

3. Классификация пресс-форм (пф):
По хар-ру эксп-ции::1.Съёмные - пр-се пресс-ия не закрепляют в плитах пресса; 2.Стац-ые; 3.Неподельно закреплены на плитах, загрузка и извлечение гот. изделия осущ-ся без съёма пресс-форм.По кол-ву одновр-но пресс-ых изделий: 1.Одногнёздные.-за один цикл пресс-ия изгот-ся одно изделие.2.Многогнёздные - сразу несколько. По виду замыкания оформл-ей полости: 1.Открытые(рис а); 2.Закрытые(рис б); 3.ПФ для изгот-ия изделий с упрочн-ми стенками(рис в).


Рис а Рис б
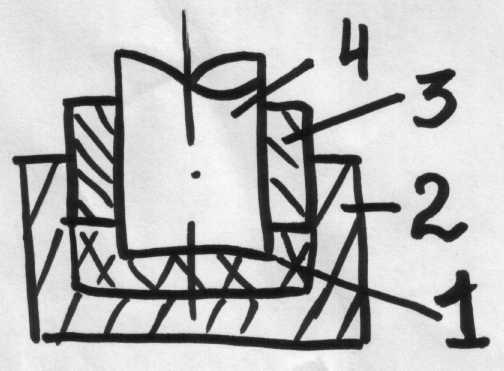
Рис. в
У открытых пуансон замыкает оформ-ую полость матрицы плоской поверх-ю, где 1-матрица, 2-изделие, 3-пуансон. Дост-ва открытых: малый износ из-за отсутствия трения между лентами ПФ, простата констр-ии, сравнит-но небольшая стоимость, точные размеры по высоте. Недостатки открытых: уплотнение материала можно достичь только загрузкой избытка материала.
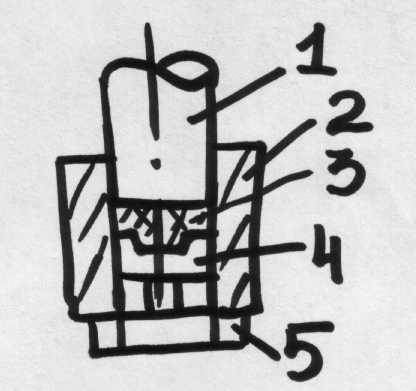
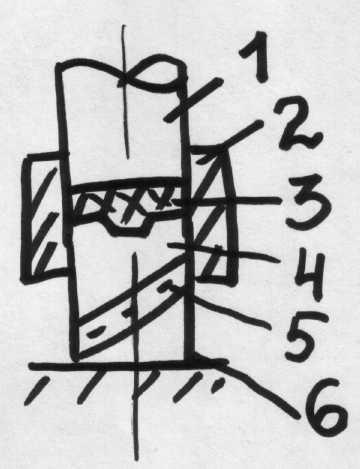
Закрытые отлич-ся тем, что имеют загрузочную камеру 3, а пуансон 4 плотно входит в матрицу 1, как поршень. ПФ для изгот-ия изделий с упрочн-ми кромками имеет пуансон телескопического типа, т.е. имеется 2 пуансона: центральный и периферический, они могут переем-ся друг относительно друга. После заполнения ПФ массой опускают центральный пуансон, и в простр-во между матрицей и пуансонам дополн-но загружают мат-л, затем опускают периф-ый пуансон и производят формование. Кромки при этом получают с повышенной плот-ю и проч-ю(1-изделие, 2-матрица, 3-переферийный, 4-центральный пуансон).
По методу пресс-ия: 1)ПФ прямого пресс-ия; 2)ПФ для литья под давлением.
Все рассмотренные ранее ПФ– прямое прессование. ПФ для пресс-ния литьём под давлением отличаются тем, что загрузочная камера в ней отделена от оформляющей части ПФ. В загруз-ой камере мат-л разогр-ся и поступает в оформляющую полость ч/з один или несколько каналов. Изделие форм-ся в оформляющей полости. 1-пуансон, 2-прессмасса, 3-загрузочная камера, 4-литниковый канал, 5-оформляющая, 6-матрица.

По сп-бу приложения усилия пресс-ия:1)Одностор-ее пресс-ие; 2)Двухстор-ее пресс-ие.При одностор-ем пресс-ии уплотнение ДКК происходит только за счёт движения прессующего пунсона. Все ранее рассм-ые ПФ м.б. отнесены к этому типу (1-пресующий пуансон, 2-матрица, 3-изделие, 4-неподвиж-ный пуансон, 5-фундамент.

При двухстороннем пресс-ии оба пуансона перемещаются на встречу друг другу (1-верхний прессующий пуансон,2-матрица,3-изделие,4-нижний прессующий пуансон).
Вариантом конструктивного решения двухстороннего пресс-ия явл-ся исп-ние плавающей матрицы 2 (5-пружина, 6-упругая опора).
Матрица устан-ся на пружине, кот. допускает ее перемещение относ-но неподв-ого нижнего пуансона. Возникающие при этом силы трения действуют на изделие, но и на матрицу, сме-ся в сторону движения пресс-щего пунсона. Это создают эффект двухстор-го пресс-ия. 2-хстороннее пресс-ие при прочих равных усл-х позволяет получить меньшее расхож-ие по плот-ти в различных местах изделия, чем при одностороннем.Существуют следующие виды обогрева ПФ: 1.Паровой. 2.Электрический. 3.Токами высокой частоты. 4.Высокотемпер-ми теплоносителями.1. ПФ с паровым обогревом. Для обогрева исп-ся водяной насыщенный пар Р 5-16 атм, кот. образует Т пресс-ия 150-230С. Стабил-ия темпер-го поля вПФ , а также изм-ие Т произв-ся регулированием давления водяного пара.2. ПФ с электр-им обогревом. Наиб-е распр-ый сп-б, т.к. электрическая эн-ия наиболее удобно передаётся на расстояние. Нед-ки: нагрев-ые плиты имеют сравнительно неб-ую пов-сть и неб-шую. Последнее создаёт трудность в получении Т равномерного температурного поля вПФ. 3. ПФ с обогревом ТВЧ. Пол-ют все более широкое распр-ние. Пресскомплектующую пом-ют между двумя электродами, к кот. от высокочастотного генератора подводят напряжение в несколько тысяч вольт. Ток проходит через материал. Он нагревается за счёт тепла, образ-ся в рез-те диэлектр-их потерь. В кач-ве электродов здесь исп-ют форм-щие эл-ты ПФ.Дос-ва: Резкое сокр-ие длительности нагрева по сравнению с тепловым и электр-им. Простота обесп-ия заданного теплового режима. Создание благопр-ых условий для автом-ции и механ-ии. Нед-ки: Исп-ие сложного дорогостоящего обор-ния. Высокие треб-ия к квалиф-ции обслуж-го персонала. Высокие требования к наладчикам.4. ПФ с обогревом высокотемп-ми теплонос-ми. Прим-е таких теплонос-ей позволяет увеличить t пресс-ия и интенсиф-ть процесс. Высокотемп-ые теплоносители д. обладать след. св-ми: 1.Высокой термич-ой стойкостью; 2.Высокой темп-ой кипения; 3.Низкой темп-ой затвердевания; 4.Повыш-ой теплоёмкостью и коэф-том теплоотдачи. 5.Хим-ой инертностью по отношению к металлу. 6.Нетокс-ю.В кач-ве такого теплонос-ля применяют перегретую воду Р=1.8-2 МПа. С прим-м перегретой воды трудно получить темп-ру выше 190С. Поэтому применяют масло, органической и неорганической природы.
Билет 12. 1. нету