


ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
И.Р. КУЗЕЕВ, Р.Б. ТУКАЕВА, М.И. БАЯЗИТОВ
УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ
РУКОВОДСТВО И СБОРНИК ЗАДАНИЙ ДЛЯ ВЫПОЛНЕНИЯ СРС С ЭЛЕМЕНТАМИ РЕАЛЬ-
НЫХ ОБЪЕКТОВ
УФА 2008
Кузеев И.Р., Тукаева Р.Б., Баязитов М.И.
Учебно-методическое пособие: Руководство и сборник задания для выполнения СРС с элементами реальных объектов: Учебно-методическое пособие. – Уфа: Изд-во, 2008
В учебно-методическом пособии приведена краткая характеристика и классификация нефтеперерабатывающего завода.
Рассмотрено четыре типа наиболее распространенного оборудования нефтеперерабатывающего завода, которые были выбраны в качестве реальных объектов: вертикальных колонных массообменных аппаратов, теплообменных аппаратов, центробежных насосов и трубчатых печей; изложена классификация данных типов оборудования, приведено описание конструкций и принципа их работы.
Приводятся основные принципы и примеры разработки заданий с элементами реальных объектов, при изучении которых обеспечивается междисциплинарная связь.
Учебно-методическое пособие разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР(№ 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Данное пособие разработано для студентов специальностей130603 «Оборудование нефтегазопереработки» и направления 150400 «Технологические машины и оборудование».
Учебно-методическое пособие будет полезно для преподавателей дисциплин, входящих в соответствии с Государственным образовательным стандартом специальности 130603 «Оборудование нефтегазопереработки» в циклы естественно-научных, общепрофессиональных, специальных дисциплин и дисциплин специализации.
Рецензент: Халимов А.Г., д.т.н., профессор кафедры ТНА
© И.Р. Кузеев, Р.Б. Тукаева, М.И. Баязитов, 2008 ©Оригинал-макет и компьютерная верстка – Ю.Н. Савичева, 2008
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
|
|
|
СОДЕРЖАНИЕ |
С. |
|
||
|
|
|
|
|
|
|
Введение |
|
|
|
|
|
1 Краткая характеристика и классификация нефтеперераба- |
6 |
|
|
|
|
тывающих заводов |
|
|
||
|
1.1 Мощность и ассортимент НПЗ |
7 |
|
|
|
|
1.2 |
Глубина переработки нефти |
10 |
|
|
|
1.3 Современное состояние и тенденции развития нефтепе- |
15 |
|
|
|
|
рерабатывающей промышленности мира и России. |
|
|
||
|
2 Описание основного оборудования, выбранного в качестве |
23 |
|
|
|
|
реальных объектов расчета и проектирования |
|
|
||
|
2.1 |
Вертикальные массообменные аппараты |
25 |
|
|
|
2.1.1 |
Устройство колонных аппаратов |
25 |
|
|
|
2.1.2 |
Классификация колонных аппаратов |
28 |
|
|
|
2.1.3 |
Массообменные контактные устройства |
32 |
|
|
|
2.1.4 |
Тарельчатые массообменные устройства |
33 |
|
|
|
2.1.4.1 Основы классификации тарельчатых массообменных |
34 |
|
|
|
|
устройств |
|
|
||
|
2.1.4.2 Конструкции и принцип работы основных типов таре- |
37 |
|
|
|
|
лок |
|
|
|
|
|
2.1.5 |
Насадочные контактные элементы |
52 |
|
|
|
2.1.6 |
Устройства для ввода жидкости и пара в колонну |
56 |
|
|
|
2.1.7 |
Устройства для сепарации газожидкостных потоков |
60 |
|
|
|
2.2 |
Теплообменные аппараты |
62 |
|
|
|
2.2.1 |
Классификация теплообменных аппаратов |
62 |
|
|
|
2.2.2 |
Кожухотрубчатые теплообменные аппараты, их типы и |
66 |
|
|
|
конструктивное исполнение |
|
|
||
|
2.3 |
Технологические печи |
78 |
|
|
|
2.3.1 |
Назначение и принцип работы трубчатых печей |
78 |
|
|
|
2.3.2 |
Классификация печей |
81 |
|
|
|
2.3.3 |
Конструктивные элементы печей |
87 |
|
|
|
2.3.4 |
Показатели работы печей |
101 |
|
|
|
2.4 |
Центробежные насосы |
102 |
|
|
|
2.4.1 |
Общие сведения о насосах |
102 |
|
|
|
2.4.2 |
Классификация насосов |
103 |
|
|
|
2.4.3 |
Центробежные насосы |
108 |
|
|
|
2.4.3.1 Классификация и маркировка центробежных насосов |
109 |
|
|
|
|
2.4.3.2 Маркировка центробежных насосов |
112 |
|
|
|
|
2.4.3.3 Принцип действия и устройство центробежных насо- |
115 |
|
|
|
|
сов |
|
|
|
|
|
3 Задания для различных видов СРС, лабораторных и практи- |
|
|
|
|
|
ческих занятий |
128 |
|
|
|
|
3.1 Принцип разработки новых заданий |
128 |
|
|
|
|
3.2 Примеры заданий и содержания методических материа- |
|
|
|
|
|
лов |
|
141 |
|
|
|
Библиографический список |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Введение
Учебно-методическое пособие разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР(№24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля») Проект был реализован в 2007-2008 учебном году на кафедре«Машины и аппараты химических производств» Уфимского нефтяного технического университета, которая осуществляет выпуск инженеров по специальности «Оборудование нефтегазопереработки».
Необходимость разработки новой технологии была обусловлена тем, что традиционная технология обучения имеет ряд принципиальных недостатков.
Вчастности, это:
·жесткая регламентация действующих государственных образовательных стандартов (ГОС). В результате университеты не имеют свободы в формировании учебных планов, не способны эффективно откликаться на новые запросы, постоянно возникающие в связи с бурным развитием науки и техники, изменением экономической ситуации в стране;
·низкий удельный вес дисциплин специализации в ГОСе. Анализ ГОСов по специальности 130603 «Оборудование нефтегазопереработки» показал, что дисциплины специализации составляют всего около20% от общего объема часов теоретического обучения. При этом большинство из 80 % смежных дисциплин не отражают профессиональные аспекты подготовки специалиста, и в их рабочих программах не прослеживается связь с его будущей деятельностью;
·междисциплинарная разобщенность, отсутствие преемственности
ивзаимосвязи большинства дисциплин подготовки специалиста. Отсутствие у многих преподавателей естественно-научных и общетехнических дисциплин четкого понимания места своей дисциплины в учебном плане и ее роли в формировании специалиста;
·слабая мотивация студентов к обучению и восприимчивость к теории вследствие того, что процесс обучения в основном происходит по схеме модель-теория без участия реального объекта.
Основная идея новой технологии заключается в обеспечении и повышении профессиональной направленности обучения путем разработки заданий для различных видов самостоятельной работы студентов(СРС), лабораторных и практических занятий с элементами реальных объектов и обеспечения логической преемственности и междисциплинарной связи в их изучении
ивыполнении, начиная с первого курса.
Поэтому в методическом пособии сначала приводится описание нефтеперерабатывающего завода (НПЗ), на котором в большинстве случаев осуществляется деятельность выпускников вузов данной специальности; далее дается обоснование выбора в качестве реальных объектов и описание четырех наиболее распространенных типов оборудования НПЗ: колонного масоообменного аппарата, теплообменного аппарата, центробежного насоса и трубчатой печи.
В заключении рассмотрены методы разработки заданий и примеры их реализации для основных дисциплин, изучаемых на четвертом курсе.
5

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
1 Краткая характеристика и классификация нефтеперерабатывающих заводов
На нефтеперерабатывающих заводах осуществляется большое число разнообразных процессов, предназначенных для получения из исходного сырья (нефти или газа) целевых продуктов: бензина, керосина, дизельного топлива, масла, парафина, битумов, сульфокислот, деэмульгаторов, кокса, сажи
идр., включая сырье для химической промышленности. Такими процессами являются: транспортирование газов, жидкостей и твердых материалов; нагревание, охлаждение, перемешивание и сушка веществ; разделение жидких
игазовых неоднородных смесей; измельчение и классификация твердых материалов и другие, физические и физико-химические процессы. В последние годы в нефтеперерабатывающей промышленности все больший объем занимают химические процессы как основа глубокой переработки нефтяного сырья.
Однотипные физические, физико-химические и химические процессы характеризуются общими закономерностями и в различных производствах осуществляются в машинах и аппаратах, работающих по одному принципу.
Общие для различных производств нефтепереработки процессы в зависимости от основных законов, определяющих их, подразделяют на [1, 2, 3]:
–гидромеханические процессы (перемещение жидкостей и газов, разделение жидких и газовых неоднородных систем, перемешивание жидкостей);
–тепловые процессы (нагревание, охлаждение, выпаривание, конден-
сация);
–массообменные процессы (они объединены законами массопередачи и включают перегонку, ректификацию, абсорбцию, адсорбцию, экстракцию, кристаллизацию и сушку);
–механические процессы (измельчение, транспортирование, сортировка и смешение твердых веществ);
–химические процессы (они объединены законами химической кинетики и включают разнообразные химические реакции).
Все названные процессы осуществляются в соответствующих аппаратах и машинах, конструкция которых определяется наиболее целесообразным способом и конкретными условиями осуществления данного процесса.
Оборудование нефтеперерабатывающих заводов разнообразно как по назначению, так и по конструктивному оформлению. Далее рассмотрены только четыре наиболее распространенных типа оборудования, выбранных в качестве реальных объектов для разработки различных видов СРС, в которых обеспечивается преемственность в изучении дисциплин: колонные аппараты, теплообменные аппараты, центробежные насосы и печи.
Нефтеперерабатывающий завод (НПЗ) (рисунок 1.1) представляет собой совокупность основных нефтетехнологических процессов, состоящих из цехов, установок (рисунок 1.2), блоков, а также вспомогательных и обслуживающих служб, обеспечивающих нормальное функционирование промышленного предприятия (товарно-сырьевые, ремонтно-механические цеха, цеха КИПиА, паро-, водо- и электроснабжения, цеховые и заводские лаборатории, транспортные, пожаро- и газоспасательные подразделения, медпункты, сто-
6

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ловые, диспетчерская, дирекция, отделы кадров, финансов, снабжения, бухгалтерия и т.д.) [1].
Целевое назначение НПЗ — производство в требуемых объеме и ассортименте высококачественных нефтепродуктов и сырья для нефтехимии(в последние годы – и товаров народного потребления) [2].
Технологические процессы, при помощи которых осуществляется переработка нефти на НПЗ, условно можно разделить напервичные и вторич-
ные.
Кпервичным относится первичная переработка нефти: обессоливание
иобезвоживание, атмосферная и атмосферно-вакуумная перегонка; вторичная перегонка бензинов, дизельных и масляных фракций.
Вторичные процессы условно можно разделить на следующие группы:
1.термические процессы (термический крекинг, висбрекинг, коксование, пирполиз);
2.термокаталитические процессы (каталитический крекинг и риформинг, гидроочистка, гидрокрегинг, селектоформинг);
3.процессы переработки нефтяных газов (алкилирование, полимеризация, изомеризация);
4.процессы производства масел и парафинов(деасфальтизация, депарафинизация, селективная очистка, адсорбционная и гидрогенизационная доочистка);
5.процессы производства битумов, пластических смазок, присадок, нефтяных кислот, сырья для получения технического углерода;
6.процессы производства ароматических углеводородов(экстракция, гидроалкелирование, диспропорционирование) [2].
Современные нефтеперерабатывающие предприятия характеризуются большой мощностью как НПЗ (исчисляемой миллионами тонн в год), так и составляющих их технологических процессов.
1.1 Мощность и ассортимент НПЗ
Мощность зависит от многих факторов, прежде всего от востребованности тех или иных нефтепродуктов экономического района их потребления, наличия ресурсов сырья и энергии, дальности транспортных перевозок и близости соседних аналогичных предприятий.
Общеизвестно, что крупные предприятия экономически эффективнее, чем мелкие. На крупных НПЗ имеются благоприятные предпосылки для -со оружения мощных высокоавтоматизированных технологических установок и комбинированных производств на базе крупнотоннажных аппаратов и оборудования для более эффективного использования сырьевых, водных и земельных ресурсов и значительного снижения удельных капитальных и эксплуатационных расходов. Но при чрезмерной концентрации нефтеперерабатывающих (и нефтехимических) предприятий пропорционально росту мощности возрастает радиус перевозок, увеличивается продолжительность строительства и, что особенно недопустимо, ухудшается экологическая ситуация внутри и вокруг НПЗ.
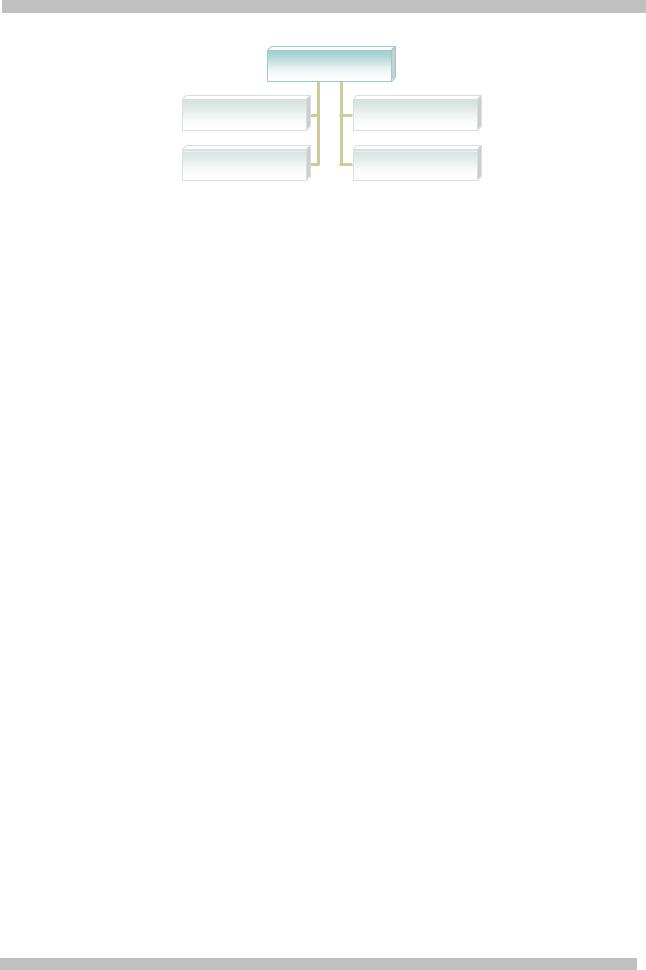
По мощности НПЗ условно можно подразделить на мини-заводы, заводы малой, средней и большой мощности (рисунок 1.2).
7

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 1.1 – Общий вид НПЗ
Рисунок 1.2 – Технологическая установка
8
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
НПЗ
мини-заводы
(500 тыс.т./год)
средней мощности
(5–7 млн. т/год)
малой мощности
(до 1,5 млн.т/год)
большой мощности
(10–15 млн. т/год)
Рисунок 1.3 – Классификация НПЗ по мощности
Оптимальной считается мощность НПЗ, равная 12 млн. т/год. При этом для НПЗ топливного профиля оптимальная мощность головной установки АВТ составляет 6 млн. т/год.
Отличительной особенностью НПЗ является получение разнообразной продукции из одного исходного нефтяного сырья. При этом необходимо учитывать, что на нефтеперерабатывающих заводах могут перерабатываться нефти трех сортов:
1)высокосортные, к которым можно отнести малосернистые с высоким или повышенным содержанием светлых типа бакинских, грозненских нефтей;
2)среднесортные, к которым следует отнести сернистые с умеренным содержанием светлых типа смесей западно-сибирских нефтей;
3)низкосортные высокосернистые с низким содержанием светлых типа нефтей «Большого Арлана».
Ассортимент нефтепродуктов НПЗ исчисляется обычно сотнями наименований. Характерно, что в большинстве технологических процессов производят преимущественно только компоненты или полупродукты. Конечные товарные нефтепродукты получают, как правило, путем компаундирования нескольких компонентов, производимых на данном НПЗ, а также добавок и присадок. Это обусловливает необходимость иметь в составе НПЗ разнообразный набор технологических процессов с исключительно сложной взаимосвязью по сырьевым, продуктовым и энергетическим потокам.
Ни один НПЗ не может вырабатывать все виды нефтепродуктов, в которых нуждаются потребители, и одинаково эффективно перерабатывать все типы добываемых в стране нефтей, весьма существенно различающихся между собой по качеству. Следовательно, не может быть единого стандартного (типового) НПЗ.
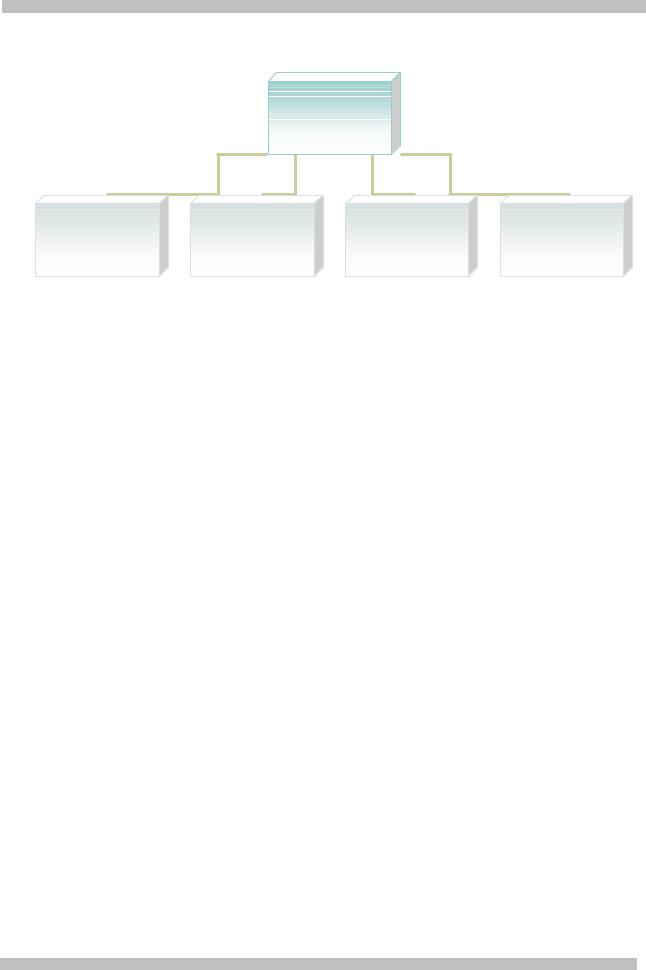
По ассортименту выпускаемых нефтепродуктов нефтеперерабатывающие предприятия принято классифицировать на следующие группы (профили), (рисунок 1.4):
·НПЗ топливного профиля;
·НПЗ топливно-масляного профиля;
·НПЗ топливно-нефтехимического профиля (нефтехимкомбинаты);
·НПЗ топливно-масляно-нефтехимического профиля.
9

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Среди перечисленных выше нефтеперерабатывающих предприятий наибольшее распространение имеют НПЗ топливного профиля, поскольку по объемам потребления и производства моторные топлива значительно превосходят как смазочные масла, так и продукцию нефтехимического синтеза. Естественно, комплексная переработка нефтяного сырья(т. е. топливно- масляно-нефтехимическая) экономически более эффективна по сравнению с узкоспециализированной переработкой, например чисто топливной.
При этом желательно, чтобы каждый НПЗ имел оптимальную технологическую схему (структуру). Оптимизация технологической структуры заключается в расчетном выборе наиболее экономически целесообразного варианта набора технологических установок. Выбранный набор технологических процессов должен обеспечить оптимальную глубину переработки данной нефти и выпуск заводом заданного ассортимента нефтепродуктов высокого качества с минимальными капитальными и эксплуатационными затратами.
При минимизации капитальных и эксплуатационных затрат наиболее значительный эффект достигается, когда в проекте предусматривается строительство НПЗ на базе крупнотоннажных технологических процессов и комбинированных установок.
Наиболее часто комбинируют следующие процессы: ЭЛОУ-АВТ (AT), гидроочистка бензина — каталитический риформинг, гидроочистка вакуумного газойля — каталитический крекинг — газоразделение, серо-очистка газов — производство серы; вакуумная перегонка — гидроочистка — каталитический крекинг — газофракционирование; деасфальтизация — селективная очистка, депарафинизация — обезмасливание и др.
В отечественной нефтепереработке разработаны следующие модели комбинированных установок (таблица 1.1):
1)неглубокой переработки нефти ЛК-6у — производительностью 6 млн.
т/год;
2)углубленной переработки нефти ГК-3 — производительностью 3 млн.
т/год;
3)переработки вакуумного газойля Г-43-107 — производительностью 2 млн. т/год;
4)переработки мазута КТ-1, включающая в свой состав комбинированную установку Г-43-107 и секции вакуумной перегонки мазута и висбрекинга гудрона;
5)переработки мазута КТ-1y, отличающаяся от КТ-1 использованием процесса легкого гидрокрекинга вместо гидроочистки вакуумного газойля;
6)переработки мазута КТ-2, которая отличается от КТ-1y использованием вместо обычной вакуумной перегонки глубоковакуумной перегонки с -от бором фракции 350…540 °С (и отсутствием процесса висбрекинга).
1.2 Глубина переработки нефти
Наряду с мощностью и ассортиментом нефтепродуктов важным пока-
зателем НПЗ является глубина переработки нефти.
Глубина переработки нефти (ГПН) — показатель, характеризующий эффективность использования сырья. По величине ГПН можно косвенно судить о насыщенности НПЗ вторичными процессами и структуре выпуска нефтепродуктов.
10
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Таблица 1.1 – Набор технологических установок, входящих в состав отечественных комбинированных установок
|
Технологический |
|
ЛК-6у |
|
|
ГК-3 |
|
|
Г-43-107 |
|
|
КТ-1 |
|
|
КТ-1у |
|
|
КТ-2 |
|
|
|
процесс |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЭЛОУ-АТ |
+ |
|
- |
|
- |
|
- |
|
- |
|
- |
|
|||||||
|
ЭЛОУ-АВТ |
|
|
- |
|
|
+ |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
Вакуумная перегонка мазута |
- |
|
- |
|
- |
|
+ |
|
+ |
|
- |
|
|||||||
|
Глубоковакуумная перегонка |
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
+ |
|
|
|
мазута |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вторичная перегонка бензина |
- |
|
+ |
|
- |
|
- |
|
- |
|
- |
|
|||||||
|
Гидроочистка бензина |
+ |
|
+ |
|
- |
|
- |
|
- |
|
- |
|
|||||||
|
Гидроочистка керосина |
+ |
|
- |
|
- |
|
- |
|
- |
|
- |
|
|||||||
|
Гидроочистка дизельного |
|
|
+ |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
топлива |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Гидроочистка вакуумного |
|
- |
|
|
- |
|
|
+ |
|
|
+ |
|
|
- |
|
|
- |
|
|
|
газойля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Легкий гидрокрекинг |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
+ |
|
|
+ |
|
|
вакуумного газойля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Каталитический риформинг |
|
|
+ |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
- |
|
|
бензина |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Каталитический крекинг ваку- |
|
|
- |
|
|
+ |
|
|
+ |
|
|
+ |
|
|
+ |
|
|
+ |
|
|
умного газойля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Газофракционирование |
+ |
|
+ |
|
+ |
|
+ |
|
+ |
|
+ |
|
|||||||
|
Висбрекинг гудрона |
- |
|
+ |
|
- |
|
+ |
|
+ |
|
- |
|
|||||||
Разумеется, что НПЗ с высокой долей вторичных процессов, располагает большей возможностью для производства из каждой тонны сырья большего количества более ценных, чем нефтяной остаток, нефтепродуктов и, следовательно, для более углубленной переработки нефти.
В мировой нефтепереработке до сих пор нет общепринятого и однозначного определения этого показателя. В отечественной нефтепереработке под глубиной переработки нефти подразумевается суммарный выход в процентах на нефть всех нефтепродуктов, кроме не превращенного остатка, используемого в качестве котельного топлива (КТ):
ГПН = 100 – КТ – (Т + П) ,
где Г и П — соответственно удельные затраты топлива на переработку и потери нефти на НПЗ в процентах на сырье.
За рубежом глубину переработки нефти определяют преимущественно как суммарный выход светлых нефтепродуктов от нефти, т. е. имеется в виду глубина топливной переработки нефти.
Понятие глубины переработки нефти, выраженное в виде вышеприведенного уравнения, несколько условно, так как выход непревращенного остатка, в том числе котельного топлива, зависит не только от технологии нефтепереработки, но и, с одной стороны, от качества нефти и, с другой — как будет использоваться нефтяной остаток: как котельное топливо или как сырье для производства битума, как нефтяной пек, судовое или газотурбинное топлива и т. д.
11
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
НПЗ
|
|
топливно- |
нефтехимкомбинаты |
топливного |
топливно-масляного |
нефтехимического |
топливно-масляно- |
профиля |
профиля |
профиля (нефтехим- |
нефтехимического |
|
|
комбинаты) |
профиля. |
Рисунок 1.4 – Классификация НПЗ по ассортименту выпускаемой продукции
Так, даже при неглубокой переработке путем только атмосферной перегонки легкой марковской нефти, содержащей 95,7 % суммы светлых, ГПН составит более 90 %, в то время как при углубленной переработке до гудрона арланской нефти с содержанием суммы светлых43 % этот показатель составит менее 70 %.
Исходя из этих соображений были предложения характеризовать ГПН по величине отбора светлых нефтепродуктов только вторичными процессами (гидрокрекингом, каталитическим крекингом и т. д.) из фракций нефти, выкипающих при температуре выше 350 °С (т. е. из мазута).
Всоответствии с этой методикой переработка нефти атмосферной перегонкой будет соответствовать нулевой глубине переработки.
Всовременной нефтепереработке принято НПЗ подразделять(без указания разграничивающих пределов ГПН) на два типа: с неглубокой и глубокой переработкой нефти. Такая классификация недостаточно информативна, особенно относительно НПЗ типа глубокой переработки нефти: неясно, какие именно вторичные процессы могут входить в его состав.
По способу углубления переработки нефти нефтеперерабатывающе-
му заводу можно дать следующее определение: НПЗ — совокупность технологических процессов, в которых осуществляется последовательное(ступенчатое) извлечение, облагораживание и физико-химическая переработка дистиллятных фракций нефти ,и соответственно, концентрирование остатков (до мазута, гудрона, тяжелого гудрона глубоковакуумной перегонки, асфальта, кокса и т. д.).
По этому признаку удобно классифицировать НПЗ на следующие четыре типа (рисунок 1.5):
·НПЗ неглубокой переработки (НГП);
·НПЗ углубленной переработки (УПН);
·НПЗ глубокой переработки (ГПН);
·НПЗ без остаточной переработки (БОП).
12

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
НПЗ
неглубокой пе- |
углубленной пе- |
глубокой пере- |
без остаточной |
реработки |
реработки |
работки |
переработки |
(НГП) |
(УПН) |
(ГПН) |
(БОП) |
Рисунок 1.5 – Классификация НПЗ по способу углубления переработки нефти
Нефтеперерабатывающие заводы неглубокой переработки неф-
ти (НПЗ НГП) характеризуются наиболее простой технологической структурой, низкими капитальными и эксплуатационными затратами по сравнению с НПЗ углубленной или глубокой нефтепереработки.
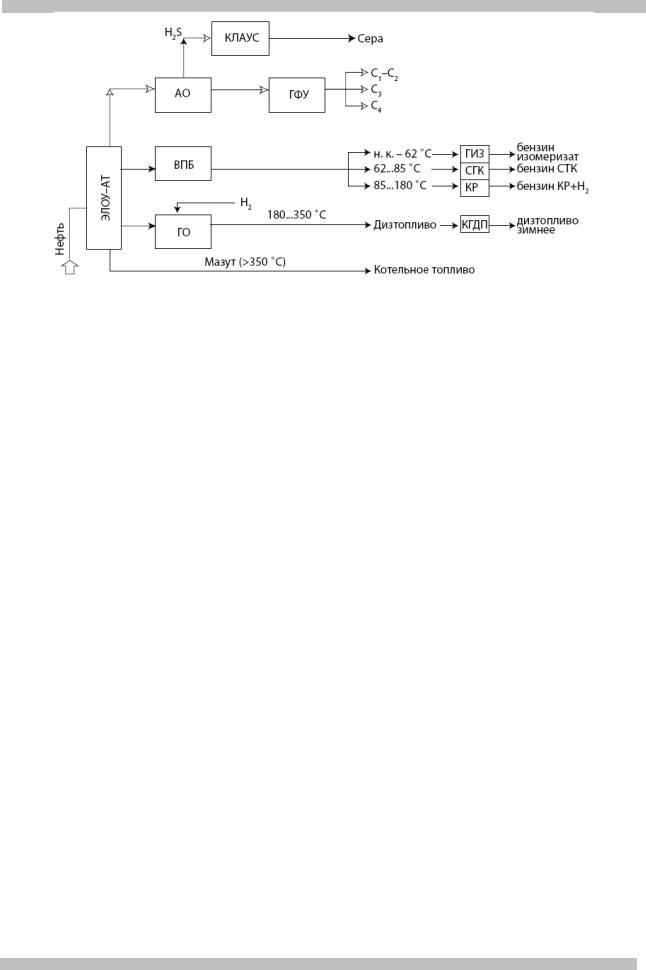
Основной недостаток НПЗ НГП — большой удельный расход ценного и дефицитного нефтяного сырья и ограниченный ассортимент нефтепродуктов. Наиболее типичный нефтепродукт такого типа НПЗ— котельное топливо, дизельное топливо, автобензин (при необходимости печное топливо), сухой и сжиженные газы. Глубина отбора моторных топлив ограничивается потенциальным содержанием их в исходной нефти. Строительство НПЗ НГП могут позволить себе лишь страны, располагающие неограниченными ресурсами нефти, такие как Саудовская Аравия, Иран, Ирак или Кувейт. Очевидно, нефтепереработка России, обладающая скромными запасами нефти (менее 5 % от мировых), должна ориентироваться только на глубокую или безостаточную переработку нефти. Типовая блок-схема НПЗ неглубокой переработки сернистой нефти представлена на рисунке 1.6.
Осуществление технологии следующей ступени нефтепереработки — углубленной переработки нефти с получением моторных топлив в количествах, превышающих потенциальное их содержание в исходном сырье, связано с физико-химической переработкой остатка от атмосферной перегонки— мазута.
В мировой практике приуглубленной и глубокой переработке нефти исключительно широкое распространение получили схемы переработки мазута посредством вакуумной или глубоковакуумной перегонки с последующей каталитической переработкой вакуумного (или глубоковакуумного) газойля в компоненты моторных топлив.
Количество трудноперерабатываемого тяжелого нефтяного остатка— гудрона — при этом примерно вдвое меньше по сравнению с мазутом.
На рисунке 1.6 приведена блок-схема НПЗ, наиболее широко применяемая при углубленной переработке сернистых нефтей.
13
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ВПБ – вторичная перегонка бензина, АО – аминная очистка, ГФУ – газофракционная установка, ГО – гидроочистка, КР – каталитический риформинг, СГК – селективный гидрокрекинг, КГДМ – каталитическая гидродепарафинизация
Рисунок 1.6 – Блок-схема НПЗ неглубокой переработки сернистой нефти (комбинированной центровки ЛК-6у)
Глубокая переработка гудронов с максимальным получением компонентов моторных топлив может быть осуществлена посредством тех же промышленных технологических процессов, которые применяются при переработке вакуумных (глубоковакуумных) газойлей, но с предварительной деасфальтизацией и деметаллизацией сырья, где одновременно достигается деметаллизация и снижение коксуемости нефтяного остатка.
В [2] приведены варианты блок-схем перспективных НПЗ глубокой и безостаточной переработки сернистых нефтей. Технологические структуры НПЗ различных типов представлены в таблице 1.2.
Об эффективности использования перерабатываемой нефти на НПЗ различных типов можно судить по данным, приведенным в таблице 1.3. Качество перерабатываемого нефтяного сырья оказывает существенное влияние на технологическую структуру и технико-экономические показатели НПЗ.
Легче и выгоднее перерабатывать малосернистые и легкие нефти с высоким потенциальным содержанием светлых, чем сернистые и высокосернистые, особенно с высоким содержанием смолисто-асфальтеновых веществ, переработка которых требует большей насыщенности НПЗ процессами облагораживания.
Завышенные затраты на переработку низкосортных нефтей должны компенсироваться заниженными ценами на них.
Одним из важных показателей НПЗ является также соотношение -ди зельное топливо: бензины (ДТ : Б). На НПЗ неглубокой переработки это соотношение не поддается регулированию и обусловливается потенциальным содержанием таких фракций в перерабатываемой нефти.
На НПЗ углубленной или глубокой переработки нефти потребное соотношение ДТ : Б регулируется включением в состав завода вторичных процессов, обеспечивающих выпуск компонентов автобензинов и дизельных топлив в соответствующих пропорциях. Так, НПЗ преимущественно бензинопроизводящего профиля комплектуется, как правило, процессами каталитического
14

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
крекинга и алкилирования. Для преобладающего выпуска дизельных топлив в состав НПЗ обычно включают процесс гидрокрекинга.
а — КТ-1, б — гидрокрекинга (ГК), КК — каталитический крекинг, ВБ —висбрекинг, Алк — алкирование, ПБ — производства битума, ВП — выкуумная перегонка, ПВ — производство водорода, ПМТБЭ — производства МТБЭ
Рисунок 1.7 – Блок-схема НПЗ углубленной переработки сернистой нефти в комплексе
1.3 Современное состояние и тенденции развития нефтеперерабатывающей промышленности мира и России
Общей современной тенденцией в структуре использования нефти в мировой экономике является снижение доли ее потребления в электро- и теплоэнергетике в качестве котельно-печного топлива и увеличение — в качестве транспортного моторного топлива и нефтехимического сырья. Ниже в табли-
це 1.4 приведена структура использования нефти в мировой экономике
по состоянию на 2000 год и ее изменение по сравнению с 1980 годом, % мас. Эти изменения в структуре потребления нефти обусловлены опере-
жающим развитием за последние годы транспортных средств с двигателями внутреннего сгорания по сравнению с развитием энергетики, т. е. превышением темпов моторизации по сравнению с темпами электрификации.
В настоящее время на долю нефтехимии приходится относительно небольшое количество — около 8 % маc. потребляемой нефти. В различных странах эта доля колеблется в пределах2...10 %. Вполне вероятно, что к концу XXI в. нефтехимия станет почти единственным направлением применения нефти.
Объемы переработки нефти в мире за последние годы изменялись почти пропорционально темпам ее добычи. В период «нефтяного бума» (1960–
1970 гг.) при наличии дешевой ближневосточной и латиноамериканской
15

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
нефти число и суммарные мощности НПЗ в мире увеличивались исключительно быстрыми темпами. При этом на НПЗ развитых стран(за исключением США), а также стран Латинской Америки, Ближнего и Среднего Востока и Африки преимущественное распространение получили схемы с неглубокой и умеренной глубиной переработки нефти. В США вследствие традиционно вы-
сокого уровня потребления моторных топлив и наличия дешевых ресурсов природного газа и угля осуществлялась глубокая переработка нефти.
Качественный и количественный скачок в тенденциях развития мировой нефтепереработки произошел на рубеже1970–1980 гг., когда резкое повышение цен на нефть привело к сокращению ее добычи и потребления в качестве котельно-печного топлива и тем самым переориентации на углубленную и глубокую переработку нефти. После 1979 г. объемы переработки нефти, суммарные мощности, а также число НПЗ постепенно уменьшались. При этом преимущественно закрывались маломощные, менее рентабельные НПЗ. Естественно, это привело к некоторому росту удельной мощности НПЗ. Снижение объемов нефтедобычи привело к появлению избытка мощностей НПЗ, преимущественно по процессам прямой перегонки нефти, которые подвергались реконструкции под другие вторичные процессы. Однако вопреки пессимистическим прогнозам объемы добычи и переработки нефти в мире к концу истекшего века вновь несколько увеличились и достигли уровня1979 г. — 3,2…3,3 млрд. т/год.
В таблице 1.5 приведена технологическая структура мощностей мировой нефтепереработки за 2001 г.
По суммарным мощностям НПЗ и объемам переработки нефти (см. таблицу 1.5) ведущее место принадлежит США, которые по этим показателям превосходят вместе взятые страны Западной Европы и Японию.
Сверхглубокая степень переработки нефти, ярко выраженный «бензиновый» профиль НПЗ США достигается широким использованием вторичных процессов, таких u1082 как каталитический крекинг(≈36 %), каталитический риформинг (≈19 %), гидроочистка и гидрообессеривание (≈41 %), гидрокрекинг (9,3 %), коксование, алкилирование, изомеризация и др.
Наиболее массовый продукт НПЗ США— автобензин (42 % на нефть). Соотношение бензин: дизельное топливо составляет2:1. Котельное топливо вырабатывается в минимальных количествах — 8 % на нефть.
Глубокая (≈93 %) степень переработки нефти в США обусловлена применением прежде всего каталитического крекинга вакуумного газойля и мазутов, гидрокрекинга и коксования. По мощностям этих процессов США существенно опережают другие страны мира.
Из промышленно развитых стран наиболее крупные мощности НПЗ имеют: в Западной Европе — Италия, Франция, Германия и Великобритания; в Азии — Япония, Китай и Южная Корея. НПЗ развитых стран Западной Европы и Японии характеризуются меньшей, чем у США, глубиной переработки
нефти, что обусловливается необходимостью по климатическим условиям производства большого количества печного топлива.
Соотношение бензин: дизельное топливо на НПЗ Западной Европы в пользу дизельного топлива, поскольку в этих странах осуществляется интенсивная дизелизация автомобильного транспорта. По насыщенности НПЗ вторичными процессами, прежде всего углубляющими переработку нефти, за- падно-европейские страны значительно уступают США. Доля углубляющих нефтепереработку процессов (каталитический крекинг, термический кре-
16

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
кинг, гидрокрекинг и алкилирование на НПЗ США и Западной Европы - со ставляет соответственно 72 и 43 %).
Для увеличения выхода моторных топлив в ряде стран мира реализуется программа широкого наращивания мощностей процессов глубокой переработки нефти, прежде всего установок каталитического крекинга. Так, доля КК от мощности первичной переработки нефти на началоXX века для различных стран приведена в таблице 1.6 (в %).
В странах-экспортерах нефти наиболее крупными мощностями НПЗ обладают: Саудовская Аравия, Мексика, Бразилия, Венесуэла и Иран. Характерная особенность нефтепереработки в этих странах— низкая глубина переработки нефти (выход светлых около 50 %) и соответственно малая насыщенность НПЗ вторичными процессами. Однако в последние годы и среди них наметилась тенденция к углублению нефтепереработки. Так, доля каталитического крекинга на НПЗ Бразилии и Венесуэлы к1994 г. достигла соответственно 27 и 20 %.
НПЗ бывшего СССР, построенные до 1950 г., были ориентированы на достаточно высокую глубину переработки нефти. В 1960–1970 гг. в условиях наращивания добычи относительно дешевой нефти в Урало–Поволжье и Западной Сибири осуществлялось строительство новых НПЗ, преимущественно по схемам неглубокой и частично углубленной переработки нефти, особенно в Европейской части страны.
Таблица 1.2 –Технологическая структура НПЗ разных типов
|
Процессы, которые входят(+) или могут вхо- |
|
|
Тип НПЗ |
|
|
|
|
дить(V) в состав НПЗ |
|
НГП |
УПН |
ГПН |
БОП |
|
|
Электрообезвоживание и обессоливание |
+ |
+ |
+ |
+ |
|
|
|
Атмосферная перегонка |
+ |
+ |
+ |
+ |
|
|
|
|
|
|
|
|
|
|
|
Гидроизомермзация фр. н. к.-62°С |
V |
V |
V |
V |
|
|
|
Селективный гидрокрекинг фр. 62….85°С |
V |
V |
V |
V |
|
|
|
|
|
|
|
|
|
|
|
Каталитический риформинг фр. 85….180°С |
+ |
+ |
+ |
+ |
|
|
|
Гидроочистка керосиновой фракции |
V |
V |
V |
V |
|
|
|
Гидроочистка дизельной фракции |
+ |
+ |
+ |
+ |
|
|
|
Аминная очистка газов от сероводорода |
+ |
+ |
+ |
+ |
|
|
|
Газофракционирующая установка |
+ |
+ |
+ |
+ |
|
|
|
Производство серы |
+ |
+ |
+ |
+ |
|
|
|
Вакуумная перегонка |
- |
+ |
V |
V |
|
|
|
Гидроочистка вакуумного газойля 350…(500…600)°С |
- |
+ |
V |
V |
|
|
|
Легкий гидрокрекинг |
- |
V |
V |
V |
|
|
|
Каталитический крекинг |
- |
+ |
+ |
+ |
|
|
|
Гидрокрекинг |
- |
V |
V |
V |
|
|
|
Алкилирование |
- |
+ |
+ |
+ |
|
|
|
Производство метил-трет-бутилового эфира |
- |
V |
V |
V |
|
|
|
Висбрекинг гудрона |
- |
V |
- |
- |
|
|
|
Глубоковакуумная перегонка |
- |
- |
V |
V |
|
|
|
Сольвентная деасфальтизация |
- |
- |
V |
V |
|
|
|
Замедленное коксование |
- |
- |
V |
V |
|
|
|
Битумная установка |
- |
- |
V |
V |
|
|
|
Термокрекинг дистиллятного сырья |
- |
- |
V |
V |
|
|
|
Термоадсорбционная деасфальтизация |
|
- |
- |
V |
V |
|
|
и деметаллизация |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Таблица 1.3 — Связь между типом НПЗ и эффективностью использования нефти
|
Показатель |
|
|
|
Тип НПЗ |
|
|
||
|
нефтепереработки |
|
НГП |
УПН |
|
ГПН |
|
БОП |
|
|
Тип остатка |
|
Мазут |
Гудрон |
Тяжелый |
|
Нет |
||
|
|
|
|
|
|
гудрон |
|
остатка |
|
|
Выход остатка, % |
|
|
|
|
|
|
|
|
|
На нефть средней сортности |
40…55 |
20…30 |
10…15 |
|
0 |
|||
|
Глубина переработки нефти, % |
|
|
|
|
|
|
|
|
|
мас. |
|
45…60 |
70…80 |
85…90 |
|
1.00 |
||
|
(без учета Т и П) |
|
|
|
|
|
|
|
|
|
Эффективность |
|
|
|
|
|
|
|
|
|
Использования нефти, баллы |
2 |
|
3 |
4 |
|
5 |
||
|
Таблица 1.4 – Структура потребления нефти |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1980 г. |
|
2000 г. |
||
Транспорт |
|
|
38,6 |
|
|
52 |
|||
Электро- и теплоэнергетика |
|
|
|
|
|
|
|
||
(котельно-печное топливо) |
|
|
27,8 |
|
|
40 |
|||
Нефтехимия |
|
|
5,2 |
|
|
8,0 |
|||
Неэнергетическое использование |
|
|
|
|
|
|
|
||
(масла, битум, парафины, кокс и др.) |
|
4,7 |
|
|
5,0 |
||||
Развитие отечественной нефтепереработки шло как количественно, т. е. путем строительства новых мощностей, так и качественно — за счет строительства преимущественно высокопроизводительных и комбинированных процессов и интенсификации действующих установок. Причем развитие отрасли шло при ухудшающемся качестве нефтей(так, в 1980 г. доля сернистых и высокосернистых нефтей достигла ≈84 %) и неуклонно возрастающих требованиях к качеству выпускаемых нефтепродуктов.
В последние годы перед распадом Советского Союза правительство
СССР основное внимание уделяло строительству новых высокоэффективных НПЗ последнего поколения в союзных республиках: Литве (Мажейкяйский, 1984 г. пуска, мощностью 13,3 млн т); Казахстане (Чимкентский, 1984 г. пуска, мощностью 6,6 млн т, Павлодарский, 1978 г. пуска, мощностью 8,3 млн т); Туркмении (Чарджоуский, 1989 г. пуска, мощностью 6,5 млн т) на базе комбинированных установок ЛК-6у, КТ-1 и др.
России от бывшего СССР достались26 морально и физически стареющих НПЗ. Из них восемь было пущено в эксплуатацию до второй мировой войны, пять — построены до 1950 г., еще девять — до 1960 г.
Таким образом, 23 из 26 НПЗ эксплуатируются более 40—70 лет и, естественно, требуется обновление оборудования и технологии (таблица 1.7).
Разумеется, Российским НПЗ необходимы срочная реконструкция, существенное увеличение мощностей каталитических процессов, повышающих глубину переработки нефти и качество выпускаемых нефтепродуктов.
Наиболее массовым нефтепродуктом в стране(таблица 1.8) все еще остается котельное топливо (≈27 %).
18

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Таблица 1.5 - Технологическая структура мощностей мировой нефтепереработки за 2001 г.
Мощность процесса |
Мир |
Рос- |
США |
Западная |
Япония |
|
|
в це- |
сия |
|
Европа |
|
|
|
лом |
|
|
|
|
|
Первичной переработки нефти, |
|
|
|
|
|
|
млн. т/год |
4059,6 |
273,1 |
831,0 |
739,6 |
244,8 |
|
Углубляющих переработку нефти, |
|
|
|
|
|
|
% к мощности первичной пере- |
|
|
|
|
|
|
работки |
40,7 |
20,1 |
71,7 |
42,7 |
29,3 |
|
каталитического крекинга |
17,9 |
5,9 |
35,9 |
15,7 |
17,1 |
|
гидрокрекинга |
5,6 |
0,4 |
9,3 |
6,3 |
3,5 |
|
термокрекига+висбрекинга |
3,3 |
5,3 |
0,4 |
12,3 |
- |
|
коксования |
5,5 |
1,9 |
14,7 |
2,6 |
2,1 |
|
производство: |
|
|
|
|
|
|
битума |
2,7 |
3,7 |
3,7 |
3,0 |
2,9 |
|
масел |
1,0 |
1,5 |
1,1 |
1,0 |
0,9 |
|
прочих |
2,7 |
1,4 |
6,6 |
1,8 |
2,8 |
|
Повышающих качество продук |
|
|
|
|
|
|
ции, % к мощности первичной |
|
|
|
|
|
|
переработки |
45,0 |
36,36 |
75,0 |
60,0 |
88,6 |
|
риформинга |
11,8 |
11,3 |
18,6 |
12,6 |
12,9 |
|
гидроочистки |
|
|
|
|
|
|
бензиновых фракций |
|
|
|
|
|
|
(без риформинга) |
4,4 |
- |
4,6 |
10,7 |
3,3 |
|
дистиллятов |
20,9 |
24,5 |
38,5 |
27,1 |
48,2 |
|
остатков и тяжелого газойля |
4,4 |
0 |
4,1 |
5,7 |
23,1 |
|
алкилирования |
1,9 |
0,1 |
5,8 |
1,3 |
0,7 |
|
изомеризации |
1,3 |
0,4 |
2,7 |
2,2 |
0,3 |
|
производства МТБЭ |
0,3 |
0,06 |
0,7 |
0,4 |
0,1 |
|
Всех вторичных (Кр), % к мощно- |
|
|
|
|
|
|
сти первичной переработки |
85,7 |
56,46 |
146,7 |
102,74 |
117,9 |
|
Таблица 1.6 – Доля установок каталитического крекинга от |
||||||
мощности первичной переработки нефти |
|
|
|
|
||
|
Страна |
% |
|
|
|
|
|
|
Колумбия |
38,1 |
|
|
|
|
|
|
США |
35,9 |
|
|
|
|
|
|
Китай |
31,4 |
|
|
|
|
|
|
Австралия |
30,0 |
|
|
|
|
|
|
Аргентина |
28,3 |
|
|
|
|
|
|
Бразилия |
27,9 |
|
|
|
|
|
|
Великобритания |
26,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
19

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Вторым по объему выпуска нефтепродуктов является дизельное топливо (28,4 %). Объем производства бензинов (15,6 %) ниже, чем дизельного топлива (соотношение бензин : дизельное топливо составляет — 1:1,8). Глубина переработки нефти за последнее десятилетие практически не изменилась и застыла на уровне 65 %.
ГК — гидрокрекинг; ЗК — замедленное коксование; КР — каталитический риформинг; ГО — гидроочистка; БП и МП — битумные и масляные производства соответственно.
Из анализа приведенных в таблице1.5 данных можно констатировать, что по оснащенности вторичными процессами, прежде всего углубляющими нефтепереработку, НПЗ страны значительно отстают от развитых стран мира. Так, суммарная доля углубляющих нефтепереработку процессов коксования, каталитического и гидрокрекинга в нефтепереработке России составляет всего 6,3 %, т. е. на порядок ниже, чем на НПЗ США. Надо еще отметить, что более половины из установок прямой перегонки нефти не оснащены блоком вакуумной перегонки мазута.
Всоставе отечественных НПЗ нет ни одного внедренного процесса по каталитической переработке гудронов в моторные топлива. Эксплуатируемые на НПЗ страны установки гидрокрекинга приспособлены лишь для переработки вакуумных газойлей.
На отечественных НПЗ относительно благополучно положение с оснащенностью процессами облагораживания топливных фракций нефти, такими как каталитический риформинг и гидроочистка, что позволяет обеспечить выпуск удовлетворительно качественных нефтепродуктов.
Однако, несмотря на заметное повышение качества наших нефтепродуктов и продукции нефтехимии, они пока уступают лучшим мировым образцам. Мы уступаем и по важнейшим технико-экономическим показателям процессов: металлоемкости, энергозатратам, занимаемой площади, уровню автоматизации производства, численности персонала и др. Даже разработанные и внедренные в последние годы высокопроизводительные процессы и каталитические системы существенно уступают по этим показателям лучшим зарубежным аналогам. Неудовлетворительно обстоит дело на НПЗ и в отношении отбора светлых нефтепродуктов от потенциала, что приводит к значительному недобору дизельных фракций на атмосферных колоннах. Отечественные катализаторы значительно уступают зарубежным аналогам по актив ности, стабильности, селективности и другим показателям. Одной из острейших на НПЗ России является проблема быстрейшего обновления и модернизации устаревшего оборудования, машин и отдельных процессов с доведением их до современного мирового уровня.
Необходимы новые технологии и новая техника, замена физически и морально устаревших технологических процессов на более совершенные в техническом и более чистые в экологическом отношениях безотходные процессы глубокой и комплексной переработки нефтяного сырья.
После распада СССР НПЗ России вошли в состав вертикально интегрированных нефтяных компаний(НК), таких как Лукойл, Сургутнефтегаз, ЮКОС, Тюменская НК, Сиданко, Сибнефть, Роснефть, Славнефть, Башнефтехим, Татнефть, Газпром и т.д.
Вкаждую из этих компаний входит от одного до пяти НПЗ. Исходя из изложенного выше, с учетом ключевых проблем отечественной нефтепереработки на перспективу можно сформулировать следующие основные задачи:
20
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Таблица 1.7 — Проектная характеристика НПЗ России
|
Наличие (+) вторичных процессов переработки |
|
||||||||
|
Год |
Мощ- |
|
|
|
|
|
|
|
|
НПЗ |
выпус- |
ность |
КК |
ТК |
ГК |
ЗК |
КР |
ГО |
БП |
МП |
|
ка |
|
|
|
|
|
|
|
|
|
Ново- |
1927 |
16,1 |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
Ярославский |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ухтинский |
1933 |
5,8 |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
Саратовский |
1934 |
10,1 |
- |
+ |
- |
- |
+ |
+ |
+ |
- |
Орский |
1935 |
7,2 |
- |
- |
- |
- |
+ |
- |
+ |
+ |
Хабаровский |
1936 |
4,3 |
- |
+ |
- |
- |
+ |
- |
+ |
- |
Московский |
1938 |
12,0 |
+ |
- |
- |
- |
+ |
+ |
+ |
- |
Уфимский |
1938 |
11,5 |
+ |
+ |
- |
- |
+ |
+ |
+ |
- |
Грозненский |
1940 |
20,2 |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
Комсомольский |
1942 |
5,5 |
- |
- |
- |
- |
- |
- |
- |
- |
Куйбышевский |
1943 |
7,4 |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
Ново- |
1946 |
17,0 |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
Куйбышевский |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Краснодарский |
1948 |
2,7 |
- |
+ |
- |
- |
+ |
- |
+ |
+ |
Туапсинский |
1949 |
2,2 |
- |
- |
- |
- |
+ |
- |
- |
- |
Ново- |
1951 |
17,4 |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
Уфимский |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Салаватский |
1952 |
11,5 |
+ |
+ |
- |
- |
+ |
+ |
- |
- |
Омский |
1955 |
26,8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Ангарский |
1955 |
23,1 |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
Котовский |
1956 |
22,0 |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
Волгоградский |
1957 |
9,0 |
- |
+ |
- |
+ |
+ |
+ |
+ |
+ |
Уфанефтихим |
1957 |
12,0 |
+ |
+ |
+ |
- |
+ |
+ |
+ |
+ |
Пермский |
1957 |
13,5 |
+ |
+ |
- |
+ |
+ |
+ |
+ |
+ |
Сызраньский |
1959 |
10,8 |
+ |
+ |
- |
- |
+ |
+ |
+ |
+ |
Рязанский |
1960 |
17,2 |
+ |
+ |
- |
- |
+ |
+ |
+ |
- |
Киришский |
1966 |
20,2 |
- |
- |
- |
- |
+ |
+ |
- |
- |
Нижнекамский |
1980 |
7,8 |
- |
- |
- |
- |
- |
- |
+ |
- |
Ачинский |
1981 |
7,0 |
- |
- |
- |
- |
- |
+ |
+ |
- |
|
|
|
|
|
|
|
|
|
|
|
Примечание. КК — каталитический крекинг; ТК — термический крекинг.
21
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
-существенное углубление переработки нефти на основе внедрения малоотходных технологических процессов производства высококачественных экологически чистых моторных топлив из тяжелых нефтяных остатков как наиболее эффективного средства сокращения ее расхода;
-дальнейшее повышение и оптимизация качества нефтепродуктов;
-дальнейшее повышение эффективности технологических процессов и НПЗ за счет технического перевооружения производств, совершенствования энергосберегающих технологий, активных и селективных катализаторов;
-опережающее развитие производства сырьевой базы и продукции нефтехимии;
-освоение технологии и увеличение объема переработки газовых конденсатов, природных газов и других альтернативных источников углеводородного сырья и моторных топлив.
Развитие отрасли будет реализовываться на основе укрупнения -еди ничных мощностей, энерготехнологического комбинирования процессов и комплексной автоматизации с применением ЭВМ с обеспечением требуемой экологической безопасности производств. Эти направления являются генеральной линией технологической политики нефтеперерабатывающей и нефтехимической промышленности в стране.
Таблица 1.8 – Структура производства нефтепродуктов в России в 2004 г.
|
Нефтепродукты |
млн.т |
% от нефти |
|
|
Переработка нефти |
195 |
100 |
|
|
Выпуск |
|
|
|
|
нефтепродуктов: |
|
|
|
|
моторные топлива |
93 |
47,7 |
|
|
в т.ч. бензины |
30,4 |
15,6 |
|
|
дизтоплива |
55,4 |
28,4 |
|
|
реактивные то- |
7,2 |
3,7 |
|
|
плива |
|
|
|
|
котельные топлива |
53,3 |
27,3 |
|
|
битум |
3,8 |
1,95 |
|
|
кокс |
1,1 |
0,56 |
|
|
масла |
2,64 |
1,36 |
|
|
другие |
41,2 |
21,1 |
|
|
|
|
|
|
|
|
|
|
|
22

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2 Описание основного оборудования, выбранного в качестве реальных объектов расчета и проектирования
Основная идея новой образовательной технологии заключается в выборе типового оборудования предприятий нефте и газопереработки, которое могло бы выступать в качестве реальных объектов при выполнении различных видов СРС, лабораторных и практических занятий и т.д., начиная с первого курса и до конца обучения.
При выборе вида и количества реальных объектов среди всего многообразия нефтезаводского оборудования исходили из нижеследующих положений.
1)оборудование должно быть типовым, применяться на различных технологических установках и наиболее распространенным;
2)в выбранном оборудовании должны реализовываться основные процессы нефтегазопереработки: массообменные, тепловые, гидравлические.
К оборудованию, в котором осуществляются массообменные процессы, относятся ректификационные колонны, адсорберы, десорберы, экстракторы
ит.д. Данное оборудование в большинстве случаев представляет из себя вертикальные колонные аппараты.
Тепловые процессы осуществляются в нагревательном оборудовании: трубчатых печах, теплообменниках.
К гидравлическим процессам относятся процессы, связанные с перемещением жидкостей, осуществляемое насосами, и сжатием газов, происходящим в компрессорах;
3.Оборудование должно включать аппараты и машины. В общем случае химическими аппаратами называются сосуды, предназначенные для осуществления в них химических, физико-химических или физических процессов – ректификации, абсорбции, адсорбции, растворения, теплообмена без изменения агрегатного состояния, испарения, конденсации, кристаллизации, химических реакций и т.д.
Аппараты по расположению оси относительно земли подразделяются на горизонтальные и вертикальные. Наиболее многочисленную группу горизонтальных аппаратов составляют – теплообменные аппараты, а вертикальных – колонные аппараты для массообменных процессов(рисунок 2.1). Также в вертикальных колонных аппаратах обычно осуществляются химические процессы. Такие аппараты называются реакторами (рисунок 2.2, 2.3).
Кмашинному оборудованию относят обычно насосы, компрессоры и
т.д.
При этом под насосами в общем случае понимают энергетические машины или установки, которые для перемещения перекачиваемой среды при статическом или динамическом воздействии увеличивают ее давление или кинетическую энергию;
4.Элементы выбранного оборудования возможно использовать при разработке промежуточных заданий по дисциплинам, входящим в различные циклы учебного плана (естественно-научный, обще-профессиональный, циклы специальных дисциплин и дисциплин специализации).
В результате статистического анализа распространенности различных видов оборудования и соответствия вышеуказанным положениям в качестве
23
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
объектов изучения, расчета и проектирования было выбрано четыре вида наиболее типового оборудования, эксплуатируемого на нефте и газоперерабатывающих предприятиях: вертикальный колонный массообменный аппарат, кожухотрубчатый теплообменный аппарат, трубчатая печь, центробежный насос.
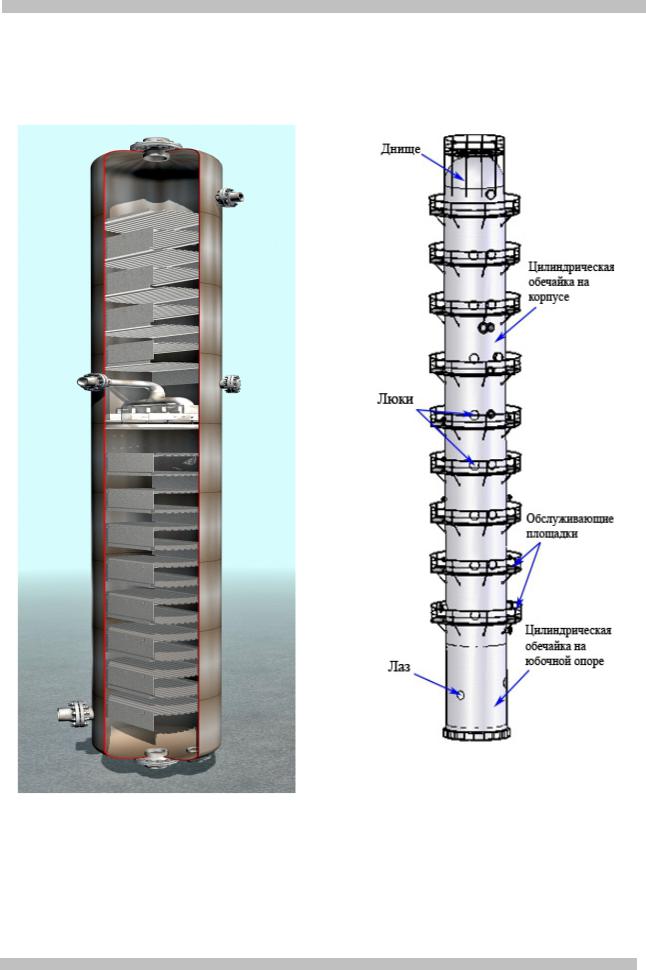
а) в разрезе, без опорной обечайки |
б) общий вид |
Рисунок 2.1 – Колонный массообменный аппарат
24

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.2 - Доставка колонного аппарата – реактора (вес до 900 тонн) к месту монтажа автомобильным транспортом
Рисунок 2.3 – Доставка колонных аппаратов – реакторов
кместу монтажа водным транспортом
2.1Вертикальные колонные массообменные аппараты
2.1.1 Устройство колонных аппаратов
Массообменные или диффузионные процессы наиболее распространены на нефтеперерабатывающих заводах. Технологическое назначение их весьма
разнообразно, однако сущность всех процессов массообмена заключается главным образом в разделении смесей посредством переноса вещества из одной фазы в другую путем диффузии.
Характер работы аппаратов может быть непрерывный и периодический, при этом химико-технологические процессы в них могут протекать при давлениях от глубокого вакуума до сотен мегапаскалей(МПа) и при темпера-
25
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
туре от -200 до + 900оС [4]. Вес колонн может достигать сотен тонн (см. рису-
нок 2.2).
Массообменные колонны нефтеперерабатывающих заводов представляют собой вертикальные цилиндрические аппараты, снабженные внутри массообменными (тарелки, насадки) и вспомогательными устройствами в виде отбойников различных конструкций, распределителей ввода сырья, перераспределителей потоков и другим оборудованием (рисунок 2.4).
Рисунок 2.4 – Общий вид колонного аппарата
Колонные аппараты наряду с наличием у них своих специфических внутренних устройств и оборудования, как правило, состоят из следующих основных элементов и узлов: цилиндрического корпуса из одной или нескольких обечаек (рисунок 2.5), днищ (рисунок 2.6), штуцеров для присоединения трубной арматуры и трубопроводов, для присоединения средств контроля и измерений (рисунок 2.7), люков-лазов, опоры, строповых устройств и т.д. (рисунок 2.8).
26
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
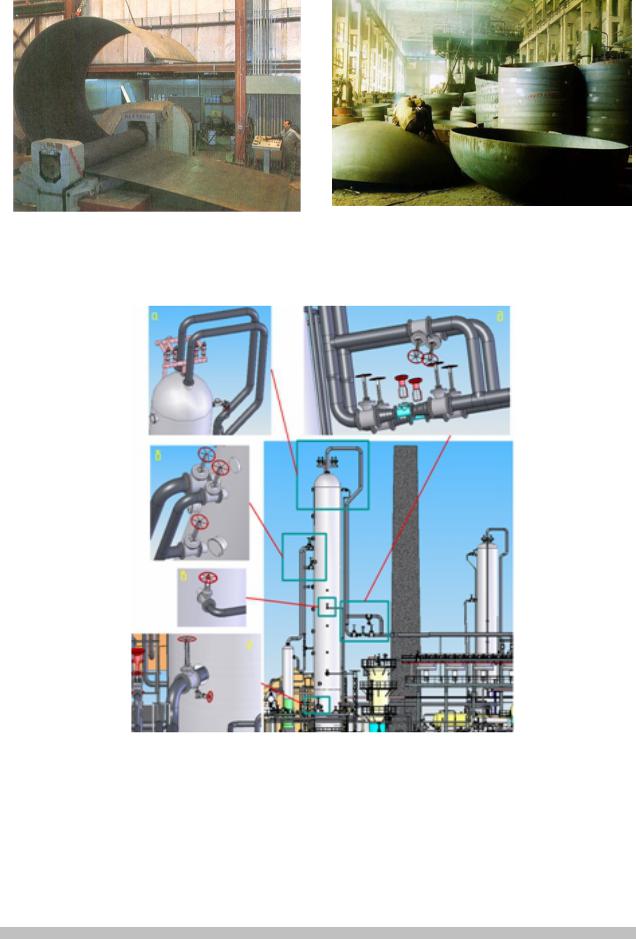
Рисунок 2.5 – Изготовление |
Рисунок 2.6 Изготовление |
цилиндрической обечайки |
эллиптического днища |
вальцовкой |
штамповкой |
Рисунок 2.7 – Обвязка колонного аппарата технологическими трубопроводами
27
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.8 – Схема колонного аппарата
2.1.2 Классификация колонных аппаратов
Аппараты колонного типа могут быть классифицированы в зависимости от технологического назначения, рабочего давления и типа контактных (массообменных) устройств (рисунок 2.9) [5,6,7,8,9].
В зависимости от назначения каждый массообменный аппарат носит наименование конкретного, целенаправленного массообменного процесса: ректификационная колонна, абсорбер, адсорбер, экстрактор и т.д.
Ректификационная колонна, – это аппарат, в котором происходит процесс ректификации, т.е. массообмен между жидкой и паровой фазами для четкого разделения компонентов (смеси двух взаимно растворимых жидкостей с получением целевых продуктов требуемой концентрации). Такое разделение обеспечивается в результате процесса ректификации, под которым понимают двусторонний массообмен между двумя фазами растворов, одна из которых паровая, другая — жидкая. Диффузионный процесс разделения жидкостей ректификацией возможен при условии, что температуры кипения жидкостей различны. Для осуществления диффузии пары и жидкости должны как можно лучше контактировать между собой, двигаясь в ректификационной колонне навстречу друг другу: жидкость под собственным весом сверху вниз, пары – снизу вверх.
28
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Из свойств равновесной системы известно, что при контактированиинеравновесных паровой и жидкой фаз система стремится к состоянию равновесия в результате массообмена и теплообмена между этими фазами. Следовательно, для протекания ректификации необходимо, чтобы контактируемые жидкость и пары при одном и том же давлении не были равновесными. Иными словами, нужно, чтобы температура жидкости была ниже температуры паров.
Ректификационные колонны широко применяются в различных отраслях промышленности, в частности, в нефтегазопереработке для разделения нефти и мазута на установках первичной перегонки нефти(АВТ), бензина на установках вторичной перегонки, углеводородных газов на газофракционирующих установках (ГФУ), продуктов реакций на установках химической переработки углеводородного сырья(каталитический крекинг, термический крекинг, гидрокрекинг, коксование и др.)
Классификация
колонных
аппаратов
По |
По |
По типу |
технологическому |
рабочему |
контактных |
назначению |
давлению |
устройств |
Ректификационная |
Атмосферные |
Тарельчатые |
колонна |
|
|
Абсорбер |
Вакуумные |
Насадочные |
Адсорбер |
С избыточным |
Роторные |
|
давлением |
|
Экстрактор |
|
|
Рисунок 2.9 – Классификация колонных аппаратов
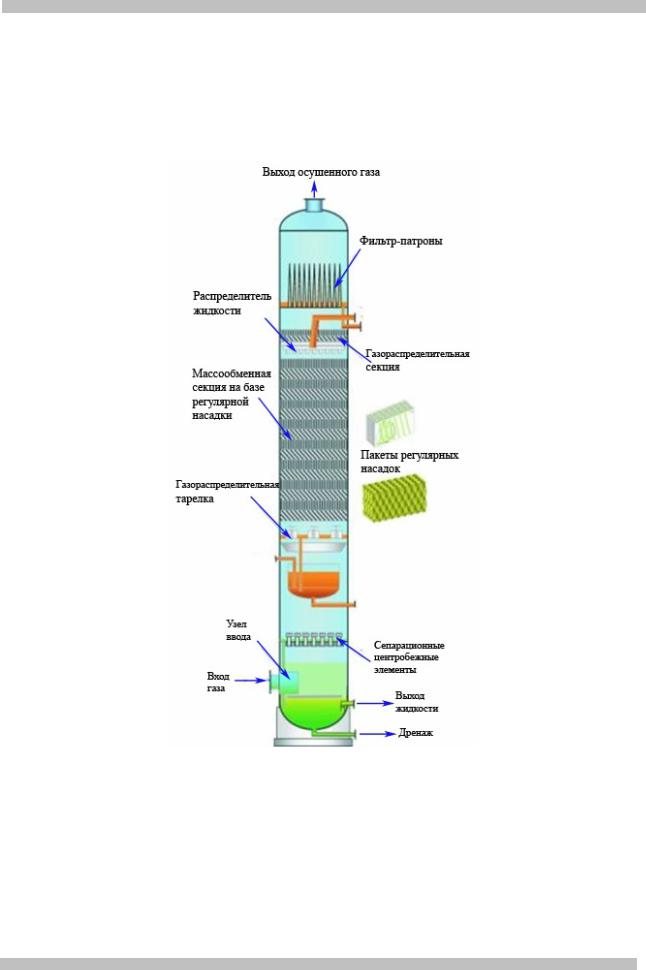
Абсорбер – это аппарат для избирательного поглощения жидкостью (абсорбентом) целевых составных частей исходной газовой смеси(рисунок 2.10, 2.11).
Процесс абсорбции протекает тогда, когда парциальное давление или концентрация извлекаемого компонента в газовой смеси больше, чем в абсорбенте. Чем больше эта разность, тем интенсивнее переход компонента из газовой смеси в жидкость (абсорбент). Когда парциальное давление или концентрация компонента в жидкости больше, чем в газовой смеси, происходит десорбция – выделение растворенного газа из раствора.
Абсорберы и десорберы работают попарно. В некоторых случаях абсорбцию и десорбцию осуществляют последовательно в одном и том же аппарате. Абсорберы и десорберы обычно конструктивно не отличаются друг от друга.
29

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
|
Рисунок 2.10 – Абсорбер |
Рисунок 2.11 – Абсорбер |
|
|
с регулярной насадкой |
с комбинированными контакт- |
|
|
|
ными устройствами |
|
|
|
|
|
|
|
|
|
30
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
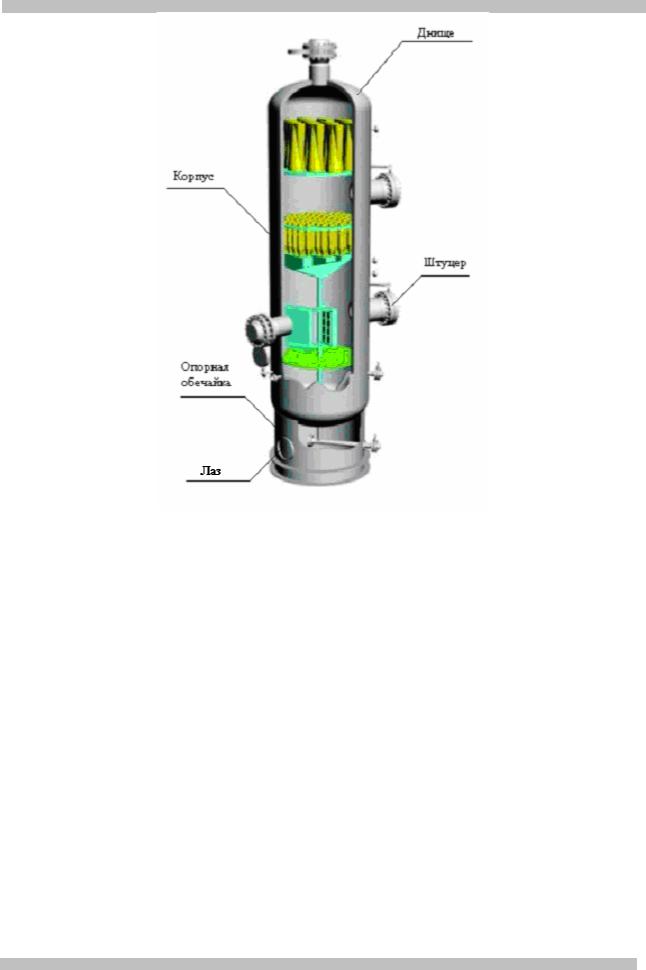
Адсорбер – аппарат, в котором протекает процесс адсорбции, т.е. массообмен между твердой и жидкой фазами для извлечении из смеси нужных компонентов.
Процесс адсорбции заключается в избирательном поглощении вещества поверхностью адсорбента – пористого твердого тела. Такое поглощение объясняется наличием сил взаимного притяжения между молекулами адсорбента и молекулами адсорбируемого вещества. Адсорбенты используют в виде зерен размером до 10 мм и в пылевидном состоянии. Применяют также молекулярные сита – синтетические цеолиты, имеющие поры одинаковых размеров.
Адсорбцию обычно применяют для разделения«бедных» смесей (содержащих незначительные количества поглощаемых веществ) и смесей, состоящих из трудноразделяемых компонентов. На нефтеперерабатывающих заводах путем адсорбции производят очистку масел и парафина, извлечение бензина из углеводородных газов, осушку газов, воздуха и т. п.
Поглощенное адсорбентом вещество выделяется из него десорбцией– процессом, обратным адсорбции. В результате десорбции., и последующей обработки адсорбента последний регенерируется и может быть использован вновь.
Десорбцию и регенерацию адсорбента проводят водяным паром и различными жидкостями, из которых затем извлекают целевые вещества. Нецелевые компоненты можно выжигать, если при этом регенерируемый адсорбент не потеряет присущих ему свойств.
Вбольшинстве случаев адсорберы и десорберы– колонные аппараты. Наиболее сложны аппараты непрерывного действия – адсорберы с движущимися зернистым адсорбентом и адсорберы с кипящим слоем адсорбента.
Экстрактор – аппарат, в котором осуществляется процесс экстракции, т.е. массообмен между двумя жидкими фазами для удаления из смеси нежелательных компонентов и т.д.
Жидкостную экстракцию в нефтепереработке применяют для очистки масел, а также в производстве дизельного топлива и керосина. Процесс экстракции заключается в разделении смеси компонентов путем обработки твердой или жидкой фазы жидким избирательным растворителем. В качестве избирательных растворителей используют фурфурол, фенол, жидкий сернистый ангидрид, диэтиленгликоль, жидкий пропан и др.
Конструкции экстракторов – аппаратов, в которых осуществляется процесс экстракции – должны обеспечить тщательное контактирование массообменивающихся фаз и их последующее разделение. Большинство экстракторов представляет собой колонны с тарелками или насадкой. В колоннах экстракция осуществляется контактированием в противотоке рафинатного и экстрактного растворов.
Взависимости от применяемого давления колонные аппараты под-
разделяются на атмосферные, вакуумные и колонны, работающие под избыточным давлением (см. рисунок 2.9).
К атмосферным колоннам обычно относят колонны, в верхней части которых рабочее давление незначительно превышает атмосферное и
определяется сопротивлением коммуникаций и аппаратуры, расположенных на потоке движения паров ректификата после колонны. Давление в нижней
части колонны зависит в основном от сопротивления ее внутреннихуст ройств и может значительно превышать атмосферное (например, колонна для разделения смеси этилбензола и ксилолов). В колоннах, работающих под из-
31
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
быточным давлением, величина последнего может значительно превышать атмосферное – давление может достигать 100 и более МПа.
Давление является одним из важных факторов эксплуатации колонн. Например, для процессов ректификации главной предпосылкой для его выбора является температурный режим процесса. Повышенное давление позволяет осуществить фракционирование при высоких температурах, что необходимо в случае разделения смесей, состоящих из компонентов с низкими температурами кипения (ректификация низкомолекулярных углеводородов).
В ректификационной колонне давление меняется по высоте аппарата в зависимости от гидравлических сопротивлений тарелок и отбойныхуст ройств.
Для разделения компонентов с высокой температурой кипения ректификацию нужно проводить при низких температурах; чтобы избежать разложения высокомолекулярных углеводородов – при температуре их кипения. С этой целью ректификацию проводят в вакуумных колоннах, где температуры кипения искусственно снижают в зависимости от величины вакуума. Особенно распространены вакуумные колонны, применяемые на мазутоперегонных установках для получения масляных дистиллятов.
В вакуумных колоннах давление ниже атмосферного(создано разрежение), что позволяет снизить рабочую температуру процесса и избежать разложения продукта (разделение мазута, производство стирола, синтетических жирных, кислот и др.). Величина остаточного давления в колонне определяется физико-химическими свойствами разделяемых продуктов , иглавным образом, допустимой максимальной температурой их нагрева без заметного разложения.
2.1.3 Массообменные контактные устройства
Для обеспечения эффективного контактирования фаз, как было сказано ранее, массообменные колонны снабжаются массообменными устройствами.
Внастоящее время известно большое количество разнообразных массообменных устройств, при этом продолжается разработка новых прогрессивных. Это объясняется тем, что к массообменным устройствам предъявляется большое количество требований, многие из которых противоречат друг другу. Поэтому невозможно разработать универсальной конструкции массообменных устройств.
Области применения контактных устройств определяются свойствами разделяемых смесей, рабочим давлением в аппарате, нагрузками по пару (газу) и жидкости и т.п.
Кконструкциям массообменных устройств предъявляются следующие основные требования: дешевизна, простота в обслуживании, высокая производительность, максимально развитая поверхность контакта между фазами и эффективность передачи массы вещества из одной фазы в другую, устойчивость режима в широком диапазоне нагрузок, максимальная пропускная способность по паровой (газовой) и жидкой фазе, минимальное гидравлическое сопротивление, прочность конструкции и долговечность и т.д.
Взависимости от способа организации контакта фаз массообменные устройства обычно подразделяют на тарельчатые, насадочные и роторные (см. рисунок 2.9) [2].
32

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Около 60% изготавливаемых колонных аппаратов для абсорбции и ректификации представляют собой тарельчатые колонны, остальные насадочные. Последние при правильной организации гидродинамики процесса, часто более экономичны, чем тарельчатые.
В [8] колонные аппараты подразделяют на тарельчатые, насадочные и пленочные.
Роторные и пленочные из-за сложности изготовления и высокой стоимости мало используются в промышленности, поэтому здесь не рассматриваются.
2.1.4 Тарельчатые массообменные устройства
Внефтеперерабатывающей промышленности наибольшее распространение находят тарельчатые колонные аппараты. В тарельчатой колонне процесс массообмена осуществляется путем многократного ступенчатого контактирования двух фаз. Для этой цели она и снабжается специальными устройствами – тарелками, на которых в основном и происходит массообмен, если не считать незначительного массообмена в свободном объеме колонны. Тарелки монтируют горизонтально внутри колонны.
Вректификационных колоннах применяются тарелки различных конструкций, существенно различающиеся по своим рабочим характеристикам и технико - экономическим данным.
При оценке конструкций тарелок обычно принимают во внимание следующие показатели:
а) производительность; б) гидравлическое сопротивление;
в) эффективность при разных рабочих нагрузках; г) диапазон рабочих нагрузок в условиях достаточно высокой эффек-
тивности; д) сопротивление одной теоретической тарелки при разных рабочих
нагрузках; е) возможность работы на средах, склонных к образованию инкруста-
ций, к полимеризации и т.п ; ж) простоту конструкции, проявляющуюся в трудоемкости изготовле-
ния, монтажа, ремонтов; з) металлоемкость.
Тарелок универсальных конструкций, как и других массообменных устройств, не существует. В большинстве случаев для оценки достаточно иметь данные по показателям а, в и г; если они различаются сравнительно слабо, то анализируют показатели е, ж и з. Показатели б и д имеют большое значение для вакуумных и многотарельчатых колонн, где решающую роль играет сопротивление аппарата. Поэтому в целом ряде случаев для вакуумных колонн может оказаться целесообразным применение тарелок, обладающих относительно низкой эффективностью и малым гидравлическим сопротивлением. При реконструировании колонн обычно решающее значение имеют показатели а, б, в и г [7].
33

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.1.4.1 Основы классификации тарельчатых массообменных устройств
В настоящее время в промышленной практике известны сотни различных конструкций тарелок, многие из которых имеют лишь чисто познавательное значение. Другие конструкции, хотя и различаются отдельными элементами, в практической области имеют равноценные основные показатели. Вплоть до настоящего времени нет достаточно стройной классификации тарельчатых устройств, хотя попытки в этом направлении делались неоднократно. Поэтому здесь будут приведены лишь общие принципы, которые позволят ориентироваться во всем многообразии имеющихся конструкций -та релок и производить их предварительную оценку. Одна из возможных классификаций приведена на рисунке 2.12 [5, 8].
По способу организации относительного движения потоков контактирующих фаз тарелки подразделяются на противоточные, прямоточные, перекрестноточные, перекрестно-прямоточные.
Противоточные (рисунок 2.13) тарелки характеризуются высокой производительностью по жидкости, простотой конструкции и малой металлоемкостью.
Основной их недостаток – низкая эффективность и узкий диапазон устойчивой работы, неравномерное распределение потоков по сечению колонны, что существенно ограничивает их применение. Наиболее характерна для противоточного типа решетчатая провальная тарелка.
Прямоточные тарелки отличаются повышенной производительностью, но умеренной эффективностью разделения, повышенным гидравлическим сопротивлением и трудоемкостью изготовления, предпочтительны для применения в процессах разделения под давлением. Примером тарелки такого типа является вихревая тарелка с закрученным восходящим потоком пара и жидкости. Противоточные тарелки отличаются высокой производительностью по жидкости, простотой конструкции и сравнительно небольшой металлоемкостью. Недостаток тарелок этого типа– невысокая эффективность, узкий диапазон устойчивой работы, неравномерное распределение потоков по
сечению и снижение эффективности при увеличении производительности или диаметра колонны.
Перекрестноточные тарелки характеризуются в целом наибольшей разделительной способностью, поскольку время пребывания жидкости на них наибольшее по сравнению с другими типами тарелок. Наиболее представительными конструкциями этой группы тарелок являются тарелки с круглыми колпачками, S-образные и клапанные типа Глитч.
В перекрестно-прямоточных тарелках используется энергия пара для организации движения жидкости по тарелке и отделения жидкости от пара после осуществления контакта. Перекрестно-прямоточное движение исключает поперечную неравномерность и обратное перемешивание, улучшает сепарацию жидкости и, следовательно, повышает производительность тарелки.
К данному виду тарелок относится ситчатая тарелка с отбойными элементами.
По регулируемости сечения контактирующих фаз различают тарелки с регулируемым и нерегулируемым сечением.
К тарелкам с регулируемым сечением относятся, в основном, клапанные тарелки следующих конструкций: клапанные с капсульными, дисковы-
34
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ми, пластинчатыми, дисковыми эжекционными клапанами; клапанные с балластом; комбинированные колпачково-клапанные.
Клапанные тарелки показали высокую эффективность при значительных интервалах нагрузок благодаря возможности саморегулирования. В зависимости от нагрузки клапан перемещается вертикально, изменяя площадь живого сечения для прохода пара, причем максимальное сечение определяется высотой устройства, ограничивающего подъем. Площадь живого сечения отверстий для пара составляет 10 - 15 % площади сечения колонны.
Тарельчатые
контактные
устройства
По способу органи- |
По регулируемо- |
По способу меж- |
По характеру |
зации относительно- |
сти сечения кон- |
ступенчатой пе- |
взаимодействия |
го движения пото- |
тактирующих фаз |
редачи жидкости |
газового и жидко- |
ков контактирую- |
|
|
стного потоков |
щих фаз |
|
|
|
|
|
|
|
с не регули- |
с переточны- |
|
противоточ- |
руемым се- |
ми устройст- |
барботажно- |
ные |
чением |
вами |
го |
|
с регулируе- |
провального |
струйного |
прямоточные |
мым сечени- |
||
|
ем |
типа |
типа |
перекрестно-
точные
перекрестно-
прямоточные
Рисунок 2.12 – Классификация тарельчатых контактных устройств
35
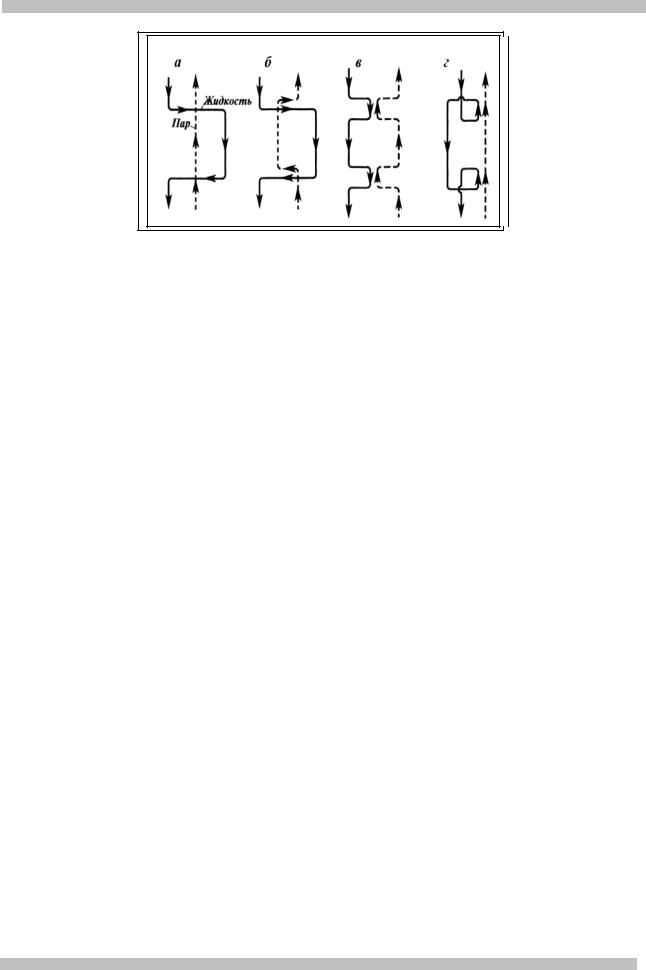
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а– перекрестноточная схема; б – перекрестнопрямоточная;
в– противоточная; г – прямоточная
Рисунок 2.13 – Основные схемы движения пара и жидкости
вконтактной зоне тарелки
Ктарелкам снерегулируемым сечением контактирующих фаз относятся: ситчатые, ситчатые с отбойниками, колпачковые с круглыми, прямоугольными, шестигранными, S-образными, желобчатыми колпачками и т.д.
По способу передачи жидкости с тарелки на тарелку различают та-
релки со специальными переточными устройствами и тарелки провально-
го типа.
Утарелок с переточными устройствами жидкость перетекает с тарел-
ки на тарелку через специальные каналы, которые не предназначены для потока паров. В качестве таких каналов могут использоваться переливные трубы, плоские сливные перегородки и т.д.
В зависимости от нагрузки по жидкости ее переток с тарелки на тарелку может осуществляться одним, двумя, тремя и более потоками, а тарелки соответственно называются одно, двух, трех и более поточными.
У тарелок провального типа нет переливных устройств, пар и жидкость проходят через одни и те же отверстия(каналы, прорези), при этом места стока жидкости и прохода паров перемещаются по площади тарелки случайным образом. Отверстия работают периодически: в определенный момент времени одни прорези пропускают пар, другие - жидкость, затем их роли меняются. К такому типу тарелок относятся ситчатые и решетчатые -та релки.
В соответствии с приведенной классификацией(см. рисунок 2.12) по характеру взаимодействия газового и жидкостного потокарелки можно подразделить на барботажные и струйные.
Режим взаимодействия фаз, когда пар является дисперсной фазой, а жидкость сплошной фазой, называется барботажным, а тарелки, реализующие этот режим работы, называются барботажными. Независимо от типа тарелок принцип работы барботажных тарелок заключается в том, что на тарелках пар (газ), диспергируя на мелкие пузырьки и струи, с большой скоростью проходит через слой жидкости. Образующаяся при этом газожидкостная система называется пеной. У барботажных тарелок элементы контактных устройств (колпачки, клапаны, отверстия) создают в слое жидкости движение
36

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
пара почти в вертикальном направлении, т.е. контакт фаз осуществляется по схеме перекрестного тока. Барботажный режим имеет место при относительно небольших скоростях пара.
В зависимости от конструкций для ввода пара в жидкость различа-
ют ситчатые (дырчатые), колпачковые, язычковые (чешуйчатые), клапанные и другие типы тарелок.
Тарелки барботажного типа могут иметьстесненное или свободное зеркало барботажа. У тарелок со стесненным зеркалом барботажа часть поверхности жидкости, через которую пар выходит в межтарельчатое -про странство, занята контактными устройствами – желобчатыми или круглыми колпачками (примерно от 40 до 75%), поэтому площадь для выхода пара из жидкости составляет 25…60 % рабочей площади тарелки.
Утарелок со свободным зеркалом барботажа устройства для ввода пара
вжидкость размещены практически на одном уровне с полотном тарелки (отверстия, клапаны и т. п.), вследствие чего пар может выходить из слоя жидкости в межтарельчатое пространство практически в любом месте барботажного слоя. Площадь для выхода пара из жидкости в этом случае составляет 70…90 % рабочей площади тарелки.
На струйных тарелках дисперсной фазой является жидкость, сплошной – газ; потоки взаимодействуют в прямоточном режиме на поверхности капель и жидкостных струй, взвешенных в газовом потоке. При этом создается прямоточное движение фаз в пределах всей тарелки или отдельных ее участков.
2.1.4.2 Конструкции и принцип работы основных типов тарелок
В нефтеперерабатывающей и химической промышленности СССР нашли применение в основномстандартные конструкции тарелок, разработанные ВНИИНЕФТЕМАШем (клапанные прямоточные, из S – элементов, ситчатые из просечного листа с отбойниками, решетчатые провальные, желобчатые колпачковые) и УКРНИИХИММАШем (колпачковые капсульные, провальные решетчатые, ситчатые, жалюзийно-клапанные).
При этом, до 50-е годов в нефтеперерабатывающей промышленности находились в эксплуатации в основном колонны с колпачковыми тарелками различных конструктивных модификаций; в отдельных случаях применялись ситчатые тарелки.
После 50-е годов появились различные новые конструкции тарелок, нашедшие широкое применение в промышленности, к которым можно отне-
сти [5]:
-струйные тарелки с вертикальными перегородками;
-комбинированные ситчатоклапанные и ситчатопрямоточные та-
релки;
-тарелки из S-образных элементов с отбойниками;
-тарелки из S-образных элементов с прямоточными клапанами (ТSK);
-решетчатые тарелки провального типа с отогнутыми кромками щелей;
-решетчатые тарелки провального типа из труб;
-струйные тарелки с компенсацией прямоточного движения фаз и т.д. В большинстве случаев тарелки новых конструкций имели существен-
ные преимущества перед колпачковыми и ситчатыми тарелками, что позволило применить их для различных процессов нефтепереработки.
37

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Однако, в настоящее время наряду с самыми современными конструкциями, в эксплуатации находятся тарелки таких типов(желобчатые и др.), которые, хотя и обеспечивают получение необходимых продуктов, но не могут быть рекомендованы для современных производств. Конструкции и принцип работы тарелок рассмотрим на примере наиболее распространенных типов тарелок: колпачковых, клапанных и провальных.
Колпачковые тарелки
К колпачковым относят тарелки скруглыми колпачками, с желобчатыми, с S – образными элементами и т.д.
Колпачковые тарелки относятся к группе барботажных. Рассмотрим особенности работы барботажной тарелки на примере колпачковой тарелки с
круглыми (капсульными) колпачками, схема и общий вид которой приве-
дены на рисунках 2.14 и 2.15.
Основной частью колпачковой тарелки(рисунок 2.15) является стальной диск 2 (или полотно тарелки) с отверстиями для паровых патрубков6. Патрубки приварены к диску. Над патрубками установлены колпачки 5 диаметром 60, 80 или 100 мм. Колпачки имеют прорези высотой15, 20 или 30 мм.
Для создания необходимого уровня жидкости на тарелке последнюю снабжают сливной перегородкой 3. Переливная перегородка 1 образует переливной карман, в который погружается сливная планка4 тарелки, расположенной выше.
Применяют два варианта крепления колпачка к тарелке. В исполнении 1 положение колпачка можно регулировать по высоте, в исполнении 2 регулирование невозможно, и нижние кромки прорезей в этом случае упираются в полотно тарелки. Тарелка работает следующим образом. Жидкость поступает на полотно тарелки из переливного устройства. Поступающая жидкость заполняет тарелку на высоту, определяемую сливной перегородкой3, при этом прорези колпачков должны быть погружены в жидкость. Пар проходит через паровые патрубки, щели колпачков и барботирует сквозь слой жидкости.
Газ и жидкость взаимодействуют в перекрестном токе: жидкость движется по тарелке от переливного кармана к сливной перегородке и далее на расположенную ниже тарелку, а газ–вверх по оси колонны.
Стенка переливного устройства погружена в жидкость, находящуюся на нижележащей тарелке, что обеспечивает в колонне соответствующий гидравлический затвор.
Колпачковые тарелки можно изготовлять из чугуна, меди, керамики, углеграфита, пластмасс и др.
Тарелки с капсульными колпачками имеют относительно высокий КПД (0,75–0,80) и работают в широком диапазоне производительностей по газу. Их можно использовать при нестабильных нагрузках по жидкости и пару. К недостаткам этих тарелок следует, прежде всего, отнести значительные металлоемкость и трудоемкость изготовления.
Колпачковые тарелки с капсульными колпачками до недавнего времени считали лучшими контактными устройствами для ректификационных и абсорбционных аппаратов благодаря простоте эксплуатации и универсальности.
38

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а – общий вид тарелки; б – схема барботажа газа в зоне контакта
Рисунок 2.14 – Схема работы барботажной тарелки с круглыми колпачками
Рисунок 2.15 – Колпачковая тарелка
К недостаткам колпачковых тарелок следует отнести: низкую удельную производительность, относительно высокое гидравлическое сопротивление, большую металлоемкость, сложность и высокую стоимость изготовления.
В ректификационных аппаратах нефтеперерабатывающих производств используют тарелки с желобчатыми (туннельными) колпачками (рису-
нок 2.16).
Такие тарелки собирают из штампованных желобов1, уложенных по ходу жидкости на опорные уголки 2 и накрытых колпачками 3 так, что между ними образуются паровые каналы. Для равномерного распределения пара
39
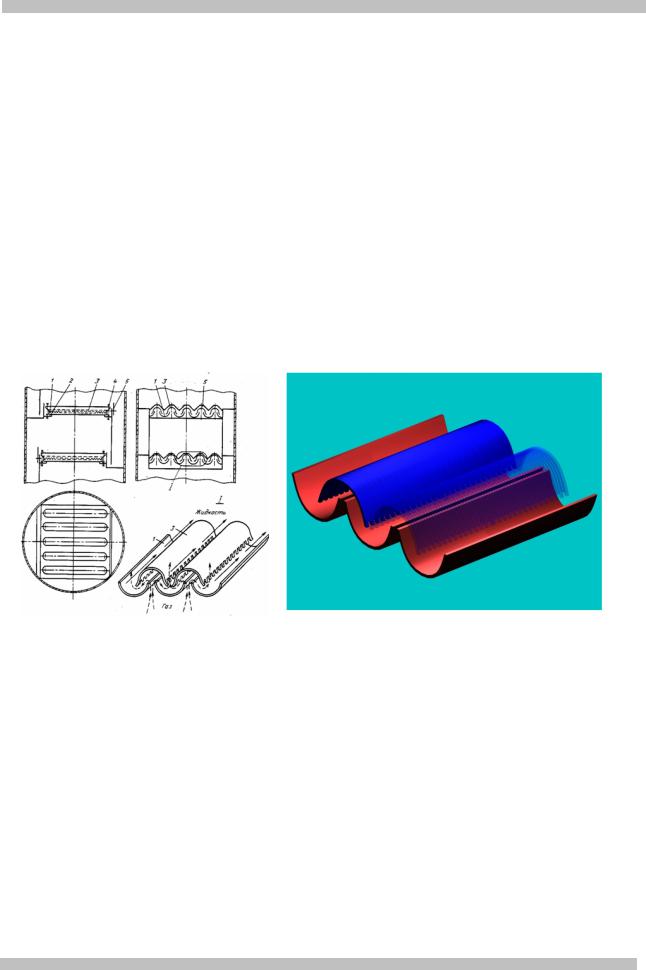
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
колпачки в нижней части имеют трапецеидальные прорези. Колпачки крепят на полотне тарелки шпильками4. Для равномерного распределения жидкости на тарелке сливную планку 5 также выполняют с прорезями.
Основной эксплуатационный недостаток желобчатых тарелок заключается в малой площади барботажа и в неполном использовании площади поперечного сечения колонны для создания зеркала барботажа.
Колпачки тарелки регулируют по высоте с учетом нагрузки колонны по жидкости, чтобы не допустить чрезмерных гидравлических сопротивлений.
В настоящее время в нефтеперерабатывающих колоннах используют и
тарелки с S–образными элементами 4 (рисунок 2.17), установленными перпендикулярно направлению движения жидкости на тарелке. Тарелки из S-образных элементов являются разновидностью колпачковых тарелок и состоят из отдельных элементов, каждый из которых образует одновременно полость для паров и жидкости.
Для того, чтобы закрыть каналы с торцов и увеличить жесткость -та релки, между S–образными элементами 4 устанавливают пластины 5.
Узел крепления S-образного элемента к корпусу аппарата показан на рисунке 2.18.
Рисунок 2.16 – Тарелка с желобчатыми (туннельными) колпачками
В зависимости от диаметра аппарата такие тарелки бывают одно– и многосливными. Характерная особенность этих тарелок состоит в том, что пар выходит из контактных элементов в направлении движения жидкости
Это способствует уменьшению разностей уровней жидкости на тарелке у сливной и переливной перегородок.
Металлоемкость тарелок с S–образными элементами почти вдвое меньше, а производительность на 20–30 % больше по сравнению с тарелками с капсульными колпачками. Эффективность сравниваемых тарелок примерно одинаковая (КПД равен 0,60–0,80). Оптимальная нагрузка по газу для этой тарелки на 10–25 % меньше, чем для колпачковой.
Жидкость по тарелке движется под напором пара, выходящего из прорезей колпачковых частей, направленных в одну сторону. Взаимное движение паров и жидкостей по тарелке обеспечивает ее устойчивую работу при различных нагрузках и повышенную производительность по сравнению с
40
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
другими колпачковыми тарелками. В то же время потери напора на тарелках из S-образных элементов значительны, поэтому применение их в вакуумных колоннах нецелесообразно.
Для повышения диапазона устойчивой работы и производительности таких тарелок S-образные элементы 2 (рисунок 2.19 а) снабжают прямоточными клапанами 1 прямоугольной формы, размещенными на верхней площадке S-образных элементов. Для увеличения жесткости тарелки устанавливают пластины 3. По производительности эти тарелки примерно на10 % превосходят клапанные прямоточные.
Клапанные тарелки
Клапанные тарелки также широко применяют в нефтехимической промышленности. Основные преимущества этих тарелок– способность обеспечить эффективный массообмен в большом интервале рабочих нагрузок, несложность конструкции, низкая металлоемкость и невысокая стоимость.
1 – корпус колонны; 2 – сливная перегородка; 3 – паровой элемент; 4 – S-образный элемент; 5 – поперечные перегородки; 6 – разъемный S-образный элемент; 7 – жидкостный элемент; 8 – отверстие для слива жидкости; 9 – опорное кольцо; 10 – струбцина; 11 – заглушки; 12 – прорези в S-образных элементах
Рисунок 2.17 – Конструкция тарелки из S-образных элементов:
Рисунок 2.18 – Узел крепления S-образного элемента к корпусу аппарата
41

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Разработано множество разновидностей клапанных тарелок различной геометрической формы (дисковые, прямоугольные и т. д. – рисунки 2.19 б, 2.20), с балластом или без него, с отбойными элементами или без них и т.д.
Клапанные тарелки работают в режиме прямоточного или перекрестного движения фаз. В отечественной промышленности наиболее распространены клапанные прямоточные тарелки сдисковыми клапанами. На клапанной прямоточной тарелке (рисунок 2.21) в шахматном порядке расположены отверстия, в которых установлены саморегулирующиеся дисковые клапаны диаметром 50 мм, способные подниматься при движении пара(газа) на высоту до 6–8 мм.
а) тарелка с S – образными |
б) клапанная тарелка с прямоугольными клапанами |
элементами и клапанами |
|
Рисунок 2.19 Типы клапанных тарелок
а) колонна с клапанной тарелкой с |
б) прямоугольный клапан; |
прямоугольными клапанами |
|
Рисунок 2.20 – Тарелка клапанная с прямоугольными клапанами
42

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
а) |
б) |
Рисунок 2.21 – Клапанно-прямоточная тарелка а) и дисковый клапан б)
Дисковый клапан снабжен тремя направляющими, расположенными в плане под углом 45°, две из этих направляющих имеют большую длину. Кроме того, на диске клапана штамповкой выполнены специальные упоры, обеспечивающие начальный зазор между диском и тарелкой; это исключает возможность «прилипания» клапана к тарелке (рисунок 2.21, положение Ι). При небольшой производительности по пару поднимается легкая часть клапана (положение ΙΙ) и пар выходит через щель между клапаном и полотном тарелки в направлении, противоположном направлению движения жидкости по тарелке. С увеличением скорости пара клапан поднимается и зависает над тарелкой (положение ΙΙΙ); теперь пар барботирует в жидкость через кольцевую щель под клапаном. При дальнейшем увеличении производительности по па-
ру клапан занимает положение, при котором пар выходит в направлении движения жидкости, уменьшая разность уровней жидкости на тарелке(положение IV). При этом короткая направляющая фиксируется в специальном вырезе на кромке отверстия, обеспечивая заданное положение клапана при его подъеме.
Взависимости от напора паров клапаны поднимаются на различную высоту в пределах, определяемых высотой удерживающих скоб. На некоторых тарелках клапаны не накрываются скобами, а снабжаются рожками (направляющими), которые при подьеме клапана упираются в нижнюю поверхность тарелки.
Вотличие от тарелок, работающих в статическом режиме, т.е. при неизменном расстоянии между конструктивными элементами(например, между жолобом и колпачком), клапанные тарелки работают в динамическом режиме.
Взависимости от напора восходящих по колонне паров клапаны поднимаются на соответствующую величину (обычно на 4-20 мм), регулируя тем самым площадь свободного сечения тарелки. Это позволяет поддерживать скорость паров примерно постоянной при изменении общей нагрузки на колонну, т.е. осуществлять наилучший режим массопередачи. Конструкция удерживающих скоб и клапанов такова, что обеспечивает их подъем с наклоном к поверхности тарелки и, следовательно, лучший баработаж паров через жидкость на тарелке.
43

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Для большего повышения эффективности массообмена клапаны можно снабжать тангенциально расположенными щелями. При этом выходящие через них пары могут вращать клапан.
Важным эксплуатационным показателем клапанных тарелок является вес каждого клапана, который подбирают таким образом, чтобы при возможных колебаниях нагрузок клапан работал в заданном диапазоне подъема. В тех случаях, когда возможны очень большие изменения нагрузок, тарелки снабжают одновременно клапанами различного веса. В таких тарелках при малых нагрузках открываются легкие клапаны, а затем, по мере нарастания нагрузок, - более тяжелые.
Эффективность клапанных прямоточных тарелок(КПД) 0,70–0,85, F≤2,5 (м/с)∙(кг/м3)-0,5, диапазон устойчивой работы 3,5. В области саморегулируемой работы тарелки обладают относительно небольшим гидравлическим сопротивлением.
В настоящее время активно продолжаются работы по разработке -но вых конструкций клапанных тарелок. В частности, известны тарелки FLEXITRAY, которые могут быть применены для всех процессов с парожидкостным контактом (рисунок 2.22).
Тарелки состоят из перфорированных панелей из металла с круглыми подвижными или фиксированными клапанами. Ряды клапанов в шахматном порядке расположены параллельно переливной планке. В тарелке осуществляется горизонтальное движение паров вдоль полотна тарелки.
Преимущества данных тарелок:
-высокая эффективность - полноценный контакт паров и жидкости;
-производительность до 10% выше, чем для ситчатых тарелок;
-равномерное распределение паров;
-малый перепад давления;
-широкий рабочий диапазон;
-малое флегмовое число при заданном диаметре колонны;
-возможность уменьшения диаметра колонны при заданном расходе
сырья;
-экономическая эффективность: низкая стоимость, простой монтаж, несложный ремонт;
-универсальность.
Фирмой KOCH-GLITSCH также разработаны различные разновидности клапанов, некоторые из которых приведены на рисунке 2.23
Для применения в процессах разделения под вакуумом и умеренным давлением весьма перспективны клапанные балластные тарелки прямоугольной формы с общим для всех клапанов подвижным балластом. Наличие подвижного балласта обеспечивает равномерное открытие всех клапанов при минимальных нагрузках по пару и регулируемый переход от перекрестного движения фаз к прямоточному при больших нагрузках. В результате клапанная балластная тарелка по сравнению с клапанной безбалластной имеет на 15–20% более высокую эффективность разделения во всем диапазоне нагрузок и на 10–15% меньше.
Использование клапанов прямоугольной формы вместо круглых позволяет примерно на 30% снизить расход металла при их изготовлении, а благодаря большим размерам клапанов (один прямоугольный клапан эквивалентен восьми круглым) – на 25% уменьшить трудовые затраты на сборку тарелки.
44

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
клапаны фиксированные
Рисунок 2.22 – Клапанные тарелки FLEXITRAY
Над отверстием тарелки 1 (рисунок 2.24) нa специальных ножках установлены ограничители подъема 4, а внутри их–на ножках 7- легкий клапан 5 и балласт 2. Для исключения прилипания клапана к балласту имеются упоры 3 и 6. При малой производительности по газу тарелка работает как обычная с дисковыми клапанами меньшей массы; при увеличении нагрузки клапан5 упирается в балласт и работает совместно с ним как один утяжеленный клапан.
Балластные клапанные тарелки можно выполнять как с индивидуальным, так и с групповым балластом. Примером последнего варианта могут служить балластные тарелки ректификационных колонн(рисунок 2.25). Такая тарелка 1 имеет расположенные в несколько рядов прямоугольные вырезы, закрытые клапанами 2 прямоугольной формы.
Большие размеры клапанов (154×45 мм) позволяют уменьшить их число по сравнению с дисковыми клапанами в2–4 раза. Над клапанами расположен общий подвижный балласт 3, выполненный из прутка диаметром 8 мм.
При работе таких тарелок вначале поднимается пластина клапана, затем она упирается в балласт и поднимается вместе с ним до упора в головку винта 4.
Клапанные балластные тарелки получают за последнее время все более широкое распространение, особенно для работы в условиях значительно меняющихся скоростей газа, и постепенно вытесняют старые конструкции контактных устройств.
45

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Клапаны подвижные
Рисунок 2.23 – Конструкции клапанов фирмы KOCH-GLITSCH
Рисунок 2.24 – Клапанная балластная тарелка
46
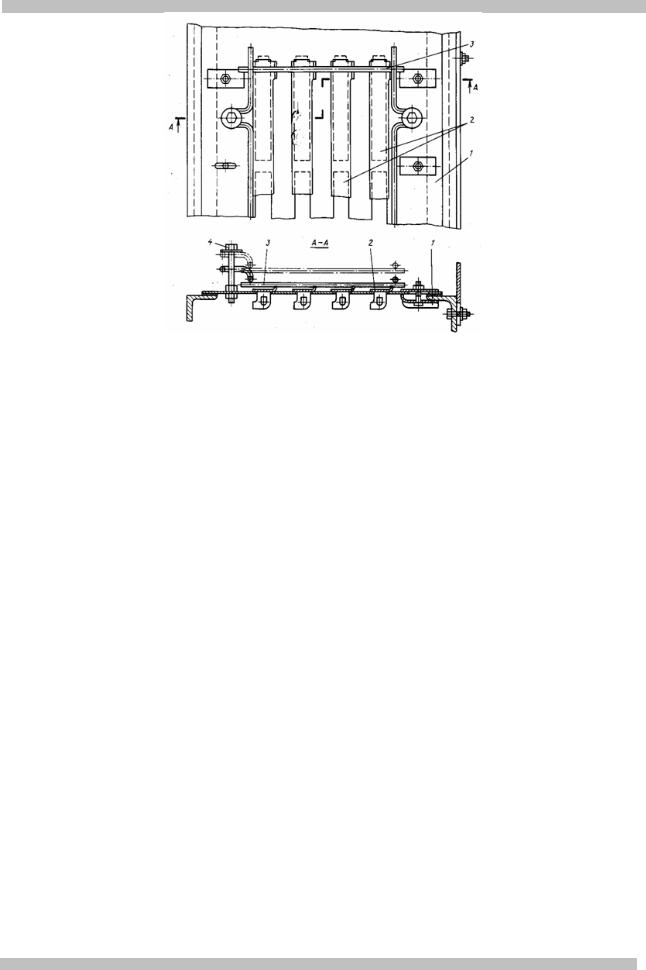
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.25 – Тарелка с групповым балластом
Клапанные тарелки массообменные колонных аппаратов отличаются широким диапазоном нагрузки по газу(пару) при сохранении стабильной эффективности массообмена. Вместе с тем традиционные конструкции клапанных контактных цементов(круглой, прямоугольной, трапециевидной формы) имеют недостатки в организации гидродинамического процесса взаимодействия фаз.
В этих конструкциях газ выходит из-под диска клапана в основном в виде сплошной утолщенной струи, что приводит к ограничению площади поверхности контакта фаз из-за проскока части газа без взаимодействия с жидкостью и повышению уноса жидкости с тарелки из-за большой скорости локального выхода газовых струй с поверхности газожидкостного слоя. Кроме этого, газовый поток формируется непосредственно под верхней плоскостью клапана, в результате чего нижний, прилегающий к полотну тарелки слой жидкости практически исключается из взаимодействия с газом. В этом случае возможно течение жидкости от входа на тарелку до переливного порога без явного участия в массообмене.
Таким образом, формирование газового потока в виде сплошной струи, выходящей из-под диска клапана, ограничивает площадь поверхности контакта фаз и снижает эффективность массообмена.
Кроме того, для всех клапанов характерен общий недостаток– возможность засорения или закоксовывания клапанов, в результате чего они«прихватываются» и не работают в динамическом режиме.
Тарелки провального типа
К тарелкам провального типа относят обычноситчатые и решетчатые тарелки.
Ситчатые тарелки со сливным устройством применяют в колонных аппаратах диаметром 400–4000 мм при расстоянии между тарелками от200 мм и более. Основной элемент таких тарелок– металлический диск с отвер-
47

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
стиями диаметром 2–6 мм, расположенными по вершинам равносторонних треугольников (рисунок 2.26).
В колоннах диаметром более 800 мм тарелки состоят из отдельных секций. По креплению секций тарелки к корпусу и устройству переливов такие колонны аналогичны аппаратам с колпачковыми и клапанными тарелками.
Преимущество ситчатой тарелки – большое свободное (т. е. занятое отверстиями) сечение тарелки, а, следовательно, и высокая производительность по пару, простота изготовления, малая металлоемкость. По производительности по пару (газу) эти тарелки на 30–40 % превосходят колпачковые. Недостаток – высокая чувствительность к точности установки. Аппараты с ситчатыми тарелками не рекомендуется использовать для работы на загрязненных средах; это может вызвать забивание отверстий.
Для уменьшения гидравлического сопротивления и расширения диапазона устойчивой работы ситчатых тарелок их комбинируют с клапанными устройствами (рисунок 2.27), в результате повышается эффективность работы тарелки при малой и большой производительности по пару. При малых нагрузках тарелка работает как обычная ситчатая, с увеличением нагрузки открывается клапан 2 и между клапаном и тарелкой 1 образуется щель, откуда под некоторым углом к горизонтали выходит пар, обеспечивая перемещение
жидкости по тарелке в направлении слива и уменьшая разность уровней жидкости на тарелке.
Ситчато–клапанная тарелка обеспечивает большой диапазон устойчивой работы при небольшом гидравлическом сопротивлении, что делает ее пригодной для процессов, протекающих под вакуумом.
Ситчатые тарелки спросечно–вытяжными отверстиями (рисунок 2.28) используют в колонных аппаратах диаметром1200–4000 мм. Такие тарелки состоят из отдельных секций, изготовляемых из листа толщиной 2–3 мм с просечно-вытяжными отверстиями. Тарелка работает как струйная прямоточная. Для уменьшения брызгоуноса под углом60° над тарелкой устанавливают отбойные элементы 2.
Свободное сечение тарелки, выбираемое из условия отсутствия “провала” жидкости, должно быть достаточно большим(не менее 30 % сечения колонны), чтобы тарелка обладала, невысоким гидравлическим сопротивлением. Благодаря этому такие тарелки используют в вакуумных колоннах. Минимальное расстояние между тарелками в колонне 450 мм.
Одним из направлений технического прогресса в нефтеперерабатывающей промышленности – создание контактных устройств, обладающих высокой производительностью по жидкости и пару, в частности продольным и поперечным секционированием.
Известно, что производительность тарелок повышается при контактировании фаз в прямотоке. Однако при прямоточном движении и большой скорости пара (газа) жидкость смещается в направлении к сливному карману, что затрудняет работу сливных устройств.
Для компенсации прямоточного движения фаз и исключения его распространения на всю тарелку можно устанавливать на тарелке продольные и поперечные перегородки, обеспечивающие зигзагообразное движение жидкости на тарелке от перелива к сливу, а также создающие условия для движения потоков парожидкостной смеси по тарелке в противоположных или пересекающихся направлениях.
48
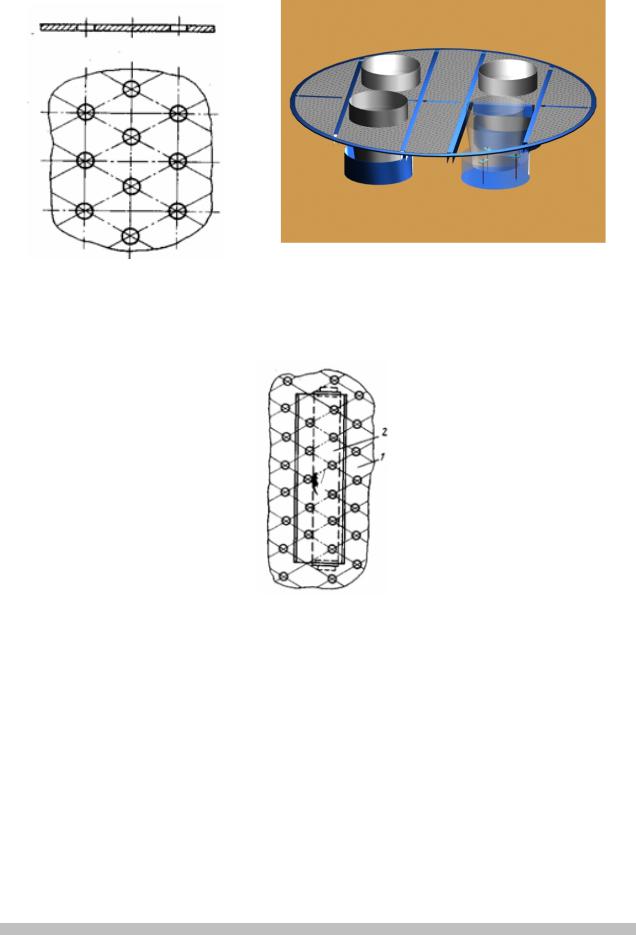
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
элемент ситчатой |
ситчатая тарелка |
тарелки |
с переливными трубами |
Рисунок 2.26 – Ситчатая тарелка
Рисунок 2.27 – Элемент ситчато–клапанной тарелки
Примером может служить продольно-секционированная тарелка с просечными элементами (рисунок 2.28 б)). На полотне тарелки выштампованы просечки, отогнутые под углом. Тарелка секционирована вдоль потока жидкости вертикальными перегородками, причем для создания постоянного гидравлического сопротивления по всей тарелке перегородки перфорированы.
Ситчатые тарелки наиболее распространены в качестве контактных устройств ректификационных колонн воздухоразделительных установок, работающих при низкой температуре.
В аппаратах небольшого диаметра применяютS–образные ситчатые тарелки (рисунок 2.29).
Такая тарелка представляет собой перфорированный лист1, к которому припаяна S–образная перегородка 3, делящая тарелку на две части. Стекающая с верхней тарелки жидкость через прорези в сливном стакане2 и
49
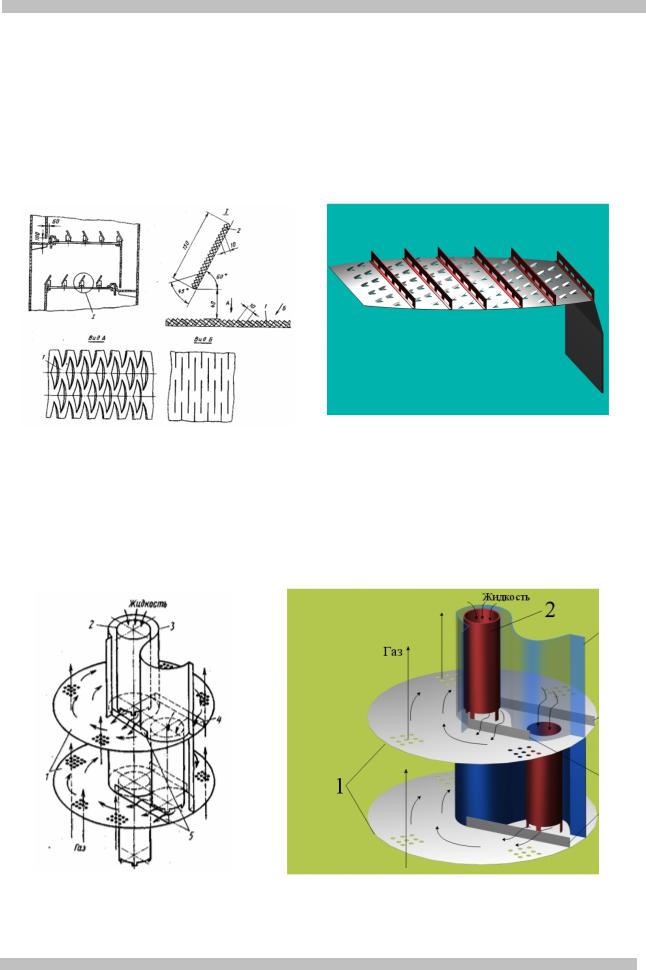
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
далее через переливную перегородку5 поступает на тарелку и движется в направлении, указанном стрелками, контактируя с паром, поднимающимся через отверстия в листе 1. Подойдя к перегородке 3 с другой стороны, жидкость стекает на следующую тарелку через сливную перегородку4 и сливной стакан.
Решетчатые провальные тарелки (рисунок 2.30) используют в установках, рабочая производительность которых отклоняется от расчетной не более чем на 25 %.
а) ситчатая тарелка с просечно- |
б) ситчатая тарелка с просечными эле- |
вытяжными отверстиями и отбойными |
ментами (выштампованные просечки) с |
элементами |
перфорированными вертикальными пере- |
|
городками |
Рисунок 2.28 – Различные типы ситчатых тарелок с отбойными элементами
Рисунок 2.29 – Ситчатая тарелка с S–образной перегородкой
50
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
К преимуществам этих тарелок следует, прежде всего, отнести простоту конструкции и малую металлоемкость. Кроме того, тарелки имеют большую пропускную способность по жидкости и, при достаточной ширине щели, могут быть использованы для обработки загрязненных жидкостей, оставляющих осадок на тарелке. По эффективности решетчатые провальные тарелки обычно не уступают тарелкам с переливом.
К недостаткам относятся узкий диапазон устойчивой работы и сложность обеспечения равномерного распределения орошения по поверхности тарелок в начале процесса. Тарелки этого типа гораздо более чувствительны к изменению нагрузок по жидкости и пару и имеют более узкий диапазон рабочих нагрузок, чем тарелки со специальными переливными устройствами. При небольшой паровой нагрузке напор паров недостаточен для образования слоя жидкости на тарелке. При больших паровых нагрузках сопротивление течению жидкости через отверстия тарелки становится столь значительным, что пена заполняет практически все межтарельчатое пространство и -нор мальный переток жидкости с тарелки на тарелку нарушается. При этом резко возрастает гидравлическое сопротивление потоку паров. Такой режим работы называется захлебыванием и определяет предельные паровую и жидкостную нагрузки колонны.
Рисунок 2.30 – Решетчатая провальная тарелка
Конструктивно тарелка представляет собой плоский, перекрывающий все сечение колонны диск 1 с выштампованными в нем прямоугольными щелями, уложенный на опорную конструкцию 2. Обычно площадь прорезей составляет 10–30 % всей площади тарелки. Прорези располагаются на поверхности тарелки с шагом t=10–36 мм.
При работе колонны под давлением поступающих паров на полотне тарелки создается слой жидкости, через которую барботирует пар.
При этом часть жидкости протекает через прорези на расположенную ниже тарелку. Прорези работают периодически: места стока жидкости и прохода пара произвольно перемещаются по полотну тарелки.
51

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.1.5 Насадочные контактные элементы
Насадочная колонна, наиболее простая по конструкции, представляет собой цилиндрический вертикальный аппарат, заполненный по всей высоте или на отдельных участках так называемой насадкой– определенных размеров и конфигурации телами из инертных материалов.
В насадочных колоннах контакт между газом(паром) и жидкостью осуществляется на поверхности специальных насадочных тел, а также в свободном пространстве между ними.
Насадка предназначена для создания большой поверхности контакта фаз между стекающей по ней жидкостью и поднимающимся потоком паров и интенсивного перемешивания их.
Контакт и массобмен в насадочной колонне происходит непрерывно на всем участке колонны, заполненном насадкой. Этим и отличается работа насадочной колонны от тарельчатой.
Насадочные колонны широко применяют для процессов абсорбции, а также очистки, охлаждения и увлажнения газов. Некоторое применение они находят и для процессов ректификации. Насадочные колонны удовлетворительно работают только при обильном и равномерном орошении насадки жидкостью.
Насадочные колонны применяются в малотоннажных производствах, а также в тех случаях, когда необходимо, чтобы задержка жидкости в колонне была невелика, а перепад давления мал. Благодаря созданию различных эффективных насадок (седла Берля, кольца Палля и др.), в последние годы повысился интерес к насадочным колоннам; их стали применять и для многотоннажных производств. Если использование тарельчатых или насадочных колонн является альтернативным, вопрос должен решаться на основе технико- экономических расчетов.
Различается два основных режима работы аппаратов:
– пленочный режим, при котором жидкость, омываемая газом, стекает по элементам насадки;
– эмульгационный режим, когда весь аппарат заполнен жидкостью, а через слой ее между элементами насадки барботирует газ.
К основным элементам насадочных колонн относятся: насадка, устройства для орошения и распределения жидкости, опорные колосники и другие устройства, поддерживающие слой насадки (см. рисунки 2.4 и 2.10).
В промышленности применяют разнообразные по форме и размерам насадки (рисунок 2.31), которые в той или иной мере удовлетворяют требованиям, являющимся основными при проведении конкретного массообменного процесса.
Насадки изготавливают из разнообразных материалов(керамика, фарфор, сталь, пластмассы и др.), выбор которых диктуется величиной удельной поверхности насадки, смачиваемостью и коррозионной стойкостью.
Насадки условно подразделяются на насадки нерегулярного типа и ре-
гулярного.
Нерегулярную насадку применяют в процессах массообмена, протекающих под давлением или в условиях неглубокого вакуума. Эта насадка обладает рядом преимуществ, одно из которых состоит в практическом отсутствии проблемы выбора материала.
52
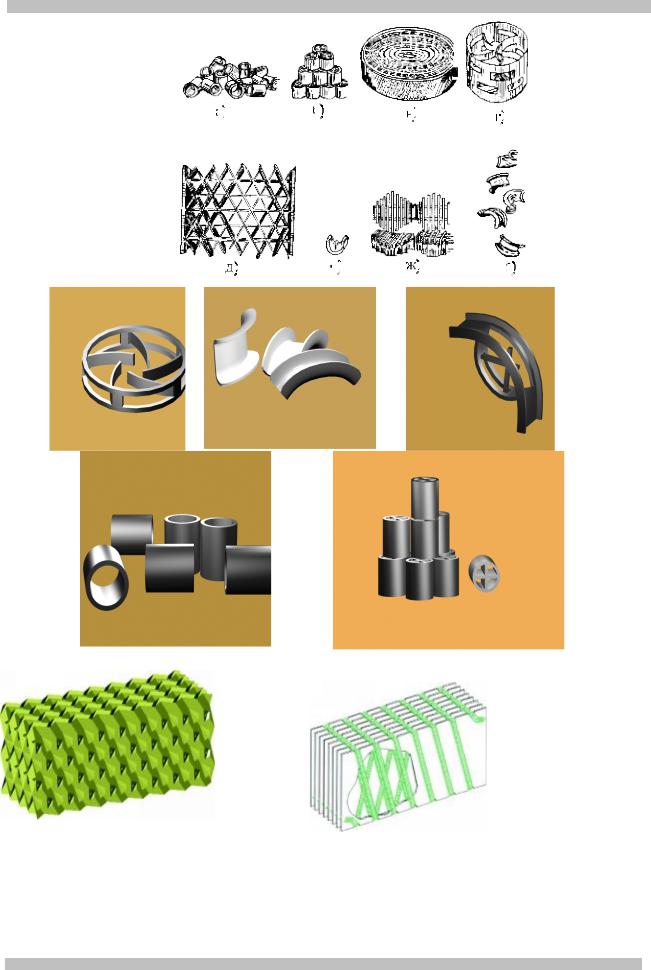
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а) кольца Рашига, беспорядочно уложенные (навалом); б) кольца с перегородками, правильно уложенные; в) насадка Гудлое; г) кольца Паля; д) насадка «Спрейпак»; е) седла Берля; ж) хордовая насадка; з) седла «Инталлокс».
Рисунок 2.31 – Различные типы насадок
53

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Насадку можно изготавливать из металлов, полимеров, керамики. Полимерная и керамическая насадка наиболее приемлема для обработки агрессивных сред. Нерегулярная насадка имеет существенные преимущества по сравнению с регулярной по технологии изготовления, транспортирования и монтажа.
По конструктивным признакам эту насадку можно разделить на кольца и седла, хотя в отечественной и зарубежной практике применяют насадочные тела и других форм [3].
К насадкам нерегулярного типа относятся беспорядочно уложенные (навалом) насадки из колец Рашига, седла «Инталлокс», кольца Паля и т.д. (см. рисунок 2.31 а, б, г, е, з).
Наиболее широко распространена насадка в виде тонкостенных керамических колец - кольца Рашига, диаметр которых изменяется в пределах 15 - 150 мм. Кольца малых размеров засыпают в колонну навалом(рисунок
2.31а).
Насадка малых размеров и сложной конфигурации имеет большую поверхность контакта фаз, но создает повышенное сопротивление.
Кроме того, при выборе размеров насадки необходимо знать, что мелкая насадка менее прочна и быстро забивается твердыми отложениями.
Вместе с тем в последние годы были предложены различные конструкции насадочных элементов, рабочие характеристики которых лучше, чем у колец Рашига.
В последние годы широкое распространение получили кольца Паля, изготовленные из металла, керамики или пластмасс. Отличительной характеристикой этой насадки является практическое постоянство эффективности в широком интервале изменения нагрузок. Хорошими рабочими характеристиками обладают также насадки из элементов седлообразного профиляседла Берля и Инталлокс.
Кольца с перфорированными стенками позволяют существенно повысить производительность и эффективность ректификационной аппаратуры.
Из-за хаотического распределения тел в объеме насадки образуются избирательные каналы, по которым преимущественно проходит пар или жидкость, в результате происходит неравномерное распределение контактирующих фаз по высоте слоя. В этом существенный недостаток насадок нерегулярного типа.
Неравномерность распределения связана с высотой слоя и диаметром.
В связи с этим не рекомендуется применять насадки нерегулярного типа в колоннах диаметром более 2 метров, а также использовать высокие слои насадки без промежуточных перераспределителей потоков.
Отмеченные выше недостатки насадок нерегулярного типа преодолены в конструкциях насадок регулярного типа, т.е. правильно уложенной насадки. Этот способ заполнения аппарата насадкой называют загрузкой в укладку, а загруженную таким способом насадку– регулярной. Расположение эле-
ментов в определенном порядке обеспечивает равномерное распределение контактирующих фаз по площади колонны и позволяет получить высокую эффективность массопередачи и одновременно низкое гидравлическое - со противление (см. рисунки 2.4, 2.10, 2.11).
Примером насадки регулярного типа являются те же кольца Рашига, Паля и т.д. если они укладывают правильными рядами, сдвинутыми друг от-
54

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
носительно друга (рисунок 2.31 б). Обычно для этого применяют большие кольца (размером не менее 50х50 мм).
За последние годы стали применяться спиральные насадки, выполненные из металлических лент и проволоки, различные металлические сетчатые насадки (рисунок 2.31 д), а также насадка из стеклянного волокна.
Данные насадки обеспечивают низкое гидравлическое сопротивление, что особенно важно для вакуумных колонн. Насадки указанных типов применяют для колонн, работающих под атмосферным или более высоким давлением, а также в условиях умеренного вакуума.
Кроме того, к наиболее известным конструкциям регулярных насадок относятся: Клитч-Грид, плоскопараллельная, Зульцер, Перформ-Грид, ромбовидная ВНИИнефтемаша и т.д.
Простейшая регулярная насадка – плоскопараллельная – представляет собой пакеты, набираемые из плоских вертикальных, обычно металлических пластин толщиной 0,4-1,2 мм, расположенных параллельно с одинаковым зазором 10-20 мм. Высота пакета пластин 400-1000мм. Для повышения равномерности распределения жидкости в колонне пакеты устанавливают один над другим взаимно повернутыми на угол 45-900.
Недостаток этой насадки– высокая металлоемкость, плохое перераспределение жидкости, сравнительно низкая эффективность.
Для устранения последнего недостатка листы плоскопараллельной -на садки выполняют с рифлением или с различными турбулизирующими -эле ментами.
Хорошие характеристики имеют насадки из проволочной сетки. Примером может служить насадка Гудлоу– пакеты свернутой в рулон гофрированной проволочной сетки (диаметр проволоки 0,1 мм). Гофры расположены под углом 60 0 к вертикали, высота пакета насадки 100-200 мм.
В последние годы в России и за рубежом разработаны различные виды новой высокоэффективной насадки. Примерами может служить насадки «Зульцер», «Вакупак», Кедр ) (рисунок 2.32).
Регулярная насадка имеет ряд преимуществ перед нерегулярной, засыпанной в колонну навалом: обладает меньшим гидравлическим сопротивлением, допускает большие скорости газа.
К недостаткам аппаратов с регулярной насадкой следует отнести трудность отвода тепла и плохую смачиваемость насадки при низких плотностях орошения, их высокую чувствительность к равномерности орошения. Поэтому для улучшения смачивания регулярных насадок и устранения неравномерности орошения необходимо применять более сложные по конструкции оросители.
Все насадочные колонны мало пригодны при работе с загрязненными жидкостями. Для таких жидкостей в последнее время стали применять -ко лонны с «плавающей» насадкой. В них в качестве насадки используют, главным образом, легкие полые или сплошные пластмассовые шары, которые при достаточно высоких скоростях газа переходят во взвешенное состояние.
Кроме того, для проведения одного и того же процесса требуются насадочные колонны обычно большего объема, чем тарельчатые.
Основными достоинствами насадочных колонн являются: простота устройства и низкое гидравлическое сопротивление.
55
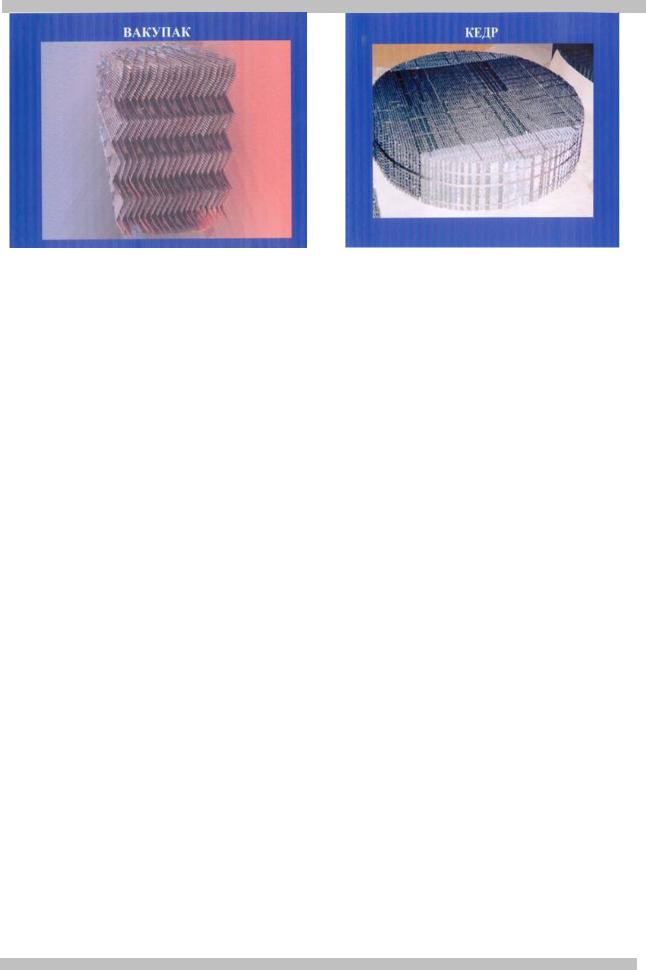
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.32 – Регулярные насадки Вакупак и Кедр
2.1.6 Устройства для ввода жидкости и пара в колонну
При входе в колонну парожидкостная струя сырья обычно имеет очень большие скорости. Для защиты корпуса аппарата от эрозионного воздействия струи применяются специальные устройства– улиты. Они снабжены отбойным листом, принимающим удар струи. Кроме этого, улиты служат и для распределения потоков сырья по всему поперечному сечению колонны, поэтому форма улиты должна быть такой, чтобы обеспечить выполнение этого условия.
Штуцера ввода сырья в колонну быстро изнашиваются, поэтому их защищают гильзой, смена которой при ремонте не представляет трудностей.
На рисунке 2.33 показаны две конструкции улит.
Весьма важным узлом в колоннах с тарелками провального типа и с насадкой является устройство для ввода жидкости и паров для обеспечения равномерного распределения по сечению колонны потоков жидкости(сырья, орошения) и паров (парового орошения). Эти устройства называют оросителями или распределителями.
Используемые на практике оросители насадочных колонн аналогичны оросителям колонн с тарелками провального типа.
Наиболее часто применяют следующие конструкции распределительных устройств, обеспечивающих неплохое распределение жидкости по сечению аппаратов различного диаметра: распределительные тарелки (рисунок 2.34), желоба, трубчатые распределители (рисунок 2.35), отражатели, центробежные устройства и т.д.
Распределительные тарелки применяются для орошения насадочных колонн, главным образом с кольцами Рашига, при небольшом изменении жидкостных нагрузок. Применяют их так же, как и перераспределительные тарелки, в колоннах с тарелками провального типа и с насадкой.
Часто в качестве распределителей пара и жидкости применяют трубчатые распределители из перфорированных труб, конструктивно выполненные либо в виде паука, либо в виде коллектора (см. рисунок 2.35).
Перфорированные коллекторы располагают в колонне на высоте около 1 метра над насадкой. Эти устройства обычно применяют для орошения провальных тарелок и нерегулярной насадки.
56

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
а) – при вводе сырья одним потоком |
б) – при вводе сырья двумя потоками. |
|
1 –корпус колонны, 2 – улиты, 3 – защитная |
|
гильза, 4 – штуцер колонны |
Рисунок 2.33 – Улиты ректификационных колонн
Рисунок 2.34 – Распределительная тарелка
Рисунок 2.35 – Трубчатые распределители
57
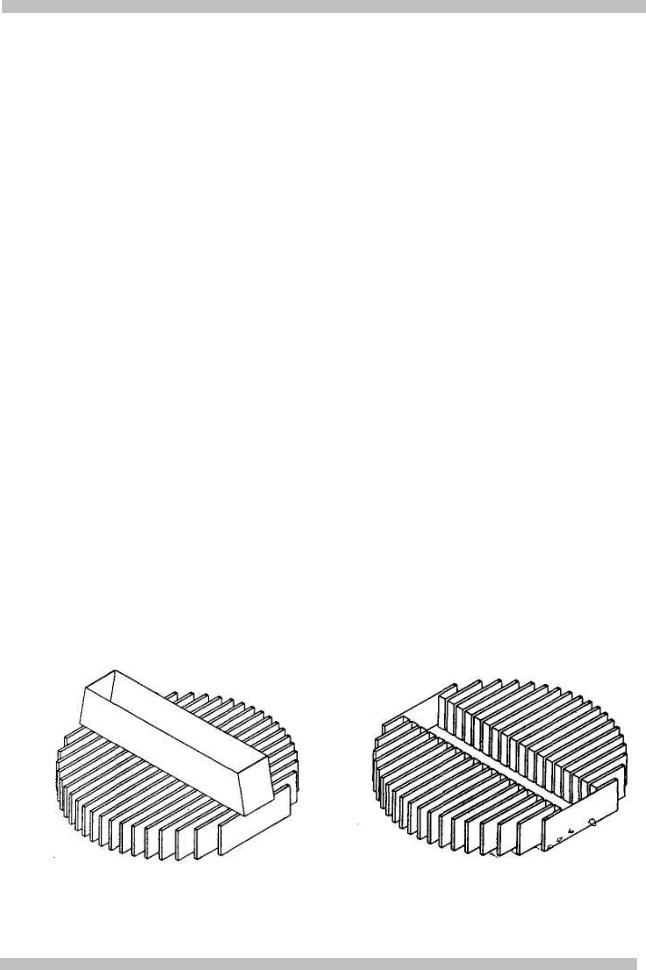
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Для регулярной насадки, в частности плоскопараллельной, разработаны конструкции коллекторных оросителей.
Достаточно распространены в промышленности желобчатые оросители. Такие оросители, устанавливаемые на расстоянии 1,2 – 1,4 метра от слоя насадки, используют, главным образом, в колоннах с нерегулярной насадкой.
Если насадка расположена в колонне слоями, то для орошения каждой секции насадки либо используют отдельные оросители, либо специальные перераспределители, собирающие и перераспределяющие стекающую по колонне жидкость.
Существуют типовые конструкции перераспределительных устройств (тарелок).
Основным их недостатком является то, что они склонны к засорению, и поэтому применяются только на чистых продуктах. Кроме того, трубчатые распределители работают равномерно лишь тогда, когда для заданного хода и напора пара или жидкости правильно выбрана площадь перфорации.
В настоящее время продолжаются работы по усовершенствованию действующих и разработке новых конструкций распределительных устройств и отбойников.
Разработкой новых конструкций таких устройств занимаются много фирм, но наиболее перспективные разработки имеет фирма Зульцер-Хемтех. При этом в этой фирме считают, что равномерность распределения жидкости и пара по площади поперечного сечения имеет решающее значение для эффективности разделительного действия. Эмпирическое правило гласит, что нужно устанавливать распределители через каждые 15 – 20 тарелок.
Частичная загрузка и чувствительность по отношению к грязи и отложениям – это основные отличительные признаки распределителей жидкости. Ниже приведены основные типы распределителей жидкости, разработанных фирмой Зульцер-Хемтех и частично запатентованных.
Элементный распределитель (тип VE, рисунок 2.36) состоит из отдельных каналов, расположенных параллельно основному каналу или над ним. Элементы распределителя очень легко устанавливаются через лаз.
Канальный распределитель (тип VK, рисунок 2.36) во фланцевом исполнении может устанавливаться через лаз. Основное применение – для небольших колонн широкого спектра действия и с небольшим свободным объемом.
элементный распределитель |
канальный распределитель |
Рисунок 2.36 – Конструкции распределителей
58
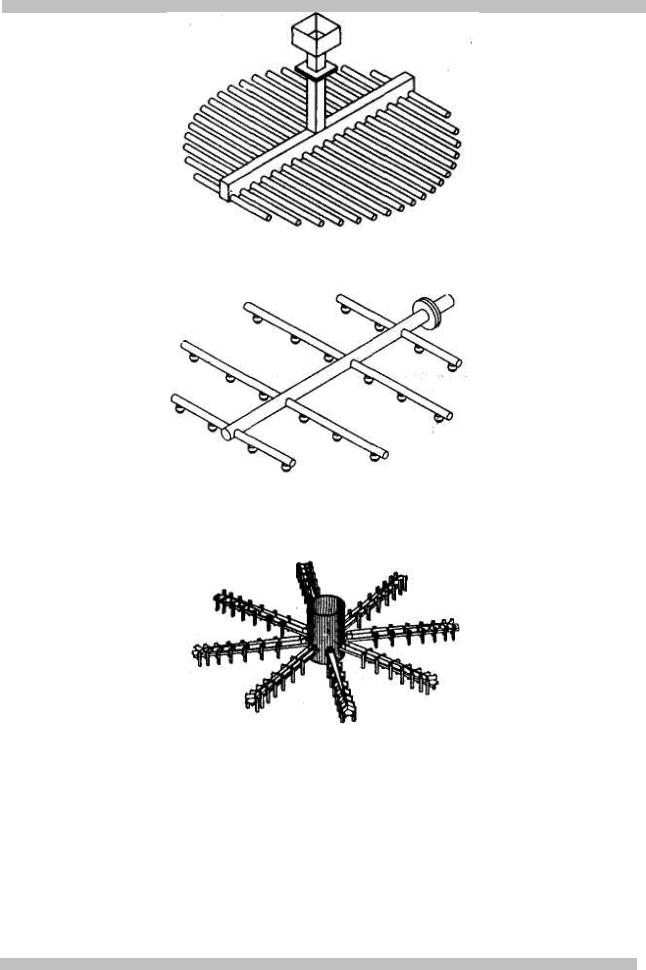
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.37 – Трубчатый распределитель
Рисунок 2.38 – Пневматический распределитель
Рисунок 2.39 – Специальный распределитель
Трубчатый распределитель (тип VRG, рисунок 2.37) для жидкостей с высокой плотностью, вязкостью и малых нагрузок по жидкости, в частности, для колонн с сетчатыми насадками. Для колонн во фланцевом исполнении легко устанавливается через лаз. Применяется только для чистых жидкостей.
Пневматический распределитель (тип VDR, рисунок 2.38) используется в колоннах для перегонки нефти и скрубберах. Необходимо высокое давление.
Специальный распределитель (тип VFS, рисунок 2.39) для сильно загрязненных жидкостей (таких как известковое молоко).
59

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.1.7 Устройства для сепарации газожидкостных потоков
Выброс газовым потоком орошающей жидкости из массообменных аппаратов нежелателен, так как снижает качество разделения и приводит к потере ценных компонентов. Например, в некоторых ректификационных колоннах при вводе сырья в питательную секцию поток пара уносит частицы жидкости с нелетучими соединениями: смолами, золой и т.д. При наличии уноса жидкости с тарелки на тарелку нелетучие соединения будут увлекаться потоком пара, и транспортироваться им вверх колонны. В итоге нелетучие соединения могут попасть в дистиллят и ухудшить его качество(цвет, коксуемость, содержание золы, металлов и др.). Подобное явление наиболее часто встречается в вакуумных колоннах для перегонки мазута, особенно при работе на форсированных режимах; в некоторых случаях унос жидкости в питательной секции колонны ограничивает производительность колонны.
Унос жидкости также может вызвать коррозию газоходов и их засорение, а выброс абсорбента может привести к экологическим проблемам.
Для исключения уноса жидкости из аппарата в верхней части колонн над оросителем, устанавливают сепарационные устройства: инерционные,
центробежные или комбинированные.
Чаще для выделения капельной взвеси из газового потока используют инерционные сепаратор или насадку, называемую отбойной, а также слои металлической сетки.
Процесс улавливания капельной влаги слоем насадки происходит за счет укрупнения мельчайших капель, оседающих на поверхности насадки при ударах и поворотах газожидкостного потока, и последующего стекания в виде крупных капель, струй, пленок.
Отбойные устройства устанавливаются вверху абсорбционных колонн и в различных сечениях ректификационных колонн. Отбойные устройства, устанавливаемые вверху колонны, должны обладать высокой эффективностью сепарации и надежно работать в широком диапазоне изменения нагрузок по пару.
Отбойные устройства, устанавливаемые в питательной секции колонны, должны обеспечивать достаточно высокую эффективность сепарации, легко подвергаться чистке и ремонту.
В случае, когда колонна должна работать с большими величинами межтарельчатого уноса жидкости, равными оптимальному значению или превы-
шающими его, можно применять межтарельчатые отбойные устройст-
ва, позволяющие создать более экономичную конструкцию колонны.
Иногда применение отбойных устройств между тарелками обусловлено спецификой работы или конструкцией колонны. Например, отбойные устройства под каждой тарелкой применяются при необходимости иметь небольшую высоту колонны (при установке колонн в помещении), в колоннах разделения воздуха, где высота колонны лимитируется поверхностью теплообмена.
К отбойным устройствам, устанавливаемым под каждой тарелкой, предъявляются следующие требования: простота конструкции, малый вес, низкая стоимость, легкость монтажа и обслуживания, малое гидравлическое сопротивление и, наконец, достаточная, но не высокая эффективность сепарации при заданных режимах работы.
60
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Для сепарации капель жидкости из потока пара (газа) в аппаратах нефтяной и химической технологии применяют в основном отбойники ударного типа. В атмосферных и вакуумных колоннах первичной перегонки применяют отбойники из сеток и уголков(рисунок 2.40 а), а в абсорберах– из вертикально установленных уголков (рисунок 2.40 б). Встречаются также отбойники с наклонно расположенными элементами (рисунок 2.40 в). В том и другом случае жидкость из потока пара(газа) выделяется в результате соприкосновения капель с поверхностью элементов. Однако отвод отсепарированной жидкости осуществляется по–разному, что и обусловливает разную картину их работы и различные допустимые скорости движения газа. В отбойном устройстве из насадки отсепарированная жидкость стекает навстречу восходящему потоку пара, а в отбойниках из вертикально установленных пластин она стекает по элементам в специальное устройство и далее через гидрозатвор выводится из системы. В отбойных устройствах из насадки уносимая жидкость проникает в слой насадки и создает на ее поверхности ламинарную пленку жидкости. Эта пленка стекает на нижние элементы, образуя там крупные капли, которые отрываются и движутся навстречу потоку пара. По-
добная картина сепарации жидкости наблюдается лишь до определенных значений нагрузок по пару и жидкости. Начиная с некоторой скорости пара жидкость заполняет весь объем слоя насадки и часть ее уносится с отбойника вместе с уходящим паром, т.е. возникает вторичный унос жидкости. Нагрузки, при которых еще нет вторичного уноса жидкости, считаются максимально допустимыми, поскольку им соответствует максимальная эффективность сепарации.
При нормальной работе отбойных устройств из вертикально расположенных уголков, жидкость ламинарной пленкой стекает по поверхности уголков. При достижении некоторой скорости пара движение жидкости становится волнообразным. Затем происходит срыв пленки с поверхности уголков и появляется вторичный унос жидкости, уменьшающий эффективность сепарации.
В настоящее время производится изготовление и поставка проволочнотканных отбойников (демистеров) для отделения капель жидкости из газового (парового) потока. Эти отбойники могут использоваться как в колоннах, так и в специальных сепараторах.
а) горизонтальные из насадки; б) из вертикально расположенных элементов; в) из наклонно расположенных элементов или из насадки
Рисунок 2.40 - Отбойные устройства
61
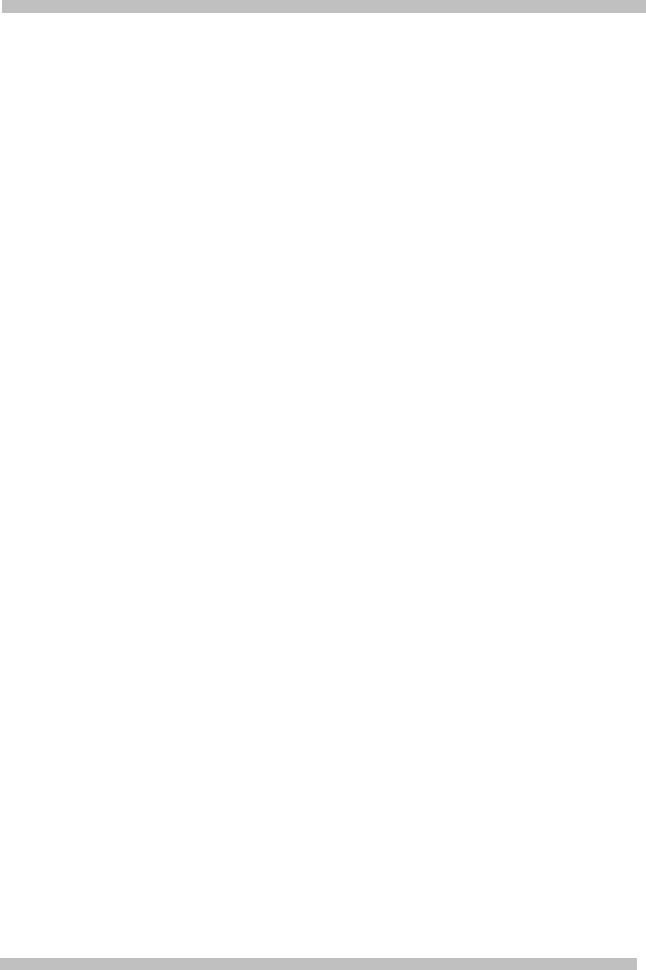
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.2 Теплообменные аппараты
Теплообменными называют все аппараты вне зависимости от того, что является его целевым назначением: нагрев или охлаждение, испарение или конденсация.
В большинстве процессов нефтеперерабатывающей промышленности используется нагрев исходного сырья, а также применяемых при его переработке растворителей, реагентов, катализаторов и др. Полученные в результате того или иного технологического процесса целевые продукты или полуфабрикаты обычно требуется охлаждать до температуры, при которой возможны их хранение и транспорт.
Данные процессы осуществляются в теплообменных аппаратах(ТОА), которые предназначены для проведения процессов теплообмена при необходимости нагревания или охлаждения технологической среды с целью ее обработки или утилизации теплоты [3,6,8,10,].
Теплообменная аппаратура составляет весьма значительную часть технологического оборудования в нефтеперерабатывающей и смежных отраслях промышленности. Удельный вес ТОА на нефтехимических и нефтеперерабатывающих предприятиях составляет в среднем 50 % [8].
Высокая эффективность работы подобных аппаратов позволяет сократить расход топлива и электроэнергии, затрачиваемой на тот или иной технологический процесс, и оказывает существенное влияние на его техникоэкономические показатели.
Поэтому изучению устройства и работы этих аппаратов необходимо уделять особое внимание.
2.2.1 Классификация теплообменных аппаратов
Условия проведения процессов теплообмена в промышленных аппаратах чрезвычайно разнообразны. Эти аппараты применяют для рабочих сред с различным агрегатным состоянием и структурой(газ, пар, капельная жидкость, эмульсия и т.д.) в широком диапазоне температур, давлений и физикохимических свойств.
Из-за разнообразия предъявляемых к теплообменным аппаратам требований, связанных с условиями их эксплуатации, применяют аппараты самых разных конструкций и типов, причем для аппаратов каждого типа разработан широкий размерный ряд поверхности теплообмена(от нескольких квадратных метров до тысяч в одном аппарате). В размерном ряду теплообменники различаются по допускаемым давлениям и температурам рабочей среды, а также по материалам, из которых изготовлен аппарат.
Строгой классификации теплообменных аппаратов не существует. Применительно к нефтеперерабатывающей промышленности теплообменные аппараты можно классифицировать по следующим основным признакам[1, 2, 6, 8]:
а) в зависимости от способа передачи теплааппараты делятся на следующие группы (рисунок 2.41):
– поверхностные теплообменные аппараты, в которых передача тепла между теплообменивающимися средами осуществляется через поверхность, разделяющую эти среды.
62
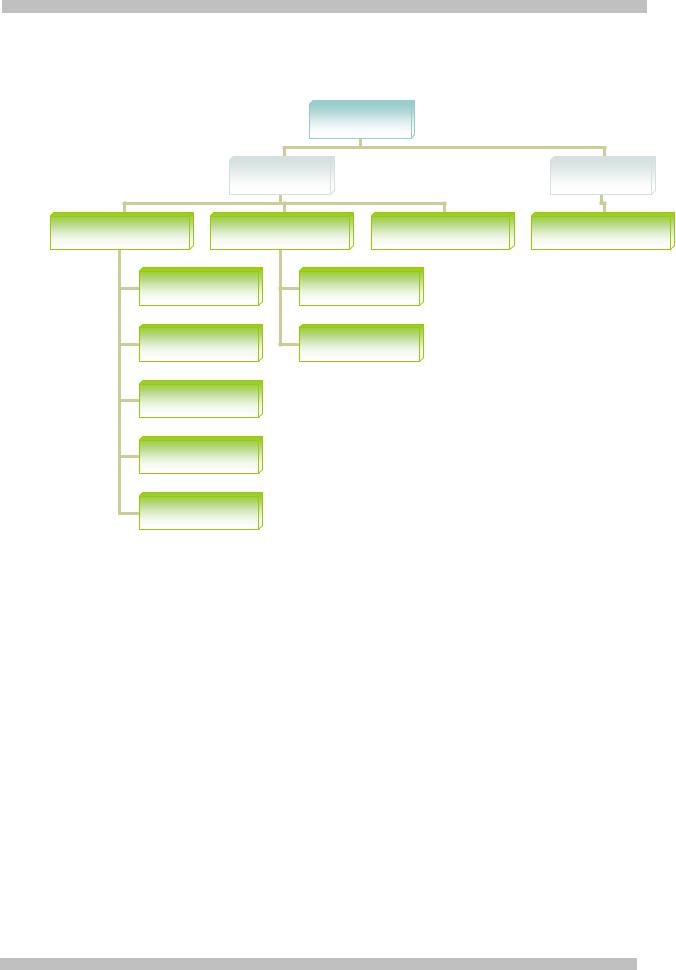
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
ТОА |
|
|
|
поверхностные |
|
|
аппараты смешения |
|
теплообменные |
|
|
|
|
аппараты |
|
|
|
изготовленные из труб |
изготовленные из листового проката |
изготовленные из |
градирни |
|
|
|
|
неметаллических материалов |
|
кожухотрубчатые |
пластинчатые |
|
|
|
|
типа «труба в трубе» |
спиральные |
|
|
змеевиковые
погружные
аппараты воздушного охлаждения
Рисунок 2.41 – Классификация теплообменных аппаратов в зависимости от способа передачи тепла
Данную группу ТОА можно в свою очередь классифицировать по конструкции:
–аппараты, изготовленные из труб( кожухотрубчатые ТОА (рисунок 2.42), типа «труба в трубе» (рисунок 2.43), аппараты воздушного охлаждения (рисунок 2.44), погружные (рисунок 2.45), змеевиковые и т.д);
–аппараты, поверхность теплообмена которых изготовлена из листового проката (пластинчатые (рисунок 2.46), спиральные и т.д.);
–аппараты с поверхностью теплообмена, изготовленной из неметаллических материалов (графита, пластмасс, стекла и т.д.).
–аппараты смешения, в которых передача тепла между теплообменивающимися средами происходит путем их соприкосновения. Для изготовления теплообменных аппаратов смешения требуется, как правило, меньше металла; кроме того, во многих случаях они обеспечивают более эффективный теплообмен. Однако, несмотря на эти преимущества, аппараты смешения часто нельзя использовать вследствие недопустимости прямого соприкосновения потоков. К таким аппаратам, в частности, относятся градирни (рисунок 2.47).
63

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
Рисунок 2.42 – Кожухотрубча- |
Рисунок 2.43 – ТОА типа |
тый ТОА |
«труба в трубе» |
Рисунок 2.44 – Аппарат |
Рисунок 2.45 – Погружной ТОА |
воздушного охлаждения |
|
Конструктивно пластинчатый теплообменник (ПТО) представляет собой пакет теплообменных пластин и прокладок, установленный в специальную раму и стянутый резьбовыми шпильками до определенного размера.
б) в зависимости от назначенияаппараты делятся на следующие группы (рисунок 2.48) [5] :
– теплообменники – аппараты для регенерации тепла, уносимого отходящими потоками. Целевым процессом, протекающим в них, может являться нагрев холодного потока, или охлаждение горячего, или тот и другой процесс в равной степени.
При этом нагрев одного и охлаждение другого потока позволяет сократить расход подводимого извне тепла(сократить расход топлива, греющего водяного пара и т. д.) и охлаждающего агента.
К этой группе аппаратов относятся теплообменники для нагрева нефти на установке, осуществляемого за счет использования тепла отходящих с установки дистиллятов, остатка, а также промежуточного циркуляционного орошения. Сюда относятся также котлы-утилизаторы, где получают водяной пар за счет использования тепла нефтепродуктов, дымовых газов или катализатора на установках каталитического крекинга. К этой группе относятся и регенераторы холода;
64

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
1 – неподвижная плита с присоединительными патрубками, 2 – задняя прижимная плита, 3 – теплообменные пластины с уплотнительными прокладками, 4 – Верхняя направляющая, 5 – нижняя направляющая,
6 – задняя стойка, 7 – комплект резьбовых шпилек
Рисунок 2.46 – Пластинчатые теплообменные аппараты
Рисунок 2.47 – Теплообменный аппарат смешения (градирня)
– подогреватели – аппараты для нагрева дистиллятов или реагентов за счет тепла теплоносителя.
Целевым процессом в них являетсянагрев. В качестве теплоносителя применяют главным образом водяной пар, характеризующийся высоким коэффициентом теплоотдачи при конденсации и большим значением скрытой теплоты конденсации. Теплоносителями могут служить также высококипящие нефтепродукты, нагреваемые в трубчатых печах;
- конденсаторы – аппараты для конденсации и охлаждения паров путем передачи тепла охлаждающему агенту;
65
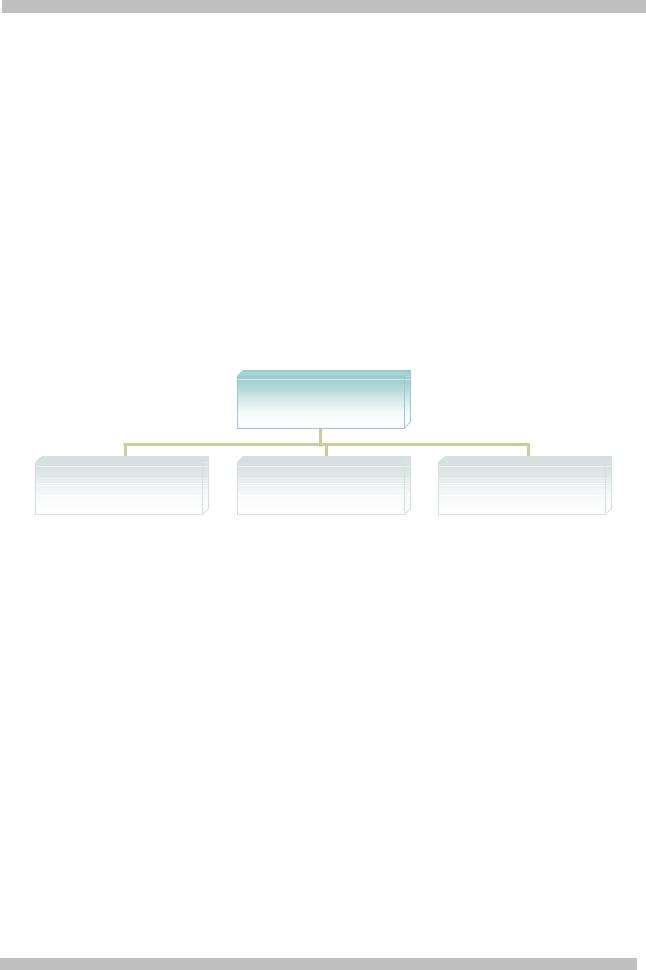
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
-холодильники – аппараты для охлаждения жидких потоков. При регенерации тепла того или иного продукта его окончательное охлаждение до температуры, требуемой для безопасного транспорта и хранения, обычно завершается в холодильниках.
Если при охлаждении из жидкого потока выделяют кристаллы, то холодильный аппарат называется кристаллизатором.
В конденсаторах, холодильниках и кристаллизаторах целевым процессом является охлаждение горячей среды.
-испарители, кипятильники, в которых нагрев или нагрев и час-
тичное испарение осуществляется за счет использования высокотемпературных потоков нефтепродуктов и специальных теплоносителей(водяной пар, пары углеводородов, специальные высококипящие жидкости и др.). В таких аппаратах нагрев или испарение одной среды являетсяцелевым процессом, тогда как охлаждение горячего потока является побочным и обусловливается необходимостью нагрева исходного холодного потока.
Примером аппаратов этой группы могут служить нагреватели сырья, использующие тепло водяного пара, кипятильники, при помощи которых в низ ректификационной колонны подводится тепло, необходимое для ректификации, и т. д.;
ТОА
для нагрева |
подогреватели, испари- |
холодильники и кон- |
и охлаждения |
тели, кипятильники |
денсаторы |
Рисунок 2.48 – Классификация ТОА по назначению
в) в зависимости от направления движения теплоносителей–
прямоточные, противоточные, перекрестного тока и др.
г) в зависимости от числа ходовпо трубному и межтрубному про-
странству: одно-; двух-; четырех - и многоходовые.
В общем объеме эксплуатируемых на нефтеперерабатывающих и нефтехимических предприятиях теплообменных аппаратов около 80 % занимают кожухотрубчатые ТОА. Эти теплообменники достаточно просты в изготовлении и надежны в эксплуатации и в то же время достаточно универсальны, т.е. могут быть использованы для осуществления теплообмена между газами, парами, жидкостями в любом сочетании теплоносителей и в широком диапазоне их давлений и температур.
Поэтому основное внимание в данной работе будет уделено данному типу теплообменных аппаратов.
2.2.2 Кожухотрубчатые теплообменные аппараты, их типы и конструктивное исполнение
Кожухотрубчатые теплообменники – наиболее распространенная конструкция теплообменной аппаратуры. По ГОСТ 9929 стальные кожухотрубчатые теплообменные аппараты изготовляют следующих типов[10,11]: ТН – с
66
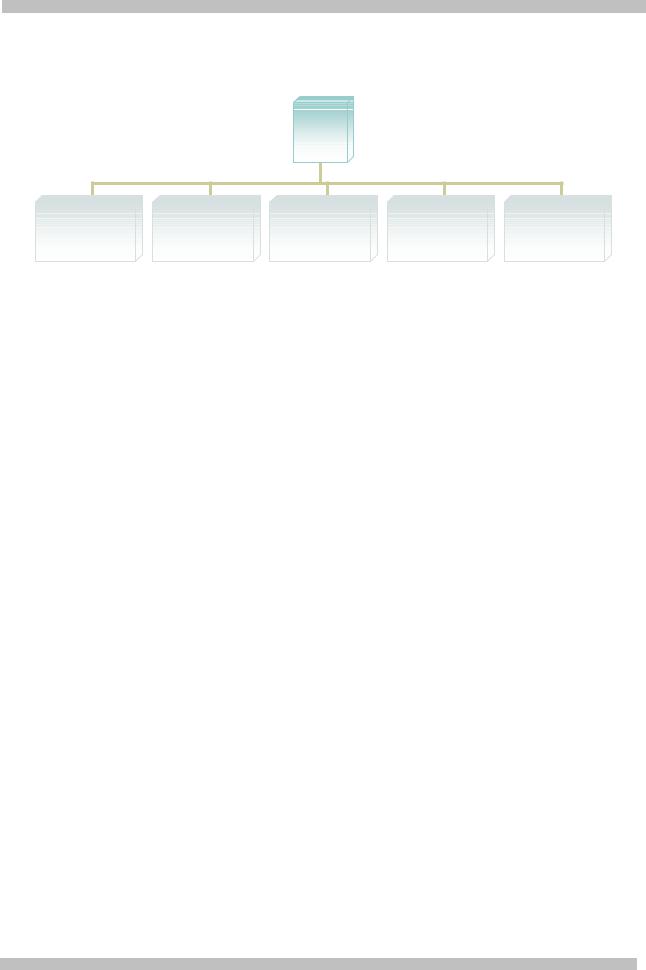
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
неподвижными трубными решетками; ТК – с температурным компенсатором на кожухе; ТП – с плавающей головкой; ТУ – с U-образными трубами; ТПК – с плавающей головкой и компенсатором на ней (рисунок 2.49)
Кожухот- |
рубчатые |
ТОА |
ТН – с неподвижны- |
ТК – с температур- |
ТП – с плавающей |
ТУ – с U-образными |
ТПК – с плавающей |
ми трубными решет- |
ным компенсатором |
головкой |
трубами |
головкой и компен- |
ками |
на кожухе |
|
|
сатором на ней |
Рисунок 2.49 – Типы кожухотрубчатых ТОА
В зависимости от назначения кожухотрубчатые аппараты могут быть теплообменниками, холодильниками, конденсаторами и испарителями; их изготовляют одно- и многоходовыми.
Двухходовой горизонтальный теплообменник с неподвижными трубными решетками (типа ТН – рисунок 2.50) состоит из цилиндрического сварного кожуха 5, распределительной камеры 11 и двух крышек 4. Трубный пучок (рисунок 2.51) образован трубами 7, закрепленными в двух трубных решетках 3. Трубные решетки приварены к кожуху. Крышки, распределительная камера и кожух соединены фланцами. В кожухе и распределительной камере выполнены штуцера для ввода и вывода теплоносителей из трубного(штуцера 1, 12) и межтрубного (штуцера 2, 10) пространств. Перегородка 13 в распределительной камере образует ходы теплоносителя по трубам(рисунок 2.52). Для герметизации узла соединения продольной перегородки с трубной решеткой использована прокладка 14, уложенная в паз решетки 3.
Теплообменники этой группы изготовляют на условное давление0,6 – 4,0 МПа, диаметром 159 – 1200 мм, с поверхностью теплообмена до960 м2; длина их до 10 м, масса до 20 т. Теплообменники этого типа применяют до температуры 350 °С.
Особенностью аппаратов типа ТН является то, что трубы жестко соединены с трубными решетками (рисунок 2.54), а решетки - с корпусом. В связи с этим исключена возможность взаимных перемещений труб и кожуха; поэтому аппараты этого типа называют еще теплообменниками жесткой конструкции.
Поскольку интенсивность теплоотдачи при поперечном обтекании труб теплоносителем выше, чем при продольном, в межтрубном пространстве теплообменника установлены зафиксированные стяжками 5 поперечные перегородки 6, обеспечивающие зигзагообразное по длине аппарата движение теплоносителя в межтрубном пространстве.
На входе теплообменной среды в межтрубное пространство предусмотрен отбойник 9 – круглая или прямоугольная пластина, предохраняющая трубы от местного эрозионного изнашивания.
Достоинством аппаратов этого типа является простота конструкции ,и следовательно, меньшая стоимость.
67
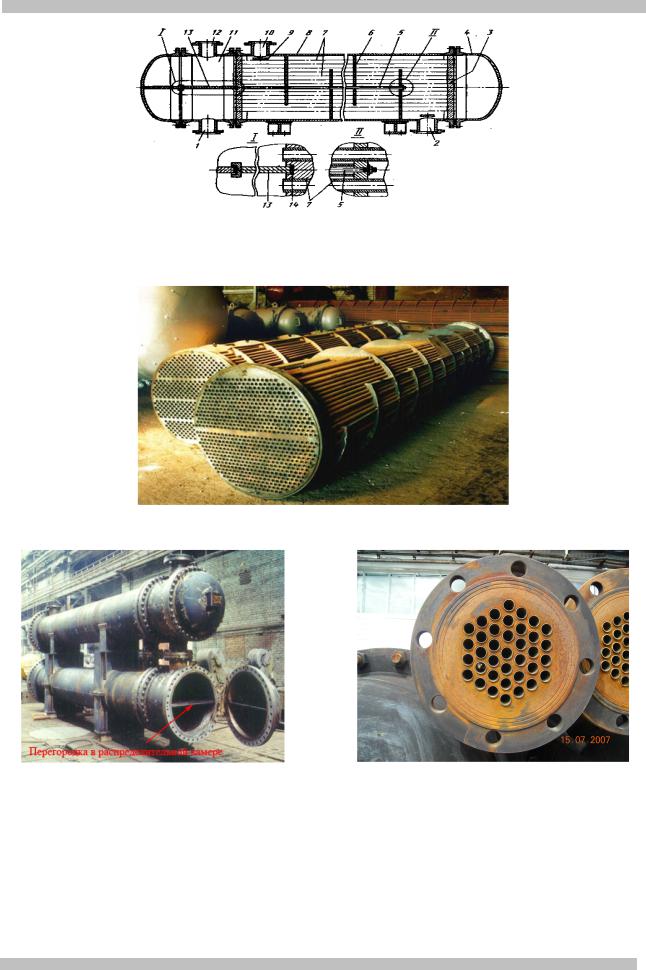
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.50 – Двухходовой горизонтальный теплообменник типа ТН
Рисунок 2.51 – Трубный пучок
Рисунок 2.52 – Сдвоенный ТОА |
Рисунок 2.53 – Трубная решетка |
Однако им присущи два крупных недостатка. Во-первых, очистка межтрубного пространства подобных аппаратов сложна, поэтому теплообменники такого типа применяются в тех случаях, когда среда, проходящая через межтрубное пространство, является чистой, не агрессивной, т. е. когда нет необходимости в чистке.
Во-вторых, существенное различие между температурами трубок и кожуха в этих аппаратах приводит к большему удлинению трубок по сравне-
68

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
нию с кожухом, что обусловливает возникновение температурных напряжений в трубной решетке5, нарушает плотность вальцовки труб в решетке и ведет к попаданию одной теплообменивающейся среды в другую. Поэтому теплообменники этого типа применяют при разнице температур теплообменивающихся сред, проходящих через трубки и межтрубное пространство не более 50°C и при сравнительно небольшой длине аппарата.
Кожухотрубчатый аппарат с линзовым компенсатором на корпусе (типа ТК) представлен на рисунке 2.54 (а). Такие аппараты имеют цилиндрический кожух 1, в котором расположен трубный пучок2; трубные решетки 3 с развальцованными трубками крепятся к корпусу аппарата. С обоих концов теплообменный аппарат закрыт крышками 4. Аппарат оборудован штуцерами 5 для теплообменивающихся сред; одна среда идет по трубкам, другая проходит через межтрубное пространство. Теплообменные аппараты с температурным компенсатором типа ТК имеют неподвижные трубные решетки и снабжены специальными гибкими элементами 6 (линзами) для компенсации различия в удлинении кожуха и труб, возникающего вследствие различия их температур. Наиболее часто в аппаратах типа ТК используют одно- и многоэлементные линзовые компенсаторы (рисунок 2.55), изготовляемые обкаткой из коротких цилиндрических обечаек. Линзовый элемент, показанный на рисунке 2.55 б, сварен из двух полу линз, полученных из листа штамповкой.
Компенсирующая способность линзового компенсатора примерно пропорциональна числу линзовых элементов в нем, однако применять компенсаторы с числом линз более четырех не рекомендуется, так как резко снижается сопротивление кожуха изгибу. Для увеличения компенсирующей способности линзового компенсатора он может быть при сборке кожуха предварительно сжат (если предназначен для работы на растяжение) или растянут (при работе на сжатие).
При установке линзового компенсатора на горизонтальных аппаратах в нижней части каждой линзы сверлят дренажные отверстия с заглушками для слива воды после гидравлических испытаний аппарата.
Теплообменники с U-образными трубками типа ТУ (рисунок 2.56) имеют одну трубную решетку, в которую завальцованы оба концаU-образных трубок 7, что обеспечивает свободное удлинение трубок при изменении их температуры. Недостатком таких аппаратов является трудность чистки внутренней поверхности труб, вследствие которой они используются преимущественно для чистых продуктов.
Теплообменники этого типа могут быть в горизонтальном и вертикальном исполнении. Их изготовляют диаметром 325 – 1400 мм с трубами длиной 6–9 м, на условное давление до 6,4 МПа и для рабочих температур до 450 °С. Масса теплообменников до 30 т.
Для обеспечения раздельного ввода и вывода теплоносителя в распределительной камере предусмотрена перегородка (рисунок 2.57).
Теплообменники типа ТУ являются двухходовыми по трубному -про странству и одноили двухходовыми по межтрубному пространству.
69
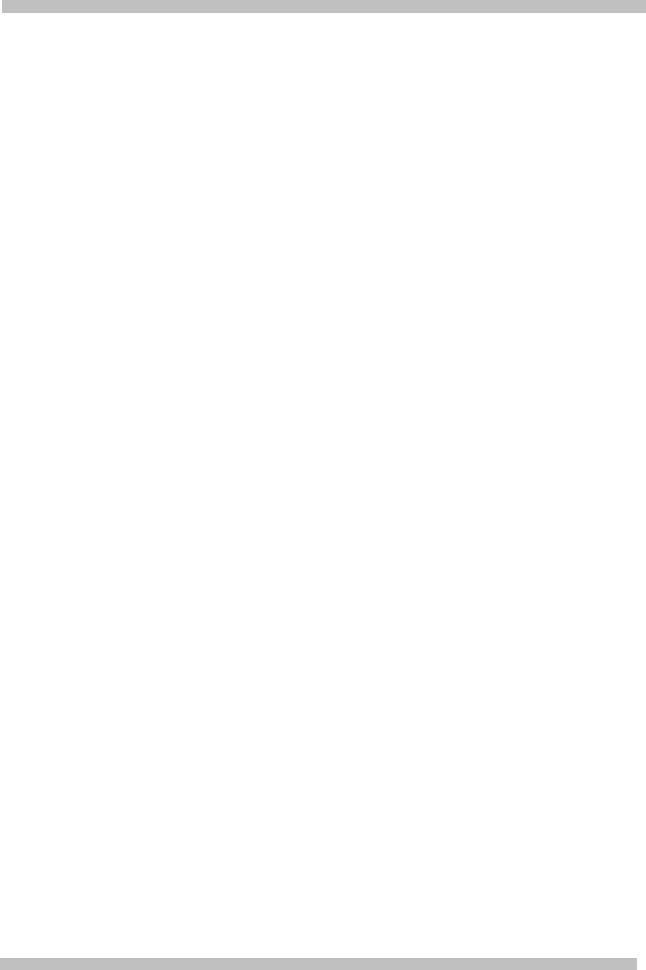
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а)
б)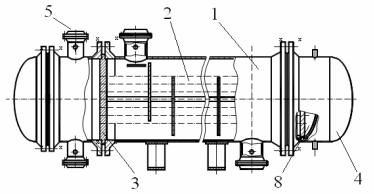
в)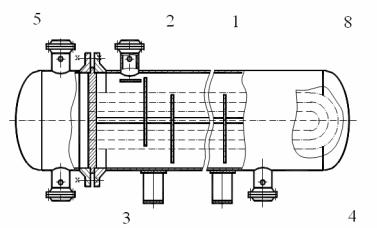
1 – кожух; 2 – трубки; 3 – трубная решетка; 4 – крышки;5 – штуцер;
6 – линзовый компенсатор; 7 – U-образные трубки; 8 – плавающая головка
а) – с линзовым компенсатором на кожухе (ТК); б) – с плавающей головкой (ТП); в) – с U-образными трубками (ТУ)
Рисунок 2.54 – Основные типы кожухотрубчатых теплообменных аппаратов
70
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а – однолинзовый; б – сваренный из двух полулинз; в – двухлинзовый
Рисунок 2.55 – Компенсаторы
Рисунок 2.56 – Теплообменный аппарат типа ТУ
Рисунок 2.57 – Трубный пучок с U – образными трубами
71

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
В аппаратах типа ТУ обеспечивается свободное температурное удлинение труб: каждая труба может расширяться независимо от кожуха и соседних труб. Разность температур стенок труб по ходам в этих аппаратах не должна превышать 100 °С. В противном случае могут возникнуть опасные температурные напряжения в трубной решетке вследствие температурного скачка на линии стыка двух ее частей.
Преимуществом конструкции аппарата типа ТУ является возможность периодического извлечения трубного пучка (см. рисунок 2.57) для очистки наружной поверхности труб или полной замены пучка. Однако следует отметить, что наружная поверхность труб в этих аппаратах неудобна для механической очистки.
Поскольку механическая очистка внутренней поверхности труб в аппаратах типа ТУ практически невозможна, в трубное пространство таких аппаратов следует направлять среду, не образующую отложений, которые требуют механической очистки.
Внутреннюю поверхность труб в этих аппаратах очищают водой, водяным паром, горячими нефтепродуктами или химическими реагентами. Иногда используют гидромеханический способ(подача в трубное пространство потока жидкости содержащей абразивный материал, твердые шары и др.).
Один из наиболее распространенных дефектов кожухотрубчатого теплообменника типа ТУ – нарушение герметичности узла соединения труб с трубной решеткой из-за весьма значительных изгибающих напряжений, возникающих от массы труб и протекающей в них среды. В связи с этим теплообменные аппараты типа ТУ диаметром от 800 мм и более для удобства монтажа и уменьшения изгибающих напряжений в трубном пучке снабжают роликовыми опорами.
Кнедостаткам теплообменных аппаратов типа ТУ следует отнести относительно плохое заполнение кожуха трубами из-за ограничений, обусловленных изгибом труб. Обычно U-образные трубы изготовляют гибкой труб в холодном или нагретом состоянии.
Ксущественным недостаткам аппаратов типа ТУ также следует отнести невозможность замены труб (за исключением наружных труб) при выходе их из строя, а также сложность размещения труб, особенно при большом их числе.
Из-за указанных недостатков теплообменные аппараты этого типа не нашли широкого применения.
Теплообменные аппараты с плавающей головкой типа ТП(с подвижной трубной решеткой) являются наиболее распространенным типом поверхностных аппаратов (рисунок 2.58). Подвижная трубная решетка позволяет трубному пучку свободно перемещаться независимо от корпуса. В аппаратах этой конструкции температурные напряжения могут возникать лишь при существенном различии температур трубок.
Теплообменники этой группы стандартизованы по условным давлениям Ру=1,6 – 6,4 МПа, по диаметрам корпуса 325–1400 мм и поверхностям нагрева 10–1200 м2 с длиной труб 3–9 м. Масса их достигает 35 т. Теплообменники применяют при температурах до 450 °С.
72
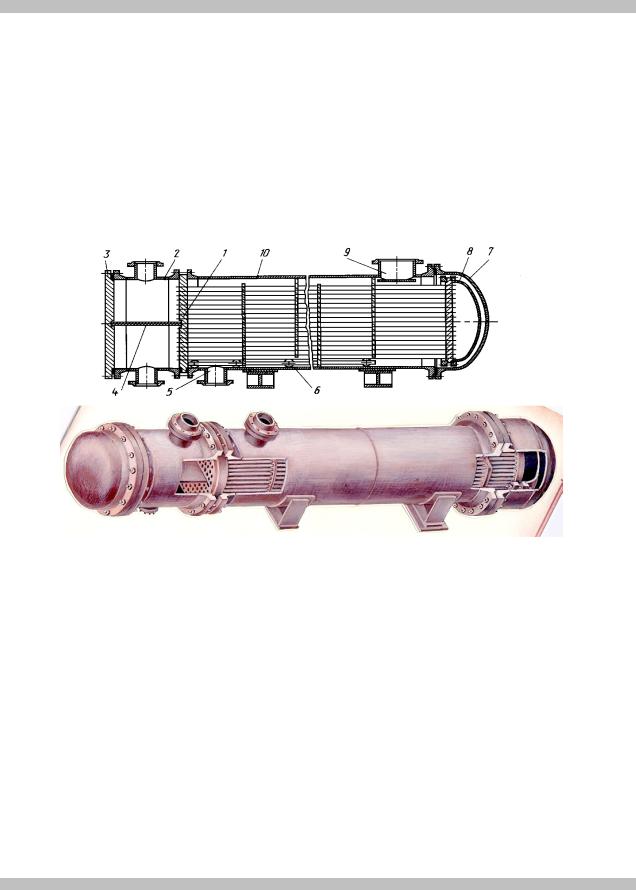
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
В теплообменных аппаратах подобного типа трубные пучки сравнительно легко могут быть удалены из корпуса, что облегчает их ремонт, чистку или замену.
Горизонтальный двухходовой конденсатор типа ТП состоит из кожуха 10 и трубного пучка. Левая трубная решетка 1 соединена фланцевым соединением с кожухом и распределительной камерой2, снабженной перегородкой 4. Камера закрыта плоской крышкой 3. Правая, подвижная, трубная решетка установлена внутри кожуха свободно и образует вместе с присоединенной к ней крышкой8 «плавающую головку». Со стороны плавающей головки аппарат закрыт крышкой 7. При нагревании и удлинении трубок плавающая головка перемещается внутри кожуха.
Рисунок 2.58 – Горизонтальный двухходовой конденсатор с плавающей головкой
Для обеспечения свободного перемещения трубного пучка внутри кожуха в аппаратах диаметром 800 мм и более трубный пучок снабжают опорной платформой 6. Верхний штуцер 9 предназначен для ввода пара и поэтому имеет большое проходное сечение; нижний штуцер 5 предназначен для вывода конденсата и имеет меньшие размеры.
Значительные коэффициенты теплоотдачи при конденсации практически не зависят от режима движения среды. Поперечные перегородки в межтрубном пространстве этого аппарата служат лишь для поддержания труб и придания трубному пучку жесткости.
Хотя в аппаратах типа ТП обеспечивается хорошая компенсация температурных деформаций, эта компенсация не является полной, поскольку различие температурных расширений самих трубок приводит к короблению трубной ре-
73
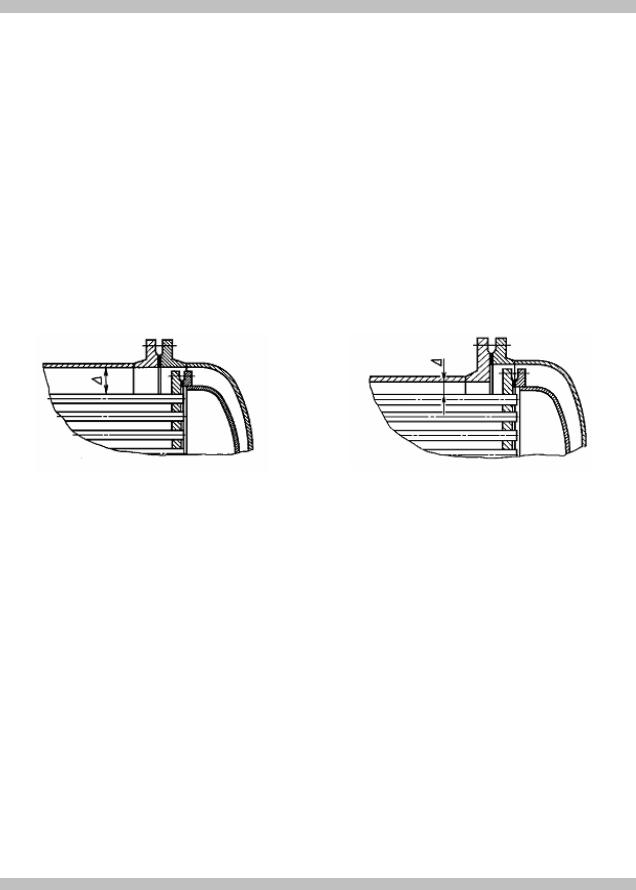
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
шетки. В связи с этим в многоходовых теплообменниках типа ТП диаметром более 1000 мм при значительной (выше 100 °С) разности температур входа и выхода среды в трубном пучке, как правило, устанавливают разрезную по диаметру плавающую головку.
Наиболее важный узел теплообменников с плавающей головкой– соединение плавающей трубной решетки с крышкой. Это соединение должно обеспечивать возможность легкого извлечения пучка из кожуха, аппарата, а также минимальный зазор между кожухом и пучком труб. Вариант, показанный на рисунке 2.59 а, позволяет извлекать трубный пучок, но зазор получается больше (по крайне мере, чем в теплообменниках типа ТН) на ширину фланца плавающей головки. Крепление по этой схеме наиболее простое; его часто применяют в испарителях с паровым пространством.
Размещение плавающей головки внутри крышки, диаметр которой больше диаметра кожуха, позволяет уменьшить зазор; но при этом усложняется демонтаж аппарата, так как плавающую головку нельзя извлечь из кожуха теплообменника (рисунок 2.59 б).
а) в кожухе большего диаметра |
б) в кожухе меньшего диаметра |
Рисунок 2.59 – Вариант размещения плавающей головки
Особенно часто трубные пучки с плавающей головкой используют в испарителях с паровым пространством.
В этих аппаратах должна быть создана большая поверхность зеркала испарения, поэтому диаметр кожуха испарителя значительно превышает диаметр трубного пучка, а перегородки в пучке служат лишь для увеличения его жесткости. В испарителе (рисунок 2.60) уровень жидкости в кожухе 11 поддерживается перегородкой 2. Для обеспечения достаточного объема парового пространст-
ва и увеличения поверхности испарения расстояние от уровня жидкости до верха корпуса составляет примерно 30 % его диаметра. Трубный пучок 3 расположен в корпусе испарителя на поперечных балках 4.
Для удобства монтажа трубного пучка в перегородке2 и левом днище предусмотрен люк 10, через который в аппарат можно завести трос от лебедки. Продукт вводится в испаритель через штуцер5; для защиты трубного пучка от эрозии над этим штуцером установлен отбойник6. Пары отводятся через штуцер 9, продукт – через штуцер 1. Теплоноситель подводится в трубный пучок и отводится через штуцеры7, 8. В таких аппаратах можно устанавливать -не сколько трубных пучков.
74

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Теплообменные трубы кожухотрубчатых стальных аппаратов – это серийно выпускаемые, промышленностью трубы из углеродистых, коррозионно-стойких сталей и латуни. Диаметр теплообменных труб значительно влияет на скорость теплоносителя, коэффициент теплоотдачи в трубном пространстве и габариты аппарата; чем меньше диаметр труб, тем большее их число можно разместить по окружностям в кожухе данного диаметра. Однако трубы малого диаметра быстрее засоряются при работе с загрязненными теплоносителями, определенные сложности возникают при механической очистке и закреплении таких труб развальцовкой. В связи с этим наиболее употребительны стальные трубы с наружным диаметром 20 и 25 мм. Трубы диаметром 38 и 57 мм применяют при работе с загрязненными или вязкими жидкостями.
С увеличением длины труб и уменьшением диаметра аппарата его стоимость снижается. Наиболее дешевый теплообменный аппарат при длине труб 5– 7 м.
Трубы закрепляют в решетках чаще всего развальцовкой(рисунок 2.61 а, б), причем особенно прочное соединение (необходимое в случае работы аппарата при повышенных давлениях) достигается при устройстве в трубных решетках отверстий с кольцевыми канавками, которые заполняются металлом трубы в процессе ее развальцовки (рисунок 2.61, б). Кроме того, используют закрепление труб сваркой (рисунок 2.61, в), если материал трубы не поддается вытяжке и допустимо жесткое соединение труб с трубной решеткой, а также пайкой (рису нок 2.61, г), применяемой для соединения главным образом медных и латунных труб. Изредка используют соединение труб с решеткой посредством сальников (рисунок 2.61, д), допускающих свободное продольное перемещение труб и возможность их быстрой замены. Такое соединение позволяет значительно уменьшить температурную деформацию труб, но является сложным, дорогим и недостаточно надежным.
Наиболее распространенный способ крепления труб в решеткеразвальцовка. Трубы вставляют в отверстия решетки с некоторым зазором, а затем обкатывают изнутри специальным инструментом, снабженным роликами (вальцовкой). Для интенсификации теплообмена иногда используют турбулизаторы — элементы, турбулизирующие или разрушающие пограничный слой теплоносителя на наружной поверхности труб. Стремление интенсифицировать теплоотдачу со стороны малоэффективного теплоносителя (газы, вязкие жидкости) привело к разработке различных конструкций оребренных труб. Установлено, что оребрение увеличивает не только теплообменную поверхность, но и коэффициент теплоотдачи от оребренной поверхности к теплоносителю вследствие турбулизации потока ребрами. При этом, однако, надо учитывать возрастание затрат на прокачивание теплоносителя.
Применяют трубы с продольными (рисунок 2.62, а) и разрезными (рисунок 2.62, б) ребрами, с поперечными ребрами различного профиля (рисунок 2.62, в). Оребрение на трубах можно выполнить в виде спиральных ребер(рисунок 2.62, г), иголок различной толщины и др.
В кожухотрубчатых теплообменниках устанавливают поперечные и продольные перегородки.
75

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
.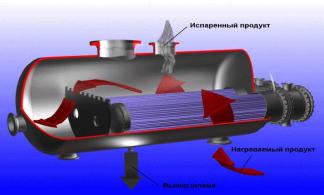
Рисунок 2.60 – Испаритель
а– развальцовкой; б – развальцовкой с канавками; в – сваркой; г – пайкой;
д– сальниковыми устройствами
Рисунок 2.61 – Закрепление труб в трубных решетках
76
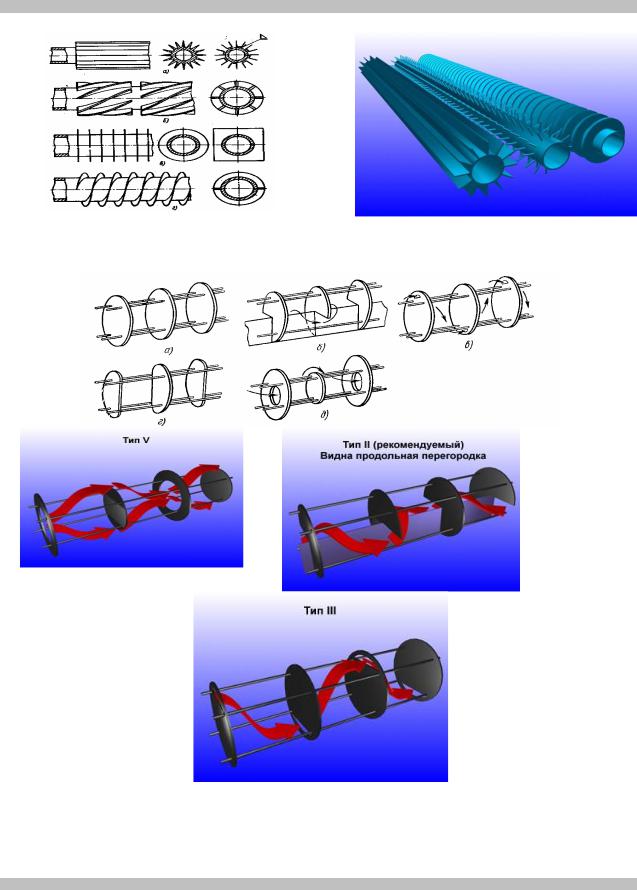
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.62 – Трубы с оребрением
а– сплошные; б – с секторным вырезом; в – с щелевым вырезом;
г– с сегментным вырезом; д – кольцевые
Рисунок 2.63 – Типы поперечных перегородок
77

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Поперечные перегородки (рисунок 2.63), размещаемые в межтрубном пространстве теплообменников, предназначены для организации движения теплоносителя в направлении, перпендикулярном оси труб, и увеличения скорости теплоносителя в межтрубном пространстве. В обоих случаях возрастает коэффициент теплоотдачи на наружной поверхности труб.
Поперечные перегородки устанавливают и в межтрубном пространстве конденсаторов и испарителей, в которых коэффициент теплоотдачи на наружной поверхности труб на порядок выше коэффициента на их внутренней - по верхности. В этом случае перегородки выполняют роль опор трубного пучка, фиксируя трубы на заданном расстоянии одна от другой, а также уменьшают вибрацию труб.
2.3 Технологические печи
2.3.1 Назначение и принцип работы трубчатых печей
Предприятия нефтеперерабатывающей и нефтехимической промышленности оснащены различными трубчатыми печами, предназначенными для огневого нагрева, испарения и перегрева жидких и газообразных сред, а также для проведения высокотемпературных термотехнологических и химических процессов. В трубчатых печах тепло сжигаемого топлива передается прокачиваемой через трубный змеевик жидкости или парожидкостной смеси [2,6,12,13].
Трубчатые печи используются при необходимости нагрева среды(обычно углеводородов) до температур более высоких, чем те, которых можно достичь с помощью пара, т.е. примерно свыше 230 °С. Несмотря на сравнительно большие первоначальные затраты, стоимость тепла, отданного среде при правильно спроектированной печи, дешевле, чем при всех других способах нагрева до высоких температур. В качестве топлива могут применяться продукты отходов различных процессов, в результате чего не только используется тепло, получаемое при их сжигании, но часто устраняются и затруднения, связанные с обезвреживанием этих отходов.
Современная печь представляет собой синхронно работающий печной комплекс, т.е. упорядоченную совокупность, состоящую из непосредственно печи, средств обеспечения печного процесса, а также систем автоматизированного регулирования и управления печным процессом и средствами его обеспечения.
Трубчатая печь относится к аппаратам непрерывного действия с наружным огневым обогревом.
Впервые трубчатые печи предложены русскими инженерами В..ГШуховым и С.П. Гавриловым.
Трубчатые печи отличаются друг от друга по конструктивным и технологическим признакам.
Несмотря на большое разнообразие конструкций печей принцип работы их во многом однотипен. Рассмотрим его на примере однокамерной односкатной трубчатой печи (рисунок 2.64). Обычно внутренний объем печи разделен полуперегородкой – перевальной стеной на две части, называемые радиантной
78

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
и конвекционной камерами. В этих камерах размещены трубные змеевики, через поверхности которых осуществляется теплопередача.
Под радиационной теплопередачей понимают поглощение лучистого тепла, под конвективной – теплопередачу путем омывания поверхностей труб дымовыми газами.
В радиантной камере основное количество тепла передается радиацией и лишь незначительное – конвекцией, а в конвекционной камере – наоборот.
Мазут или газ сжигается с помощью горелок, расположенных на стенах или поду камеры радиации. При этом образуется светящийся факел, представляющий собой раскаленные частицы горячего топлива, которые нагревшись до 1300—1600 °С, излучают тепло. Тепловые лучи падают на наружные поверхности труб радиационной секции и поглощаются, создавая так называемую поглощающую поверхность. Также тепловые лучи попадают и на внутренние поверхности стен радиантной камеры печи. Нагретые поверхности стен, в свою очередь, излучают тепло, которое также поглощается поверхностями радиантных труб.
При этом поверхность футеровки радиационной секции создает так называемою отражающую поверхность, которая (теоретически) не поглощает тепла, переданного ей газовой средой печи, а только излучением передает его на трубчатый змеевик. Если не учитывать потери через кладку стен, то при нормальной установившейся работе печи внутренние поверхности стен печи излучают столько тепла, сколько поглощают.
Продукты сгорания топлива являются первичным и главным источником тепла, поглощаемого в радиационной секции трубчатых печей– 60-80% всего используемого тепла в печи передается в камере радиации, остальное – в конвективной секции.
Трехатомные газы, содержащиеся в дымовых газах(водяной пap, двуокись углерода и сернистый ангидрид), также поглощают и излучают лучистую энергию в определенных интервалах длин волн.
Количество лучистого тепла, поглощаемого в радиантной камере, зависит от поверхности факела, его конфигурации и степени экранирования топки. Большая поверхность факелов способствует повышению эффективности прямой передачи тепла поверхностям труб. Увеличение поверхности кладки также способствует возрастанию эффективности передачи тепла в радиантной камере.
Температура газов, выходящих из радиационной секции, обычно достаточно высока, и тепло этих газов можно использовать далее в конвективной части печи.
Газы сгорания из камеры радиации, переваливаясь через перевальную стену, поступают в камеру конвекции. Камера конвекции служит для использования физического тепла продуктов сгорания, выходящих из радиационной секции обычно с температурой 700-900 °С. В камере конвекции тепло к сырью передается в основном конвекцией и частично излучением трехатомных компонентов дымовых газов. Далее дымовые газы направляются в дымоход и по дымовой трубе уходят в атмосферу.
79
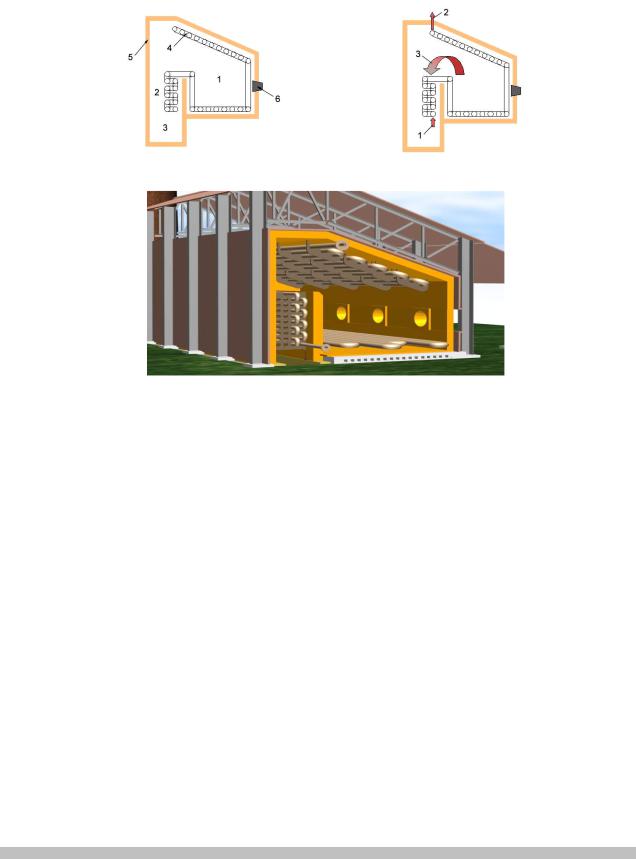
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
а) |
б) |
в)
а) – устройство печи: 1 – камера радиации, 2 – камера конвекции; 3 – дымоход (боров); 4 – трубный змеевик радиантной камеры, 5 – футеровка; 6– форсунка
б) – схема потоков: 1 и 2 – вход и выход нагреваемого продукта, 3 – дымовые газы; в) – общий вид печи.
Рисунок 2.64 – Конструкция однокамерной печи с наклонным сводом
Продукт, который необходимо нагреть, одним или несколькими потоками поступает в трубы конвективного змеевика, проходит трубы экранов камеры радиации и нагретый до необходимой температуры, выходит из печи.
Величина конвективной секции, как правило, подбирается с таким расчетом, чтобы температура продуктов сгорания, выходящих в боров, была почти на 150 °С выше, чем температура нагреваемых веществ при входе в печь. Поэтому тепловая нагрузка труб в конвективной секции меньше, чем в радиационной, что обусловлено низким коэффициентом теплоотдачи со стороны дымовых -га зов.
Эффективность передачи тепла конвекцией обусловлена, прежде всего, скоростью движения дымовых газов в конвекционной камере. Стремление к большим скоростям, однако, сдерживается допустимыми величинами сопротивления движению газов.
Для более тесного обтекания труб дымовыми газами и большей турбулизации потока дымовых газов трубы в конвекционных камерах размещают, как
80
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
правило, в шахматном порядке. В печах некоторых конструкций применяют оребренные конвекционные трубы с сильно развитой поверхностью.
Почти все печи, эксплуатируемые в настоящее время на нефтеперерабатывающих заводах, являются радиантно – конвекционными, т. е. трубные змеевики размещены и в конвекционной, и в радиантной камерах. При таком противоточном движении сырья и продуктов сгорания топлива наиболее полно используется тепло, полученное при его сжигании.
2.3.2 Классификация печей
Классификация печей – это упорядоченное разделение их в логической последовательности и соподчинении на основе признаков содержания на классы, виды, типы и фиксирование закономерных связей между ними с целью определения точного места в классификационной системе, которое указывает на их свойства.
Она служит средством кодирования, хранения и поиска информации, содержащейся в ней, дает возможность распространенения обобщенного опыта, полученного теорией и промышленной практикой эксплуатации печей, в виде готовых блоков, комплексных типовых решений и рекомендаций для разработки оптимальных конструкций печей и условий осуществления в них термотехнологических и теплотехнических процессов.
Главными и естественными по степени существенности основаниями для классификации печей в логической последовательности являются следующие признаки (рисунок 2.65):
Технологические признаки
По технологическому назначению различают печинагревательные и ре-
акционно – нагревательные.
В первом случае целью является нагрев сырья до заданной температуры. Это большая группа печей, применяемых в качестве нагревателей сырья,
характеризуется высокой производительностью и умеренными температурами нагрева (300-500°С) углеводородных сред (установки АТ, АВТ, вторичная перегонка бензина, ГФУ).
81
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Признаки классификации печей
технологические |
теплотехнические |
конструктивные |
|
|
|
нагревательные |
конвективные |
коробчатые |
реакционно - нагрева- |
радиационные |
цилиндрические |
тельные |
|
|
|
радиационно- |
кольцевые |
|
конвективные |
|
секционные
Рисунок 2.65 – Классификация печей
Во втором случае, кроме нагрева в определенных участках трубного змеевика, обеспечиваются, условия для протекания направленной реакции.
Эта группа печей многих нефтехимических производств одновременно с нагревом и перегревом сырья используется в качестве реакторов. Их рабочие условия отличаются параметрами высокотемпературного процесса деструкции углеводородного сырья и невысокой массовой скоростью(установки пиролиза, конверсии углеводородных газов и др.).
Теплотехнические признаки
По способу передачи тепла нагреваемому продукту печи подразделяются
на:
–конвективные;
–радиационные;
–радиационно-конвективные.
Конвективные печи
Конвективные печи - это один из старейших типов печей. Они являются
как бы переходными от нефтеперегонныхустановок к печам радиационноконвективного типа.
Практически в настоящее время эти печи не применяются, так как по сравнению с печами радиационными или радиационно-конвективными они требуют больше затрат как на их строительство, так и во время эксплуатации. Исключение составляют только специальные случаи, когда необходимо нагревать чувствительные к температуре вещества сравнительно холодными дымовыми газами.
Печь состоит из двух основных частей– камеры сгорания и трубчатого пространства, которые отделены друг от друга стеной, так что трубы не подвергаются прямому воздействию пламени, и большая часть тепла передается нагреваемому веществу путем конвекции.
Чтобы предотвратить прожог первых рядов труб, куда поступают сильно нагретые дымовые газы из камеры сгорания, и чтобы коэффициент теплоотда-
82
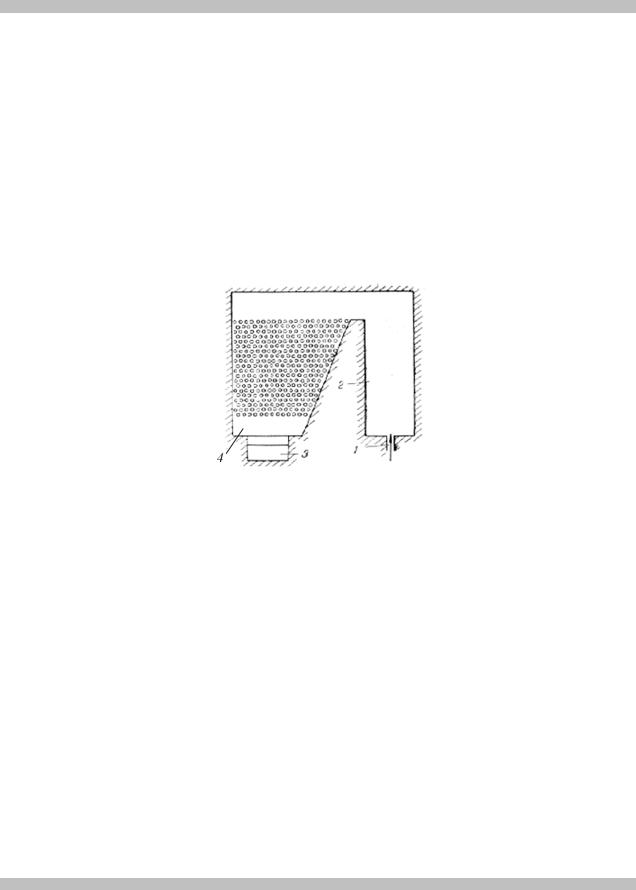
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
чи удерживался в пределах, приемлемых по технико-экономическим соображениям, при сжигании используется значительный избыток воздуха или1,5 – 4 – кратная рециркуляция остывших дымовых газов, отводимых из трубчатого пространства и нагнетаемых воздуходувкой снова в камеру сгорания.
Одна из конструкций конвективной печи показана на рисунке 2.66. Дымовые газы проходят через трубчатое пространство сверху вниз. По
мере падения температуры газов соответственно равномерно уменьшается поперечное сечение трубчатого пространства, при этом сохраняется постоянная объемная скорость продуктов сгорания.
Радиационные печи
В радиационной печи все трубы, через которые проходит нагреваемое вещество, помещены на стенах камеры сгорания. Поэтому у радиационных печей камера сгорания значительно больше, чем у конвективных.
1 – горелки, 2 – камера сгорания, 3 – канал для отвода дымовых газов, 4 – камера конвекции
Рисунок 2.66 – Конвективная печь
Все трубы подвергаются прямому воздействию газообразной среды, которая имеет высокую температуру. Этим достигается:
а) уменьшение общей площади теплоотдачи печи, так как количество тепла, отданного единице площади труб, путем радиации при одинаковой температуре среды (особенно при высоких температурах этой среды), значительно больше, чем количество тепла, которое можно передать путем конвекции;
б) хорошая сохранность футеровки за трубчатыми змеевиками благодаря тому, что снижается ее температура, во-первых, за счет прямого закрытия части ее трубами, во-вторых, за счет отдачи тепла излучением футеровкой более холодным трубам.
Обычно нецелесообразно закрывать все стены и свод трубами, так как этим ограничивается теплоизлучение открытых поверхностей, а в результате уменьшается общее количество тепла, отдаваемого единицей площади труб.
Например, у современных типов кубовых печей отношение эффективной открытой поверхности к общей внутренней поверхности печи колеблется в пределах 0,2 - 0,5. Чисто радиационные печи из-за простоты конструкции и боль-
83
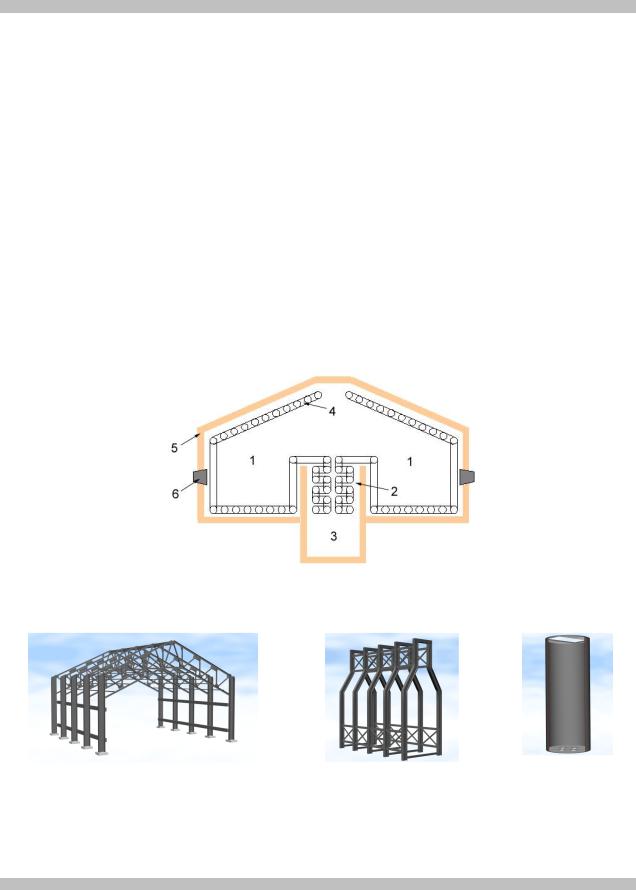
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
шой тепловой нагрузки труб имеют самые низкие капитальные затраты на единицу переданного тепла.
Однако они не дают возможности использовать тепло продуктов сгорания, как это имеет местоy радиационно-конвективных печей. Поэтому радиационные печи работают с меньшей тепловой эффективностью.
Радиационные печи применяются при нагреве веществ до низких температур (приблизительно до 300°С), при небольшом их количестве, при необходимости использования малоценных дешевых топлив и в тех случаях, когда особое значение придается низким затратам на сооружение печи.
Радиационно-конвективные печи
Радиационно-конвективная печь имеет две отделенные друг от друга секции: радиационную и конвективную (рисунок 2.67).
Конструктивные признаки
– по форме каркаса:
а) коробчатые ширококамерные (рисунок 2.68 а), узкокамерные (рисунок 2.68 б) (с плоским или наклонным сводом);
б) цилиндрические (рисунок 2.68 в); в) кольцевые; г) секционные.
1 – камера радиации, 2 – камера конвекции, 3 – дымоход, 4 – змеевик, 5 – футеровка, 6 – горелочные устройства
Рисунок 2.67 – Радиационно – конвективная печь
а – Форма каркаса коробчатой широко- |
б – Форма каркаса короб- |
в – Форма каркаса |
камерной печи |
чатой узкокамерной печи |
цилиндрической пе- |
|
|
чи |
Рисунок 2.68 – Форма каркаса печи
84

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Конфигурация печи и взаимное расположение камер предопределяют размещение трубных экранов в радиантной камере печи.
Трубами экранируют свод, боковые, фронтальные и перевальные стены, а также под печи. Различают однорядные и двухрядные экраны. На рисунках
2.69и 2.70 показаны печи с коробчатой и цилиндрической формой каркаса:
–по числу камер радиации:
а) однокамерные; б) двухкамерные; в) многокамерные;
–по расположению трубного змеевика (рисунок 2.71):
а) горизонтальное; б) вертикальное;
–по расположению горелок:
а) боковое; б) подовое
–по топливной системе:
а) на жидком топливе (Ж); б) на газообразном топливе (Г);
в) на жидком и газообразном топливе (Ж+Г);
–по способу сжигания топлива:
а) факельное; б) беспламенное сжигание;
– по расположению дымовой трубы (Рисунок 2.72):
а) вне трубчатой печи; б) над камерой конвекции;
– по направлению движения дымовых газов:
а) с восходящим потоком газов; б) с нисходящим потоком газов;
г) с горизонтальным потоком газов.
При нисходящем потоке дымовых газов уменьшается вероятность застойных зон, поэтому обеспечивается более высокая эффективность теплопередачи.
Типы, параметры и основные размеры проектируемых в настоящее время трубчатых печей предусмотрены соответствующей нормалью.
Каталог ЦИНТИхимнефтемаш, составленный на основании этой нормали, предусматривает трубчатые печи поверхностью нагрева 15-2200 м2 типа:
Б– беспламенного горения;
З– с зональной регулировкой теплоотдачи;
В – с верхним отводом дымовых газов и вертикальными трубами змееви-
ка;
Г – узкокамерные, с верхним отводом дымовых газов; Ц – цилиндрические; Р – многокамерные.
В зависимости от конструкции и способа сжигания топлива печи типа ,Б З, Г и Ц выпускают двух исполнений, соответственно ББ1 и ББ2, ЗР и ЗД, ГН и ГС, ЦС и ЦД.
85

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
В этих обозначениях вторая буква характеризует способ сжигания топли-
ва:
Р – беспламенное с резервным жидким топливом; Д – настильное с дифференциальным подводом воздуха; Н – настильное и
обьемно – настильное; С – пламенное со свободным факелом.
Рисунок 2.69 – Коробчатая форма каркаса
Рисунок 2.70 – Вертикальные цилиндрические печи тип ЦС
86
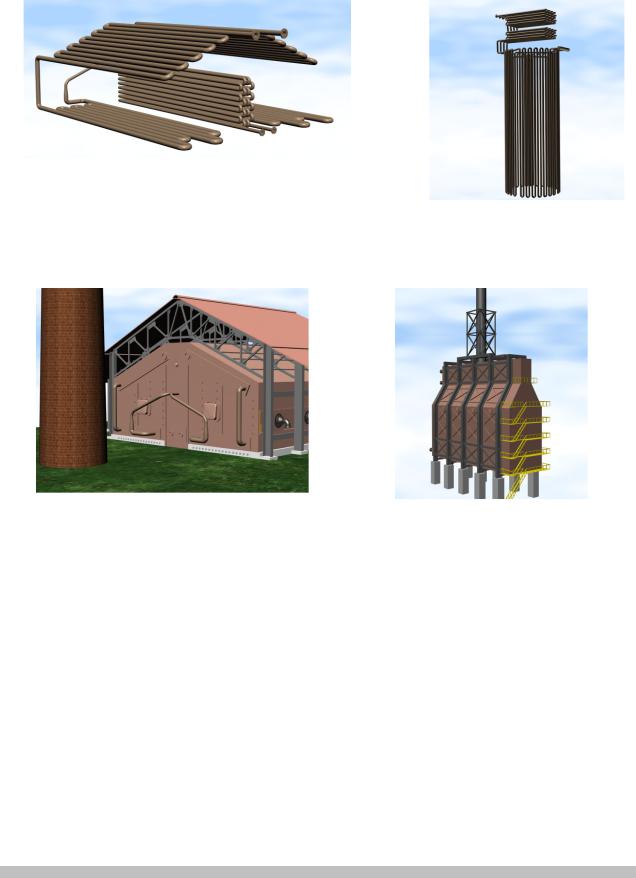
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
а – горизонтальное расположение трубного змеевика |
б– вертикальное расположение труб- |
|
|
ного змеевика |
|
Рисунок 2.71 – расположение трубного змеевика
а – Расположение дымовой трубы вне труб- |
б – Расположение дымовой трубы над каме- |
чатой печи |
рой конвекции |
Рисунок 2.72 – Расположение дымовой трубы
Выбор типа печи, конструктивные решения по отдельным узлам, материальное оформление, система сжигания топлива, оснащение приборами контроля и автоматического управления и другие вопросы прорабатываются на стадии проектирования печей с учетом свойств углеводородных сред и рабочих условий эксплуатации.
2.3.3 Конструктивные элементы печей
Конструктивные элементы трубчатых печей отличаются большим разнообразием типов и размеров. Они постоянно совершенствуются в связи с освоением печей новых конструкций. Общими для всех печей конструктивными элементами являются: фундаменты, металлические каркасы, стены и своды, трубные змеевики, гарнитура, топливное оборудование, система топливо - воздухо- и пароснабжения, лестницы и площадки для обслуживания и ремонта, дымоходы и дымовые трубы, пароперегреватели и рекуператоры.
87
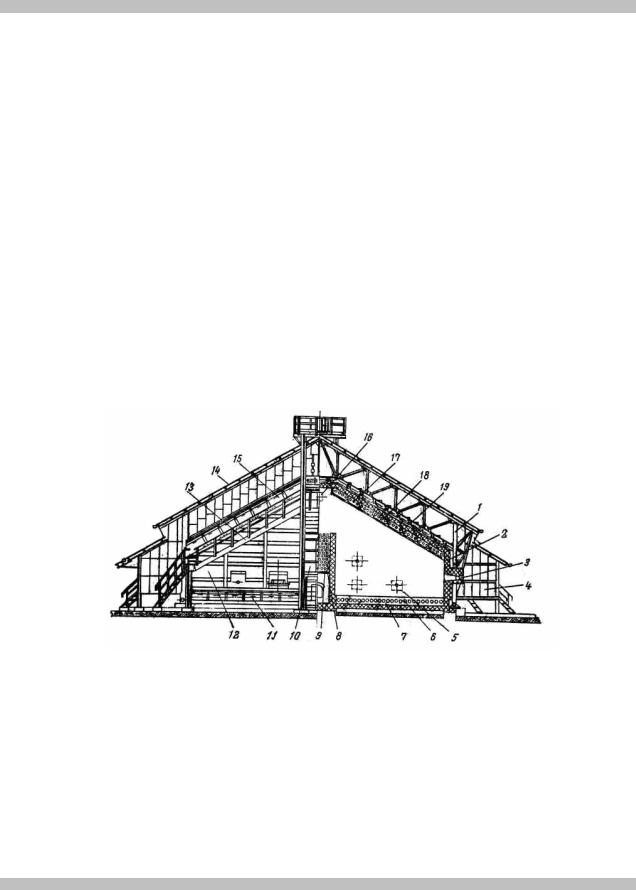
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Несмотря на большое многообразие типов и конструкций трубчатых -пе чей, общими и основными элементами для них являются: каркас, трубчатый змеевик, гарнитура печей, огнеупорная футеровка, оборудование для сжигания топлива (горелки), дымоход, дымовая труба. Конструктивные элементы являются типовыми для всех печей (рисунок 2.73)
Каркас
Каркас печи несет основную нагрузку от веса труб, двойников, трубных решеток и подвесок, кровли, подвесного свода и стен печи и других деталей.
Металлический каркас представляет собой пространственную раму, обрамляющую стены печи, поэтому конфигурация каркаса соответствует наружной форме печи. В зависимости от ширины трубчатой печи основой конструкции каркаса могут служить рама, ферма, прикрепляемая к колоннам, или целая ферма (рисунок 2.74), которые опорными поверхностями стоек устанавливаются на фундамент и взаимно связываются горизонтальными связями из балок или швеллеров. Ферм может быть разное количество.
Крепление колонн к фундаменту в двух первых случаях выполняется как защемление, целые фермы закрепляют на неподвижных шарнирах, при этом считается, что температурные перемещения поглощаются вследствие упругой деформации рамы или фермы.На рисунках2.68, 2.75, 2.76 показаны каркасы двухскатной и вертикальной печи.
1 — металлический каркас; 2 — огнеупорная футеровка; 3 — форсуночная амбразура; 4 — предфорсуночный тамбур; 5 —гляделка; 6, 9, 17 — трубы подового экрана, конвекционной камеры и потолочного экрана; 7 – лежка труб подового экрана; 8 — решетка труб конвекционной камеры; 10, 11, 15 – ретурбендные камеры; 12 — металлическая обшивка стен; 13 —площадка; 14 — кровля; 16 — взрывное окно; 18 – подвески труб потолочного экрана; 19 — подвески для кирпичных блоков
Рисунок 2.73 – Конструкция трубчатой двухскатной печей
88

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а – из простых балок; б – со стойками из балок и фермой для свода; в – из ферм 1 – рама; 2 – стойки; 3 – ферма; 4 – верхний пояс; 5 – нижний пояс
Рисунок 2.74 – Схемы конструкций каркасов трубчатых печей
Рисунок 2.75 – Двухскатная печь
Опорные стойки каждой фермы или рамы при помощи шарнирных узлов и плит крепятся к фундаменту анкерными болтами. Узлы рам крупных печей с большими пролетами ферм имеют шарнирные соединения для компенсации линейного удлинения балок, возникающего при нагреве. В малых печах шарнирные узлы рам отсутствуют, а удлинения балок компенсируются их упругой деформацией.
Фермы каркаса соединены между собой горизонтальными балками и прогонами для кровли. По нижнему поясу балок закреплены трубные подвески для продуктовых змеевиков, подвески и кронштейны для обмуровочных кирпичей (см. рисунок 2.73).
Стены
Стены, как и вся обмуровка, предназначены для герметизации топки и камер трубчатой печи, а также образования поверхности для размещения экранов радиантных труб и отражения лучистой энергии. Стены должны быть прочными в условиях высоких температур, герметичными и обладающими незначительной теплопроводностью.
89
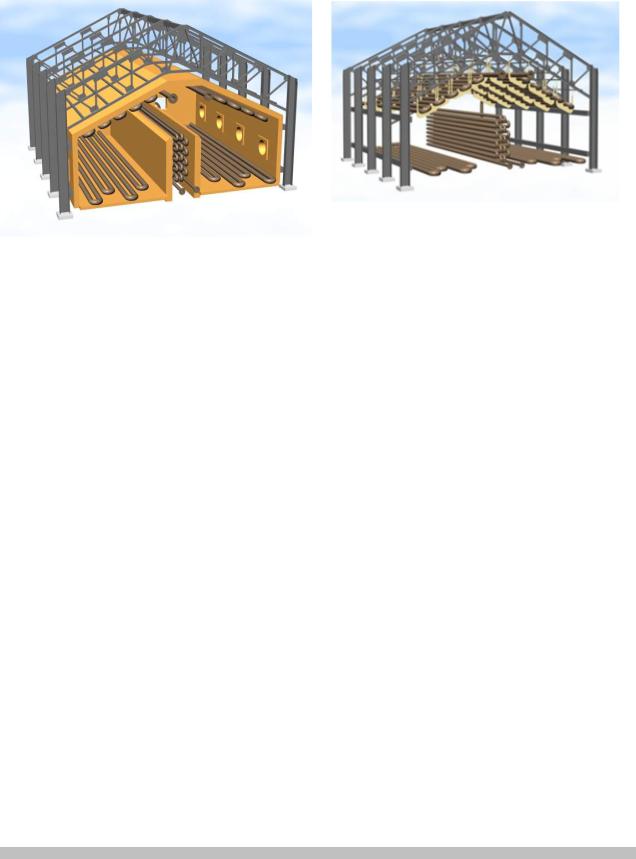
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
а) |
б) |
Рисунок 2.76 – Каркас двускатной печи
Впечах старых конструкций стены трехслойные: внутренний слой, подверженный действию огня и раскаленных дымовых газов, ыложен из огнеупорного кирпича, средний – из изоляционного кирпича или плит, наружный – из обыкновенного кирпича повышенной прочности. Хотя толщина этих стен значительна (до 0,7 м), особой долговечностью они не отличаются: сравнительно быстро расслаиваются и разрушаются.
Более просты по конструкции и гораздо надежнее в эксплуатации стены, выложенные только из огнеупорного кирпича на растворе, составленном из огнеупорной глины и шамотного порошка. Для герметизации стены снаружи штукатурят или обшивают металлическими листами.
Взависимости от теплонапряженности топочной камеры огнеупорную кладку выполняют из шамотного кирпича марок ,АБ и В, который имеет следующую огнеупорность: кирпич марки А – не ниже 1730°С, марки Б – 1670°С, марки В – 1580°С. Исходя из того, что почти все старые печи работают в форсированных режимах, предпочтительно применение кирпича марки А.
Кирпич марок Б и В в жестких условиях эксплуатации с течением времени оплавляется, в результате толщина стен уменьшается, а под печи покрывается твердыми наростами оплавившегося шамота. В дальнейшем, при ремонтах, эти наросты удаляют с большими трудностями. Особенно недопустимо оплавление стен при наличии подовых трубных экранов.
Стены современных печей имеют блочную конструкцию(рисунок 2.77) и собираются из огнеупорного кирпича разнообразной формы. Например, обмуровку двухскатных печей выполняют из блоков более80 фасонов и размеров.
Геометрическая форма огнеупорных блоков позволяет собирать их на балках и стержнях, прикрепленных к каркасу печи. Сопряженные поверхности соседних блоков снабжены выступами и соответствующими им впадинами, которые образуют замки-лабиринты. Грани блоков, обращенные внутрь печи, гладкие и обеспечивают образование внутренней гладкой поверхности стены печи. Такая обмуровка производится без растворов и имеет большие эксплуатационные
90
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
преимущества перед монолитной футеровкой, опирающейся на самостоятельный фундамент.
Благодаря отсутствию раствора каждый блок-кирпич легко воспринимает тепловые деформации и компенсирует их в пределах зазоров в замках. Этому же способствует разгруженность кладки от собственного .весаН грузку от кладки почти целиком воспринимает металлический каркас печи.
Замки-лабиринты в соединениях кирпичей обеспечивают надежную герметизацию кладки, что очень важно для снижения тепловых потерь через стены и уменьшения количества подсасываемого в топку воздуха. Объем блочной кладки невелик вследствие малой толщины стен(до 250 мм). Вертикальные стены печей беспламенного горения с излучающими стенами топок полностью или на отдельных участках составлены из керамических панелей. Панели могут чередоваться с кладкой из простых блоков. Керамические панели представляют собой конструктивный элемент горелок, прикрепляемых к каркасу печи. Уплотнения между отдельными горелками, а также между горелками и кладкой осуществляются асбестовой прокладкой или асбестовым шнуром.
Втехнике кладки печей следует отметить тенденцию к применению в качестве материала для обмуровки жаростойкого бетона. Железобетонные стены печи отличаются простотой конструкции и низкой стоимостью. Однако жаропрочность таких стен и их способность переносить резкие колебания температур пока еще полностью не изучены. В эксплуатации находятся печи из крупноблочного жаростойкого бетона, стены которых являются несущими. Это исключает необходимость в металлическом каркасе.
Внаиболее тяжелых температурных условиях работают перевальные стены, поэтому конструктивно они должны быть более прочными и долговечными. Их толщина обычно больше толщины контурных стен.
Благодаря отсутствию раствора каждый блок-кирпич легко воспринимает тепловые деформации и компенсирует их в пределах зазоров в замках. Этому
же способствует разгруженность кладки от собственного .весаН грузку от кладки почти целиком воспринимает металлический каркас печи.
Замки-лабиринты в соединениях кирпичей обеспечивают надежную герметизацию кладки, что очень важно для снижения тепловых потерь через стены и уменьшения количества подсасываемого в топку воздуха. Объем блочной кладки невелик вследствие малой толщины стен(до 250 мм). Вертикальные стены печей беспламенного горения с излучающими стенами топок полностью или на отдельных участках составлены из керамических панелей. Панели могут чередоваться с кладкой из простых блоков. Керамические панели представляют собой конструктивный элемент горелок, прикрепляемых к каркасу печи. Уплотнения между отдельными горелками, а также между горелками и кладкой осуществляются асбестовой прокладкой или асбестовым шнуром.
В технике кладки печей следует отметить тенденцию к применению в качестве материала для обмуровки жаростойкого бетона. Железобетонные стены печи отличаются простотой конструкции и низкой стоимостью. Однако жаропрочность таких стен и их способность переносить резкие колебания температур пока еще полностью не изучены. В эксплуатации находятся печи из крупно-
91
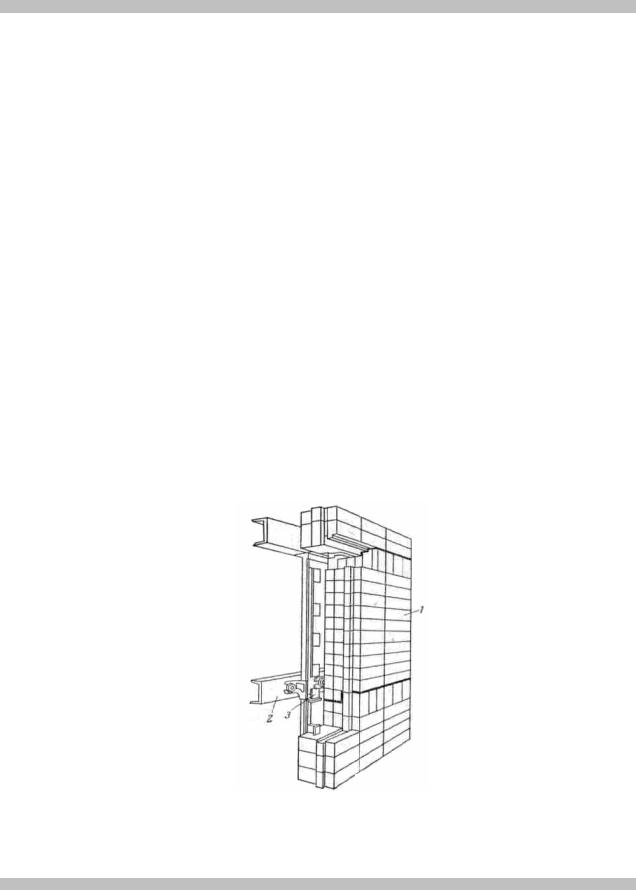
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
блочного жаростойкого бетона, стены которых являются несущими. Это исключает необходимость в металлическом каркасе.
В наиболее тяжелых температурных условиях работают перевальные стены, поэтому конструктивно они должны быть более прочными и долговечными. Их толщина обычно больше толщины контурных стен.
Под печи выкладывают из трех слоев: нижний слой-из простого кирпича стелится на бетонную постель плашмя, без раствора; второй слой – из простого кирпича на цементно-глиняном растворе; третий слой (самый верхний) – из огнеупорного кирпича, положенного на ребро, с шамотно-глиняным раствором
Футеровка печей (рисунок 2.78) - это конструкция из огнеупорных, кислотоупорных, теплоизоляционных и облицовочных материалов и изделий, ограждающая рабочую камеру, в которой протекают печные процессы, от взаимодействия с окружающей средой.
Футеровка предохраняет металлоконструкции печи, а также обслуживающий ее персонал от воздействия высоких температур и печной среды. Она обеспечивает необходимую газоплотность в рабочей камере печей, т.е. полную герметизацию при работе под высоким давлением, либо достаточную газоплотность при давлениях, близких к атмосферному.
Футеровка один из основных конструктивных элементов печей, который дает возможность осуществления высокотемпературных термотехнологических и теплотехнических процессов в печной среде при наличии механических -на грузок с сохранением в течении длительного времени геометрической формы рабочей камеры, механической и строительной прочности.
Во многих печах футеровку выполняют из фасонных шамотных кирпичей с огнеупорностью: 1730 °С – класс А; 1670 °С – класс Б; 1580 °С – класс В.
1 — элемент блочной футеровки (блочный кирпич); 2 — несущие горизонтальные шнеллеры; 3
— кронштейны для блоков.
Рисунок 2.77 – Блочная конструкция стен трубчатых печей
92
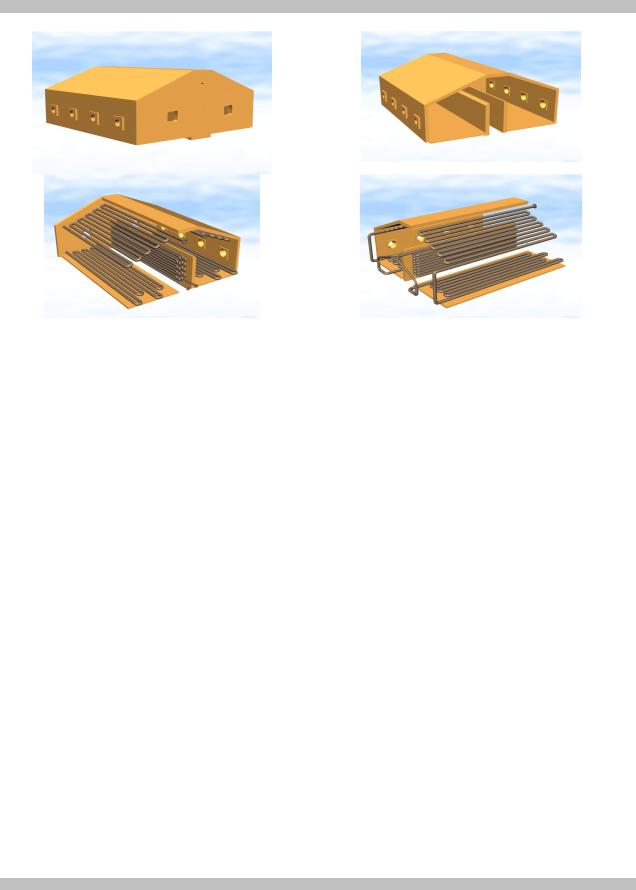
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.78 – Футеровка печи
Большое разнообразие огнеупорных кирпичей (до 80 типоразмеров) очень усложняет сборку обмуровки. Поэтому в современных печах все чаще применяют блочные обмуровки из жаростойкого бетона и железобетона.
Для печей с металлическим каркасом применяют блоки массой 500кг и более, монтируемые с использованием кранов, и мелкие блоки массой 50кг, которые укладывают вручную.
В мировой практике строительства трубчатых печей четко наметилась тенденция перехода от тяжелой кирпичной огнеупорной обмуровки к облегченным жароупорным и теплоизоляционным блокам.
Конструктивно блок комбинируется из сборных теплоизоляционных плит, защищаемых с огневой стороны слоем жаростойкого бетоЗначительное.
уменьшение массы обмуровки способствует распространению новых конструкций печей с облегченным каркасом.
Трубные змеевики
Трубчатый змеевик является наиболее ответственной частью печи. Его собирают из дорогостоящих горячекатаных бесшовных печных труб
Печные трубы работают в трудных условиях; они подвержены двустороннему воздействию высоких температур: изнутри – от нагреваемого сырья и снаружи – от дымовых газов и излучающих поверхностей.
Причины износа труб различны и зависят от гидравлической и теплотехнической характеристик режима эксплуатации и технологических особенностей процесса, учитывающих качество сырья. Величина износа при этом зависит от качества изготовления и металла труб. Внутренние поверхности труб подвержены коррозионному и эрозионному износам. Наибольшая коррозия наблюдается при переработке сернистых нефтей, а также нефтей, содержащих хлористые соли. Эрозионный износ обусловлен содержанием в нагреваемом сырье механиче-
93

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ских включений и большими скоростями движения среды по трубам. Особенно интенсивно изнашиваются концы труб.
Впроцессе эксплуатации наружные поверхности труб подвергаются износу из-за коррозии дымовыми газами, окалинообразования и прогаров.
Коррозии дымовыми газами подвержены, главным образом, поверхности труб первых рядов змеевика конвекционных камер, если температура сырья на входе в печь ниже 50 °С, то есть ниже наиболее вероятной температуры точки росы. При этом дымовые газы, которые непосредственно соприкасаются с поверхностями труб, охлаждаются, водяной пар в них конденсируется и, поглощая из газов сернистый ангидрид, образует агрессивную сернистую кислоту.
Окалинообразование является следствием окисления металла труб, начинающегося с их наружных поверхностей.
Под прогарами печных труб принято понимать разрывы их на некоторых участках. Всякому прогару предшествует образование на трубе отдулин– местных увеличений диаметра вследствие ползучести металла при высоких температурах и давлениях внутри трубы.
Внастоящее время применяют печные трубы диаметром60 – 152 мм, длиной до 18 м, толщиной стенки до 15 мм.
Применяют бесшовные катаные трубы из углеродистой стали марок10 и 20 (при температуре до 450°С) и из легированных сталей 15Х5М и 15Х5ВФ (при температуре до 550 °С). При более высоких температурах нагрева сырья используют трубы из жаропрочных сталей. Трубы из углеродистой стали можно применять только в неагрессивных средах.
Трубы могут соединяться в змеевики двумя способами :
а) ретурбендами – соединение производится посредством развальцовки концов труб в гнездах;
б) калачами или двойниками– соединение производится посредством сварки (рисунок 2.79).
Змеевик печи может иметь и комбинированное исполнение: в конвекционной камере или на начальном ее участке– сварной, а на всех остальных участках, испытывающих большую теплонапряженность – на ретурбендах.
Когда по условиям эксплуатации нет необходимости в систематическом вскрытии торцов труб (для чистки или ревизии), предпочтение следует отдавать сварному змеевику как наиболее простому, компактному, дешевому и надежному в работе.
Рисунок 2.79 – Печной двойник
94
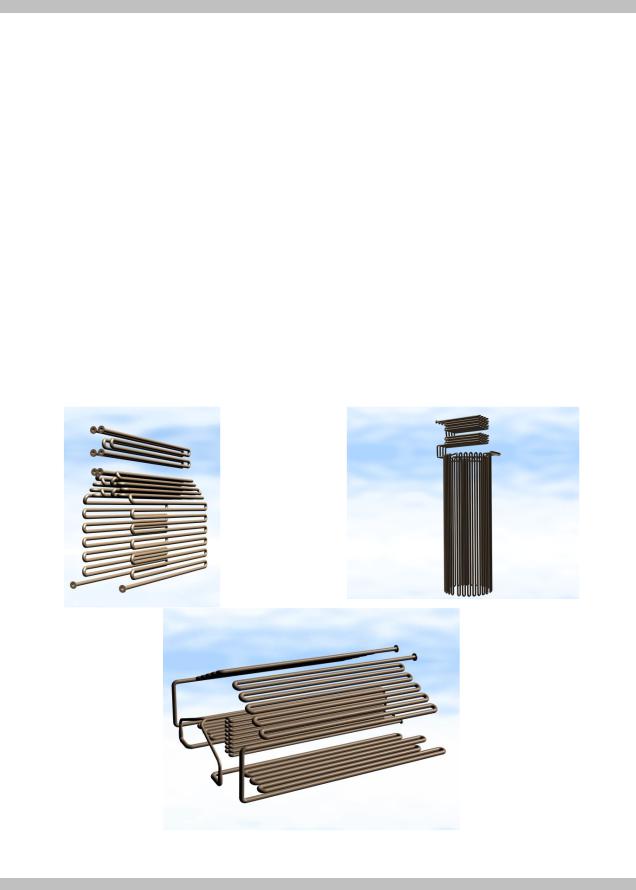
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Ретурбенды представляют собой стальные литые или кованые короба, соединяющие трубы в змеевик. Направление потока в них изменяется на прямо противоположное. Конструкция всех ретурбендов такова, что в случае необходимости может быть открыт доступ к внутренней поверхности печных труб.
В последнее время появились печи без ретурбендов и peтурбендных камер. Цельносварной трубный змеевик в таких печах размещается внутри камер и удерживается по концам, как и в промежутках, подвесками вместо трубных решеток.
Трубные змеевики по экранам радиантных камер размещаются в один или в два ряда(рисунок 2.80). При размещении в два ряда трубы одного ряда располагают в створе труб другого ряда, то есть в шахматном порядке. Шаг между трубами обычно составляет 1,7 – 2 наружных диаметра печной трубы.
Гарнитура печей
К гарнитуре печей относятся детали, предназначенные для удержания труб от провисания в промежутках между трубными решетками, для сборки блоков футеровки стен и подвесных сводов, а также гляделки и предохранительные окна.
Трубные решетки применяют для удержания труб конвекционных камер (рисунок 2.81). Их крепят к специально выполненному для этой цели участку фундамента печи.
Рисунок 2.80 – Различные конструкции трубных змеевиков
95

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.81 – Трубные решетки
Решетки конвекционных труб однокамерных печей можно с одной стороны крепить к металлоконструкциям, а с противоположной стороны заделывать в кладку перевальных стен. В местах заделки оставляют достаточные зазоры, чтобы при тепловых деформациях решетки не разрушали кладку.
Для конвекционных труб обычно достаточно надежны решетки из чугуна марки СЧ21-40, и лишь для нескольких верхних рядов, где температура среды высока, целесообразно применять решетки из жароупорной стали или ее заменителей.
Для высоких конвекционных камер решетки составляют из нескольких частей, соединенных болтами из нержавеющей стали. Нижние участки отверстий решеток снабжены приливами, увеличивающими площади опирания труб.
Подвески (рисунок 2.82)
Подвески используются для крепления труб потолочного экрана. Их прикрепляют к элементам каркаса.
Трубные подвески могут быть закрытыми и открытыми. Закрытые подвески прочнее, но для смены их в случае прогара требуется демонтаж печных труб.
Учитывая их высокую температуру в радиантной камере, подвески и кронштейны изготовляют из высоколегированных жаропрочных сталей. Для литых изделий, например, применяют сталь ЭИ316 (ЭИ319), обладающую жаростойкостью при температурах до 1000 °С в атмосфере сернистых топочных газов. Применяют также хромомарганцевоникелевые и хромомарганцевокремнистые стали.
По сравнению с печными трубами подвески находятся в более тяжелых рабочих условиях, так как они не охлаждаются потоками нефтепродуктов и нагреваются иногда до 1100°С.В топочных газах часто содержатся большие количества сернистого газа, водяных паров, оксида углерода, водорода и других агрессивных агентов, вызывающих коррозию металла подвесок.
Так, ударная вязкость стали20Х23Н13, из которой сделаны подвески, эксплуатировавшиеся в печах АВТ, в течении полугода снизилось более чем втрое. Исходя из условий работы подвесок, к их литью предъявляют следующие основные требования:
96

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.82 – Подвески
–подвески не должны иметь раковин, короблений, острых углов и резких переходов от одного сечения к другому;
–отверстия боковых креплений и отверстия труб должны тщательно -за чищаться от литейного шлака и быть скруглены.
Кронштейны (рисунок 2.83)
Кронштейны используют для крепления труб бокового экрана. Кронштейны крепятся к элементам каркаса.
Гляделки (смотровые окна) (рисунок 2.84)
Гляделки, или смотровые окна, предназначены для наблюдения в процессе работы за состоянием печных труб и работой форсунок(размером и яркостью пламени).
Их изготовляют из чугуна марки СЧ21 – 40 и крепят на болтах снаружи кладки к металлоконструкции печи. Для большей обзорности на участке установки гляделок в стенах печи выполняют отверстие, расширяющееся внутрь печи.
Предохранительные (взрывные) окна (рисунок 2.85)
Предохранительные окна отличаются от гляделок большими размерами. Они предназначены для ослабления силы хлопка(взрыва) в топке печи в случае нарушения нормального режима, при ремонтах ими пользуются как лазами, через которые обслуживающий персонал проникает внутрь печи.
97
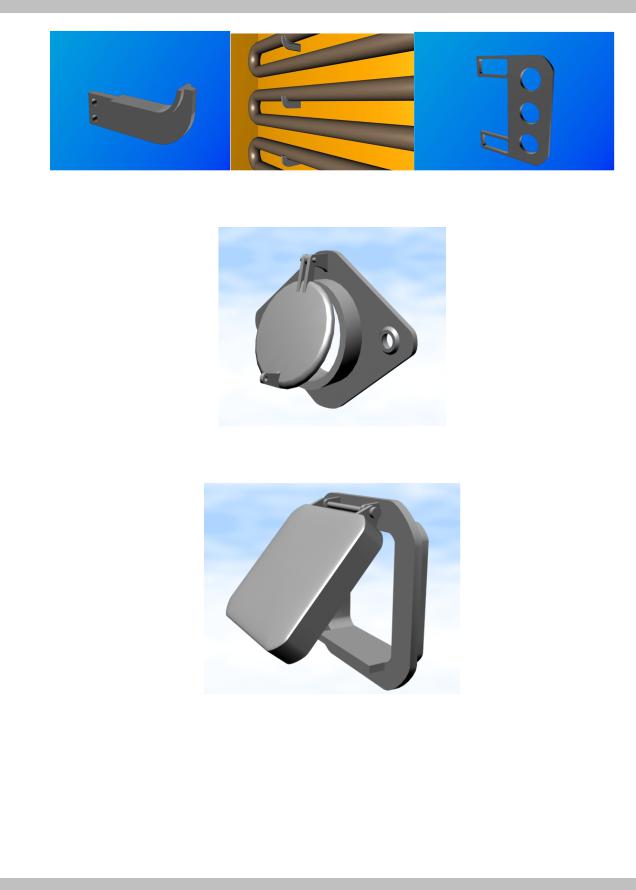
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.83 – Кронштейны
Рисунок 2.84 – Гляделки (смотровые окна)
Рисунок 2.85 – Предохранительные окна
Крышки гляделок и предохранительных окон в рабочем состоянии должны плотно прилегать к корпусу под действием собственного веса. Для этого поверхности их сопряжения наклонены к вертикали. Крышки предохранительных окон изнутри покрывают изоляцией для предохранения от больших деформаций и потерь тепла.
98

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Борова – это футерованные каналы для транспортирования отходящей из печей газовой печной среды до выбросных труб. Конструкции боровов типизированы, и они выбираются в зависимости от количества газовой печной среды, ее температуры и химического состава. При температуре отходящих газов до 500 °С борова футеруются глиняным кирпичом марки75, а при более высоких температурах – шамотным кирпичом класса В или Б на шамотном растворе с несущей конструкцией из глиняного кирпича.
В них предусматривают люки-лазы для осмотра и чистки при ремонтах. Все каналы дымоходов снабжают системой паротушения.
Для регулирования тяги на дымоходах или в самом низу дымовой трубы устанавливают шиберы.
Шиберы - плоские заслонки, частично прикрывающие сечение тракта, по которому проходят дымовые газы, предназначенные для достаточно плотного отключения печей от тяговой установки, а также для достижения легкого и чувствительного регулирования количества газовой печной среды, выходящей из печи, и их давления.
При пожаре шибером прикрывают боров, что резко снижает тягу и интенсивность горения и предотвращает попадание пламени в дымовую трубу.
Шибер ставится при выходе отходящих газов из камеры печи и представляет собой чугунную, керамическую заслонку, опущенную в боров и подвешенную на тросе, перекинутом через блок с противовесом или непосредственно на барабан ручной или электрической лебедки.
Шибера в боровах для зоны с температурой дымовых газов до600 °С выполняются из чугуна. Для зоны с температурой выше600 °С шибера для предотвращения коробления выполняются водоохлаждаемыми или керамическими
Дымовые трубы и газоходы
Дымовая труба (рисунок 2.86) – это устройство, предназначенное для:
– создания необходимого разрежения в рабочей и топочной камерах -пе
чей;
– привода газовой печной среды в движение и последующего отвода в окружающую атмосферу.
Дымовые трубы обеспечивают тягу, необходимую для работы трубчатых печей.
Дымовая труба является ответственным инженерным сооружением, работающим в чрезвычайно тяжелых условиях высоких ветровых нагрузок, температуры и агрессивного воздействия дымовых газов.
Трубы имеют основные конструктивные элементы: фундамент, цоколь, ствол, оголовок, зольное перекрытие, бункер, вводы боровов, антикоррозионную защиту, теплоизоляцию, футеровку, ходовую лестницу, молниезащиту, светофорные площадки.
Диаметр дымовой трубы должен быть таким, чтобы скорость движения газов в ней не превышала допустимого значения (4–6 м/с). Требуемая тяга в газовом тракте печи обусловлена разностью плотностей атмосферного воздуха и дымовых газов. Естественная тяга, создаваемая дымовой трубой, зависит от высоты трубы, температуры дымовых газов и температуры атмосферного воз-
99

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
духа. Разрежение в топке печи, создаваемое дымовой трубой, обычно составляет
15–20 мм вод. ст.
Современные печные комплексы оснащаются следующими трубами:
–кирпичными с максимальной высотой 150 м и допустимой температурой проходящей печной среды до 800°С;
–железобетонными трубами с максимальной высотой 200 м и допустимой температурой газовой среды до 200°С;
–металлическими футерованными трубами с максимальной высотой60м
идопустимой температурой газовой среды до 800°С.
Железобетонные трубы из обычного бетона при наличии футеровки и тепловой изоляции не должны нагреваться более500°С. Проектирование кирпичных и железобетонных труб осуществляется институтом ВНИПИТеплопроект.
Для выброса агрессивной печной среды из печей чаще всего применяются металлические трубы (нержавеющая сталь), собранные из отдельных царг высотой до 150м, установленных на специальных опорных конструкциях, позволяющих заменить любую часть ствола трубы в случае выхода ее из строя.
Большая часть эксплуатируемых в настоящее время дымовых труб изготовлена из стали Ст3. Металлические трубы конической формы в соответствии с нормалями имеют высоту 30,35 и 40 м при диаметре на выходе до 2000 мм и у основания-до 3200 мм. К фундаменту они крепятся фундаментными болтами (до 16 штук).
Условия эксплуатации дымовых труб определяются возможной коррозией их тонких стенок дымовыми газами, а в случае прогаров печных труб или воспламенения сажи – перегревами до высоких температур. В настоящее время повсеместно вводятся в эксплуатацию теплостойкие железобетонные трубы. Во избежание возможного загорания сажи, накапливающейся на стенках труб, их периодически продувают острым паром.
Рисунок 2.86 – Дымовая труба
100
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.3.4 Показатели работы печей
Каждая трубчатая печь характеризуется тремя основными показателями:
-производительностью;
-полезной тепловой нагрузкой;
-коэффициентом полезного действия.
Производительность печи выражается количеством сырья, нагреваемого в трубных змеевиках в единицу времени (обычно в т/сутки).
Она определяет пропускную способность печи, т.е. количество нагреваемого сырья, которое прокачивается через змеевики при установленных параметрах работы (температуре сырья на входе в печь и на выходе из нее, свойствах сырья и т.д.).
Таким образом, для каждой печи производительность является наиболее полной ее характеристикой.
Полезная тепловая нагрузка - это количество тепла, переданного в печи сырью (МВт, Гкал/ч). Она зависит от тепловой мощности и размеров печи. Тепловая нагрузка большинства эксплуатируемых печей 8-16 МВт.
Перспективными являются более мощные печи с тепловой нагрузкой40100 МВт и более.
Коэффициент полезного действия печи характеризует экономичность ее эксплуатации и выражается отношением количества полезно используемого тепла Qпол к общему количеству тепла Qобщ, которое выделяется при полном сгорании топлива.
Полезно использованным считается тепло, воспринятое всеми нагреваемыми продуктами (потоками): сырьем, перегреваемым в печи паром и в некоторых случаях воздухом, нагреваемым в рекуператорах (воздухоподогревателях).
Значение коэффициента полезного действия зависит от полноты сгорания топлива, а также от потерь тепла через обмуровку печи и с уходящими в дымовую трубу газами.
Трубчатые печи, эксплуатируемые в настоящее время на нефтеперерабатывающих заводах, имеют к.п.д. в пределах 0,65-0,87.
Повышение коэффициента полезного действия печи за счет более полного использования тепла дымовых газов возможно до значения, определяемого их минимальной температурой. Как правило, температура дымовых газов, покидающих конвекционную камеру, должна быть выше начальной температуры нагреваемого сырья не менее чем на 120…180°С.
Эксплуатационные свойства каждой печи наряду с перечисленными показателями характеризуются:
–теплонапряженностью поверхности нагрева;
–тепловым напряжением топочного объема;
–гидравлическим режимом в трубном змеевике при установившейся ра-
боте.
От комплекса этих показателей зависят эффективность работы трубчатых печей и срок их службы.
101
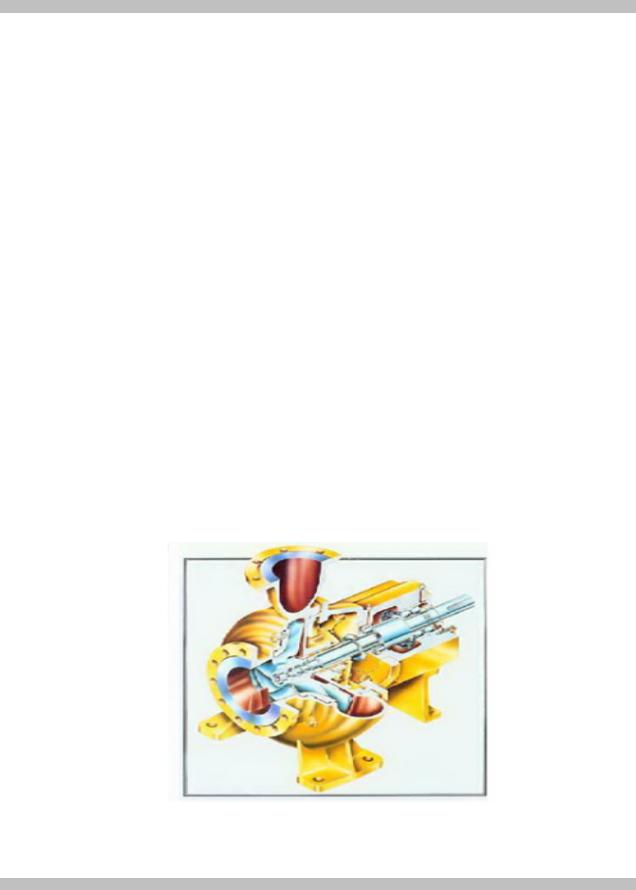
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.4 Центробежные насосы
2.4.1. Общие сведения о насосах
Насос – машина, предназначенная для преобразования механической энергии привода в гидравлическую энергию потока перекачиваемой жидкой среды с целью ее подъема и перемещения (рисунок 2.87) [1, 1422].
Насос и приводной двигатель(рисунок 2.88), соединенные между собой, контрольно-измерительные приборы и аппаратура автоматического регулирования в совокупности представляют собойнасосный агрегат. Насосный агрегат и комплектующее оборудование с подводящим и напорным трубопроводами и арматурой называется насосной установкой (рисунок 2.89).
Насосы – один из наиболее сложных видов оборудования нефтеперерабатывающих заводов в отношении ремонта и эксплуатации. Известно, что нормальная, безаварийная работа любого оборудования в оптимальных режимах в значительной степени зависит не только от правильного выбора и обеспечения основных конструктивных решений при проектировании и изготовлении -ма шин и аппаратов, но и от условий и выполнения правил их эксплуатации.
На нефтеперерабатывающих заводах насосы служат для перекачивания нефти, нефтепродуктов, сжиженных газов, воды, щелочей, кислот и работают в широких диапазонах производительности, напора и температуры.
Поэтому обычные требования, предъявляемые к насосам(надежность и долговечность в эксплуатации, герметичность соединений и безупречная работа сальниковых или торцовых уплотнений), в условиях указанных предприятий приобретают чрезвычайно важное значение, поскольку неисправности в насосах и их узлах приводят к нарушениям технологического режима установок, иногда и к авариям.
Рисунок 2.87 – Центробежный консольный горизонтальный насос с осевым входом жидкости с внутренними опорами
102

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.88 – Насосный агрегат типа К
Рисунок 2.89 – Общий вид насосной установки (насос центробежный, с осевым разъемом корпуса, однопролетный с выносными опорами)
Требования надежности и долговечности насосов повышаются, особенно сейчас, когда в проектах новых технологических установок резко сокращается количество резервного насосного оборудования.
2.4.2 Классификация насосов
Из-за большого разнообразия конструкций, сфер использования, свойств перекачиваемой жидкости разработать единую классификацию для насосов до
103
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
сих пор не представлялось возможным. Поэтому классификация осуществляется по отдельным признакам. Причем в различной литературе классификация насосов не всегда идентична друг другу [14, 15, 16,21].
Классификация насосов:
а) по основным параметрам включает в себя такие показатели, как номинальная полезная мощность насоса, номинальная подача и напор.
По мощности и подаче насосы условно делятсяпо крупности (таблица
2.1).
Таблица 2.1 – Показатели крупности насоса
|
Показатели круп- |
|
|
Полезная |
мощ- |
|
|
|
|
|
|
|
|
Подача, м/с |
|
||||
|
ности насосов |
|
|
ность, кВт |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Микро |
0-0,4 |
|
|
|
- |
|
||
|
Мелкий |
0,4-4 |
|
|
|
- |
|
||
|
Малый |
4-100 |
|
|
|
- |
|
||
|
Средний |
100-400 |
|
|
|
До 0,5 |
|||
|
Крупный |
|
400 и более |
|
|
|
Более 0,5 |
||
По развиваемому напору различают насосы с низким(до 10 м), средним (до 70 м) и высоким (более 70 м) напором при соответствующих давлениях до
0,1; 0,7 и более 0,7 МПа.
б) по назначению
Насосы общего назначения – предназначены для перекачивания холодной, чистой, неагрессивной воды или сходных с ней по физико-химическим свойствам жидкостей. Насосы применяются в различных отраслях народного хозяйства.
Насосы для транспортирования взвесей – предназначены для перека-
чивания нейтральных или малоагрессивных жидкостей с твердыми частицами. Они применяются в горнодобывающей промышленности, строительстве, коммунальном хозяйстве и др. К этой группе относятся грунтовые, шламовые, фекальные, массные и другие насосы.
Энергетические насосы – предназначены для работы в схемах тепловых атомных электростанций. К ним относятся питательные, конденсатные, сетевые и специальные насосы.
Химические насосы – предназначены для перекачивания чистых и загрязненных агрессивных жидкостей в химической промышленности.
Насосы для нефтяной и нефтехимической промышленности–
предназначены для сырой нефти и продуктов ее переработки в широком диапазоне температур. Это насосы для магистральных нефтепродуктов, законтурного заводнения нефтяных пластов, бензина, сжиженных газов и др.
в) по принципу действия
По принципу действия подающего элемента насосы по одним источникам подразделяются на динамические, объемные и специальные, по другим на
104

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
динамические и объемные. Схематично одна из возможных классификаций насосов по принципу действия приведена на рисунке 2.90.
Динамические насосы, их классификация
В динамических насосах жидкость под воздействием гидродинамических сил перемещается в камере(незамкнутом объеме), постоянно сообщающейся с входом и выходом насоса [15].
По виду сил, действующих на жидкую среду, динамические насосы подразделяются на лопастные, насосы трения и электромагнитные[16].
В этом же литературном источнике динамические насосы подразделяют на лопастные и вихревые.
Лопастными называют насосы, в которых жидкость перемещается за счет энергии, передаваемой ей при обтекании лопастей рабочего колеса Лопастные насосы в зависимости от характера силового взаимодействия и направления потока в рабочем колесе подразделяются на: центробежные (радиальные и диагональные) и осевые [22].
Вцентробежных насосах поток жидкости в области лопастного колеса имеет радиальное направление и перемещается главным образом под воздействием центробежных сил.
Восевых насосах поток жидкости движется через рабочее колесо в -на правлении его оси, т.е. параллелен оси вращения и перемещается в поле действия гидродинамических сил, возникающих при взаимодействии потока и лопастного колеса (рисунок 2.91).
Внасосах трения жидкость перемещается под воздействием сил трения.
Кэтой группе относятся вихревые, дисковые, черпаковые, вибрационные, лабиринтные, шнековые и струйные насосы.
Самыми распространенными среди этой группы насосов являютсявихревые насосы. В некоторых литературных источниках дисковые, черпаковые, вибрационные, лабиринтные, шнековые и струйные насосы выделяют в отдельную группу и относят к специальным насосам.
Ввихревых насосах использование центробежной силы для нагнетания жидкости и применение лопастного колеса создают впечатление большой схожести вихревого насоса с центробежным. Однако в вихревом насосе приращение энергии перекачиваемой жидкости происходит в результате турбулентного обмена энергией основного потока на входе насоса и вторичного потока в рабочем колесе, т.е. при работе насоса жидкость, заполняющая рабочее колесо, в результате трения увлекает жидкость из всасывающего патрубка в кольцевой канал и перемещает ее до нагнетательного штуцера (рисунок 2.92).
Вэлектромагнитных насосах жидкость перемещается под действием
электромагнитных сил. Данные насосы предназначены главным образом для перекачивания жидкого металла в магнитном поле.
Объемные насосы
В объемном насосе жидкая среда перемещается вследствие периодического изменения объема занимаемой ею камеры, попеременно сообщающейся с входом и выходом, т. е. жидкость в нем перемещается отдельными порциями.
105
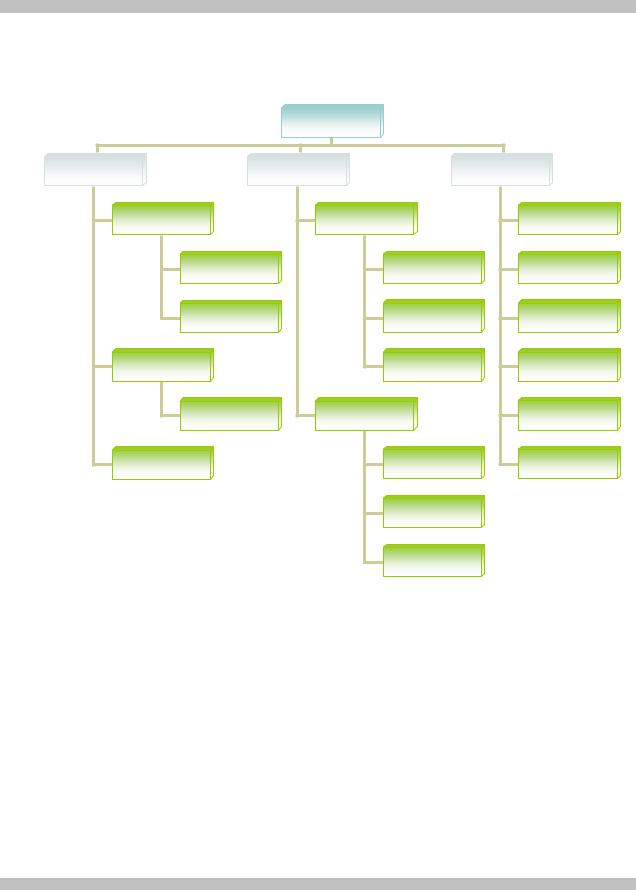
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
Насосы |
|
|
Динамические |
Объемные |
Специальные |
|
Лопастные |
Возвратно- |
|
Дисковые |
|
поступательного дейст- |
|
|
|
вия |
|
|
Центробежные |
|
Поршневые |
Черпаковые |
Осевые |
|
Плунжерные |
Вибрационные |
Трения |
|
Диафрагменные |
Лабиринтные |
Вихревые |
Роторные |
|
Шнековые |
Электромагнитные |
|
Шестеренные |
Струйные |
|
|
Винтовые |
|
|
|
Пластинчатые |
|
Рисунок 2.90 – Классификация насосов по принципу действия
Принцип действия объемного насоса состоит в вытеснении (перемещении) некоторого рабочего объема жидкости, поэтому их называют также насосами вытеснения (например, поршневой насос, в котором поршень постепенно вытесняет всю жидкость, заключенную в рабочем объеме цилиндра).
Объемные насосы – самовсасывающие, они перекачивают маловязкие и высоковязкие жидкости, пасты, смолы и т.д., а также жидкости с большим содержанием газов и криогенные.
Насосы объемного типа обычно подразделяют на две группы– возвратно-
поступательного действия и роторные. В возвратнопоступательных насосах жидкость перемещается под действием поршня или диафрагмы. С помощью
106
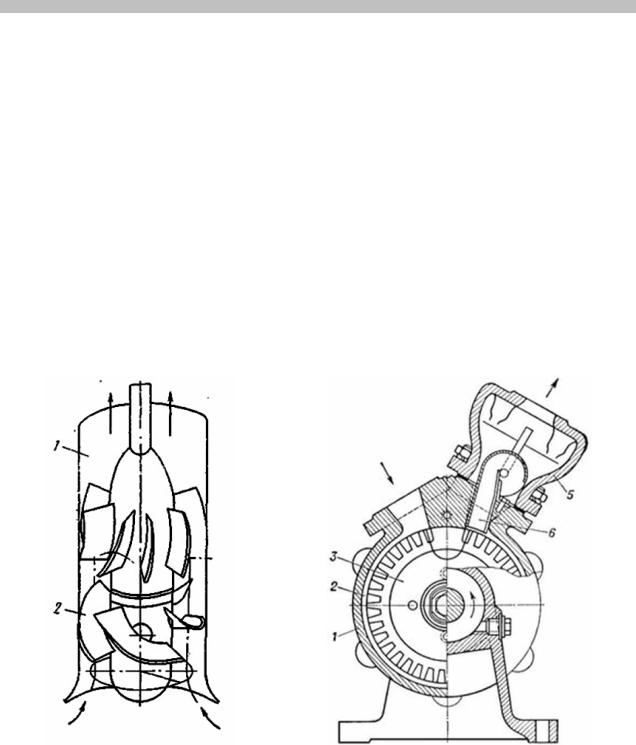
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
клапанов цилиндр соединяется попеременно то с подводящим, то с напорным трубопроводом.
Вроторных насосах один или несколько вращающихся роторов образуют
вкорпусе насоса полости, которые захватывают перекачиваемую жидкость и перемещают ее от входного патрубка насоса к напорному.
К роторным насосам относятся шестеренные(рисунок 2.93), винтовые, пластинчатые.
г) по роду перекачиваемой жидкости
Выбор материалов, конструкция и принцип работы насосов зависят от физических и химических свойств перекачиваемых жидкостей. Можно рекомендовать подразделять насосы для перекачивания:
–чистых и слегка загрязненных нейтральных жидкостей;
–загрязненных жидкостей и взвесей;
–легко загазованных жидкостей;
–газожидкостных смесей;
–агрессивных жидкостей;
–жидких металлов и т.д.
1 – корпус; 2 – ротор |
1 – корпус; 2 – канал; 3 – рабочее колесо; 4 и 6 – |
Рисунок 2.91 – Схема осевого |
отверстия для подвода и отвода жидкости; 5 – |
насоса |
воздухоотделитель |
|
Рисунок 2.92 – Вихревой насос |
|
закрытого типа |
|
|
|
|
107
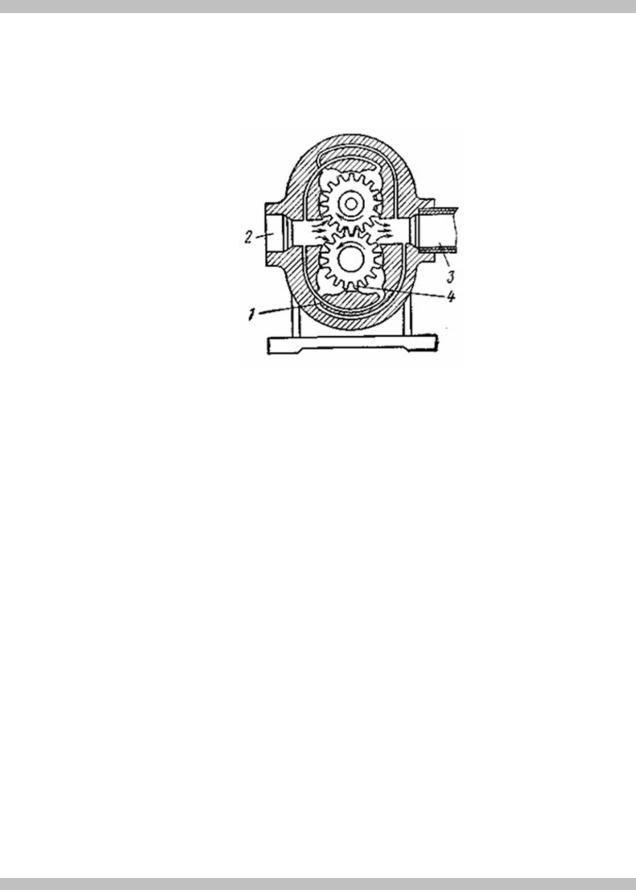
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
д) в зависимости от температурыперекачиваемой жидкости насосы подразделяются на холодные (Т≤373 К) и горячие (Т>373 К).
Наиболее распространенную группу из всех указанных типов насосов составляют центробежные насосы. Поэтому далее основное внимание уделено данной группе насосов.
1 – разгрузочные канавки; 2 – всасывающее отверстие; 3 – напорный патрубок; 4 – ведущая шестерня
Рисунок 2.93 – Шестеренный насос
2.4.3 Центробежные насосы
В настоящее время на нефтеперерабатывающих и нефтехимических предприятиях используется большое количество насосно-компрессорного оборудования (НКО). Так, например, на ОАО «Сызранский НПЗ» в ведении технадзора находится следующее поднадзорное оборудование: компрессоры – 64 шт., насосы – 872 шт., сосуды и аппараты – 1097 шт., общая протяженность трубопроводов – 386, 5 км. Такое распределение характерно для многих нефтеперерабатывающих и нефтехимических заводов.
Необходимо отметить, что как было сказано ранее, из всего парка насосных агрегатов лидирующую роль занимают центробежные насосы.
Для осуществления технологических процессов нефтепереработки только на одном НПЗ может применяться более2000 насосных агрегатов различных типов и конструкций, около 80 % из которых могут составлять центробежные насосы.
Основная группа центробежных насосов для нефтеперерабатывающей промышленности характеризуется следующими параметрами: подача до 360 м3/ч, напор до 320 м, установленная мощность до 500 кВт. Более мощные насосы (мощностью до 1250 кВт) применяются редко.
Примерно около 50-55% работающих в нефтепереработке центробежных насосов имеют приводную мощность, не превышающую 100-110 кВт.
108

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Центробежные насосы могут применяться в широких диапазонах температур и давлений. Распределение центробежных насосов для одного из Уфимских НПЗ по рабочей температуре и давлению показало, что насосы используются от минусовых температур до температур составляющих300-400 0С, причем в данном диапазоне эксплуатируется около40 % от общего количества насосов. Диапазон давлений, при которых используются центробежные насосы, составляет от 0,04 до 15 МПа.
Такое широкое распространение центробежных насосов обусловлено -ря дом их преимуществ по сравнению с другими типами.
Весьма существенным преимуществом центробежных насосов являются малые габариты, большие скорости вращения, с которыми работают движущиеся части насосов и перемещается жидкость.
Отсутствие в центробежных насосах возвратно-поступательного движения и вызываемых им сил инерции допускает возможность работы при минимальных размерах фундаментов. В связи с этим стоимость самого насоса, помеще-
ния, первоначальной установки, дальнейшего ухода и ремонта значительно меньше, чем для поршневого насоса.
Следующее преимущество центробежных насосов заключается в отсутствии клапанов и прочих деталей, которые часто являются причиной неполадок в работе поршневых насосов.
Также положительным фактором является наличие вращательного движения одного лишь вала, притом с большим числом оборотов без возвратнопоступательных движений каких-либо частей, что значительно упрощает соединение с двигателем, устраняет сложные передаточные механизмы, особенно при непосредственном присоединении центробежного насоса к двигателю на одном валу.
Типов центробежных насосов много. Несмотря на принципиальное сходство конструкции, центробежные насосы разных типов имеют ряд особенностей, позволяющих эксплуатировать их в различных условиях.
2.4.3.1 Классификация и маркировка центробежных насосов
Центробежные насосы могут быть проклассифицированы по многим из указанных выше признаков. Кроме этого они могут быть подразделены(как и насосы других типов) по конструктивным признакам.
По конструктивным признакам центробежные насосы делятся на несколько групп (рисунок 2.94):
– по расположению оси валав пространстве они делятся нагоризонтальные (рисунок 2.95) и вертикальные (рисунок 2.96). Основная масса центробежных насосов имеет горизонтальный вал. Насосы с вертикальными валами в основном предназначены для работы с особо вредными выделяющими газ жидкостями, так как обеспечивают надежную герметичность. Применяются они также при перекачке очень вязких продуктов, для которых необходимо свести к минимуму сопротивления на всасывающей линии. Насосы вертикального исполнения отличаются от горизонтальных незначительными размерами площа-
109
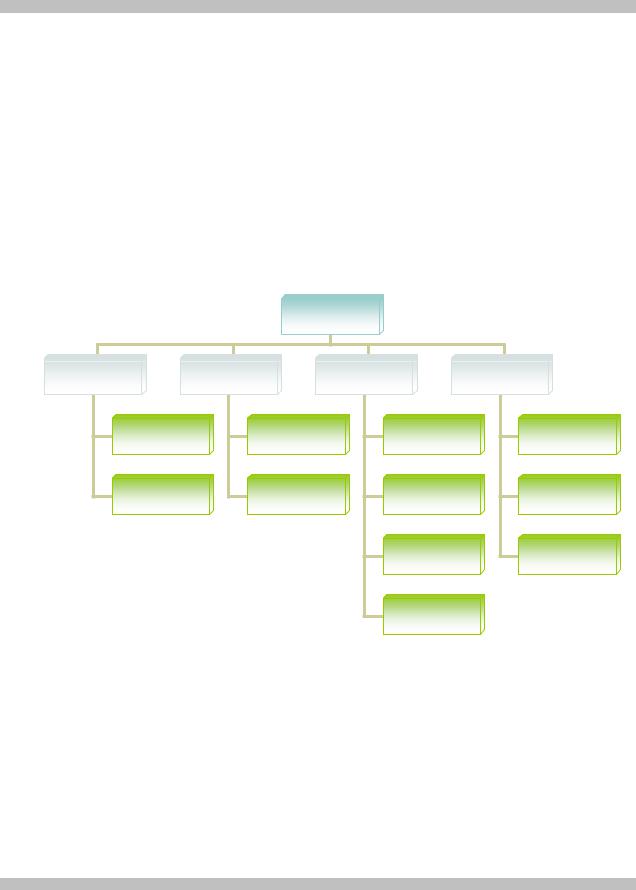
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ди для установки; поэтому их целесообразно использовать на насосных станциях с заглубленным машинным залом;
–по способу подвода жидкости к колесу- с односторонним и двусто-
ронним всасыванием (рисунок 2.97). В условиях химического производства насосы второго типа применяются очень редко вследствие их конструктивной сложности (значительная длина, наличие двух сальников и т. д.). Преимущества насосов с двухсторонним всасыванием не искупают этих недостатков;
–по расположению рабочих органов и конструкции опор (подшипни-
ков) – консольные (см. рисунок 2.95); моноблочные; с выносными (см. рисунок 2.97) и внутренними опорами (см. рисунок 2.95).
У консольных насосов рабочее колесо закреплено на конце вала, как на консоли;
Центробежные насо-
сы
по расположению оси |
по способу подвода |
по расположению |
по числу ступеней |
|||
вала |
жидкости к колесу |
рабочих органов и |
(рабочих колес) |
|||
|
|
|
конструкции опор |
|
|
|
горизонтальные |
с односторонним |
|
консольные |
одноступенчатые |
||
|
|
всасыванием |
|
|
|
|
вертикальные |
с двусторонним вса- |
моноблочные |
двухступенчатые |
|||
|
|
сыванием |
|
|
|
|
|
|
|
|
с выносными опорами |
многоступенчатые |
|
с внутренними опо-
рами
Рисунок 2.94 – Классификация центробежных насосов по конструктивным признакам
– по числу ступеней (рабочих колес) – одно-, двух- и многоступенчатые
(см. рисунок 2.97). Одноступенчатые насосы могут развивать напор до 40-50 м. Дальнейшее повышение напора за счет увеличения числа оборотов ограничивается прочностью колеса. Для получения более высоких напоров применяются многоступенчатые насосы, имеющие два или более (до 10) рабочих колес, расположенных в корпусе таким образом, что жидкость последовательно поступают от одного колеса к другому. На химических заводах, особенно для перекачивания химических сред, в основном, используются одноступенчатые насосы. В
110
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
тех случаях, когда напора, развиваемого одним насосом, оказывается недостаточно, устанавливают последовательно два насоса.
Многоступенчатые насосы применяются для водоснабжения, гидромеханизации, откачки шахтных вод, питания котлов и в других областях техники, где требуются большие напоры. В этих насосах вода проходит последовательно через несколько рабочих колес, смонтированных в одном корпусе;
–по способу разъема корпуса – с торцовым (см. рисунок 2.95), осевым
(горизонтальным) разъемами (см. рисунок 2.97) и секционные. Осевой разъем корпуса лучше удовлетворяет требованиям строительно-эксплуатационной практики, так как обеспечивает уменьшение размеров машинного зала станций
ипозволяет выполнять разборку центробежного насоса без отсоединения его от всасывающего трубопровода;
–по расположению входа в насос– с боковым, осевым и двусторонним
входом;
– по конструкции рабочего колеса: насосы с открытым рабочим коле-
сом, состоящим только из втулки с лопатками; с закрытым колесом, у которого лопатки с боков ограничены дисками; с полузакрытым колесом, имеющим диск со стороны, противоположной входу жидкости в колесо. На заводах химической промышленности устанавливаются насосы с колесами всех перечисленных типов.
Рисунок 2.95 – Центробежный насос консольный горизонтальный с внутренними опорами
Рисунок 2.96 – Центробежный насос вертикального типа
111

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2 – колесо двухстороннего всасывания
1 – колеса одностороннего всасывания
Рисунок 2.97 – Насос КС-125-140 центробежный однопролетный многоступенчатый (три колеса) с горизонтальным разъемом с выносными опорами
В таблице 2.2 приведены наиболее характерные конструктивные признаки для динамических насосов – лопастных (центробежных и осевых) и вихревых, как наиболее распространенных.
2.4.3.2 Маркировка центробежных насосов
Насосостроительная промышленность нашей страны выпускает сотни самых разнообразных центробежных насосов различного назначения. В целях быстрого и правильного выбора центробежного насоса для конкретных производственных нужд разработаны несколько систем их обозначения.
Маркировка насосов нормального ряда выполняется по форме: первая цифра – диаметр всасывающего патрубка в мм, уменьшенный в 25 раз и округленный; далее следуют буквы, которые обозначают: Н – нефтяной, Г – горячий; Д – первое колесо двустороннего входа; В – вертикальный; К – консольный; КЭ – консольный, смонтированный в одном блоке с электродвигателем; М – многоступенчатый. Вторая цифра – коэффициент быстроходности или удельная быстроходность, уменьшенная в 10 раз и округленная. Третья цифра – число ступеней; буквы в конце мркировки: К – кислотный; С – для сжиженных газов.
Примеры обозначения и маркировки насосов:
8НГ-10х2 – центробежный насос, диаметр всасывающего патрубка200 мм, нефтяной, горячий (для жидкости с температурой220-400° С), коэффициент быстроходности 100, число ступеней 2.
8НГК-10х1 – центробежный насос, диаметр всасывающего патрубка 200 мм, нефтяной, горячий, консольный, коэффициент быстроходности 100, число ступеней 1.
14НГД-10х3 – центробежный насос, диаметр всасывающего патрубка 350 мм, нефтяной, горячий, первое колесо двустороннего входа, 8НД-10х5 – центробежный насос, диаметр всасывающего патрубка 200 мм, нефтяной (температура < 220° С), первое колесо двустороннего входа, коэффициент быстроходности 100, число ступеней 5. 3х10НД-9х3 – центробежный насос для магистральных нефте- и продуктопроводов, соединяются последовательно три насоса, диаметр
112

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
всасывающего патрубка 250 мм, нефтяной (температура < 220° С), первое колесо двустороннего входа, коэффициент быстроходности 90, число ступеней 3. коэффициент быстроходности 100, число ступеней 3.
Таблица 2.2 – Конструктивные признаки динамических насосов
|
|
Применяемость |
|
||
|
|
насосов |
|
|
|
Тип насоса |
Конструктивный признак |
Лопастных |
Вихре- |
вых |
|
|
|
центро- |
осе |
||
|
|
|
|
||
|
|
бежных |
вых |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
4 |
|
5 |
|
|
|
Горизонтальный |
на- |
|
|
|
Ось вращения ротора расположена горизон- |
|
|
|
|
Å |
|
|
|
|
|
|
||||||||||
|
|
сос |
|
|
|
|
|
|
|
тально |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Вертикальный насос |
|
|
|
Ось вращения расположена вертикально |
|
|
|
|
+ |
|
|
|
|
|
|
|||||||||||
|
|
Насос |
|
с |
наклонно |
– |
|
|
|
|
|
|
|
|
|
|
|
– |
|
|
|
|
|
|
||||
|
|
расположенной осью |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Консольный насос |
|
|
|
|
Рабочие |
|
органы |
расположены |
на |
консоль- |
|
|
|
+ |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
ной части вала |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
Моноблочный насос |
|
|
|
Рабочие |
органы |
расположены на |
валу дви- |
|
|
|
+ |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
гателя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Насос |
с |
выносными |
|
|
|
Опоры |
ротора |
изолированы |
от |
|
перекачи- |
|
|
|
Å |
|
|
|
|
|
|
|||||
|
|
опорами |
|
|
|
|
|
|
ваемой жидкости |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Насос с внутренними |
|
|
|
Опоры |
ротора соприкасаются |
с |
перекачи- |
|
|
|
|
+ |
|
|
|
|
|
|
||||||||
|
|
опорами |
|
|
|
|
|
|
ваемой жидкостью |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
Насос |
|
с |
боковымЖидкость к насосу подводится перпендику- |
|
|
|
|
Å |
|
|
|
|
|
|
||||||||||||
|
|
входом |
|
|
|
|
|
|
|
лярно к оси вращения рабочих органов |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
Насос |
с |
осевым |
вхо- |
|
|
|
Жидкость к насосу подводится в направле- |
|
|
|
|
+ |
|
|
|
|
|
|
||||||||
|
|
дом |
|
|
|
|
|
|
|
нии оси рабочих органов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Насос |
двустороннего |
|
|
|
Жидкость подводится к рабочим органам с двух |
|
|
|
|
+ |
|
|
|
|
|
|
||||||||||
|
|
входа |
|
|
|
|
|
|
|
противоположных сторон |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
Одноступенчатый |
|
|
|
|
Насос с одним комплектом рабочих органов |
|
|
|
|
+ |
|
|
|
|
|
|
||||||||||
|
|
насос |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двухступенчатый |
|
|
|
|
Насос |
с |
двумя последовательно |
располо- |
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
+ |
|
|
|
|
|
|
|||||||||||||||
|
|
насос |
|
|
|
|
|
|
|
женными комплектами рабочих органов |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
Многоступенчатый |
|
|
|
Насос с тремя и более комплектами после- |
|
|
|
|
Å |
|
|
|
|
|
|
|||||||||||
|
|
насос |
|
|
|
|
|
|
|
довательно расположенных рабочих органов |
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
Однопоточный насос |
|
|
|
Насос с подачей жидкости через один отвод |
|
|
|
|
Å |
|
|
|
|
|
|
|||||||||||
|
|
Двухпоточный насос |
|
|
Подача жидкости через два подвода |
|
|
|
|
|
+ |
|
|
|
|
|
|
|||||||||||
|
|
Насос |
|
с |
торцовымКорпус насоса состоит из деталей с разъе- |
|
|
|
Å |
|
|
|
|
|
|
|||||||||||||
|
|
разъемом |
(секцион- |
|
|
мами в плоскостях, перпендикулярных оси |
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
ный насос) |
|
|
|
|
|
вращения ротора |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Насос |
с |
осевым |
|
|
|
Корпус |
насоса |
имеет |
разъем |
в |
|
плоскости |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
Å |
|
|
|
|
|
|
|||||||||||||||
|
|
разъемом |
|
|
|
|
|
|
оси вращения ротора |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
Двухкорпусный |
на- |
|
|
Насос с дополнительным внешним корпусом |
|
|
|
|
+ |
|
|
|
|
|
|
|||||||||||
|
|
сос |
|
|
|
|
|
|
|
для обеспечения герметичности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
Насос |
с |
защитнымНасос |
с |
внутренним |
съемным |
|
корпусом, |
|
|
+ |
|
|
|
|
|
|
||||||||||
|
|
корпусом |
|
|
|
|
|
|
стойким к воздействию жидкости |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Приняты обозначения: Å - наиболее часто применяются; + - иногда применяются; – - не применяются.
113

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Кроме этого применяется маркировка насосов по основным техническим показателям: подаче и напору. Большинство насосов маркируется следующим образом: после буквенного обозначения(марки) ставят через тире или косую черту две цифры – номинальную подачу, м3/ч, и номинальный напор, м столба жидкости.
Примеры условных обозначений: консольный насос с подачей 125 м3/ч и напором 30 м обозначается так: К 125 – 30 или К 125/30, а горизонтальный фекальный насос с такими же показателями – ФГ 125 – 30 или ФГ 125/30.
Насос марки К 20/18-5-У3: 20 – подача, м3/ч; 18 – напор, м. Многоступенчатые секционные насосы имеют обозначения ЦНС. Напри-
мер, марка ЦНС 180-212: ЦНС - центробежный секционный насос; подача
Q=180 м3/ч; напор H =212 м.
Насос центробежный К65-50-160/2 Условное обозначение насоса означает: К – консольный; 65-50 – подача в м3/ч при обточке рабочего колеса; 160 – напор в м; 2 – индекс модернизации.
Также применяется следующая маркировка: Насос марки КМ65-50- 160а/2-5-У3:
КМ – насос горизонтальный консольный моноблочный; 65 – диаметр входного патрубка, мм; 50 – диаметр выходного патрубка, мм; 160 – номинальный диаметр рабочего колеса, мм; а – условное обозначение рабочего колеса с обточкой, обеспечивающей работу агрегата в средней части поля“Q-H”; 2 – условное обозначение числа оборотов электродвигателя:
2 при n=2900 об/мин;
4при n=1450 об/мин;
5– одинарное торцовое уплотнение; У3 – климатическое исполнение и категория размещения при эксплуатации по ГОСТ15150-69. П – пожарный вариант с мягким набивным сальником.
КМ 50-32-200:
50– диаметр входного патрубка, мм; 32 – диаметр выходного патрубка, мм; 200 – номинальный диаметр рабочего колеса, мм.
На сегодняшний день принято следующее буквенное обозначение марок насосов общего назначения:
–К - насос одноступенчатый консольный;
–В - насос, одноступенчатый, вертикальный, консольный;
–Д - насос одноступенчатый с рабочим колесом двустороннего типа;
–ЦНС - насос секционный многоступенчатый;
–ЦН - насос многоступенчатый;
–ВК - насос вихревой, консольный;
–ЦВ - насос центробежно-вихревой;
–СВН - насос, самовсасывающий вихревой.
114
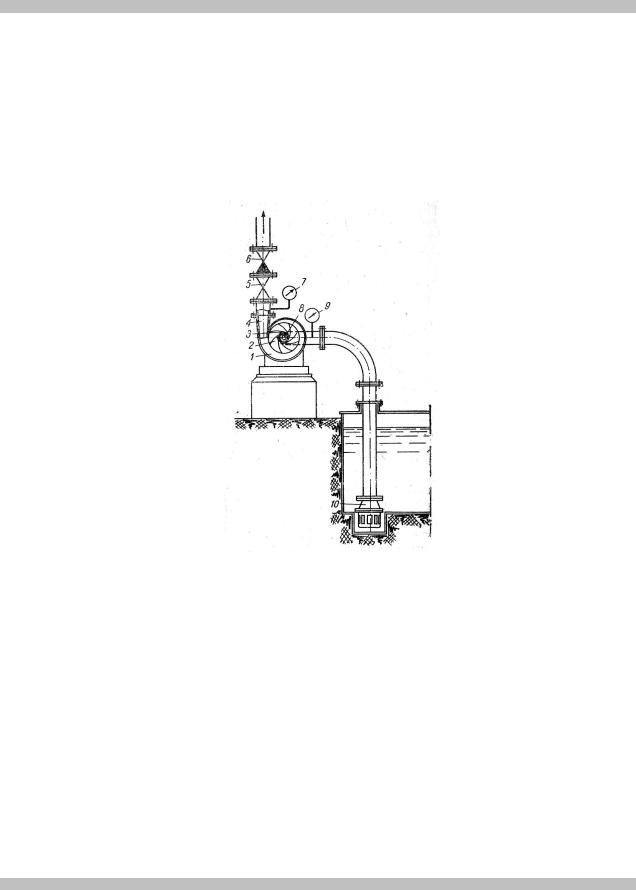
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
2.4.3.3 Принцип действия и устройство центробежных насосов
Принцип действия.
Схематично центробежный насос показан на рисунке2.98. В чугунном спиралевидном корпусе 1 вращается вал 8, приводимый в движение от электродвигателя, паровой турбины, двигателя внутреннего сгорания (непосредственно или через клиноременную передачу). На валу закреплено рабочее колесо 3 с лопатками, пространства между которыми образуют каналы для прохода жидкости.
1 – корпус; 2 – всасывающий штуцер; 3 – рабочее колесо; 4 – нагнетательный штуцер; 5 – задвижка; 6 – обратный клапан; 7 – манометр; 8 – вал; 9 – вакуумметр;
10 – приемный клапан с сеткой
Рисунок 2.98 – Центробежный насос
В корпусе имеются два штуцера- 2 и 4. один из них расположен по горизонтальной оси корпуса (ось его лежит на продолжении оси вала), а другой – касательно к спирали корпуса, в месте ее наибольшего удаления от центра. Первый штуцер служит для ввода жидкости в насос(к нему присоединен всасывающий трубопровод), второй - нагнетательный.
На нагнетательном трубопроводе установлена задвижка5, служащая для перекрытия трубопровода и регулирования производительности насоса. Над ней расположен обратный клапан6. При внезапной остановке насоса он предотвращает обратный ток жидкости и тем самым защищает насос от гидравлического удара, который может вызвать поломку насоса. На конце всасывающего
115
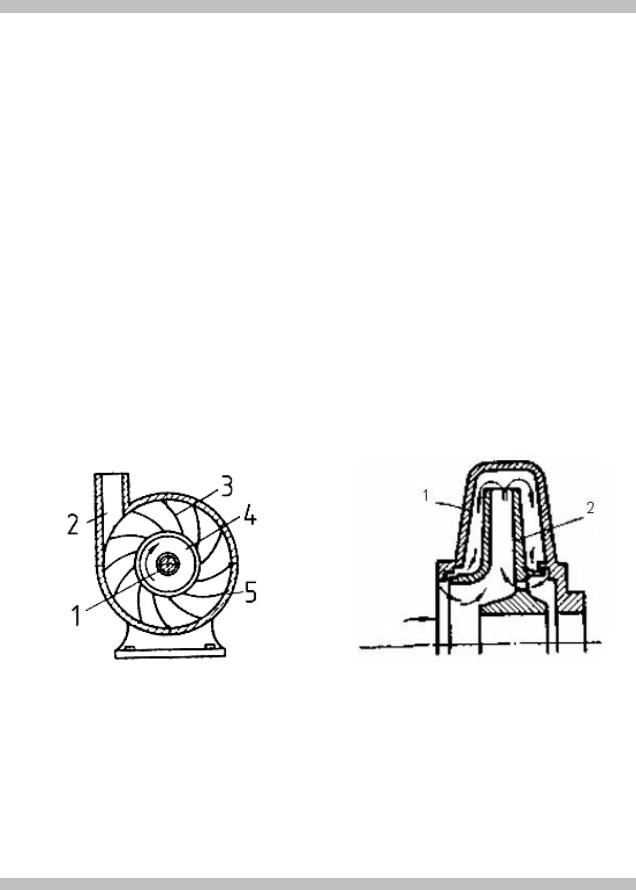
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
трубопровода, погруженного в жидкость, установлен приемный клапан 10, препятствующий вытеканию жидкости из всасывающего трубопровода и насоса при остановке последнего.
Если внутреннее пространство насоса и его всасывающий трубопровод заполнены жидкостью, то при вращении рабочего колеса лопатки увлекают жидкость, а возникающая при этом центробежная сила отбрасывает ее в спиральный канал (так называемую «улитку») корпуса. Двигаясь по каналу, жидкость попадает в нагнетательный штуцер и из него– в нагнетательный трубопровод. В результате выхода транспортируемой жидкости в нагнетательный трубопровод во всасывающей полости создается разрежение, жидкость из опорожняемого резервуара или аппарата начинает подниматься во всасывающей трубе в насос. Таким образом, устанавливается процесс равномерного перекачивания жидкости.
Давление (напор), развиваемое центробежной силой, в действующем насосе прямо пропорционально квадрату числа оборотов рабочего колеса.
Схематически центробежный насос состоит из рабочего колеса4 (рисунок 2.99), снабженного лопастями и установленного на валу 1 в спиральном корпусе 5. Схема перетока жидкости в корпусе насоса показана на рисунке 2. 100.
Несмотря на большое разнообразие конструкций центробежные насосы (рисунок 2.101) состоят из следующих основных узлов и деталей: корпус, ротор с рабочим колесом, подшипники, концевые уплотнения вала, уплотнения рабочих колес, соединительные муфты.
1 – вал; 2 – нагнетательный патрубок; 3 – |
1 – корпус; 2 – рабочее колесо |
лопасть; 4 – рабочее колесо; 5 – корпус |
|
Рисунок 2.99 – Схема |
Рисунок 2.100 – Схема перетока |
центробежного насоса |
жидкости в корпусе насоса |
Основные элементы центробежных насосов.
Корпус насоса
В основном применяются спиральные и секционные корпуса.
Спиральные корпуса применяются для одноступенчатых (с одним рабочим колесом) и многоступенчатых насосов. Корпус насоса спирального типа представляет собой сложную деталь, состоящую из оболочек различной формы, цело-
116
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
го ряда различным образом нагруженных и закрепленных пластин произвольной формы и т.д. Такой корпус для консольного насоса может быть выполнен либо в виде отдельной отливки, либо с крышкой и патрубком(рисунок 2.102). Насосы с проходным валом, т.е. однопролетные, когда рабочее колесо или колеса расположены между подшипниками(опорами) имеют спиральный корпус, состоящий из двух частей: нижней части и крышки, соединяемых между собой шпильками (рисунки 2.103).
Наличие плоскости разъема и расположение входного и выходного -пат рубков в нижней части корпуса создает определенные удобства для разборки и сборки насоса. Корпуса насосов спирального типа можно выполнять с различным расположением входного и выходного патрубков.
Спиральные корпуса многоступенчатых насосов (см. рисунок 2.101, 2.103, 2.104) имеют много общих решений с корпусами одноступенчатых насосов. Они представляют отливки сложной формы. Ступени соединяют переводными каналами, выполненных в отливке или при помощи переводных труб. Спиральные корпуса крупных и средних насосов имеют горизонтальный разъем в плоскости, проходящей через ось насоса, что дает возможность разбирать, собирать и контролировать состояние внутренних водопроводящих каналов насоса без демонтажа трубопроводов на месте эксплуатации.
При наличии разъема входной и выходной патрубки насоса отливают в нижней части корпуса. К ней приливают также опорные лапы и кронштейны для крепления корпуса подшипников. Чаще всего патрубки располагают горизонтально и направляют в противоположные стороны. В нижней части корпуса предусматривают отверстия для полного опорожнения насоса.
В крышке корпуса должны быть аналогичные отверстия для выпуска воздуха. При работе насоса эти отверстия закрывают пробками.
Для транспортировки насосов в корпусе делают специальные приливы в виде крюков, проушин в ребрах жесткости или бобышек для рым-болтов.
Секционный корпус представляет набор секций, имеющих разъемы в плоскостях, перпендикулярных оси насоса, входной и выходной крышек, соединенных между собой стяжным шпильками. Входная и выходная крышки являются базовыми деталями насоса. В крышках выполнены, соответственно, входной и выходной патрубки. Разрез секционного насоса приведен на рисунке
2.105.
Ротор насоса
Ротор (рисунок 2.106) лопастного насоса представляет собой отдельную сборочную единицу, которая в значительной мере определяет экономичность, надежность и долговечность работы насоса.
Базовой деталью ротора является обычно двухопорный вал, на котором устанавливают рабочие колеса, защитные втулки, полумуфту и другие мелкие детали, закрепленные на валу. При консольной конструкции ротора(рисунок 2.107 а, а) рабочее колесо располагают на конце вала и фиксируют на нем в осевом направлении гайкой, которая одновременно является обтекателем.
В одноступенчатых насосах с проходным валом (рисунок 2.107 ,б) рабочее колесо обычно устанавливают на равном расстоянии от опор. В многоступенча-
117
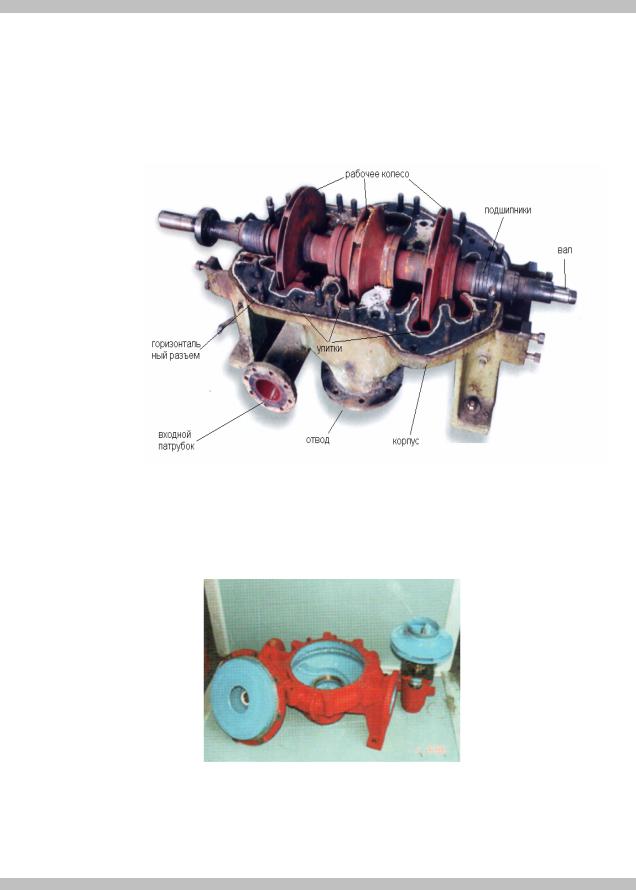
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
тых насосах (рисунок 2.107, в, г) расположение комплекта колес зависит от конструктивной схемы насоса. Рабочие колеса ступеней упираются в буртик вала и через втулки круглыми гайками фиксируются в осевом направлении.
В насосах, перекачивающих горячие жидкости, между комплектом рабочих колес и упорной втулкой предусматривают зазор0,5-1,0 мм для компенсации тепловых расширений деталей ротора.
Рисунок 2.101 – Центробежный однопролетный горизонтальный многоступенчатый насос с осевым разъемом и боковым входом жидкости со спиральным корпусом
Рисунок 2-102 - Спиральный корпус консольного насоса
118

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
. 
Рисунок 2-103 - Спиральный корпус однопролетного насоса
Рисунок 2.104 – Горизонтальный разъем центробежного двухступенчатого насоса
119
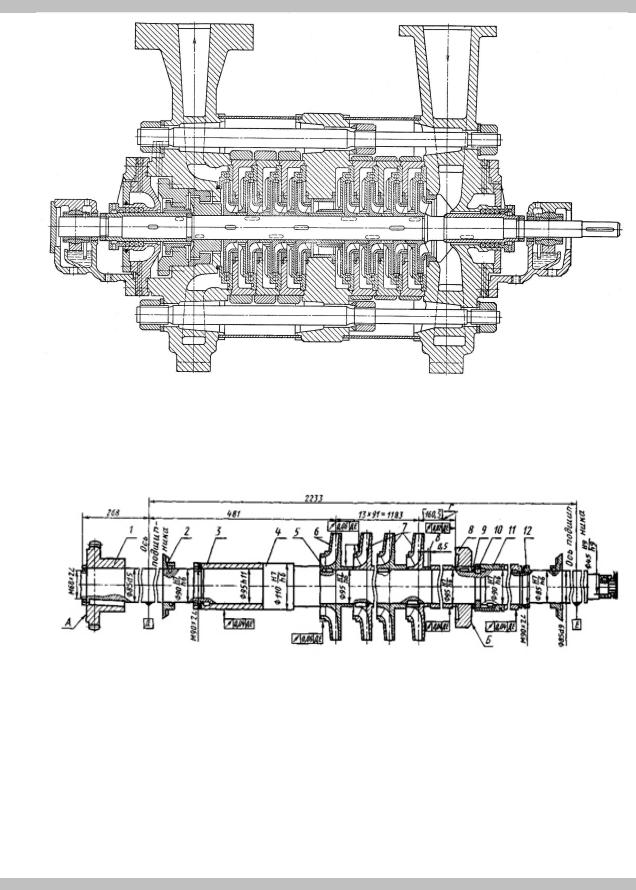
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 2.105 – Разрез секционного насоса
Рисунок 2.106 – Ротор многоступенчатого насоса
120
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
а – ротор консольного насоса; в – ротор однопролетного одноступенчатого насоса; в, г – роторы многоступенчатых однопролетных насосов
Рисунок 2.107 – Роторы насосов
Защитные втулки либо навинчивают на вал, либо поджимают в осевом направлении круглыми гайками.
На приводном конце вала, имеющем цилиндрическую или коническую форму, устанавливают полумуфту, которая в осевом направлении может фиксироваться круглой гайкой. Большинство деталей ротора посажены на вал на шпонках. Детали, устанавливаемые без шпоночного соединения, должны быть надежно закреплены от проворачивания.
Взависимости от конструктивной схемы насоса роторы бывают с односторонним (входные воронки рабочих колес направлены в одну сторону) и симметричным расположением рабочих колес.
Впоследнем случае рабочие колеса попарно раздвинуты входными воронками в противоположные стороны.
Рабочие колеса
Врабочем колесе происходит преобразование механической энергии привода в гидравлическую энергию перекачиваемой жидкости.
Рабочие колеса выполняют радиального, диагонального и осевого типов. Рабочее колесо закрытого типа (рисунок 2.108,а, 2.109) состоит из ведущего 3 и ведомого 1 дисков с расположенными между ними лопастями2. Рабочее колесо полуоткрытого типа (рисунок 2.108, б) не имеет покрывающего диска, а лопасти выполнены заодно с основным (ведущим) диском. Рабочее колесо открытого ти-
121

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
па (рисунок 2.108, в) не имеет дисков, а лопасти крепятся к втулке, аналогично рабочему колесу осевого насоса.
Количество лопастей обычно от шести до восьми, но для насосов, предназначенных для перекачки загрязненных жидкостей, число их уменьшают до двух или четырех. Этим увеличивают сечение каналов для прохода взвешенных частиц. Форму и размеры проточной части колеса определяют расчетом. При этом учитывают его механическую прочность и технологичность изготовления.
а, б, в – центробежных (а – закрытого типа; б – полуоткрытого типа; в – открытого типа); г – вихревого насоса; д – осевого насоса;
1 – ведомый диск; 2 – лопасть; 3 – ведущий диск
Рисунок 2.108 – Схемы рабочих колес динамических насосов
Зазор между колесом и крышкой должен быть минимальным, но обеспечивающим свободное (без трения) вращение колеса. Обычно его выбирают в пределах 0,4-0,6 мм. С увеличением зазора возрастает количество жидкости, перетекающей из напорной полости во всасывающую под влиянием разности давлений.
Передний диск колеса имеет обточенную цилиндрическую поверхность, которой он входит в крышку корпуса насоса. В крышке, в свою очередь, запрессовано уплотнительное кольцо.
Втулки и муфты
Основное назначение втулок – предохранять вал от коррозии, эрозии и износа. Существует большое разнообразие втулок по назначению и конструктивным признакам. Наиболее ответственными являются втулки вала в зоне концевых уплотнений вала. В зависимости от типа уплотнения меняется и назначение втулок.
В насосах наибольшее распространение получили три типа соединительных муфт: упругие, упруго-пальцевые и зубчатые. Все центробежные насосы,
122

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
предусмотренные стандартом, рассчитаны на привод от электродвигателей при непосредственном соединении упругой муфтой(рисунок 2.110). Однако насосы типа К могут поставляться и со шкивом для ременной передачи.
Рисунок 2.109 – Рабочие колеса закрытого типа
123

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
A – упругие мембраны из нержавеющей стали B – защитные втулки, защита от перегрузки C – антикоррозионная обработка D – мембранные узлы для облегчения монтажа E – тугая посадка болтов для сохранения балансировочных свойств
Рисунок 2.110 – Упругие пластинчатые муфты для соединения валов фирмы «Джон Крейн» (Англия)
Благодаря применению упругих элементов новых конструкций, муфты допускают увеличенный по сравнению с известными стандартными элементами перекос осей валов, радиальные и осевые смещения. Конструкция муфт позволяет легко их устанавливать и сократить время монтажа.
Концевые уплотнения вала
Для уплотнения вала насоса в местах выхода его из корпуса предусматриваются концевые уплотнения, которые:
−предотвращают утечки перекачиваемой жидкости из насоса;
−не допускают попадания воздуха в насос при работе последнего с разряжением на входе;
−обеспечивают охлаждение вала при перекачивании горячих жидкостей для предупреждения нагрева шеек вала в подшипниках;
−обеспечивают полную герметизацию вала при перекачивании токсичных или взрывоопасных жидкостей.
Концевые уплотнения являются одним из важнейших узлов насоса, характеризующих надежность его работы.
При всем многообразии конструктивных исполнений концевые уплотнения могут быть разделены на три группы:
−контактные;
−бесконтактные;
−комбинированные.
124

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Контактные уплотнения разделяют на сальниковые, торцовые и уплотнения с плавающими кольцами.
Наибольшее распространение в настоящее время получили торцовые -уп лотнения, так обеспечивают практически полную герметичность.
Торцовые уплотнения имеют многочисленные конструктивные разновидности. Торцовые уплотнения бывают одинарными (рисунок 2.110, 2.111), двойными (рисунок 2.112), одноступенчатыми, двухступенчатыми и т.д.
Уплотнение осуществляется между не вращающейся1 и вращающейся 2 деталями, которые прижимаются одна к другой пружиной3 (сильфоном 4). Вращающееся кольцо закрепляется на валу насоса, а не вращающееся – может перемещаться в осевом направлении. Существуют и другие конструктивные исполнения закрепления колец на валу. Уплотнение неподвижных одна относительно другой деталей осуществляется кольцами из резины или пластмассы.
Подвижный в осевом направлении элемент центрируют в корпусе по -ре зиновому кольцу круглого сечения, благодаря чему он может перемещаться по поверхности жесткого элемента.
Уплотнения рабочего колеса
Уплотнение рабочего колеса центробежного насоса служит для уменьшения объемных потерь и увеличения КПД путем снижения протечек воды из напорной части во всасывающую через зазор между ротором и статором. В качестве уплотнения рабочего колеса обычно применяются бесконтактные уплотнения щелевого типа.
Их уплотняющий эффект основан на использовании гидравлического сопротивления кольцевых дросселей с малым радиальным зазором. Радиальный зазор принимают минимальным при условии обеспечения надежной сборки и работы без металлического контакта вращающихся и неподвижных элементов насоса.
1 − Стационарная пара трения; 2 − Вращающаяся пара трения; 3 − Хомут; 4 − Кольцо; 5 − Пружина; 8 − Нажимное кольцо; 7, 9 − V-кольцо; 10 − Нажимное кольцо; 6, 11, 12 − Винт;
Рисунок 2.110 − Схема одинарного торцевого уплотнения
На рисунке 2.113 показаны схемы щелевых уплотнений, применяемых в центробежных насосах. Щелевое уплотнение состоит из уплотнительного и -за щитного колец, закрепленных соответственно в корпусе насоса и на рабочем ко-
125

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
лесе. Кольца запрессовываются или крепятся винтами таким образом, что между их уплотнительными поверхностями образуется щель с зазором.
Рисунок 2.111 − Одинарные торцевые уплотнения
Рисунок 2.112 − Схема двойного торцового уплотнения типа тандем
а – прямое; б – угловое; 1 – корпус насоса; 2 – уплотнительное кольцо; 3 – рабочее колесо; 4 – защитное кольцо
Рисунок 2.113 – Щелевые уплотнения рабочего колеса
126
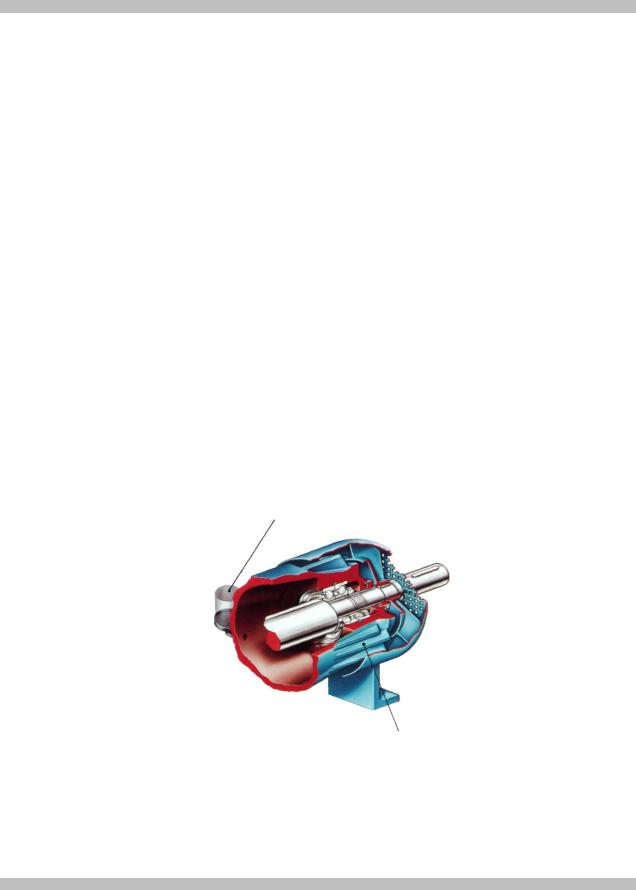
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Материал уплотнительных и защитных колец должен обладать хорошей износостойкостью, эрозионной и коррозионной стойкостью, а также стойкостью против задирания при возможном соприкосновении вращающихся и неподвижных поверхностей или попадания в щель металлических включение.
Подшипники
В преобладающем большинстве насосов применяют выносные подшипниковые опоры.
Все подшипники подразделяют на две группы: радиальные – воспринимающие радиальные усилия, и упорные – воспринимающие осевые усилия, действующие на ротор.
Для малых и средних насосов в качестве радиальных опор применяют шарико и роликоподшипники (рисунок 2.114). Основным их преимуществом являются минимальные потери на трение, небольшие размеры, легкая смена и способность многих подшипников качения воспринимать не только радиальные, но и осевые усилия.
При больших окружных скоростях работоспособность шарикоподшипников резко снижается. Кроме того, при разрушении подшипника, как правило, происходит разрушение ротора. Поэтому для ответственных насосов в качестве радиальных опор часто применяют подшипники скольжения, которые при правильной установке и эксплуатации имеют практически неограниченное время эксплуатации.
В большинстве конструкций много ступенчатых насосов для восприятия неуравновешенного осевого усилия применяют два радиально-упорных шарикоподшипника, воспринимающих усилие в двух направлениях.
Упорный подшипник, как правило, располагают со стороны свободного конца вала насоса в общем корпусе с радиальным подшипником.
Рисунок 2.114 − Шариковый подшипник
В настоящее время продолжаются работы по разработке новых конструкций насосов. В приложении А приведены рисунки некоторых современных насосов и концевых опор.
127
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
3 Задания для различных видов СРС, лабораторных и практических занятий
3.1 Принцип разработки новых заданий
В данной главе приводится набор заданий и выдержек из методических пособий и указаний, разработанных в соответствии с планом проекта №24 по основным дисциплинам, изучаемым на четвертом курсе студентами специальности.
При разработке данных заданий и методических материалов исходили из основной идеи новой образовательной технологии, заключающейся в разработке моделей заданий с элементами реальных объектов.
При традиционной системе обучения разработка СРС обычно происходит по схеме: модель-теория (рисунок 3.1), тогда как на практике работает схема; реальный объект-модель-теория (рисунок 3.2).
Модель |
Теория |
Рисунок 3.1- Схема традиционной схемы обучения
Таким образом, наиболее важный этап: реальный объект-модель практически отсутствует, особенно при выполнении различных видов самостоятельных работ на начальных курсах при изучении таких дисциплин, как начертательная геометрия, инженерная графика, сопротивление материалов и т.д., а это основной этап, на котором создаются расчетные схемы, применяются различные упрощения, облегчающие расчет.
Реальный
объект
Модель |
Теория |
Рисунок 3.2 – Схема обучения с включением элементов реальных объектов
128
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Данный этап, например, при изучении дисциплины «Сопротивление материалов» требует глубоких знаний по математике, физике, теоретической механике, материаловедению и т.д. Не всякий студент может оперировать этой совокупностью знаний и сознательно подойти как к этапу реальный -объект модель, так и к этапу модельреальный объект. Эти трудности значительно уменьшаются при реализации идей проекта, так как вводится этап: реальный объект-модель.
При реализации данной задачи на начальном этапе, т.е. когда студенты начали обучаться на первом курсе, была сформулирована основная схема разработки заданий, которая показана на рисунке 3.3
ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА


 КОЛОННЫЙ АППАРАТ… ТЕПЛООБМЕНЫЙ АППАРАТ
КОЛОННЫЙ АППАРАТ… ТЕПЛООБМЕНЫЙ АППАРАТ
РГР
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
Рисунок 3.3 - Схема реализации проекта
В соответствие с этой схемой:
-выбирается какая-либо технологическая установка или блок НПЗ;
-определяются реальные объекты (насос, колонный и теплообменные аппараты, печь), которые в технологической схеме взаимосвязаны между собой;
-задаются основные исходные данные для данных объектов;
-составляются промежуточные задания и разрабатываются методические материалы на различные виды СРС, практические или лабораторные занятия по основным дисциплинам циклов учебного плана с элементами реальных объектов, при изучении которых прослеживается логическая преемственность и междисциплинарные связи;
-все задания аккумулируются в выпускной квалификационной работе
129
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
(ВКР), составляя ее основную часть.
В таблице 3.1 приведен примерный список разработанных, внедренных и подготовленных к внедрению (выделены серым цветом) заданий с элементами реальных объектов: колонных аппаратов (КА), теплообменных аппаратов (ТОА) и центробежных насосов (ЦБН) по различным дисциплинам (с первого по пятый курсы). Для трубчатой печи задания были разработаны, но не внедрены, поэтому здесь не приводятся.
Таблица 3.1 – Перечень разработанных заданий с элементами реальных объектов
|
Предшествующая |
|
|
Се |
|
|
Вид |
|
|
Наименование |
|
|
|
|||
|
дисциплина |
|
|
мес |
|
|
СРС, |
|
|
СРС, ЛЗ, ПЗ |
|
|
|
|||
|
|
|
|
|
|
тр |
|
|
ЛЗ, ПЗ |
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2 |
|
|
3 |
|
|
4 |
|
|
|
|
|
Процессы |
и |
агрегаты |
|
|
|
|
|
|
|
Основные свойства сырья поступающего на техноло- |
|
|
|
||
|
нефтегазовых |
техно- |
|
1 |
|
|
ЛР |
|
|
гическую установку (КА, ТОА, ЦБН) |
|
|
|
|||
|
логий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Начертательная |
- |
гео |
|
|
|
|
|
|
Пересечение цилиндрической оболочки втулки шту- |
|
|
||||
|
метрия |
|
|
|
|
|
|
|
РГР |
|
|
цера с цилиндрической, эллиптической, полусфери- |
или |
|||
|
|
|
|
|
|
1 |
|
|
|
|
ческой или конической оболочкой корпуса ТОА |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
КА |
|
|
|
|
|
Инженерная графика |
|
|
|
|
|
|
|
|
Соединение фланцев корпуса ТОА, элементов корпу- |
|
|
||||
|
|
|
|
|
|
2 |
|
|
РГР |
|
|
са ЦБН или фланцев штуцера КА с трубопроводом |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
шпилькой или болтом (КА, ТОА, ЦБН) |
|
|
|
|
|
Химическое |
сопротив- |
|
|
|
|
|
|
|
|
Выбор метода защиты от коррозии корпуса КА, ТОА, |
|
|
|
||
|
ление и защита от кор- |
|
|
3 |
|
|
РГР |
|
|
ЦБН |
|
|
||||
|
розии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Инженерная графика |
|
|
3 |
|
|
РГР |
|
|
Запорная арматура для подводящих или отводящих |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
трубопроводов для КА, ТОА, ЦБН |
|
|
|
|
|
Сопромат |
|
|
|
|
|
|
|
|
|
|
Определение напряжений в корпусе под действием |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
ПЗ |
|
|
осевой сжимающей силы - веса КА |
|
|
|
|
|
Сопромат |
|
|
|
|
|
|
|
|
|
|
Построение эпюры изгибающего момента от попе- |
||||
|
|
|
|
|
|
3 |
|
|
РПР |
|
|
речной (ветровой) нагрузки, действующей на КА |
||||
|
Сопромат |
|
|
|
|
3 |
|
|
ПЗ |
|
|
Определение допускаемых напряжений для корпуса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ТОА, КА |
|
|
||
|
Сопромат |
|
|
|
|
3 |
|
|
ПЗ |
|
|
Построение эпюры изгибающего момента и попереч- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ной нагрузки от веса ТОА |
|
|
||
|
Сопромат |
|
|
|
|
|
|
|
|
|
|
Построение эпюры изгибающих моментов и переч- |
|
|
|
|
|
|
|
|
|
|
3 |
|
|
РГР |
|
|
ных сил для вала ЦБН от веса рабочего колеса |
|
|
||
|
Теоретическая |
|
|
|
4 |
|
|
РГР |
|
|
Определение опорных реакций для ТОА |
|
|
|
||
|
механика |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материаловедение |
4 |
|
|
Реферат |
|
Подбор материала для элементов КА, ТОА, ЦБН. |
|
|
|||||||
|
Сопромат |
|
|
|
|
|
|
|
|
|
|
Расчет стержня кольцевого сечения(КА) на устойчи- |
|
|
|
|
|
|
|
|
|
|
4 |
|
|
РГР |
|
|
вость под действием осевой сжимающей силы– веса |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
КА |
|
|
||
|
Сопромат |
|
|
|
|
|
|
|
|
|
|
Проверка прочности корпуса КА на совместное воз- |
|
|
||
|
|
|
|
|
|
4 |
|
|
РГР |
|
|
действие изгибающего момента, осевой сжимающей |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
силы и внутреннего давления |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
130
|
|
|
|
|
Компания «ТНК – ВР» |
|
|
|
|
|
|
||||
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ |
|
|
|||||||||||||
|
|
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ» |
|
|
|||||||||||
|
1 |
|
2 |
3 |
|
|
|
|
|
4 |
|
|
|
||
АЧКР |
(автоматизация |
|
Кон- |
Чертеж |
|
общего |
вида |
аппарата |
в |
- чертежно |
|||||
чертежно- |
|
|
4 |
троль- |
конструкторском |
редакторе «КОМПАС-график» |
(КА, |
||||||||
конструкторских работ) |
|
ная |
ТОА). |
|
|
|
|
|
|
|
|
|
|||
Экология |
|
|
|
|
работа |
Расчет количества вредных веществ поступающих из |
|||||||||
|
|
|
|
|
|||||||||||
|
|
|
|
5 |
ПЗ |
КА, ТОА, ЦБН, находящихся под давлением. |
|
|
|||||||
Основы |
|
|
надежности |
|
Определение надежности блока установки предпри- |
||||||||||
оборудования |
|
5 |
РГР |
ятия |
нефтепереработки |
и |
нефтехимии (КА, |
ТОА, |
|||||||
|
|
|
|
|
|
ЦБН). |
|
|
|
|
|
|
|
|
|
Технология |
нефтегазово- |
5 |
Реферат |
Изучение технологического процесса и оборудования |
|||||||||||
го оборудования |
|
|
|
(КА, ТОА, ЦБН). |
|
|
|
|
|
|
|||||
Теплотехника |
|
5 |
РГР |
Тепловой расчет ТОА. |
|
|
|
|
|
||||||
Гидравлика |
|
|
|
|
Определение диаметров трубопроводов и расчет ра- |
||||||||||
|
|
|
|
5 |
РГР |
бочего колеса |
|
|
|
|
|
|
|||
Метрология, |
стандарти- |
|
|
Отклонение размеров вала и отверстия (ЦБН). |
|
|
|||||||||
зация и сертификация |
5 |
РГР |
|
|
|
|
|
|
|
|
|
|
|||
Технология |
конструкци- |
|
|
Разработка |
технологического |
процесса изготовления |
|||||||||
онных материалов |
6 |
РГР |
днища (КА, ТОА). |
|
|
|
|
|
|
||||||
Процессы |
и |
аппараты |
|
Расчет ректификационной колонны |
|
|
|||||||||
нефтепереработки |
6и |
КР |
|
|
|
|
|
|
|
|
|
|
|||
нефтехимии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Процессы |
и |
аппараты |
|
Изучение гидромеханических |
|
|
|
||||||||
нефтепереработки |
6и |
ЛР |
явлений в тарельчатой и насадочной колоннах. |
|
|
||||||||||
нефтехимии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Детали машин |
|
6 |
КП |
Компоновочный чертеж, узлы и деталировка ЦБН. |
|||||||||||
Машины и аппараты |
|
|
Подбор и расчет колонного и теплообменного аппара- |
||||||||||||
нефтегазопереработки |
7 |
КП |
тов. |
|
|
|
|
|
|
|
|
|
|||
Конструирование |
и рас- |
|
|
Расчет ТОА на седловых опорах . |
|
|
|||||||||
чет машин |
и аппаратов |
7 |
РГР |
|
|
|
|
|
|
|
|
|
|
||
отрасли |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Конструирование |
и рас- |
|
|
Построение расчетной модели колонного аппарата с |
|||||||||||
чет машин |
и аппаратов |
7 |
ЛР |
применением программы «Пассат». |
|
|
|||||||||
отрасли |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Машины и аппараты |
|
|
Расчет прочности и жесткости мест соединения шту- |
||||||||||||
нефтегазопереработки |
8 |
РГР |
церов |
с |
обечайкой |
или |
днищами корпуса КА |
или |
|||||||
|
|
|
|
|
|
ТОА. |
|
|
|
|
|
|
|
|
|
Конструирование |
и рас- |
|
|
Конструирование и механический расчет колонного |
|||||||||||
чет машин |
и аппаратов |
8 |
КП |
аппарата. |
|
|
|
|
|
|
|
|
|||
отрасли |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Монтаж и ремонт обору- |
|
ПЗ |
Элементы расчета проекта производства работ по |
||||||||||||
дования |
нефтегазопере- |
8 |
|
монтажу вертикального оборудования нефтегазопе- |
|||||||||||
работки |
|
|
|
|
|
реработки. |
|
|
|
|
|
|
|
|
|
Основы ремонта и диаг- |
|
|
Составление эксплутационного документа на ремонт |
||||||||||||
ностики оборудования |
|
|
оборудования (КА, ТОА, ЦБН) нефтегазоперерабаты- |
||||||||||||
|
|
|
|
8 |
ЛР |
вающего предприятия |
|
|
|
|
|
||||
Насосы и компрессоры |
|
|
Определение размеров и параметров ЦБК(провероч- |
||||||||||||
|
|
|
|
8 |
РГР |
ный расчет). |
|
|
|
|
|
|
|||
Оборудование |
нефтега- |
|
|
Расчет жесткости и напряженного состояния узла |
|||||||||||
зопереработки за |
|
8 |
РГР |
врезки штуцеров с применением программыWRC-107 |
|||||||||||
рубежом |
|
|
|
|
|
(КА, ТОА). |
|
|
|
|
|
|
|
|
|
131
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
На рисунках 3.4-3.6 показаны междисциплинарные связи для центробежного насоса, реализованные для данных заданий. Аналогичные связи разработаны для колонного и теплообменного аппаратов и приведены в приложениях Б
- И.
На рисунках 3.7 -3.11 изображены макеты узла технологической установки и реальных объектов. На макетах реальных объектах показаны элементы, для
которых были разработаны новые методические материалы по указанным в таблице 3.1 дисциплинам.
Методику разработки промежуточных заданий можно рассмотреть на примере расчета и конструирования центробежного насоса.
При изучении насоса по теоретической механике были определенына грузки, действующие на вал, рассчитаны реакции опор, далее по дисциплине «Начертательная геометрия» на примере соединения различных деталей насоса была разработана и выполнена расчетно-графическая работа по теме«Соединение резьбой», по дисциплине «Инженерная графика» для этого насоса был выполнен чертеж вала насоса.
При выполнении задания по сопротивлению материалов на тему«Изгиб балок» был произведен расчет вала на прочность как балки на двух опорах, и определен его диаметр. В четвертом семестре данный вал может быть рассчитан на совместное воздействие кручения, изгиба и продольных сил при изучении темы «Сложное сопротивление».
По дисциплине «Гидравлика» рассчитаны диаметры подводящих и отводящих трубопроводов насоса, а также произведен расчет рабочего колеса.
В дальнейшем был разработан новый курсовой проект (КП) по дисциплине «Детали машин и основы конструирования»: «Компоновочный чертеж, узлы и деталировка центробежного насоса», в котором объектом конструирования являлся центробежный насос вместо традиционно выполняемого КП по конструированию редуктора. При этом, в данный КП вошли работы, выполненные ранее на первом, втором и третьем курсах. На основании этих работ также было разработано задание на курсовую работу по дисциплине «Насосы и компрессоры», в которой был осуществлен проверочный расчет размеров и параметров центробежного насоса.
132
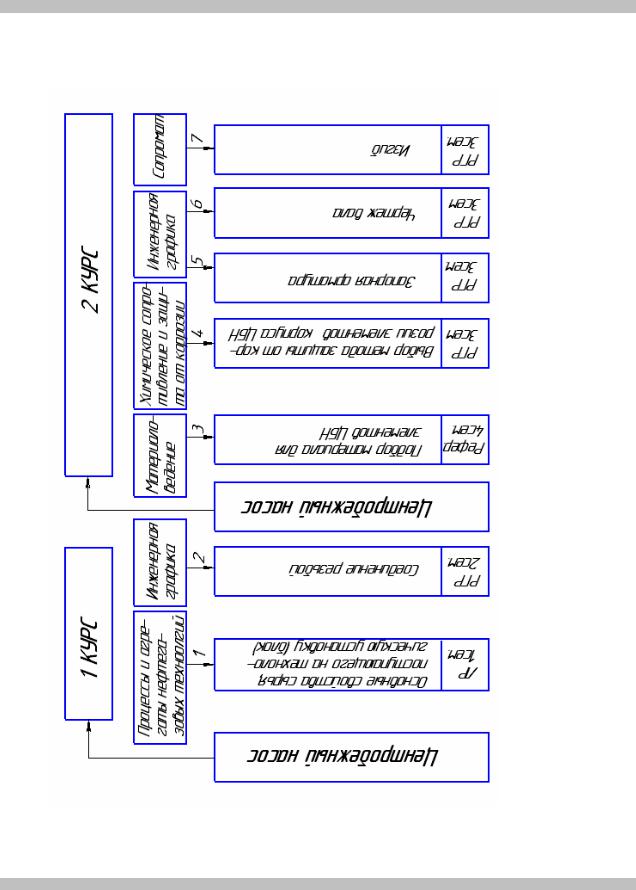
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
133

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
134
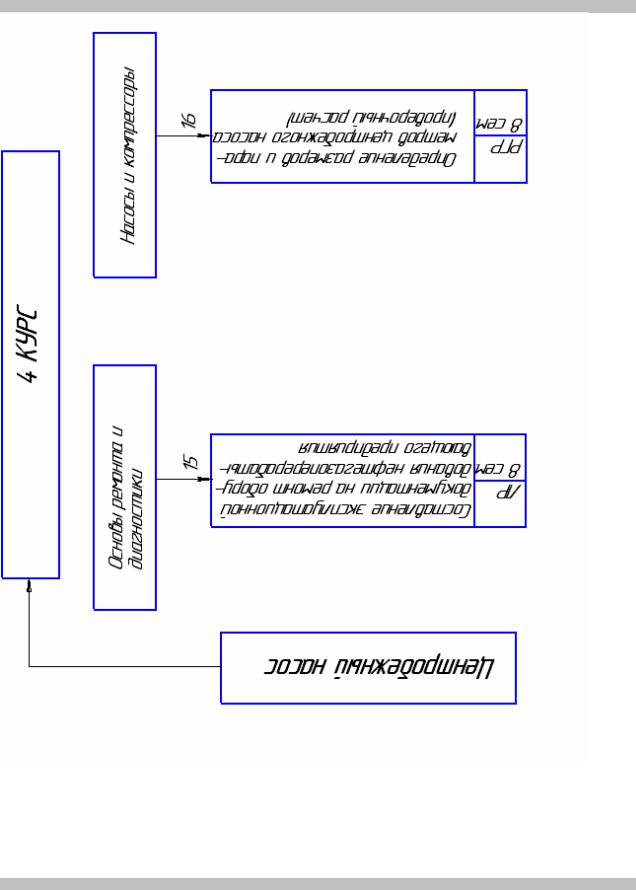
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
135

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
колонные |
Печи, |
Трехмерная модель установки |
нефтеперерабатывающего завода |
||
аппараты, |
страницы |
|
страницы |
60-70 |
|
5-25 |
|
|
Насосные агрегаты, страницы
41-60
Теплообменные аппараты, страницы 26-40
Рисунок 3.7 – Макет узла технологической установки
136
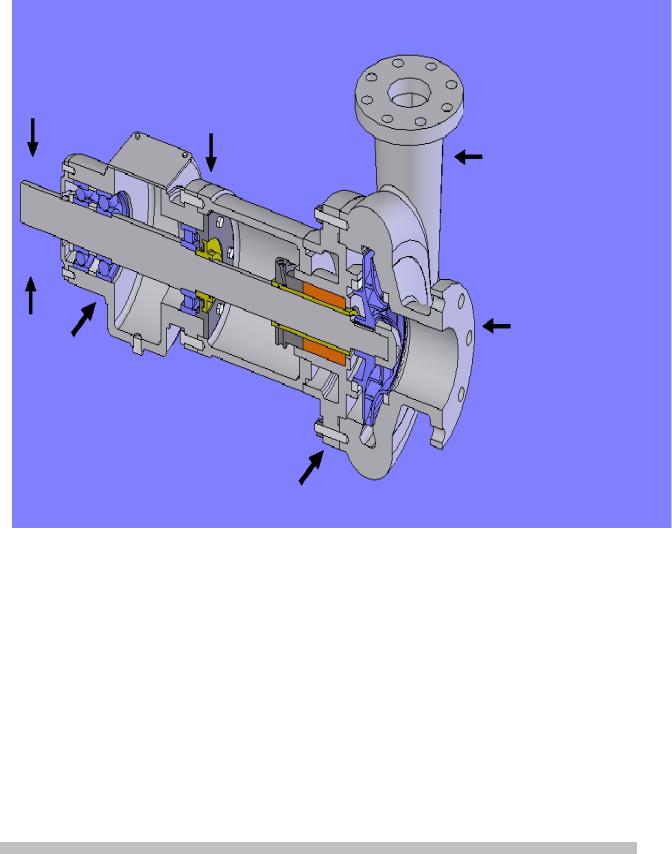
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
3 семестр |
2 семестр |
|
|
Инженерная графика |
|
||
Инженерная графика |
|
||
Эскиз вала |
|
||
Соединение резьбой |
3 семестр |
||
|
|||
|
|
||
|
|
Химическое |
|
|
|
сопротивление |
|
|
|
материалов и защита |
|
|
|
от коррозии. |
|
|
|
Выбор методов |
|
|
|
защиты от коррозии |
6 семестр Детали машин (КП) Конструирование насоса.
4 семестр Материаловедение Подбор материалов для проектируемого оборудования.
Подбор видов 6 семестр термообработки. Гидравлические
машины. Расчет рабочего колеса насоса
Рисунок 3.8-- Схема центробежного насоса
137

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
2,3 семестр |
|
7 семестр |
|
Инженерная графика. Пересечение поверхностей |
|||
|
|
Машины и аппараты НГП. |
|
|
|
Выбор теплообменного |
|
|
|
аппарата (раздел КП) |
|
|
|
6 семестр |
|
|
|
Технология |
|
|
|
конструкционных |
|
|
|
Материалов. |
|
|
|
Расчет штамповки |
|
|
|
Эллиптического днища |
|
5 семестр |
2,3 семестр |
|
|
Теоретическая механика. |
|
|
|
Теплотехника. |
Определение опорных |
4 семестр |
|
Тепловой расчет |
реакций |
Автоматизация |
|
Теплообменного аппарата |
Чертежно-конструкторских |
|
|
|
Работ. |
|
Эскиз теплообменного |
|
Аппарата. |
|
7 семестр |
|
Конструирование и расчет машин и аппаратов отрасли. |
|
Выбор седловых опор и расчет |
|
Корпуса аппарата на прочность. |
Рисунок 3.9 – Теплообменный аппарат
138
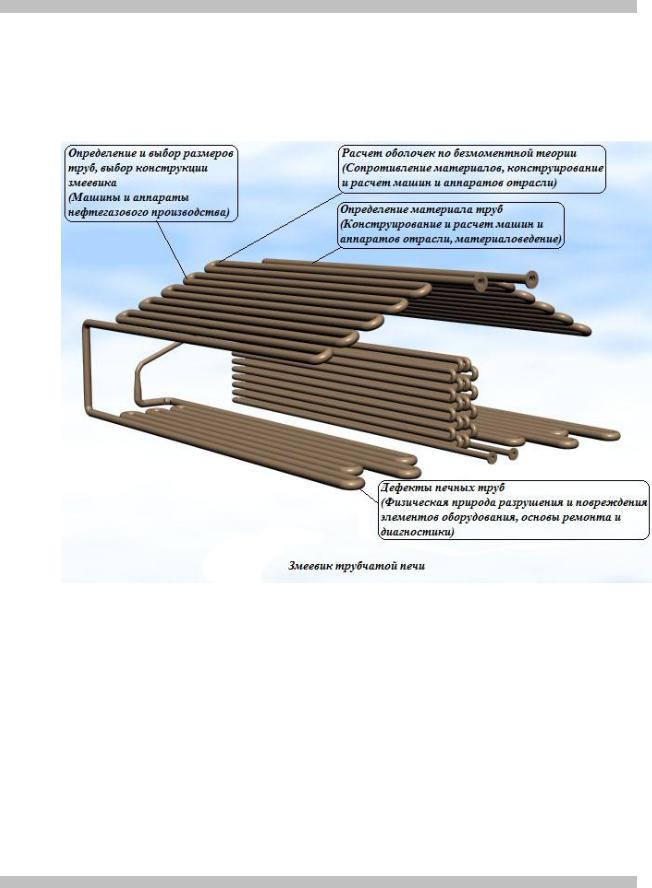
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 3.10 - Змеевик трубчатой печи
139
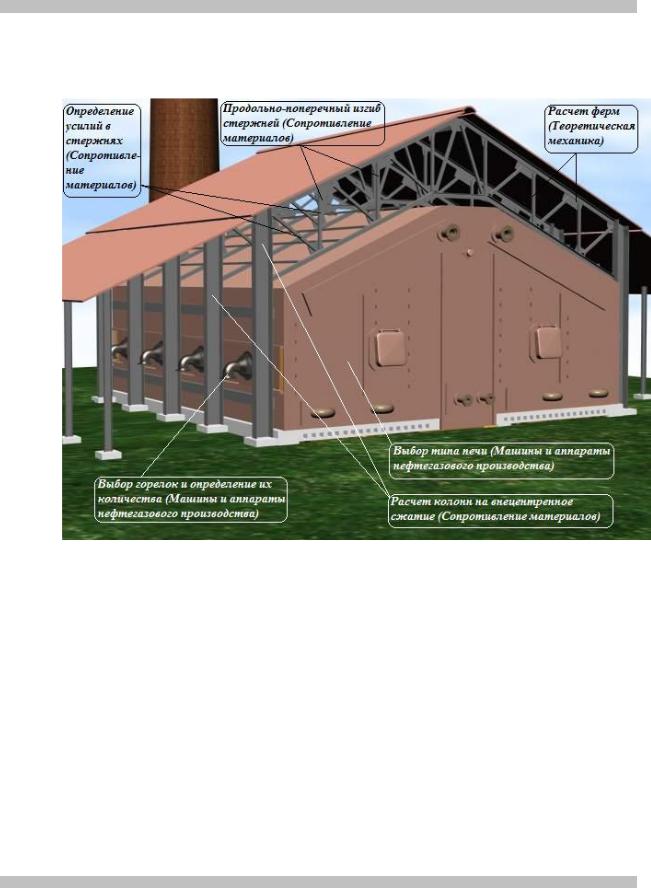
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 3.11 - Трубчатая печь
140
ОАО «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 3.12 - Макет колонного аппарата
3.2 Примеры заданий и содержания методических материалов
Задания разработаны по основным дисциплинам, которые изучаются на четвертом курсе: Процессы и аппараты нефтегазопереработки и нефтехимии, Машины и аппараты нефтегазопереработки, Конструирование и расчет машин и аппаратов отрасли, Монтаж и ремонт оборудования нефте-
141

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
газопереработки, Основы ремонта и диагностики нефтегазового оборудования, Оборудование нефтегазопереработки за рубежом.
По каждой из указанных дисциплин в рамках проекта №24 были разработаны методические пособия или указания, выдержки из которых приведены далее. В их число входят методические материалы, созданные на основе приобретенного в рамках проекта профессионально ориентированного программного продукта (ПАССАТ и Штуцер)-МКЭи Учебноисследовательского комплекса лабораторной установки для исследования совмещенной тепло-массоотдачи.
Программное обеспечение ПАССАТ предназначено для расчета на прочность и устойчивость конструкций сосудов и аппаратов для оценки несущей способности при рабочих условиях, а также при условиях испытаний и монтажа. Расчет проводится на основе: ГОСТ 14249-89, ГОСТ 25221-82,
ГОСТ 26202-84, ГОСТ 24755-89, РД 26-15-88, РД РТМ 26-01-96-77, РД 10- 249-98, ОСТ 26-01-64-83, РД 26-01-169-89, РД24-200-21-91 и др.
Программное обеспечение Штуцер-МКЭ предназначено для расчета прочности и жесткости места соединения штуцера с сосудом(аппаратом) с помощью метода конечных элементов (МКЭ). Позволяет обоснованно назначить допускаемые нагрузки на штуцер и определить необходимость и способ усиления узла врезки в аппарат.
Учебно-исследовательский комплекс предназначен для учебного лабораторного практикума при изучении массообменных процессов по дисциплине «Процессы и аппараты нефтегазопереработки и нефтехимии» для специальности 130603 «Оборудование нефтегазопереработки».
Технические характеристики установки позволяют организовывать проведение следующих лабораторных работ:
-исследование процесса теплообмена при непосредственном контакте на массообменной тарелке между жидкостью и газом(тепловой баланс, определение потерь тепла, расчёт коэффициентов теплопередачи(теплоотдачи), получение зависимости их от гидродинамических режимов на тарелке);
-исследование процесса массообмена на контактном устройстве массообменного аппарата (по испарению) между жидкостью и газом (определение коэффициентов массопередачи (массоотдачи), получение их зависимости от гидродинамических режимов взаимодействия);
-исследование гидродинамических явлений в тарельчатой колонне (зависимость сопротивления сухой, орошаемой тарелки от скорости газа в колонне, расчёт коэффициента сопротивления тарелки);
-исследование гидродинамических явлений в насадочной колонне (зависимость сопротивления сухого, орошаемого слоя насадки от скорости газа, визуальное наблюдение режимов работы, экспериментальное определение скорости захлёбывания).
Набор заданий представляет из себя выдержки из разработанных учебно-методических указаний и пособий к различным видам СРС, ЛЗ или ПЗ. Набор включает: титульный лист, содержание, бланк задания, в котором указаны междисциплинарные связи с предшествующими дисциплинами, цель и блоксхему выполнения работы.
142

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания «ТНК-ВР» «Уфимский государственный нефтяной технический университет»
Кафедра «Машины и аппараты химических производств»
Учебно – методическое пособие
для выполнения РГР по дисциплине «Машины и аппараты нефтегазопереработки»
«Расчет прочности и жесткости мест соединений штуцеров с обечайками и днищами сосудов и аппаратов нефтегазопереработки с применением программы «ШТУЦЕР-МКЭ»
Уфа 2008
143

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Учебно-методическое пособие предназначено для выполнения РГР по расчету прочности и жесткости мест соединений штуцеров с обечайками и днищами сосудов и аппаратов нефтегазопереработки с применением программы «ШТУЦЕР-МКЭ» по дисциплине «Машины и аппараты нефтегазопереработки», которое разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная техноло-
гия формирования профессиональных компетенций выпускников вузов нефтегазового профиля»). Данный проект является одним из победителей конкурса грантов, организованным компанией ОАО «ТНК-ВР».
Приводятся сведения о назначении программы, области ее применения, используемых методах расчета, пользовательском интерфейсе программы, необходимых исходных данных и получаемых результатах расчета. Приведено задание с указанием междисциплинарных связей изученных ранее дисциплин.
От пользователя не требуется знания программирования и детального устройства программы. Расчеты осуществляется от воздействия давления и внешних нагрузок. Программа может быть использована для назначения допускаемых нагрузок, действующих на штуцер.
Данные методические указания могут быть полезны для студентов специальности 130603 – «Оборудование нефтегазопереработки» и бакалавров по направлению 150400 – «технологические машины и оборудование» при выполнении курсовых проектов и выпускных квалификационных работ.
Составители: Баязитов М.И., доцент, канд. техн. наук Кузеев И.Р. д-р техн. наук, профессор, зав.каф. МАХП Хайрудинова С.С., доцент, канд. техн. наук
Рецензент: Симарчук А.С., преподаватель, канд. техн. наук
© Уфимский государственный нефтяной технический университет, 2008
144
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
Содержание |
С. |
Задание |
4 |
Введение |
10 |
1. Цели и задачи |
11 |
2. Общие сведения о программе «ШТУЦЕР-МКЭ» |
11 |
2.1. Назначение программы |
11 |
2.2. Ограничения применения |
13 |
3. Работа с программой |
14 |
3.1. Создание, чтение и запись исходных данных и ре- |
|
зультатов расчета |
14 |
3.2. Диалоговое окно программы |
15 |
3.3. Главное меню программы |
17 |
3.4. Настройка размерностей |
17 |
3.5. Задание параметров |
18 |
3.6. Задание исходных данных |
19 |
3.7. Расчет узлов врезки и результаты расчета |
25 |
4. Пример расчёта узла врезки штуцера на прочность |
30 |
4.1. Исходные данные |
30 |
4.2. Результаты расчета на прочность по МКЭ |
33 |
4.3 Жесткость (податливость) врезки |
39 |
4.4 Расчёт несущего элемента по ГОСТ 14249-89 |
40 |
4.5 Расчёт укрепления отверстия по ГОСТ 24755–89 |
42 |
Список использованных источников |
45 |
|
|
|
|
145

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Задание для выполнения расчетно-графической работы по дисциплине «Машины и аппараты нефтегазопереработки»
Задание разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»)
Ф.И.О. студента______________________группа_______________
Срок выполнения 8 семестр
Объект изучения Колонный или теплообменный аппарат Исходные данные _Приведены в приложении к заданию___
Отчет по РГР должен содержать:
1.Цель выполнения РГР
2.Блок-схему выполнения расчета
3.Назначение и описание программы Штуцер-МКЭ
4.Исходные данные
5.Результаты расчета
5.1Расчет узла врезки штуцера по МКЭ
5.2Расчет укрепления отверстий по ГОСТ 24755-89
5.3Расчет жесткости узла врезки
Заключение
Задание выдал |
___________ / |
/ |
|
(Дата, подпись) |
|
|
|
Задание принял |
___________/__________________/ |
||
(Дата, подпись) |
|
|
|
|
|
|
|
|
|
|
|
146
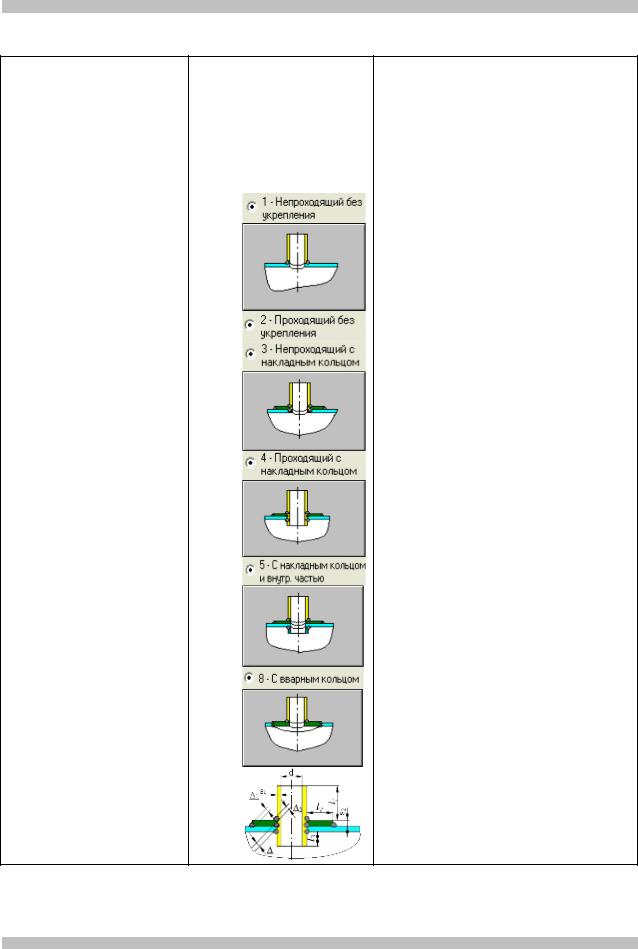
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию
Основные исходные данные:
Параметр |
|
Значение |
|
Междисциплинарная связь |
|
|
||||
1 |
|
2 |
|
3 |
|
|
|
|
|
|
Наименование элемента |
Указывается |
местополо- |
Определяются из расчетной модели ко- |
|||||||
жение |
и |
наименованиелонного |
аппарата |
по |
диплине |
Ки |
||||
|
штуцера аппарата |
МиАО |
|
|
|
|
|
|||
Тип элемента, несущего |
Указывается элемент |
Элемент |
корпуса |
аппарата: (цилиндри- |
|
|||||
ческая обечайка |
или |
днищеверхнее, |
||||||||
штуцер: |
||||||||||
|
|
|
нижнее) |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Выбирается |
констр |
|
||||
|
|
|
|
штуцера. |
Принципы |
выбора |
изуча- |
|||
|
|
|
|
ются по дисциплине МиА НГП |
|
|
||||
Тип штуцера:
147

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
|
|
|
|
|
|
|
Материал несущего эле- |
|
Выбирается при изучении дисциплин: |
|
|
|
Материаловедение, Сопротивление ма- |
||
|
мента: |
|
||
|
|
териалов, КиР МиАО |
||
|
|
|
||
|
Толщина стенки несущего |
|
Определяется при изучении дисциплины |
|
|
элемента, s: |
|
КиР МиАО |
|
|
Сумма прибавок к стенке |
|
Определяется при изучении дисциплины |
|
|
несущего элемента, c: |
|
КиР МиАО |
|
|
Материал штуцера: |
|
Выбирается при изучении дисциплин: |
|
|
|
Материаловедение, Сопротивление ма- |
||
|
|
|
териалов, КиР МиАО |
|
|
Внутренний диаметр шту- |
|
Определяется по справочнику на основе |
|
|
|
предварительного расчета диаметра по |
||
|
цера, d: |
|
||
|
|
дисциплине МиА НГП |
||
|
|
|
||
|
Толщина стенки штуцера, |
|
Определяется при изучении дисциплины |
|
|
s1: |
|
КиР МиАО |
|
|
Сумма прибавок к толщине |
|
Определяется при изучении дисциплины |
|
|
стенки |
|
КиР МиАО |
|
|
штуцера (включая корро- |
|
|
|
|
зию), cs: |
|
|
|
|
Длина штуцера, l1: |
|
Определяется по справочнику в зависимо- |
|
|
|
сти от выбранного типа штуцера |
||
|
|
|
||
|
Смещение штуцера, Lш |
|
|
|
|
|
|
Задается при составлении расчетной |
|
|
|
|
модели КА по дисциплине КиР МиАО |
|
|
Угол поворота штуцера, J |
|
Задается при составлении расчетной |
|
|
|
модели КА по дисциплине КиР МиАО |
||
|
|
|
||
|
Длина внутренней части |
|
Определяется по справочнику в зависимо- |
|
|
штуцера, l3 |
|
сти от выбранного типа штуцера |
|
|
Материал кольца: |
|
Принципы выбора изучаются по дисцип- |
|
|
|
лина: Материаловедение, Сопротивление |
||
|
|
|
материалов, КиР МиАО |
|
|
Ширина кольца, l2 |
|
Задается при составлении расчетной |
|
|
|
модели КА по дисциплине КиР МиАО |
||
|
|
|
||
|
Толщина кольца, s2 |
|
Задается при составлении расчетной |
|
|
|
модели КА по дисциплине КиР МиАО |
||
|
|
|
||
|
Минимальный размер свар- |
|
По рекомендации программы «Штуцер |
|
|
ного шва |
|
МКЭ» |
|
|
Минимальный размер свар- |
|
По рекомендации программы «Штуцер |
|
|
ного шва |
|
МКЭ» |
|
|
Минимальный размер свар- |
|
По рекомендации программы «Штуцер |
|
|
ного шва |
|
МКЭ» |
|
|
|
|
|
|
|
|
|
|
|
148
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Коэффициенты прочности сварных швов:
Продольный шов штуцера:
Параметр |
|
Значение |
|
|
Междисциплинарная связь |
|
|
||
|
Тип шва |
|
|
Выбираются при изучении дисциплины КиР |
|||||
|
|
|
|
|
МиАО |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контроль |
|
|
Определяется в зависимости от группы аппа- |
||||||
100% |
|
|
|
рата при изучении дисциплины КиР МиАО |
|||||
|
jl |
|
|
|
|
|
|
|
|
|
|
|
Шов обечайки в зоне врезки штуцера: |
|
|
|
|||
Параметр |
|
Значение |
|
|
Междисциплинарная связь |
|
|
||
|
Тип шва |
|
|
Выбираются при изучении дисциплины КиР |
|||||
|
|
|
|
|
МиАО |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Контроль |
|
|
Определяется в зависимости от группы аппа- |
||||||
100% |
|
|
|
рата при изучении дисциплины КиР МиАО |
|||||
|
js |
|
|
|
|
|
|
|
|
|
|
|
Условия нагружения: |
|
|
|
|||
|
|
|
|
|
|
|
|||
|
Рабочая температура, oC |
|
Задается |
при |
выдаче |
||||
|
|
|
|
|
|
обобщенного задания |
|
|
|
|
Расчётное |
внутреннее избыточное |
дав- |
Задается |
при |
выдаче |
|||
|
ление, МПа |
|
|
|
обобщенного задания |
|
|
|
|
Цель выполнения РГР – определение напряженно-деформированного состояния в зоне расположения штуцера в аппарате от действующих нагрузок, укрепление отверстия и анализ несущей способности узла методом конечных элементов.
Блок-схема выполнения РГР приведена на рисунке1.1. и включает следующие этапы:
1.изучение назначения программы «Штуцер МКЭ»;
2.ознакомление с интерфейсом программы;
3.настройка размерностей;
4.ввод исходных данных;
5.выполнение расчета;
6.корректировка исходных данных;
7.выполнение отчета.
149
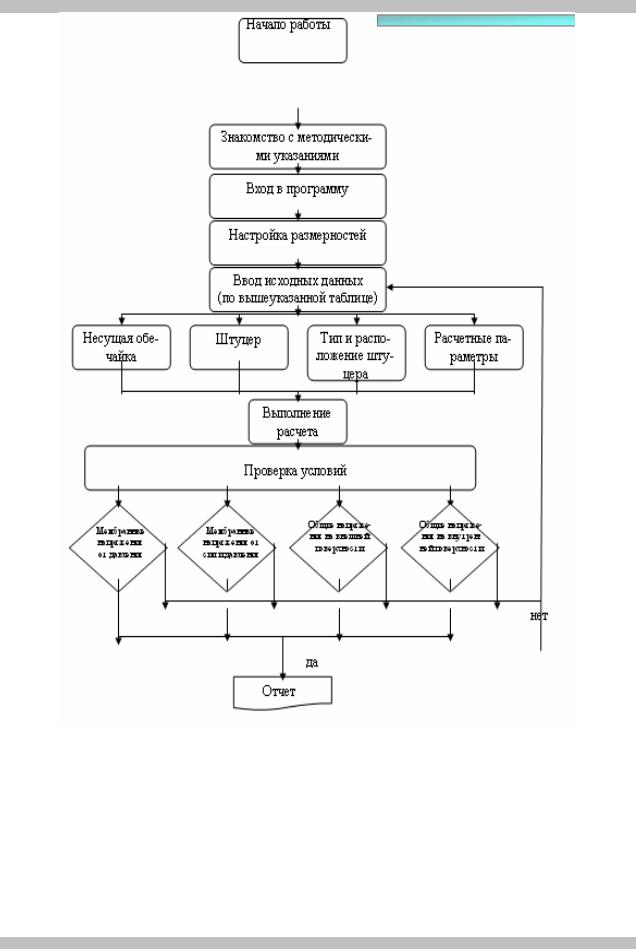
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 1.1 Блок схема выполнения РГР
150
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания «ТНК-ВР» «Уфимский государственный нефтяной технический университет»
Кафедра «Машины и аппараты химических производств»
Учебно – методические указания
для выполнения лабораторных работ по дисциплине «Процессы и аппараты нефтегазопереработки и нефтехимии»
Уфа 2008
151

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Учебно-методические указания предназначены для выполнения лабораторных работ на учебно-исследовательском комплексе лабораторной установки для исследования совмещенной тепло-массоотдачи, который приобретен совместно за счет средств Уфимского государственного нефтяного технического университета и компании ТНК-ВР
Установка предназначена для изучения массообменных процессов по дисциплине «Процессы и аппараты нефтегазопереработки и нефтехимии» для специальности 130603 «Оборудование нефтегазопереработки».
Технические характеристики установки позволяют организовывать проведение лабораторных работ по исследованию:
-процесса массообмена на контактных устройствах тарельчатого и насадочного типа в массообменном аппарате(по испарению) между жидкостью и газом(определение коэффициентов массопередачи(массоотдачи), получение их зависимости от гидродинамических режимов взаимодействия).
-гидродинамических явлений в насадочной колонне(зависимость сопротивления сухого, орошаемого слоя насадки от скорости газа, визуальное наблюдение режимов работы, экспериментальное определение скорости захлёбывания).
Методические указания разработаны в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР(проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
В методических указаниях приводятся сведения о назначении установки, области ее применения, используемых методах проведения экспериментов и их обработки.
Данные методические указания могут быть полезны для студентов специальности 130603 – «Оборудование нефтегазопереработки» и бакалавров по направлению 150400 – «Технологические машины и оборудование» при выполнении курсовых проектов и выпускных квалификационных работ.
Составители: Абызгильдина С.Ш., доцент, канд. техн. наук
Рецензент: Баязитов М.И., доцент, канд. техн. наук
© Уфимский государственный нефтяной технический университет, 2008
152

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Задание для выполнения лабораторных работ по дисциплине
«Процессы и аппараты нефтегазопереработки и нефтехимии»
Задание |
разработано |
в |
рамках |
проекта, победившего |
на |
|
конкурсе грантов Компании ТНК-ВР(проект |
№ 24 «Новая |
|||||
образовательная технология |
формирования |
профессиональных |
||||
компетенций выпускников вузов нефтегазового профиля»). |
|
|||||
Ф.И.О. студента_____________________группа_______________
Срок выполнения 7 семестр
Объект изучения: Колонный аппарат Исходные данные: Основные исходные данные приведены
в приложении к заданию
Отчет по лабораторной работе №1 должен содержать:
1.описание схемы экспериментальной установки;
2.схему тарелки и колпачка, с указанием основных раз-
меров;
3.основные формулы для определения гидравлического сопротивления тарелки;
4. таблицу экспериментальных данных по определению перепада давления сухой DРс и орошаемой тарелки DРор ;
5.графики зависимости перепада давления от скорости газа wK: D РС = f(wK) и D Рор = f(wK);
6.результаты определения коэффициента сопротивления сухой тарелки x ;
7. сопоставление экспериментального DPорэ и расчетного значений DРорр полного сопротивления орошаемой тарелки;
8.определение сходимости значений DPорэ и DPорр ;
9.выводы
Задание выдал |
___________ / |
/ |
|
(Дата, подпись) |
|
|
|
Задание принял |
___________/__________________/ |
||
(Дата, подпись) |
|
|
|
|
|
|
|
|
|
|
|
153

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию Основные исходные данные для выполнения лабораторной работы №1:
Параметр |
Значение |
Междисциплинарная связь |
||||
1 |
2 |
|
|
3 |
|
|
|
|
Общие сведения о процессе ректифи- |
||||
|
|
кации |
изучаются |
по |
дисциплинам |
|
|
|
«Введение |
в специальность»; «Про- |
|||
Наименование колонны |
Колонна ректификаци- |
цессы и агрегаты нефтегазовых тех- |
||||
онная |
нологий»; |
|
«Технология |
нефтегазопе- |
||
|
|
|||||
|
|
реработки и нефтехимического н- |
||||
|
|
теза» |
|
|
|
|
|
|
|
||||
Наименование контакт- |
|
Устройство и принцип работы КА |
||||
ных массообменных уст- |
Тарелки колпачковые |
тарелок изучаются по дисциплинам: |
||||
ройств |
|
ПиАНиН, МиА НГП |
|
|
||
Параметры колонны и тарелок
Параметр |
Значение |
Диаметр колонны, мм |
|
Тип тарелок |
|
Количество тарелок, шт |
|
Количество колпачков, |
|
шт |
|
Диаметр колпачка, мм |
|
Длина сливной перего- |
|
родки, мм |
|
Высота сливной перего- |
|
родки, мм |
|
Расстояние между тарел- |
|
ками, мм |
|
Лабораторная работа № 1 «Изучение гидродинамических явлений в тарельчатой ко-
лонне»;
1 Цель работы:
1)практическое ознакомление с устройством тарельчатой колонны и гидравлическими режимами ее работы;
2)экспериментальное определение зависимости гидравлического сопротивления сухой и орошаемой тарелки от скорости газа
вколонне.
Блок схема выполнения лабораторных работ №1 и №2 приведена на рисунке 1.1.
154
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Начало работы |
Знакомство с методическим |
Получение допуска к |
|
указанием |
работе |
|
|
|
|
|
|
|
|
Выбор типа колонны |
|
Вход в программу |
|
|
|
|
|
|
|
|
|
|
|
|
|
тарельчатая |
|
насадочная |
||||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
||
|
Сухая тарелка |
|
|
Орошаемая тарелка |
Сухая насадка |
|
Орошаемая насадка |
|||
|
|
|
|
|
|
расход воздуха и |
|
|||
|
|
|
|
|
|
|
|
|
||
|
расход воздуха |
|
|
|
|
расход воздуха и |
||||
|
|
|
воды |
расход воздуха |
|
|||||
|
|
|
|
|
|
|
||||
|
|
Получение графиче- |
|
|
воды |
|||||
|
|
Получение графиче- |
||||||||
|
|
ских зависимостей |
||||||||
|
|
|
DPc = f (wk ) ; |
ских зависимостей |
||||||
|
|
|
DPc = f (wk ) ; |
|||||||
|
|
|
DPор = f (wk ) |
|||||||
|
|
|
|
|
|
|
|
DPор = f (wk ) |
||
|
|
Определение сходи- |
|
|
|
|||||
|
|
|
|
мости DPc ; |
Определение коэф- |
|||||
|
|
|
|
|
DPор |
фициента сопротив- |
||||
ления насадки
Определение скорости захлебывания колонны
Определение сходи-
Отчет о лабораторной мости скорости за-
хлебывания;
работе
Рисунок 1.1 Блок схема выполнения лабораторных работ №1 и №2
155

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания «ТНК-ВР» Уфимский государственный нефтяной технический университет
Кафедра «Машины и аппараты химических производств»
УЧЕБНО-МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для выполнения практической работы «Элементы расчета проекта производства работ по монтажу вертикального оборудования нефтегазопереработки»
по дисциплине «Монтаж и ремонт оборудования нефтегазопереработки»
Уфа 2008
156

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
В данных методических указаниях рассмотрены основы расчета такелажных средств и грузоподъемных приспособлений для монтажа вертикального оборудования нефтегазопереработки, например колонных аппаратов.
Колонны являются одним из наиболее сложных видов оборудования с точки зрения монтажа, поэтому в данном методическом указании изучены вопросы расположения мест строповки оборудования, расчеты канатных и витых стропов, расчет монтажных штуцеров, расчет траверс. Методические указания снабжены всеми необходимыми справочными данными.
Методические указания необходимы при изучении дисциплины«Монтаж и ремонт оборудования нефтегазопереработки», а также могут быть использованы при выполнении курсового проекта по дисциплине «Конструирование и расчет машин и аппаратов отрасли» и для дипломного проектирования.
Методические указания разработаны в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР(проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Данные указания разработаны для студентов специальностей130603 «Оборудование нефтегазопереработки», 240801 «Машины и аппараты химических производств» и направлению 150400 «Технологические машины и оборудование».
Составители: Мухаметзянов З.Р. канд. техн. наук, преподаватель каф. МАХП Гайдукевич У.П., преподаватель каф. МАХП
Рецензент: Кузеев И.Р., профессор, зав. каф. МАХП
Ó Уфимский государственный нефтяной технический университет, 2008
157
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
Содержание |
С. |
||
Введение |
4 |
||
Цель работы |
5 |
||
1. |
Определение мест строповки оборудования |
6 |
|
2. |
Расчет стальных канатов |
10 |
|
3. |
Расчет канатных стропов |
12 |
|
4. |
Расчет витого стропа |
15 |
|
5. |
Расчет траверс |
17 |
|
5.1 |
Расчет стержня сплошного сечения |
18 |
|
5.2 |
Расчет траверс, работающих на изгиб |
19 |
|
5.3 |
Расчет траверс, работающих на сжатие |
21 |
|
6. |
Расчет монтажных штуцеров |
25 |
|
Приложения |
29 |
||
|
|
|
|
|
|
|
|
158

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Задание Для выполнения практического занятия по дисциплине
«Монтаж и ремонт оборудования нефтегазопереработки»
|
Задание |
разработано |
разработано |
в |
рамках |
,проекта |
||
победившего на конкурсе грантов Компании ТНК-ВР(проект № |
||||||||
24 |
«Новая |
|
образовательная |
технология |
формирования |
|||
профессиональных |
компетенций |
|
выпускников |
в |
||||
нефтегазового профиля»). |
|
|
|
|
|
|||
Ф.И.О студента _____________________________ группа _______
Срок выполнения: 8 семестр
Объект изучения: Колонный аппарат Исходные данные: Приведены в приложении к заданию
Отчет о практическом занятии должен содержать:
·Цель выполнения работы
·Исходные данные
·Блок-схему выполнения работы
·Основные расчетные зависимости
·Результаты расчета Выводы
Задание выдал |
___________ / |
/ |
|
(Дата, подпись) |
|
|
|
Задание принял |
___________/__________________/ |
||
(Дата, подпись) |
|
|
|
|
|
|
|
|
|
|
|
159

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию Основные исходные данные
Параметр |
Значение |
|
Взаимосвязь с другими дисциплинами |
и |
||||||
Диаметр |
колон- |
|
|
Задается по исходному заданию |
||||||
ного аппарата, мм |
|
уточняется |
выполнении курсовых проектов |
|
||||||
|
|
|
|
по |
дисциплинам «Процессы |
и |
аппараты |
|
||
|
|
|
|
нефтегазопереработки», «Машины и аппа- |
|
|||||
|
|
|
|
раты нефтегазовой отрасли» |
|
|
|
|||
|
|
|
|
|
и |
|||||
Общая |
высота |
|
|
Задается по исходному заданию |
||||||
колонного аппарата, мм |
|
уточняется |
при |
выполнении |
курсовых про- |
|
||||
|
|
|
|
ектов по дисциплинам«Процессы и аппара- |
|
|||||
|
|
|
|
ты нефтегазопереработки», «Машины и ап- |
|
|||||
|
|
|
|
параты нефтегазовой отрасли» |
|
|
|
|||
|
|
|
|
|
|
|||||
Местоположение |
|
|
Задается при построении |
расчетной |
|
|||||
монтажных штуцеров – |
|
модели колонного |
аппарата |
по |
дисциплине |
|
||||
расстояние от |
нулевого |
|
«Конструирование и расчет машин и аппа- |
|
||||||
уровня, мм |
|
|
|
ратов отрасли»» |
|
|
|
|
||
Вес |
|
колонного |
|
|
Определяется при выполнении курсо- |
|
||||
аппарата |
в |
условиях |
|
вого проекта по дисциплине«Конструирова- |
|
|||||
монтажа, Мн |
|
|
|
ние и расчет машин и аппаратов отрасли»» |
|
|||||
Цель работы: расчет такелажной оснастки и приспособлений, применяемых для монтажа вертикальных аппаратов
Блок схема выполнения работы приведена на рисунке 1.1.
160
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 1.1 Блок – схема выполнения практического занятия
161

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания «ТНК-ВР» «Уфимский государственный нефтяной технический университет»
Кафедра «Машины и аппараты химических производств»
Учебно – методические указания
по выполнению практического занятия «Составление эксплуатационной документации на ремонт оборудования нефтегазоперерабатывающего предприятия»
по дисциплине «Основы ремонта и диагностики оборудования предприятий НГП»
Уфа 2008
162

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Учебно-методическое указание предназначено для выполнения практического занятия «Составление документации на ремонт оборудования нефтегазоперерабатывающего предприятия» по дисциплине «Основы ремонта и диагностики оборудования предприятий НГП», которое разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Представленное задание носит прикладной характер, поскольку студент получает практические навыки по составлению документов на ремонт оборудования, а также включает знания изученных ранее дисциплин и производственной практики.
Данные методические указания могут быть полезны для студентов специальности 130603 – «Оборудование нефтегазопереработки» и бакалавров по направлению 150400 – «Технологические машины и оборудование» при выполнении курсовых проектов и выпускных квалификационных работ.
Составил: Бикмухаметова М.А., доцент, канд. экон. наук Рецензент:
© Уфимский государственный нефтяной технический университет, 2008
163
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
|
|
|
|
|
|
|
|
|
Содержание |
С |
|
|
|
|
|
|
Введение |
4 |
|
|
Задание |
6 |
|
|
Цель практического занятия |
8 |
|
|
Исходные данные |
8 |
|
|
Блоксхема выполнения работы |
9 |
|
|
Общие сведения по ремонту |
10 |
|
|
Составление ведомости работ на ремонт технологи- |
13 |
|
ческой установки |
|
|
|
|
Составление актаревизии на оборудование |
14 |
|
|
Вопросы к практическому занятию |
15 |
|
|
Рекомендуемая литература |
15 |
|
|
Приложение 1 |
|
|
|
Приложение 2 |
|
|
|
|
|
|
|
|
|
|
164

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Задание для выполнения практического занятия №1
по дисциплине «Основы ремонта и диагностики оборудования предприятий НГП»
Задание разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Ф.И. О. студента_________________группа___________________
Срок выполнения – 7 семестр
Объект изучения - Аппарат колонного типа Исходные данные – Приведены в приложении к заданию
Отчет по практическому занятию должен содержать:
1.Цель практического занятия.
2.Блок схему выполнения практического занятия.
3.Теоретические сведения по ремонту технологического оборудования.
4.Основные исходные данные по технологической установке и колонному оборудованию.
5.Составление ведомости работ на ремонт технологической установки.
6.Составление акта-ревизии на ремонт оборудования.
7.Методы устранения дефектов, обоснованные производственной необходимостью и возможностями данного предприятия.
Выводы по выполненной работе.
Приложения (ведомость работ на ремонт установки, акт ревизии на колонный аппарат)
Задание выдал |
___________ / |
/ |
|
(Дата, подпись) |
|
|
|
Задание принял |
___________/__________________/ |
||
(Дата, подпись) |
|
|
|
|
|
|
|
|
|
|
|
165
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию Основные исходные данные
Параметр |
|
Значение |
|
Междисциплинарная связь |
|
|
|||
Условное обозначение КА |
- |
Принимается на основании данных, полученных |
|
||||||
|
|
|
|
при изучении дисциплины КиРМиАО |
|
|
|
||
Год ввода в эксплуатацию |
- |
Задается по исходному заданию |
|
|
|
||||
Материал корпуса |
|
- |
Выбирается при изучении дисциплины КиРМиАО |
|
|||||
Высота аппарата, мм |
Н = |
Задается по исходному заданию и уточняе |
|
||||||
|
|
|
|
выполнении |
курсовых |
проектов |
по |
дисциплинам |
|
|
|
|
|
«Процессы и аппараты нефтегазопереработки», |
|
||||
|
|
|
|
«Машины и аппараты нефтегазовой отрасли» |
|
||||
Диаметр, мм |
|
|
Д = |
Задается по исходному заданию и уточняе |
|
||||
|
|
|
|
выполнении |
курсовых |
проектов |
по |
дисциплинам |
|
|
|
|
|
«Процессы и аппараты нефтегазопереработки», |
|
||||
|
|
|
|
«Машины и аппараты нефтегазовой отрасли» |
|
||||
Толщина стенки, мм |
S = |
Определяется при выполнении курсового проекта |
|
||||||
|
|
|
|
по дисциплине КиРМиАО |
|
|
|
||
Наличие изоляции |
|
+ (- ) |
Необходимость и назначение изоляции рассмат- |
|
|||||
|
|
|
|
риваются по дисциплинам МиА НГП и КиРМиАО |
|
||||
Внутренние |
устройства: та- |
|
Устройство и принцип работы КА и тарелок изу- |
|
|||||
релки или насадки (тип и ма- |
|
чаются по дисциплинам: ПиАНиН, МиА НГП |
|
||||||
териалы) |
|
|
|
|
|
|
|
|
|
Технологический |
режим |
и |
Задаются в исходном задании |
|
|
|
|||
среда: |
|
|
|
|
|
|
|
|
|
- Рабочее давление, МПА |
|
|
|
|
|
|
|
||
- Рабочая температура, оС |
|
|
|
|
|
|
|
||
Информация |
по |
ремонту |
за |
Из паспорта оборудования при прохождении про- |
|
||||
последние 5 лет |
|
|
изводственной практики |
|
|
|
|||
Количество штуцеров |
|
Определяются при изучении дисциплин ПиАНиН, |
|
||||||
|
|
|
|
МиА НГП и КиРМиАО |
|
|
|
от |
|
Тип и конструкция штуцера |
|
Выбирается по справочнику в зависимости |
|||||||
|
|
|
|
типа и конструкции штуцера |
|
|
|
||
Материал штуцера |
|
|
Выбирается при изучении дисциплин: Материало- |
|
|||||
|
|
|
|
ведение, Сопротивление материалов, КиР МиАО |
|
||||
Условный диаметр, мм |
Ду = |
Определяется по справочнику на основе предва- |
|
||||||
|
|
|
|
рительного расчета диаметра штуцера по дис- |
|
||||
|
|
|
|
циплине МиА НГП |
|
|
|
МиА |
|
Давление условное, МПа |
Ру = |
Определяется при |
изучении |
дисциплины |
|||||
|
|
|
|
НГП; |
|
|
|
|
от |
Длина втулки штуцера |
L = |
Выбирается по справочнику в зависимости |
|||||||
|
|
|
|
типа и конструкции штуцера |
|
|
|
||
Размеры опоры |
|
|
Определяются при построении расчетной модели |
|
|||||
|
|
|
|
при конструировании КА по дисиплине КиРМиАО |
|
||||
Материал опоры |
|
|
Выбирается при изучении дисциплин: Материало- |
|
|||||
|
|
|
|
ведение, Сопротивление материалов, КиР МиАО |
|
||||
Целью практического занятия являетсяполучение практических навыков по одному из основных видов деятельности выпускника - производственной.
Блоксхема выполнения практического занятия представлена на рисунке 1.1
166

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Рисунок 1.1- Блоксхема выполнения практического занятия
167
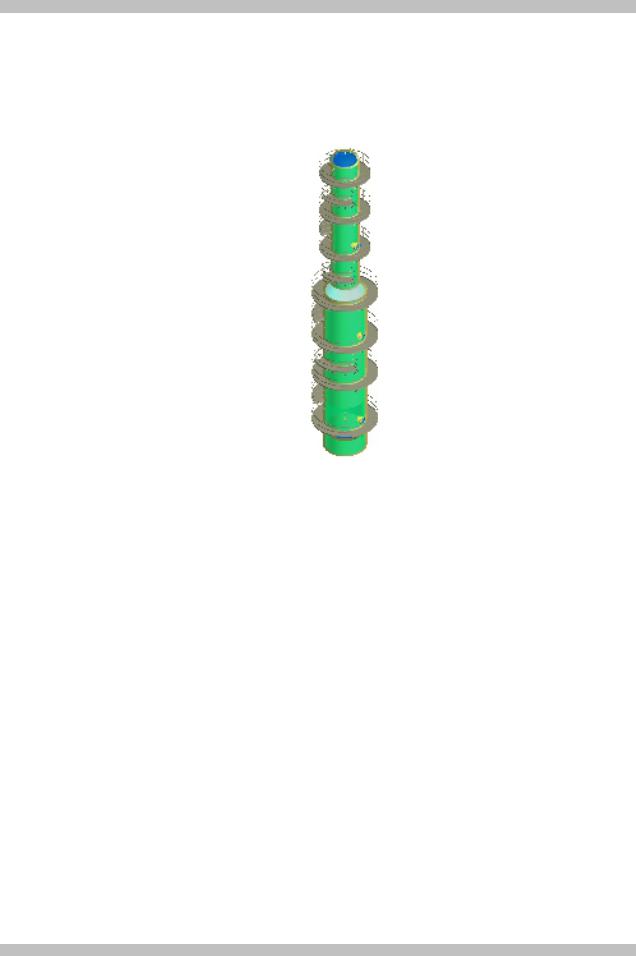
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания ТНК-ВР «Уфимский государственный нефтяной технический университет»
Кафедра «Машины и аппараты химических производств»
УЧЕБНО-МЕТОДИЧЕСКИЕ УКАЗАНИЯ
по выполнению лабораторной работы № 5 «Построение расчетной модели для расчета на прочность и устойчивость аппарата колонного типа при помощи программы ПАССАТ 1.06»
по дисциплине «Конструирование и расчет машин и аппаратов отрасли»
Уфа 2008
168

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
В методических указаниях рассмотрены особенности применения программы ПАССАТ 1.06 и модуля «ПАССАТ-КОЛОННЫ» при расчете колонного аппарата на прочность и устойчивость с учетом ветровых нагрузок и сейсмических воздействий.
Авторские права на программный продукт «ПАССАТ» 1.06 зарезервированы НТП «Трубопровод», разработчики: А.Н. Краснокутский, Ю.Ю. Трифонов, А.И. Тимошкин.
Результаты лабораторной работы могут быть использованы в курсовом проектировании по дисциплине «Конструирование и расчет оборудования отрасли».
Методические указания разработаны в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Данные методические указания могут быть полезны также для студентов специальности 130603 – «Оборудование нефтегазопереработки» и бакалавров по направлению 150400 – «Технологические машины и оборудование» при выполнении курсовых проектов и выпускных квалификационных работ.
Составители: Тукаева Р.Б., канд. техн. наук, доцент Кузеев И.Р., д.т.н., профессор, зав. каф. МАХП Гайдукевич У.П., преподаватель каф. МАХП
Рецензент:
Ó Уфимский государственный нефтяной технический университет, 2008
169

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Содержание
|
|
|
С. |
|
|
Задание |
4 |
|
|
|
Цель лабораторной работы |
5 |
|
|
|
Основные исходные данные |
5 |
|
|
|
Блок-схема выполнения лабораторной работы |
6 |
|
|
|
Введение |
7 |
|
|
|
1. Назначение программы |
8 |
|
|
|
2 |
Выполняемые функции |
10 |
|
|
3 |
Работа с программой |
12 |
|
|
4 |
Задание исходных данных |
20 |
|
|
5 |
Редактирование и удаление исходных данных |
34 |
|
|
6 |
Расчет элементов сосудов (аппаратов) и вывод ре- |
34 |
|
|
зультатов |
|
|
|
|
7 |
Создание отчетов в форматеRTF6 Расчет элемен- |
35 |
|
|
тов сосудов (аппаратов) и вывод результатов |
|
|
|
|
Приложения |
36 |
|
|
|
|
|
|
|
|
|
|
|
|
170
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Задание
для выполнения лабораторной работы №5 по дисциплине
«Конструирование и расчет машин и аппаратов отрасли»
Задание разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Ф.И. О. студента_____________________группа___________________
Срок выполнения – 8 семестр
Объект изучения: Аппарат колонного типа Исходные данные: Основные исходные данные приведены
в приложении к заданию
Отчет по лабораторной работе должен содержать:
1.Цель лабораторной работы.
2.Блок схему выполнения лабораторной работы.
3.Выполняемые функции модуля «ПАССАТ-Колонны».
4.Основные исходные данные.
5.Построенную модель колонного аппарата.
6.Приложение А с исходными и полученными в процессе построения модели данными
Задание выдал |
___________ / |
/ |
|
|
(Дата, подпись) |
|
|
Задание принял |
___________/__________________/ |
||
|
|
|
|
|
|
|
|
171

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию Основные исходные данные, необходимые для выполнения лабораторной
работы
Наименование |
Значение |
Связь с предыдущими дисциплинами |
|
|
Колонна |
(наименование |
Задается при выдаче задания на проек- |
|
|
|
|
колонны) |
тирование на первом курсе |
|
Установка |
(наименование |
Задается при выдаче задания на проек- |
|
|
|
|
установки) |
тирование на первом курсе |
|
Внутренний диаметр колон- |
|
Задается по исходному заданию и уточ- |
|
|
ны, D1, D2 , мм |
|
няется при выполнении курсовых проек- |
|
|
|
|
|
тов по дисциплинам «Процессы и аппара- |
|
|
|
|
ты нефтегазопереработки», «Машины и |
|
|
|
|
аппараты нефтегазовой отрасли» |
|
Длина цилиндрической обе- |
|
Задается по исходному заданию и уточ- |
|
|
чайки, L1, L2, мм |
|
няется при выполнении курсовых проек- |
|
|
|
|
|
тов по дисциплинам «Процессы и аппара- |
|
|
|
|
ты нефтегазопереработки», «Машины и |
|
|
|
|
аппараты нефтегазовой отрасли |
|
Длина конического перехо- |
|
Задается по исходному заданию и уточ- |
|
|
да, мм |
|
няется при выполнении курсовых проек- |
|
|
|
|
|
тов по дисциплинам «Процессы и аппара- |
|
|
|
|
ты нефтегазопереработки», «Машины и |
|
|
|
|
аппараты нефтегазовой отрасли |
|
Тип днища |
|
Выбирается по дисциплине КиРМиАО |
|
|
Расчетное внутреннее или |
|
Задается в исходном задании |
|
|
наружное давление, МПа |
|
|
|
|
Пробное давление, МПа |
|
Определяется по дисциплине КиРМиАО |
|
|
Расчетная температура, 0С |
|
Определяется по дисциплине КиРМиАО |
|
|
Исполнительная толщина |
|
Рассчитывается по дисциплине КиРМиАО |
|
|
стенки корпуса, мм |
|
|
|
|
Сумма прибавок к расчет- |
|
Определяется по дисциплине КиРМиАО |
|
|
ной толщине, мм |
|
|
|
|
Материал корпуса |
|
Выбирается при изучении дисциплин: |
|
|
|
|
|
Материаловедение, Сопротивление ма- |
|
|
|
|
териалов, КиР МиАО |
|
Материал опорной обечайки |
|
Выбирается при изучении дисциплин: |
|
|
|
|
|
Материаловедение, Сопротивление ма- |
|
|
|
|
териалов, КиР МиАО |
|
Высота опорной обечайки, |
|
Задается по исходному заданию и уточ- |
|
|
мм |
|
няется при выполнении курсовых проек- |
|
|
|
|
|
тов по дисциплинам «Процессы и аппара- |
|
|
|
|
ты нефтегазопереработки», «Машины и |
|
|
|
|
аппараты нефтегазовой отрасли |
|
Тип насадки |
|
Выбирается при изучении дисциплин: Пи- |
|
|
|
|
|
АНГП, МиАНГП |
|
Количество слоев насадки |
|
Выбирается при изучении дисциплин: Пи- |
|
|
|
|
|
АНГП, МиАНГП |
|
Тип тарелок |
|
Выбирается при изучении дисциплин: Пи- |
|
|
|
|
|
АНГП, МиАНГП |
|
Количество тарелок |
|
Выбирается при изучении дисциплин: Пи- |
|
|
|
|
|
АНГП, МиАНГП |
|
|
|
|
|
|
|
|
|
|
|
172
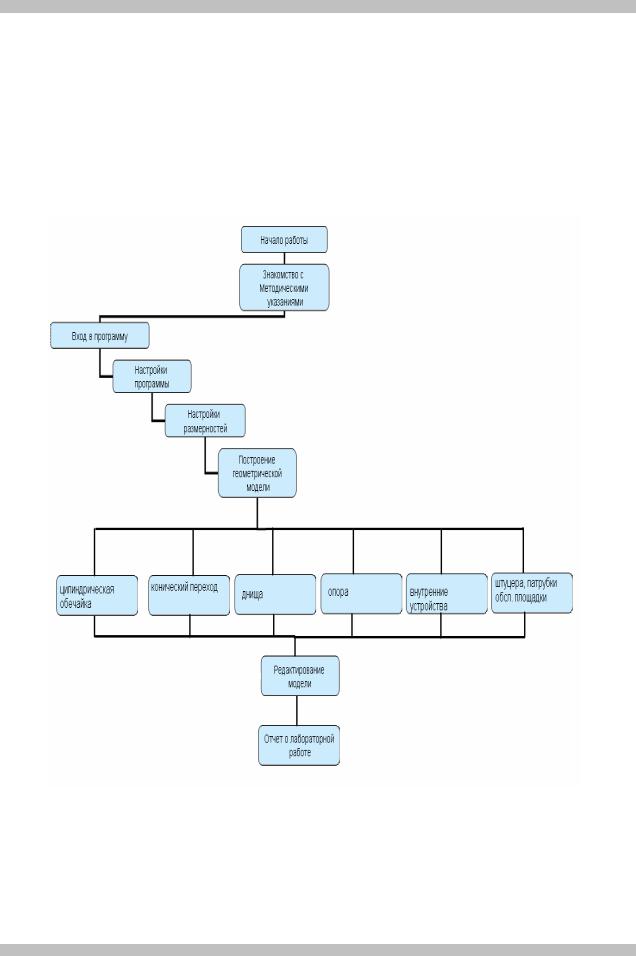
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Цель лабораторной работы:
1.Ознакомиться с программным продуктом ПАССАТ1.06 и модулем «ПАССАТКОЛОННЫ»;
2.Изучить методы построения расчетной модели аппарата колонного типа для расчета его на прочность и устойчивость с учетом ветровых нагрузок и сейсмических воздействий.
Блок схема выполнения лабораторной работы приведена на рисунке 1.1
Рисунок 1.1 Блок-схема выполнения лабораторной работы
173

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Компания «ТНК-ВР » Уфимский государственный нефтяной технический университет
Кафедра «Гидравлика и гидромашины»
УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ
к выполнению курсовой работы по дисциплине «Насосы и компрессоры»
Уфа 2008
174

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Учебно-методическое пособие составлено в соответствии с учебными планами для специальности 130603 «Оборудование нефтегазопереработки».
Может быть использовано студентами дневной и заочной форм обуче-
ния.
Методическое руководство разработано с целью систематизации работы студентов при выполнении курсовой работы по расчету насосной установки.
Методические указания разработаны в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР (проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Учебно-методическое пособие может быть полезным студентам при дипломном проектировании.
Составители: Годовский Д.А., доц., канд. техн. наук
Рецензент
© Уфимский государственный нефтяной технический университет, 2008
175

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ЗАДАНИЕ на курсовую работу
по дисциплине «Насосы и компрессоры»
Задание разработано в рамках проекта, победившего на конкурсе грантов Компании ТНК-ВР(проект № 24 «Новая образовательная технология формирования профессиональных компетенций выпускников вузов нефтегазового профиля»).
Тема задания: Гидравлический расчет и подбор насосных агрегатов
Срок выполнения – 8 семестр
Объект изучения: Насосный агрегат.
Исходные данные: Основные исходные данные приведены в приложении к заданию
Цель задания – выполнить:
1.гидравлический расчет трубопровода и построение его характеристики;
2.подбор насоса;
3.описание насоса;
4.пересчет характеристики насоса с воды на перекачиваемый продукт;
5.совмещенную характеристику трубопровода и насоса(или группы насосов);
6.возможные варианты регулирования насоса, расчет, графические построения;
7.проверку всасывающей способности насоса;
8.расчет внутреннего или концевого уплотнения насоса;
9.подбор электродвигателя и описание насосной установки.
Задание выдал |
___________ / |
/ |
|
|
(Дата, подпись) |
|
|
Задание принял |
___________/__________________/ |
||
|
|
|
|
|
|
|
|
176
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Приложение к заданию Исходные данные, необходимые для расчета:
Параметр |
Значение |
Связь с предыдущими дис- |
||||
|
|
циплинами |
|
|
|
|
Проектный расход Q, м3/ч |
|
Задается |
при |
выполнении |
|
|
|
|
РГР |
№2 |
по |
дисциплине |
|
|
|
«Гидравлика» и уточняет- |
||||
|
|
ся при выполнении РГР №2 |
||||
|
|
по |
дисциплине «Гидравли- |
|||
|
|
ческие машины» |
|
|
||
Плотность жидкости ρ, кг/м3 |
Определяется |
при выпол- |
|
|||
Кинематическая вязкость ν, м2/с |
нении РГР по |
дисциплине |
||||
Давление насыщенных паров рt., кПа |
«Процессы и агрегаты» |
|||||
Длина нагнетательного трубопровода |
Задается |
или определяет- |
|
|||
lн , м |
|
ся при выполнении РГР №2 |
||||
Длина всасывающего |
трубопровода |
по |
дисциплине «Гидравли- |
|||
lв, м |
|
ка» |
|
|
|
|
Давление в конце трубопроводаpк , МПа
Давление в начале трубопроводаpн , МПа
Геометрическая высота всасывания Нгв , м
Геометрическая высота |
нагнетания |
|
|
Нгн , м |
|
|
|
Диаметр нагнетательного |
трубопро- |
Определяется при выпол- |
|
вода dн , м |
|
нении РГР №2 по дисцип- |
|
Диаметр всасывающего трубопровода |
лине «Гидравлика» |
||
dв, м |
|
|
|
Блок-схема выполнения курсовой работы приведена на ри-
сунке 1.1
177
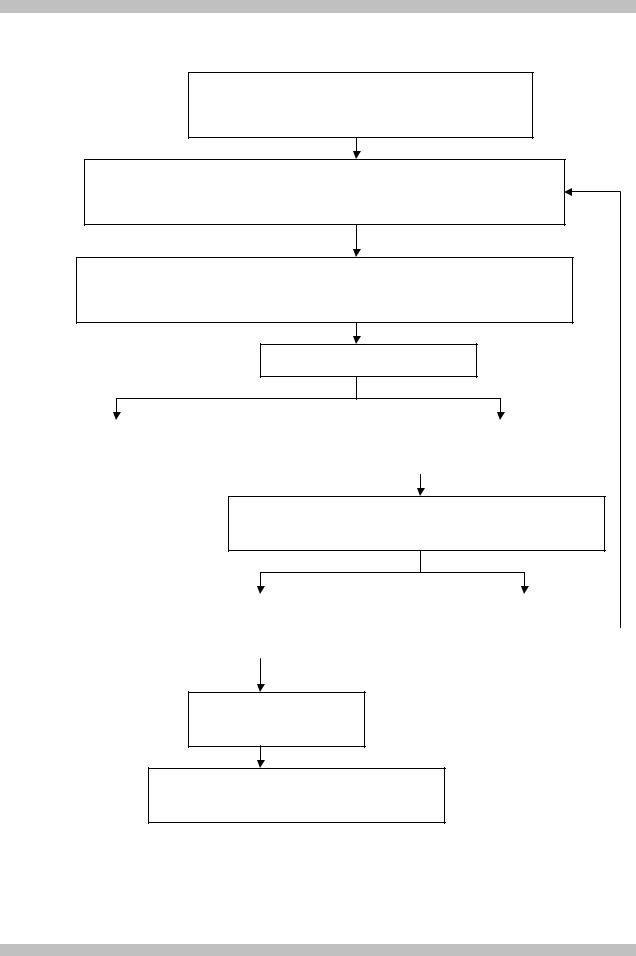
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Цель:
Выполнить расчет насосной установки
Исходные данные:
Q, ρ, ν, pt, lн, lв, рк, рн, Нгв, Нгн, dн, dв
Гидравлический расчет трубопровода. Построение характеристики трубопровода
Подбор насоса
Описание насоса |
|
Пересчет характеристики насоса с воды на перека- |
|
|
чиваемую жидкость |
|
|
|
Построение совмещенной характеристики насоса и трубопровода
Регулирование на- |
|
Проверка всасывающей спо- |
|
соса |
|
собности насоса |
|
|
|
||
|
|
|
|
Расчет уплотнения насоса
Подбор электродвигателя и описание насосной установки
Рисунок 1.1 Блок-схема выполнения курсовой работы
178

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
Библиографический список
1.Ахметов С.А., Сериков Т.П., Кузеев И.Р., Баязитов М.И. Технология и оборудование процессов переработки нефти и газа: Учебное пособие.– СПб.: Недра, 2006.- 868 с.
2.Справочник нефтепереработчика: Справочник /Под ред. Г.А.Ластовкина, Е.Д.Радченко, М.Г.Рудина. – Л.: Химия, 1986. – 648 с.
3.Касаткин А.Г. Основные процессы и аппараты химической технологии. М.:
Химия, 1991. – 783 с.3.
4.Лащинский А.А. Конструирование сварных химических аппаратов: Справочник. – Л.: Машиностроение, 1981. – 382 с.
5.Судаков Е.Н. Расчеты основных процессов и аппаратов нефтепереработки.
М.: Химия, 1999. – 568 с.
6.Фарамазов С.А. Оборудование нефтеперерабатывающих заводов и его эксплуатация. М.: Химия, 1978. - 352 с.
7.Дытнерский Ю.И. Процессы и аппараты химической технологии. Учеб. для вузов: в 2-х кн. – М.: Химия, 1995. – 272 с.
8.Машины и аппараты химических производств: Учебник для вузов/ И.И.Поникаров, О.А.Перелыгин и др. – М.: Машиностроение, 1989. – 368 с.
9.Поникаров И.И., Гайнуллин М.Г. Машины и аппараты химических производств и нефтегазопереработки: Учебник. Изд. 2-е перераб. и доп. М.: Альфа-М, 2006.– 608 с.
10.Кожухотрубчатые теплообменные аппараты общего и специального назначения. Каталог ВНИИнефтемаш. – М.: ЦИНТИхимнефтемаш, 1991 – 106 с.
11.Головачев В.Л., Марголин Г.А., Пугач В.В. Справочник каталог. Промышленная кожухотрубчатая теплообменная аппаратура. – М.: ИНТЭК ЛТД, 1992. – 265 с.
12.Ентус Н.Р., Шарихин В.В. Трубчатые печи в нефтеперерабатывающей и нефтехимической промышленности. – М.: Химия, 1987. – 304 с.
13.Трубчатые печи. Каталог ВНИИнефтемаш. - М.: ЦИНТИхимнефтемаш, 1998 – 27 с.
14.Рахмилевич З.З. и др. Справочник механика химических и нефтехимических производств. М.: Химия, 1985. – 592 с.
15.Кузеев И.Р., Тукаева Р.Б. и др. Конструирование центробежного насоса: Учебное пособие. Уфа. 2001.- 78 с. 1. Ахметов С.А. Технология глубокой переработки нефти и газа: Учебное пособие для вузов. Уфа: Гилем, 2002. - 672 с.
16.Рахмилевич З.З. Насосы в химической промышленности: Справочное издание /З.З. Рахмилевич.- М.: Химия, 1990.- 240 с.
17.Берлин М.А. Ремонт и эксплуатация насосов нефтеперерабатывающих за- водов /М.А. Берлин.- М.: Химия, 1970.- 280 с.
18.Малюшенка В.В. Энергетические насосы. Справочное пособие /В.В. Малюшенка, Д.К. Михайлов.- М.: Энергоиздат.- 1981, 200 с.
19.Насосы: Справочное пособие (пер. с нем.).- М.: Машиностроение 1979.-
502 с.
20.Нефтяные центробежные насосы: Каталог.- М.: ЦИНТИхимнефтемаш, 1973.- 35 с.
21.Малюшенко В.В. Динамические насосы: Атлас /В.В. Малюшенко.- М.: Машиностроение, 1984.- 84 с.
22.Михайлов А.К., Малюшенко В.В., Лопастные насосы. Теория, расчет и конструирование. М., «Машиностроение» 1977. 288 с.
23.Рахмилевич З.З., Радзин И.М., Фарамазов С.А. Справочник механика химических и нефтехимических производств. М.: Химия, 1985. 592 с.
179
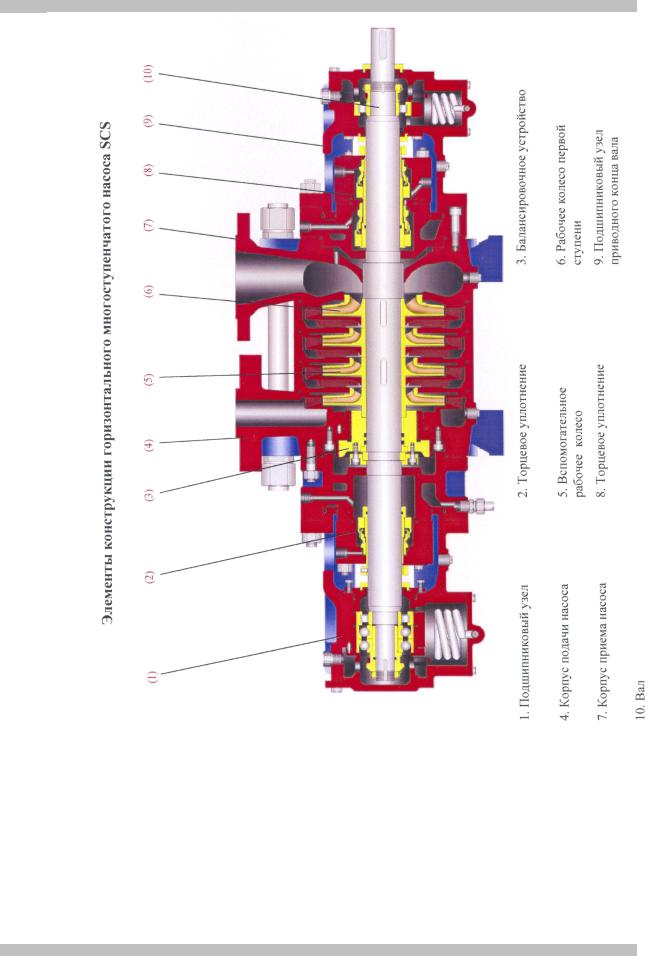
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ А
180
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ Б
181

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ В
182

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ Г
183
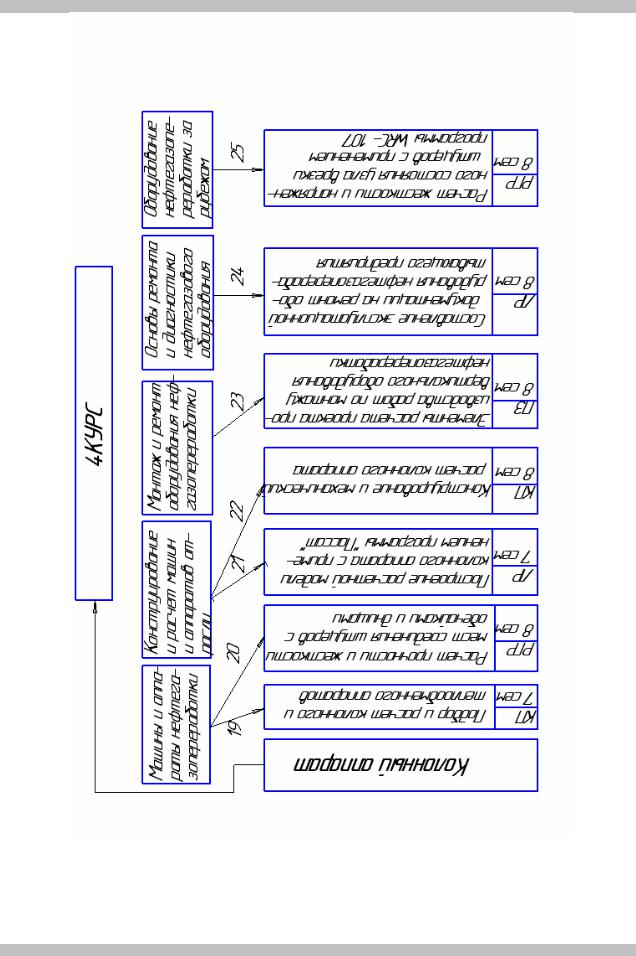
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ Д
184
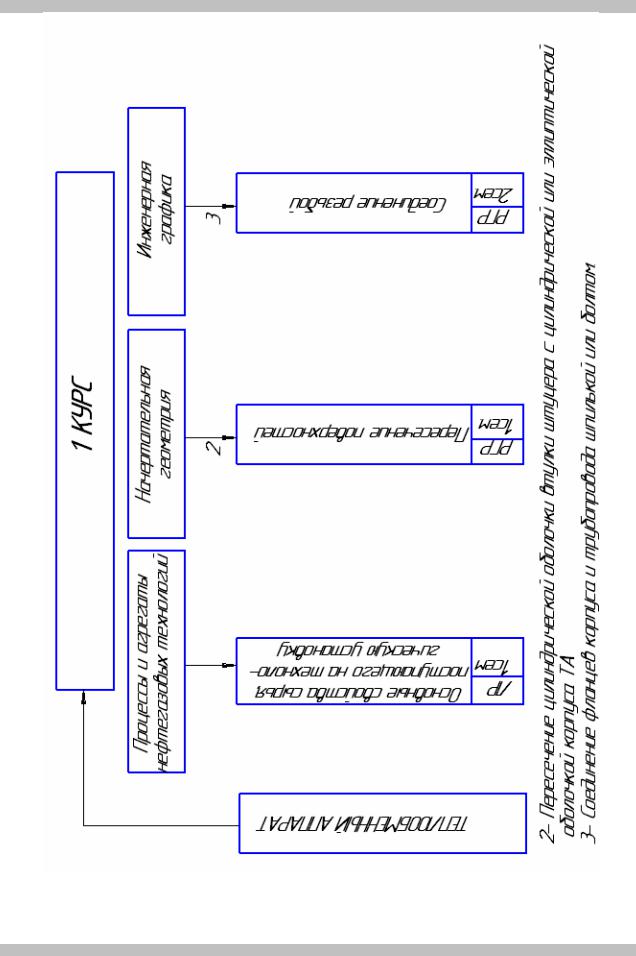
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ Е
185
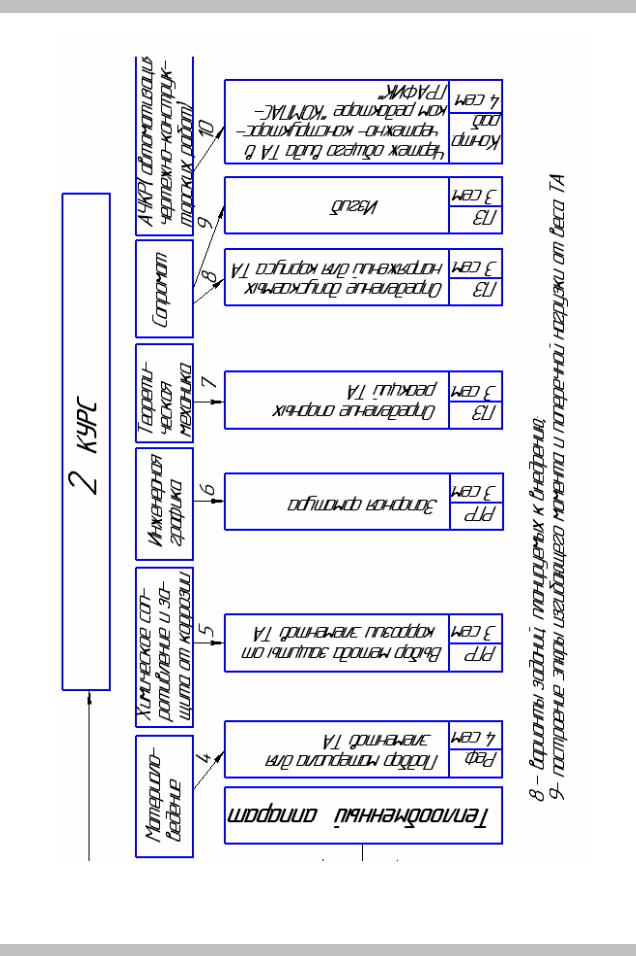
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ Ж
186
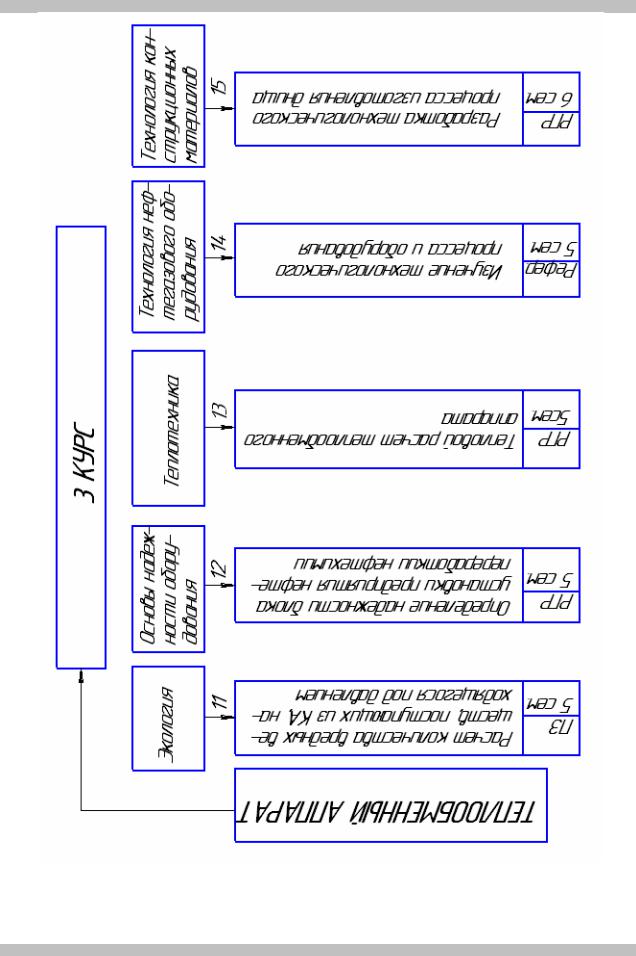
Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ З
187

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
ПРИЛОЖЕНИЕ И
188

Компания «ТНК – ВР» УФИМСКИЙ ГОСУДАРСТВЕННЫЙ НЕФТЯНОЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ»
УЧЕБНОЕ ИЗДАНИЕ
И.Р. КУЗЕЕВ, Р.Б. ТУКАЕВА, М.И. БАЯЗИТОВ
РУКОВОДСТВО И СБОРНИК ЗАДАНИЙ ДЛЯ ВЫПОЛНЕНИЯ СРС С ЭЛЕМЕНТАМИ РЕАЛЬ-
НЫХ ОБЪЕКТОВ
Учебно-методическое пособие
В авторской редакции
Подписано в печать _______ . Бумага _____
Формат. Гарнитура Times New Roman. Печать цифровая. Усл. печ. л. _______
Тираж _____ экз. Заказ № Отпечатано в ООО «Пергамент»
450054, Уфа, пр.Октября, 69/2, тел. (347) 295-97-47
189