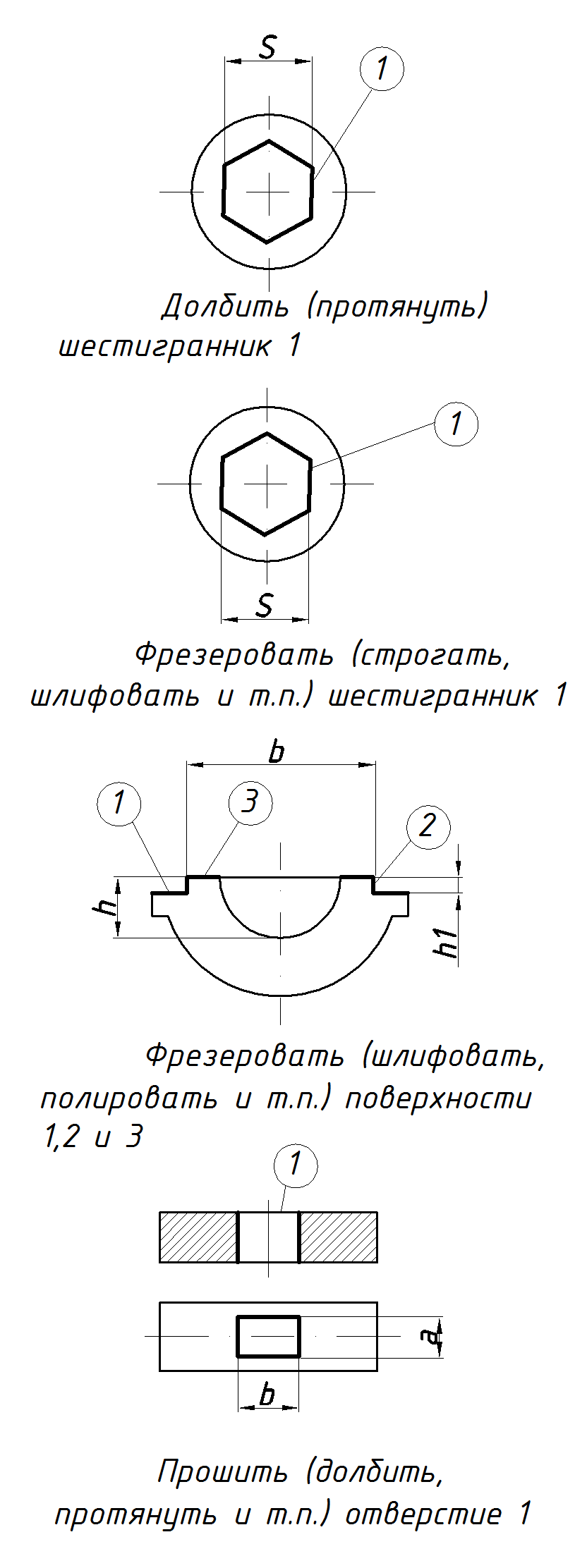
Сокращенную запись следует производить при наличии графических изображений (например, операционных эскизов), которые достаточно полно отражают всю необходимую информацию. В этом случае запись выполняется по форме, изложенной в приложении №7 ГОСТ 3.1702-79 и приложении №6 ГОСТ 3.1703-79.
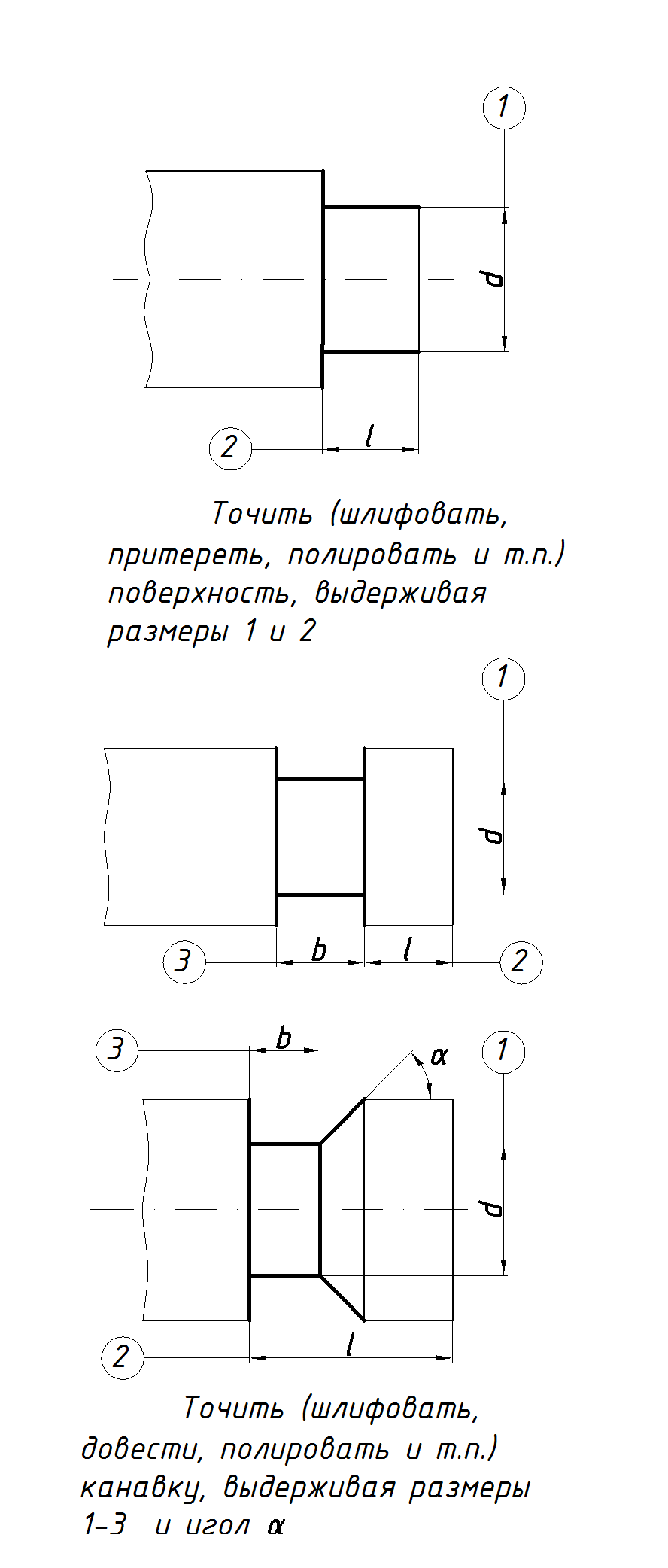
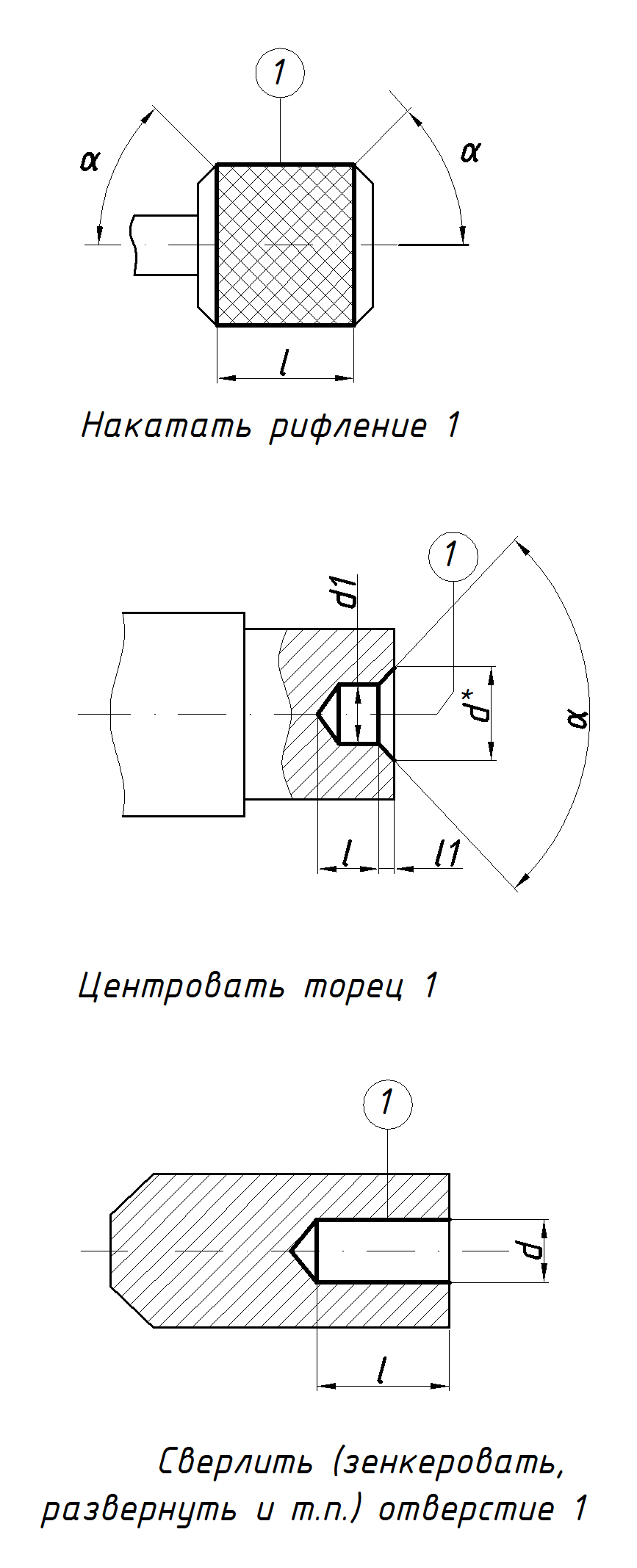
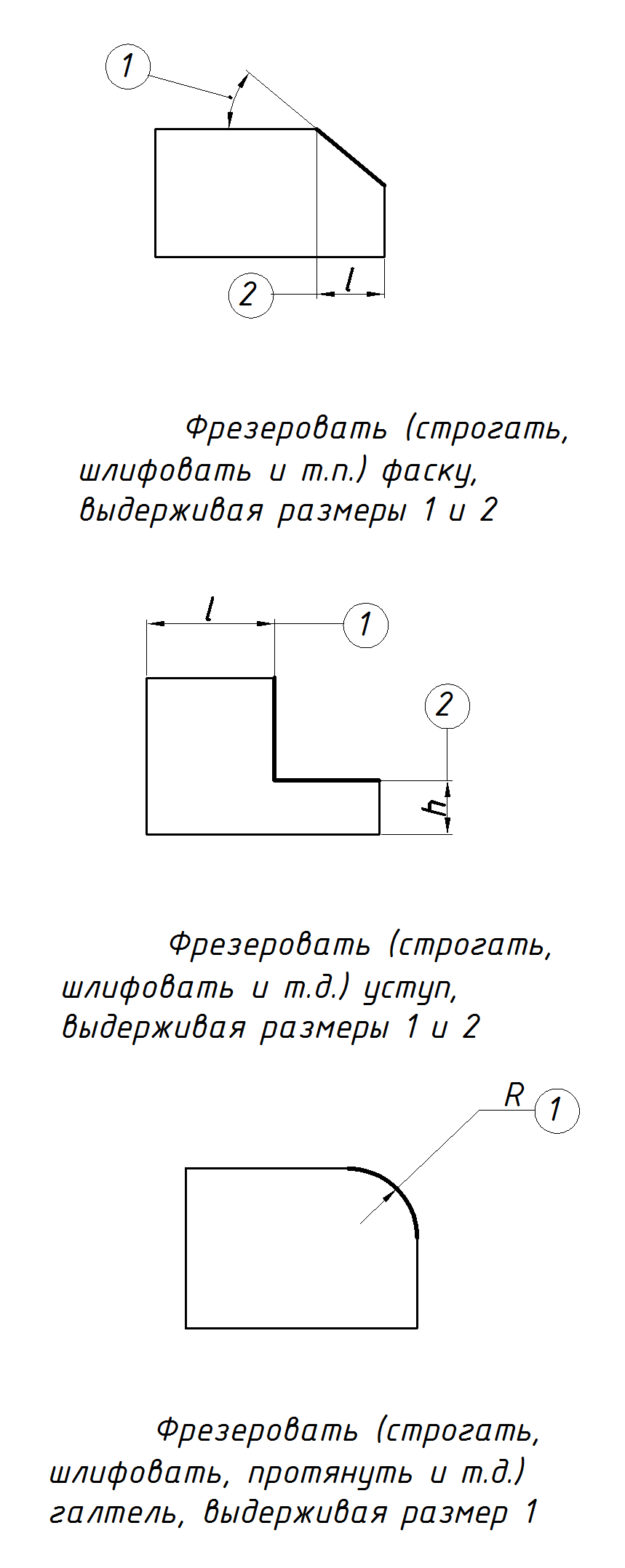
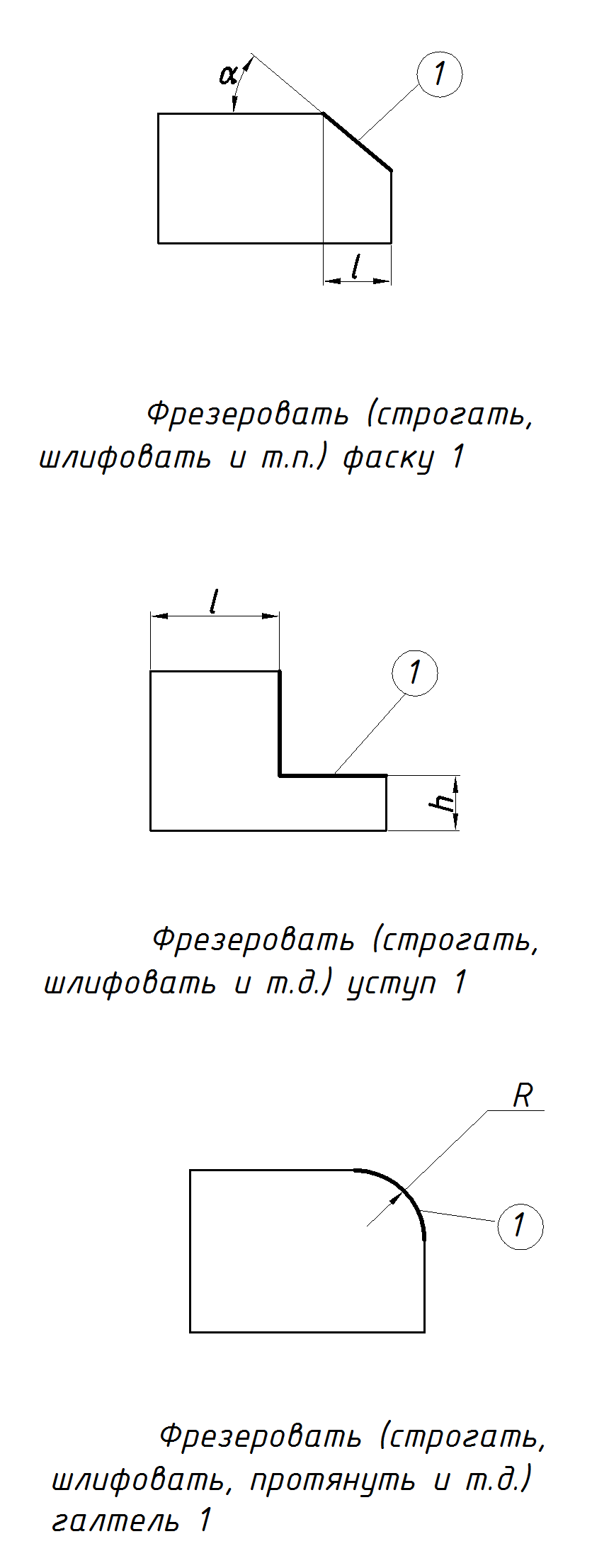
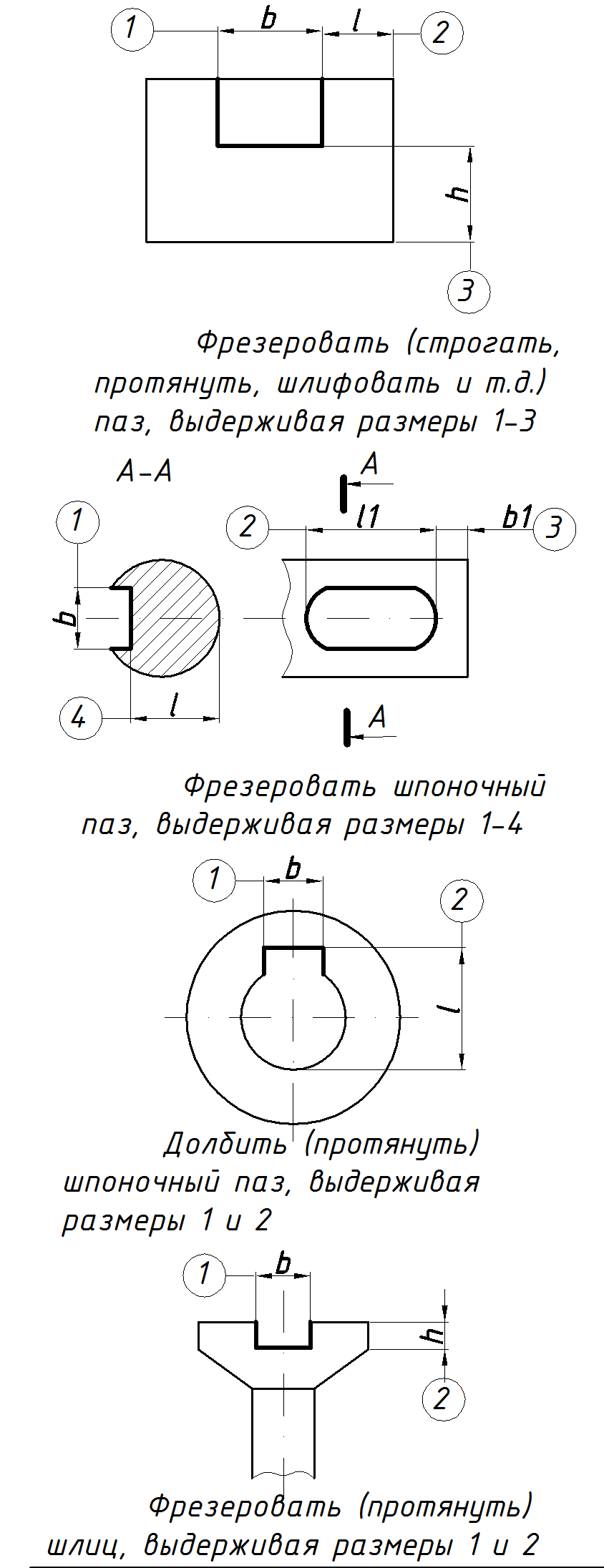
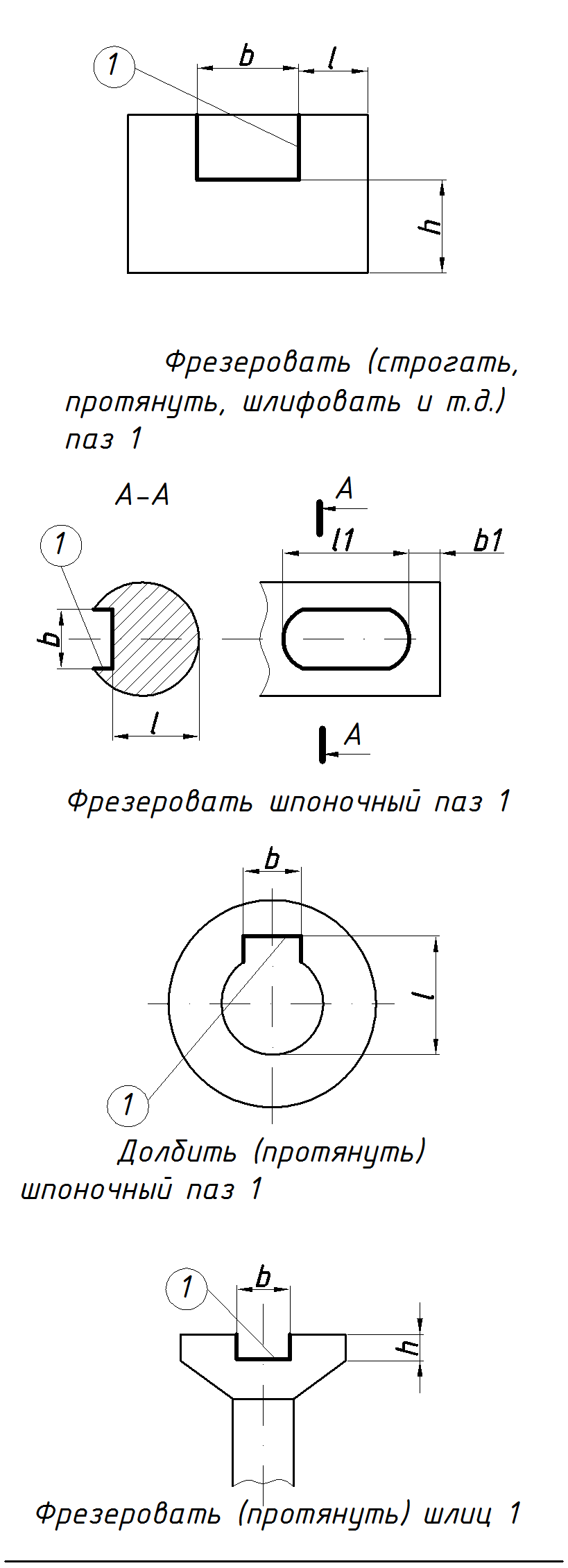
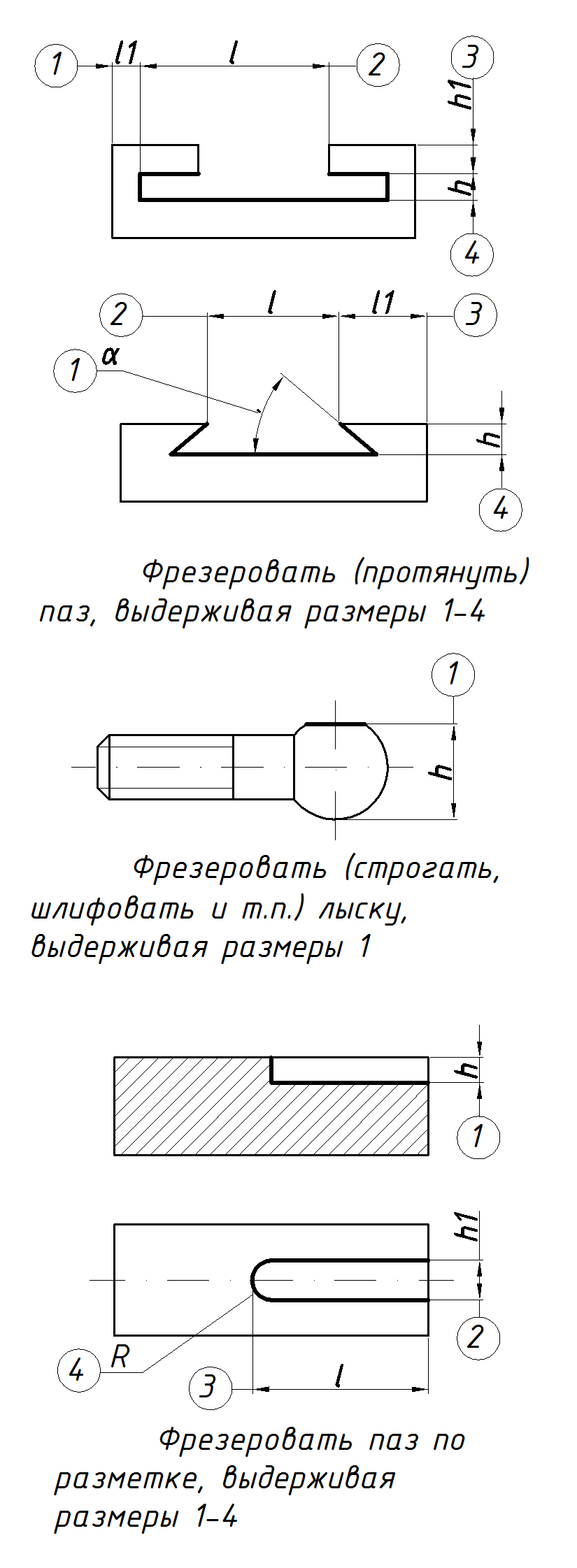
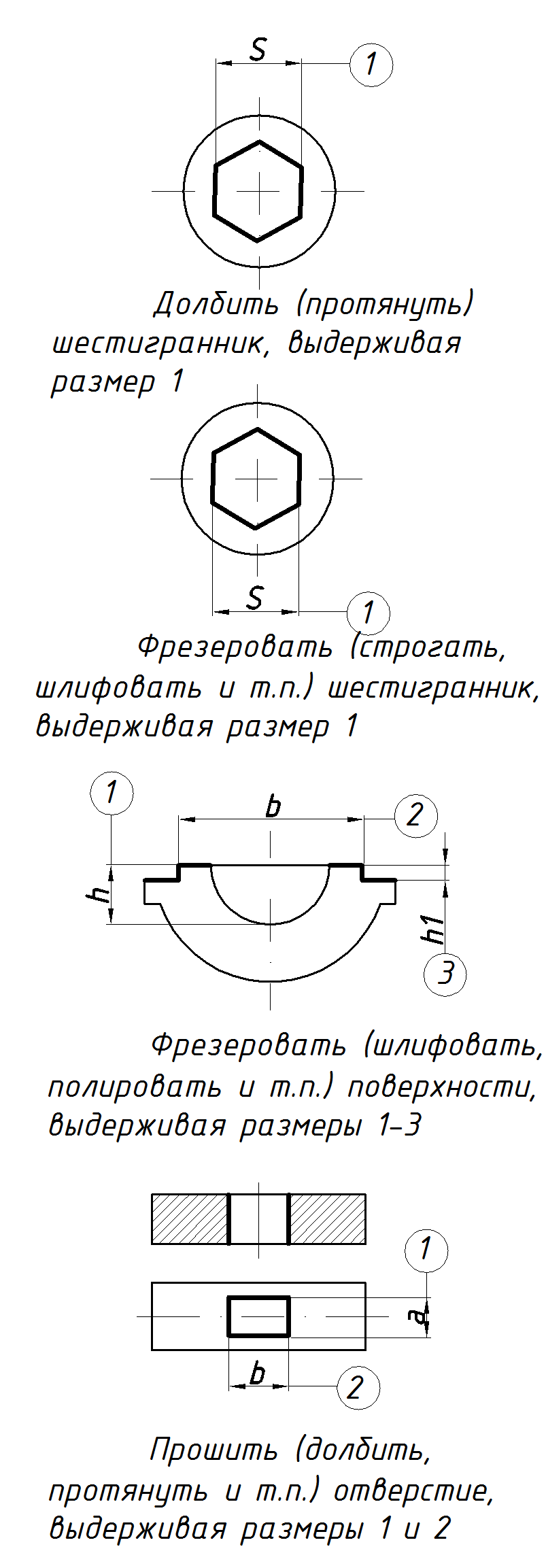
В содержании каждого перехода указывают метод обработки, выраженный в повелительной форме, и наименование обрабатываемого элемента поверхности изделия. Например, «Сверлить отверстие», «Подрезать торец». В тексте указывают номера размеров, которые должны выдерживаться при выполнении перехода. Например, «Фрезеровать шпоночный паз в размеры 1, 2, 3, 4 ». Номера размеров в тексте должны соответствовать тем номерам, которыми эти размеры обозначены на операционном эскизе. Номера размеров допускается указывать в кружочках.
Ниже приводятся примеры написания переходов механической обработки и слесарных работ, а так же примеры вспомогательных переходов установки деталей на станок.
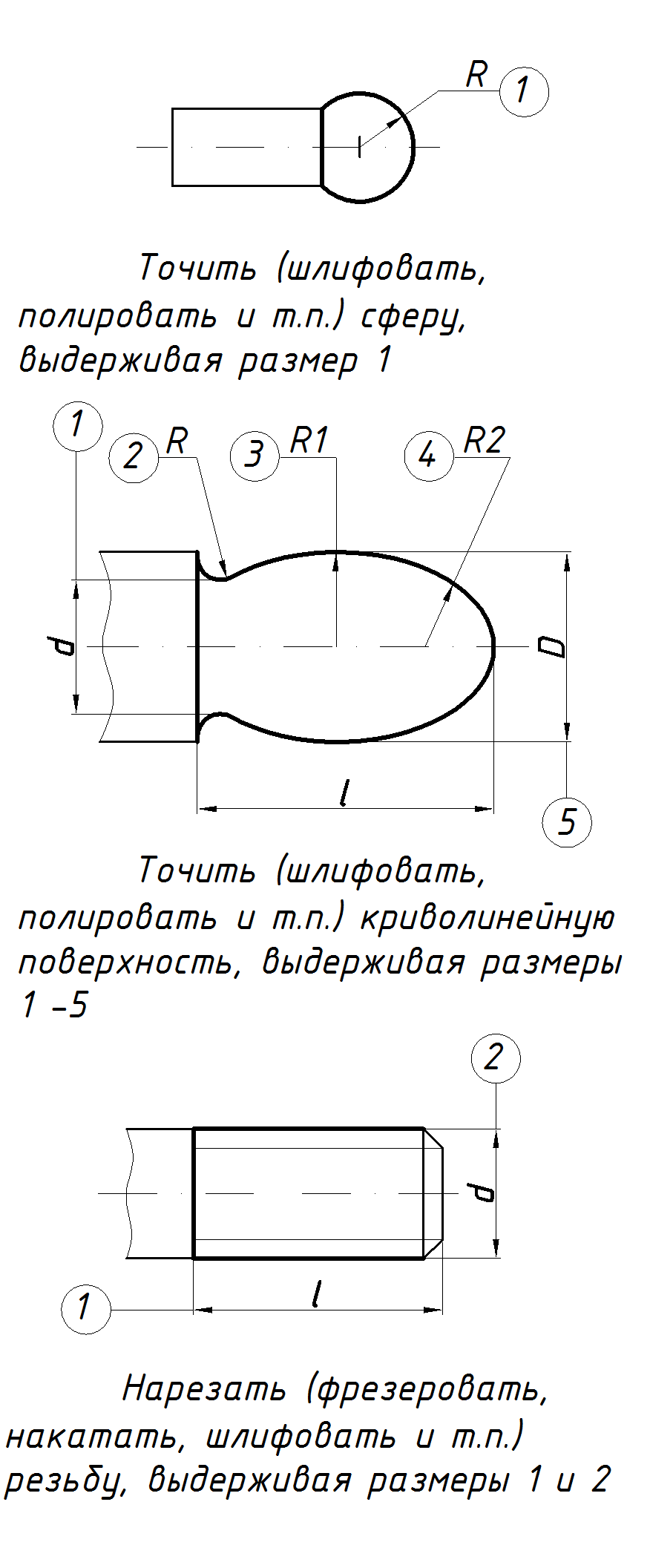
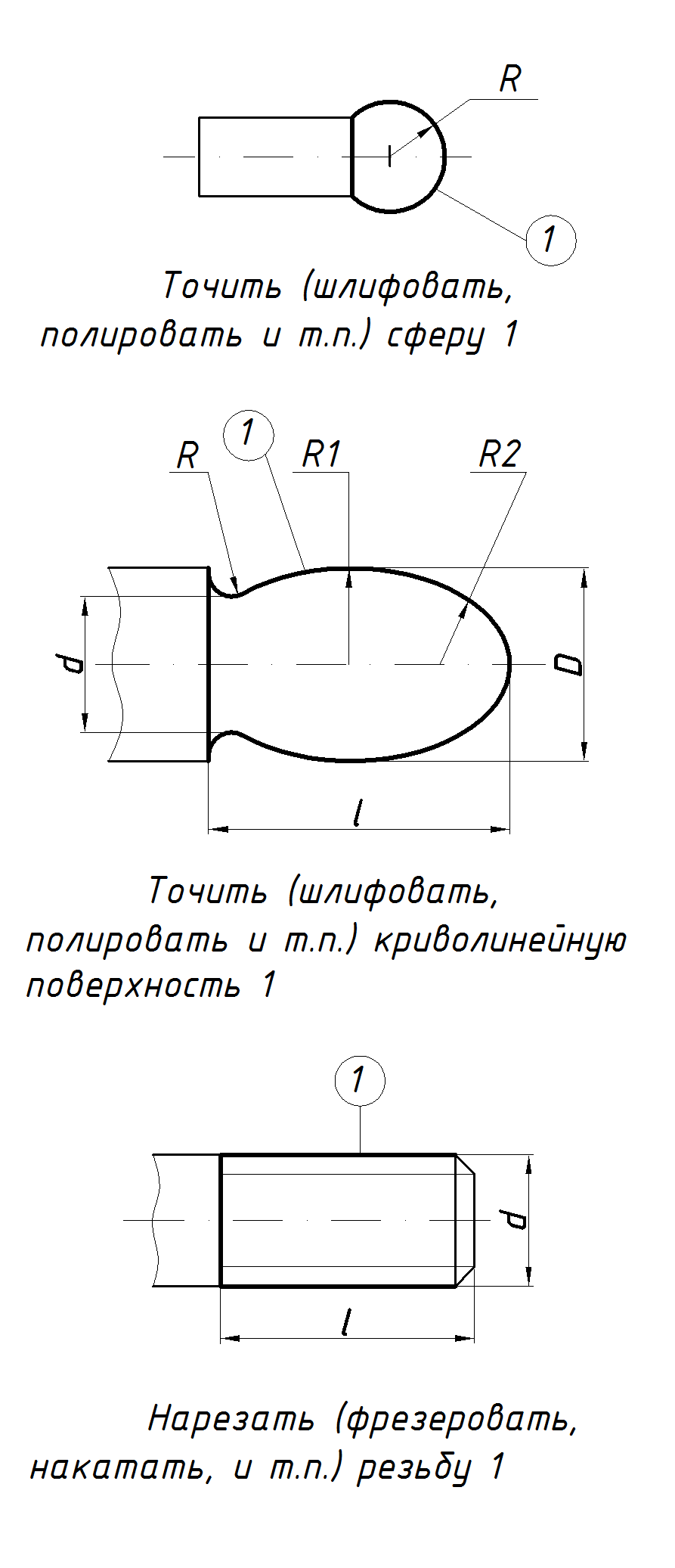
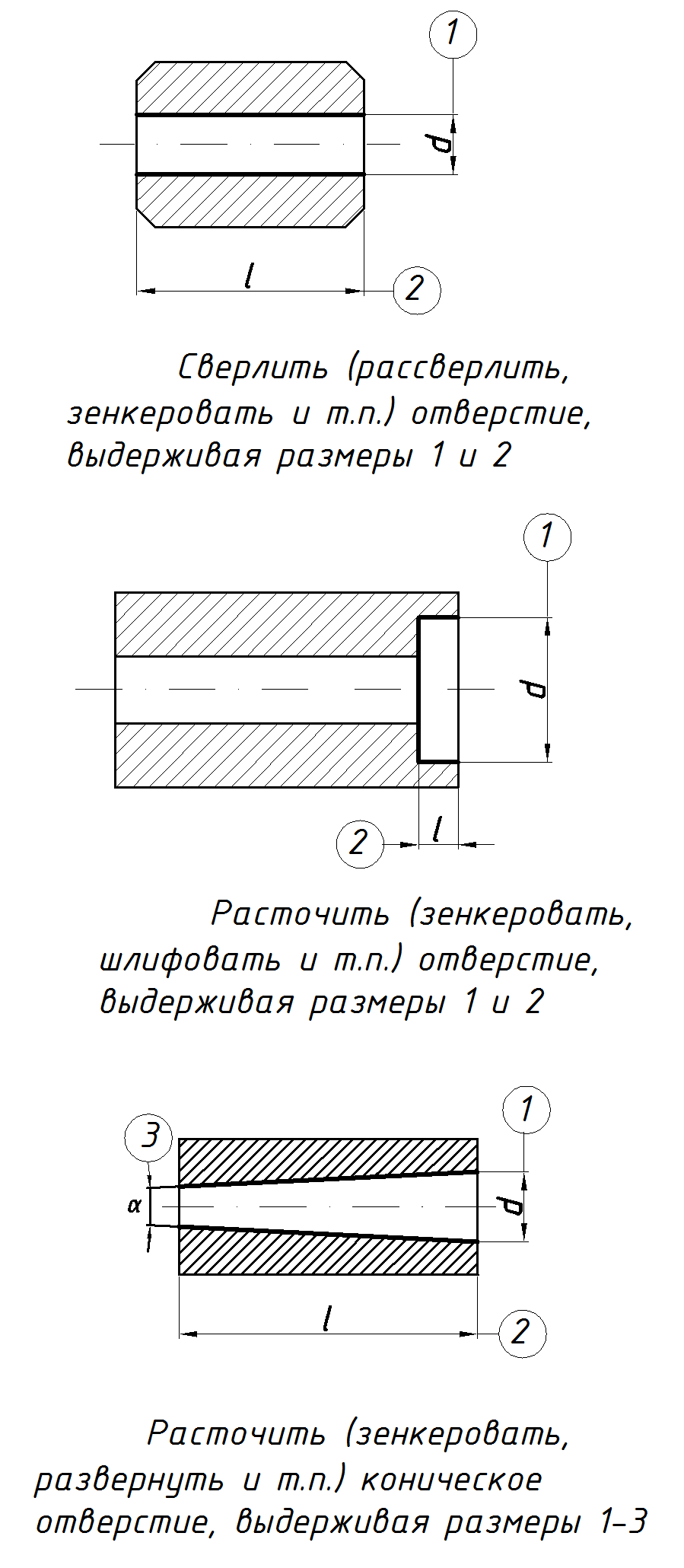
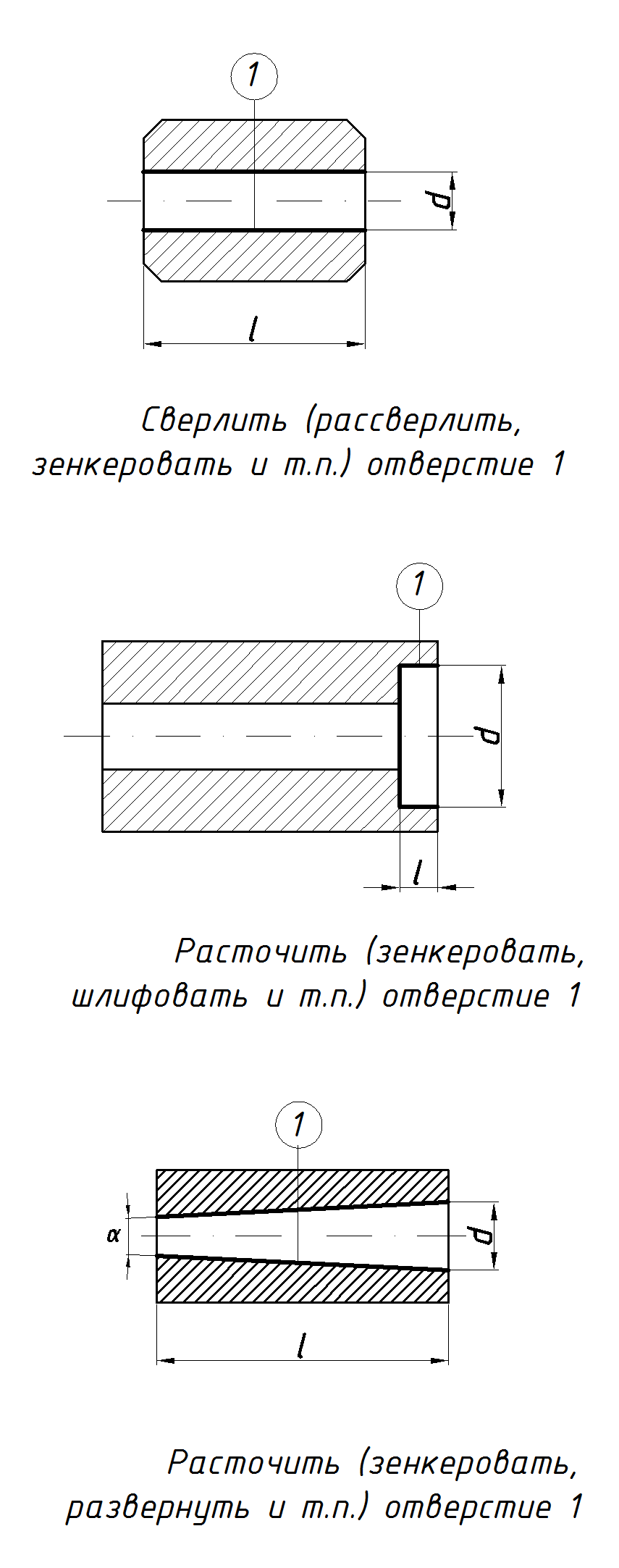
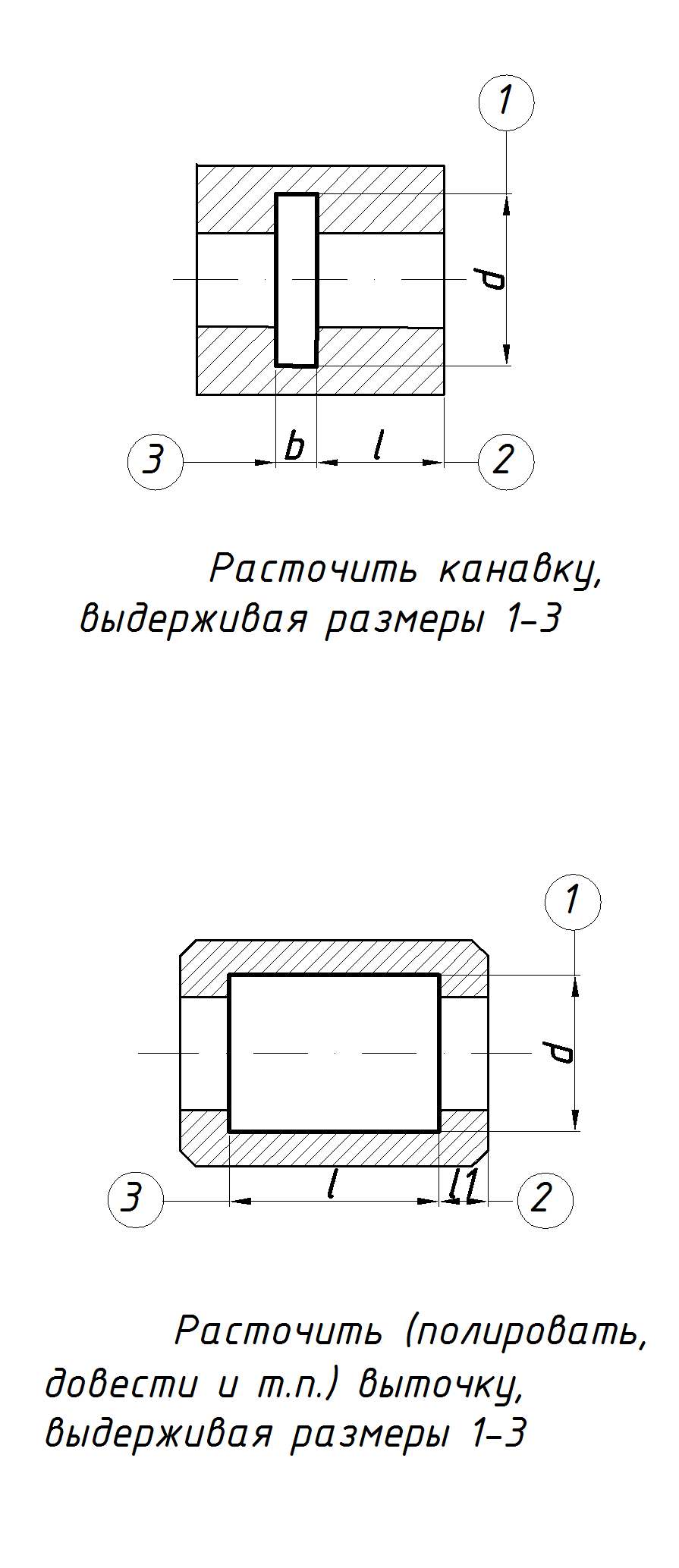
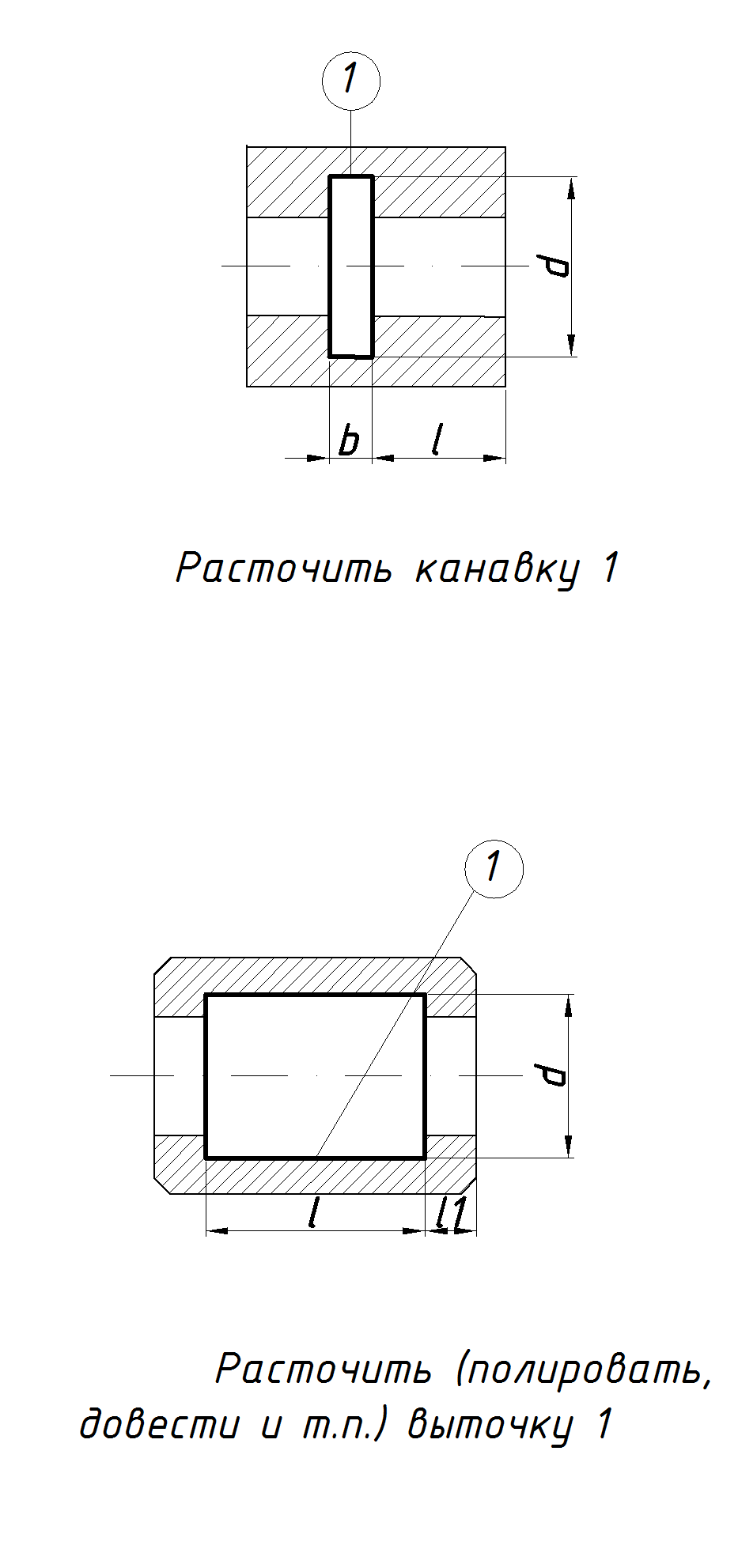
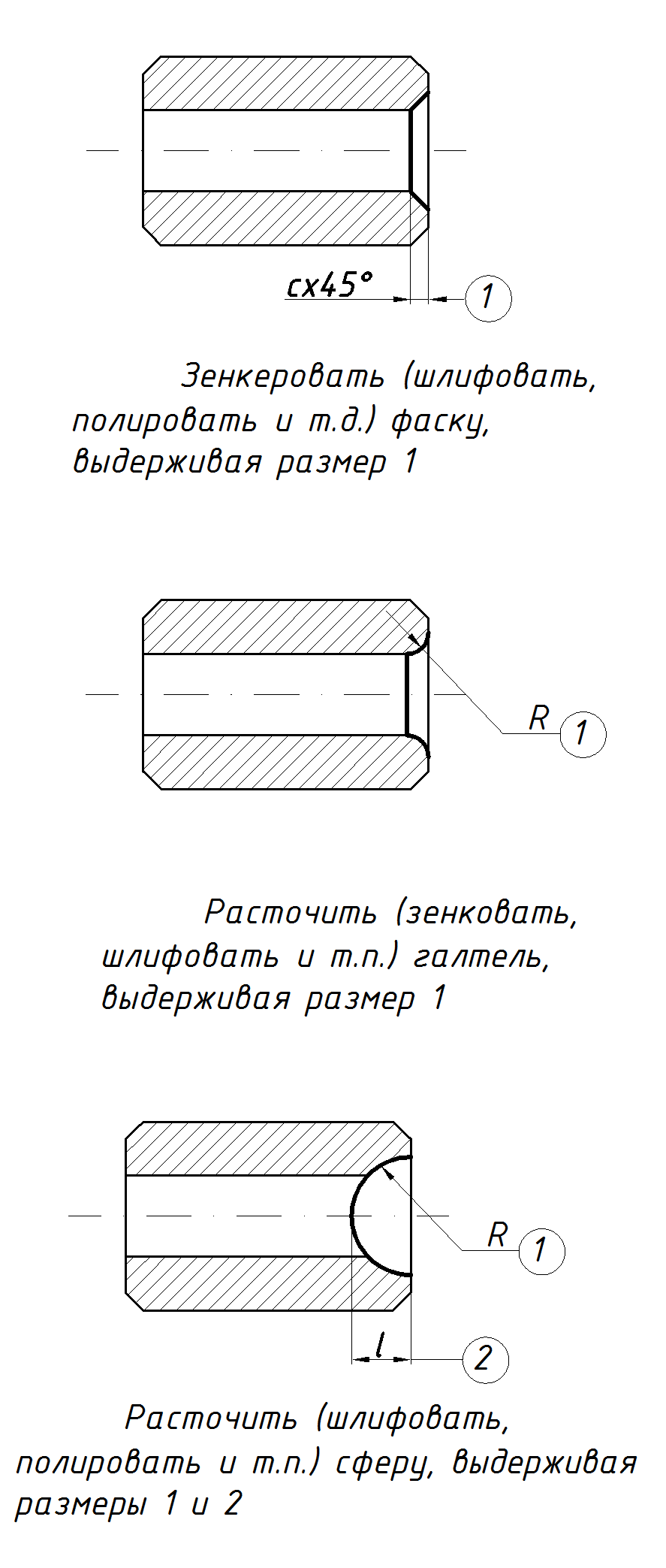
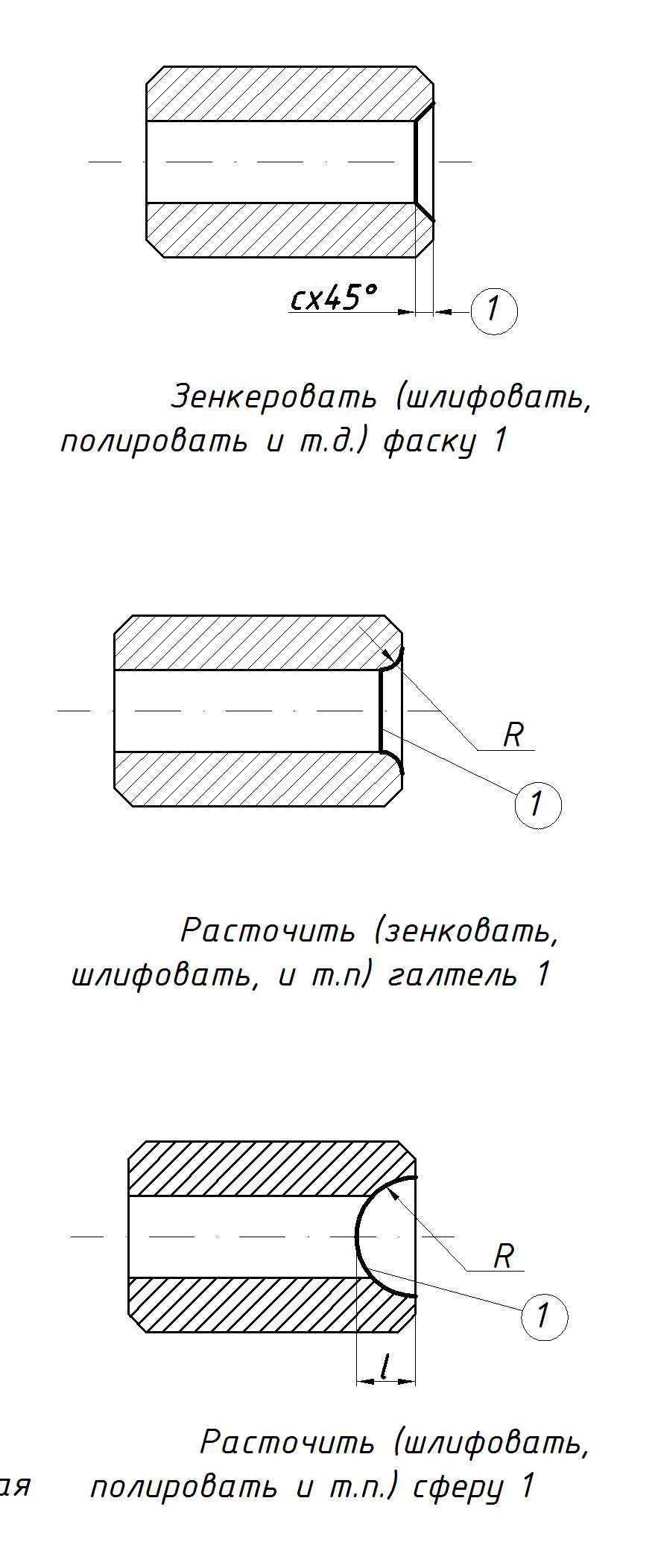
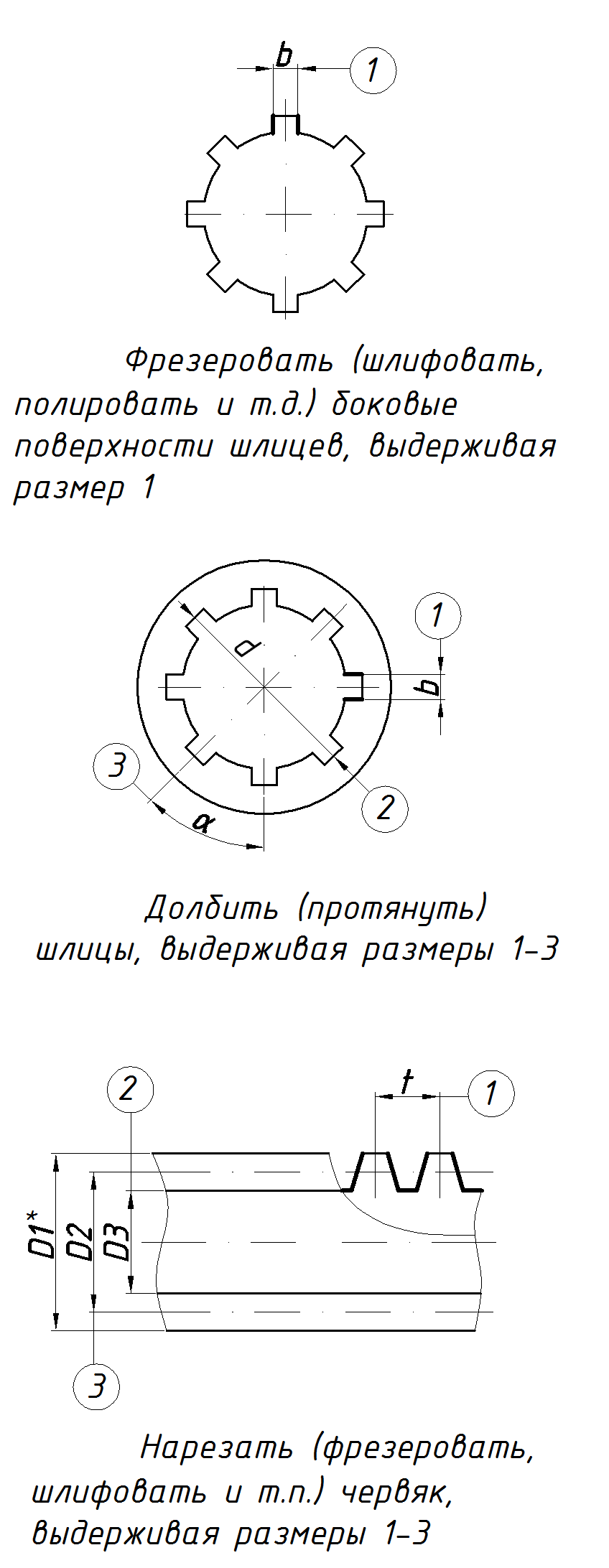
Примеры записи переходов в полной и сокращенной формах приведены в таблице 8.
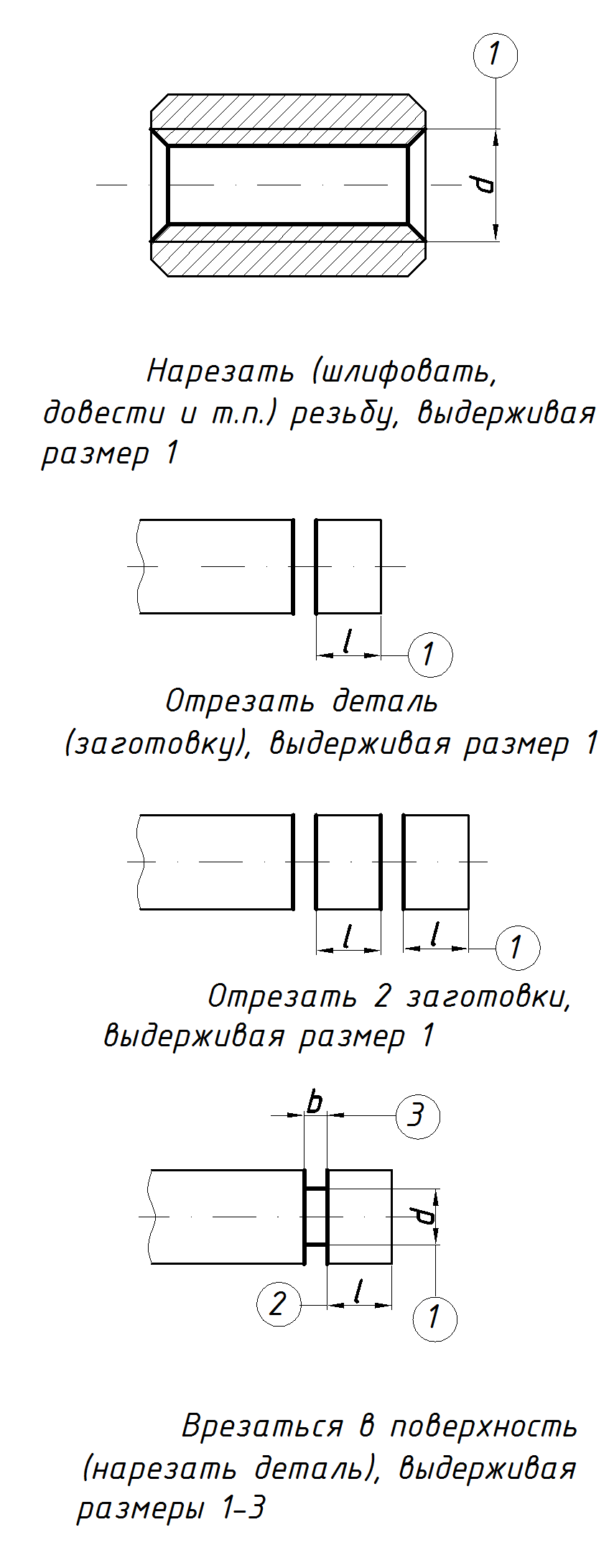
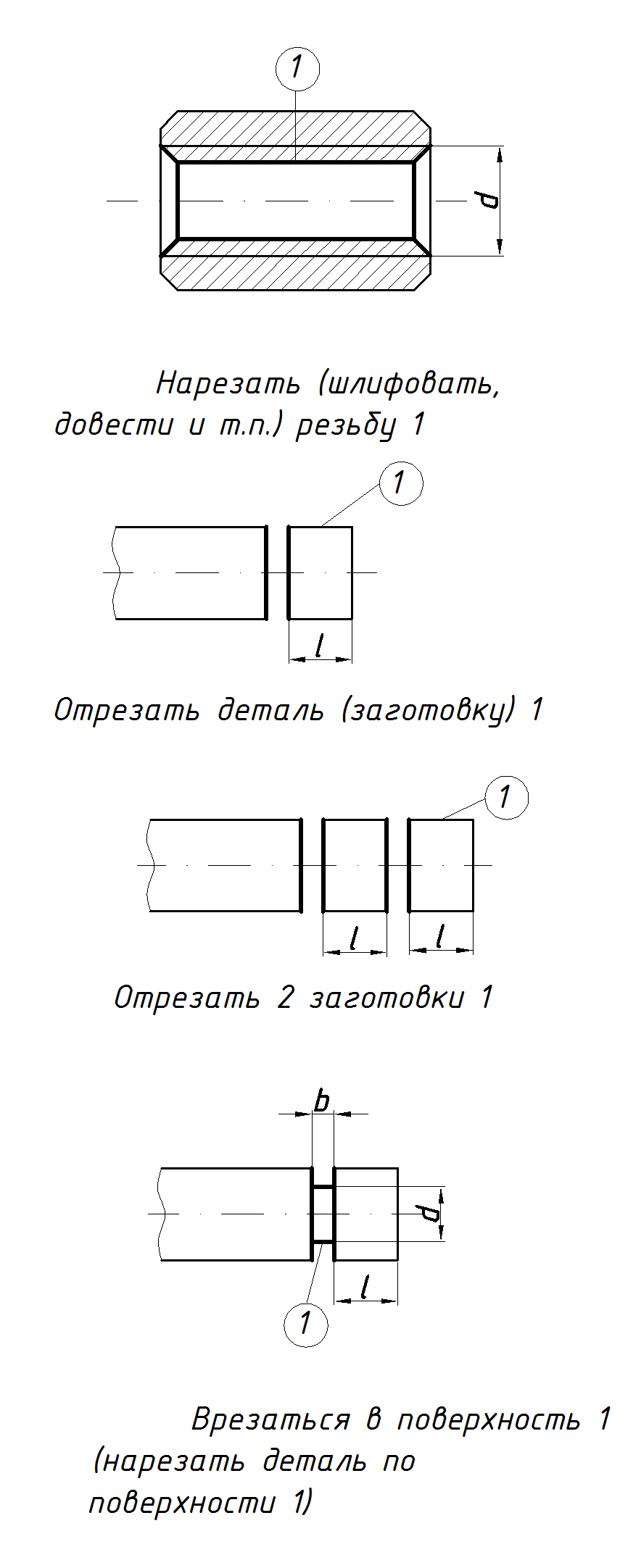
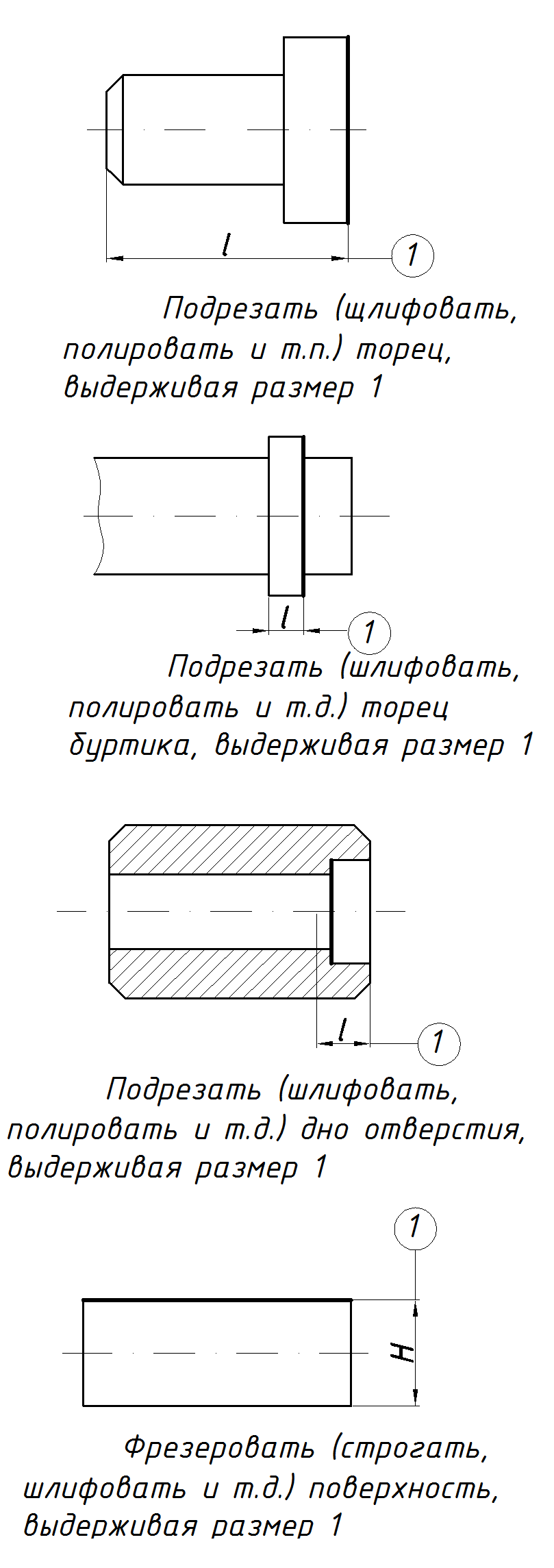
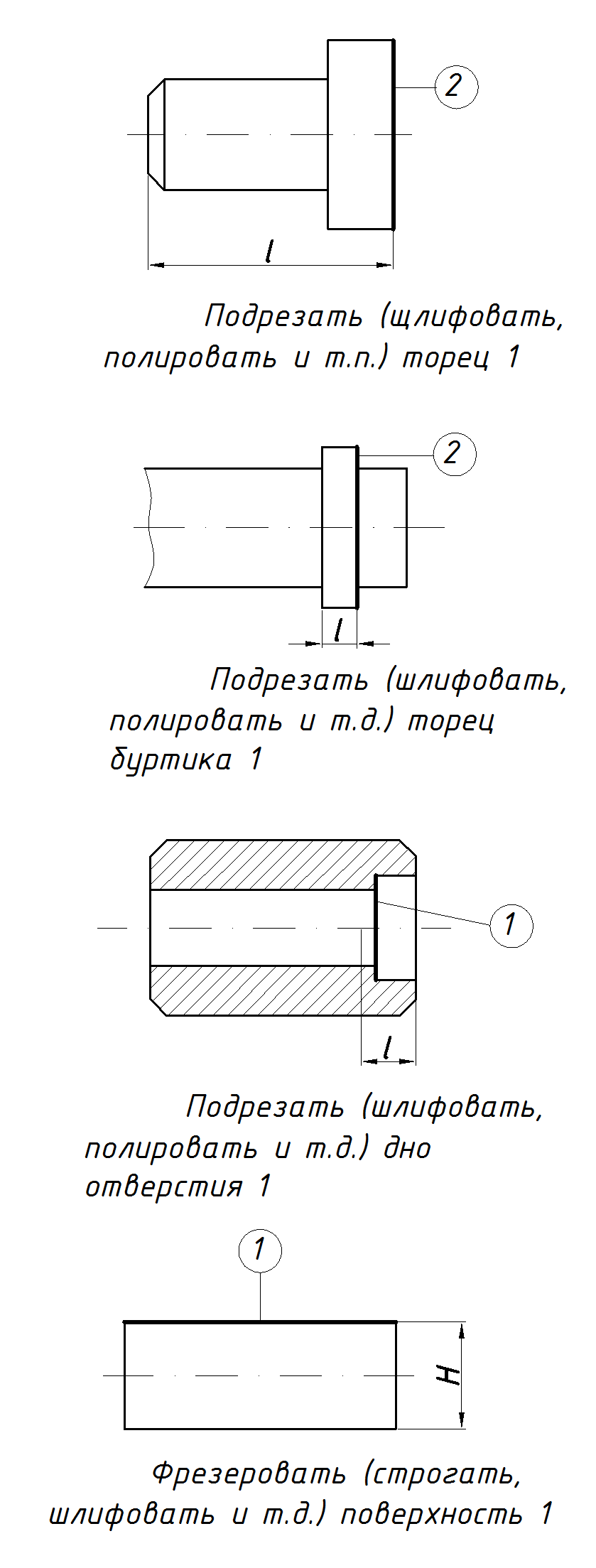
Таблица 8. Примеры полной и сокращенной записи переходов обработки резанием
|
Эскиз и полная запись переходов |
Эскиз и сокращенная запись переходов |
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 | |
|
|
| |


Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|

Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 | |
|
|
| |
Продолжение таблицы 8
|
1 |
2 | |
|
|
| |
Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|

Продолжение таблицы 8
|
1 |
2 |
|
|
|
Продолжение таблицы 8
|
1 |
2 |
|
|
|
Если переходы или операции не имеют графических иллюстраций, тогда в записи содержания перехода следует указывать исполнительные размеры с их предельными отклонениями. Например, «Точить поверхность, выдерживая d = 40- 0.025 и l=100- 0.14».
Установление полной или сокращенной записи содержания операции или
перехода определяется разработчиком документа.
Дополнительная информация при записи операций и переходов выбирается в соответствии с приложением 4 ГОСТ 3.1702 -79, и применяется при необходимости указания количества одновременно или последовательно обрабатываемых поверхностей или конструктивных элементов.
Например, «Точить две канавки последовательно согласно эскизу», также « По программе», «По копиру», «По разметке» и т.д.
При необходимости указания названия обрабатываемой поверхности, например, «Фрезеровать криволинейную поверхность 1».
Примеры записи вспомогательных переходов установки деталей на станок
Подать пруток до упора и закрепить.
Установить деталь в патроне по упору и закрепить.
Установить деталь в патроне (тисках, приспособлении, кондукторе) и закрепить.
Установить деталь в патроне, выверить по торцу на биение с точностью 0.05 мм и закрепить.
Установить деталь в патроне, поджать центром задней бабки и закрепить.
Установить деталь в патроне и люнете, выверить на биение точностью до 0.1 мм и закрепить.
Установить деталь на оправке и закрепить.
Установить и закрепить деталь на оправке. Закрепить в центрах станка (делительной головке, патроне).
Закрепить хомутик на детали. Установить деталь в центрах и закрепить
Установить деталь в тиски, подвести домкрат и закрепить.
Установить деталь в приспособлении и закрепить. Наложить на деталь кондуктор и закрепить.
Установить 6 деталей на магнитной плите (столе) и закрепить.
Установить деталь на протяжке, вставить протяжку в патрон и закрепить.
Установить деталь на плавающей втулке, вставить протяжку во втулку и закрепить в патроне.
Установить 5 деталей верхней плоскостью на столе станка, выверить по разметке и закрепить.