

вопросы 8 и 16
.doc8.Сверление. Геометрия спирального сверла
Сверление-это
процесс получения резанием глухих и
сквозных цилиндрич. отверстий в сплошном
материале на станках сверлильной и
токарной групп. Если диаметр отв.,которое
требуется получить в процессе обработки
![]() 30
мм, то обработку производят в 2 этапа.
На 1 этапе произв. сверление, а на 2 этапе
рассверливание Дсв=Дотв.
30
мм, то обработку производят в 2 этапа.
На 1 этапе произв. сверление, а на 2 этапе
рассверливание Дсв=Дотв.
При обработке отв. сверлами из быстрорежущей стали обеспечивает точность по 11…13 квалитетам и шероховатость поверхности Rz=80..32мкм. Сверла с пластинами из тв. сплавов, работающих на более высоких скоростях резания, позволяют получать отверстия с точностью по 8..11 кв. и Rz=40..20 мкм.
Выпускаются следующие разновидности сверл: спиральные, перовые кольцевые, одностороннего резания (рутейные и пушечные) и комбинированные. Наибольшее распространение при обработке отверстий глубиной (5..10)D получили спиральные сверла. Конструкция спирального сверла приведена на рис.10

Спиральное сверло
состоит из рабочей части ![]() и из хвостовика
и из хвостовика ![]() .
На рабочей части можно выделить режущую
часть
.
На рабочей части можно выделить режущую
часть ![]() и направляющую часть
и направляющую часть ![]() .
Для выбивания сверла с коническим
хвостовиком из отверстия шпинделя
станка предусмотрена лапка
.
Для выбивания сверла с коническим
хвостовиком из отверстия шпинделя
станка предусмотрена лапка ![]() ;
м/у рабочей частью и хвостовиком довольно
часто имеется переходная часть, которая
называется шейкой
;
м/у рабочей частью и хвостовиком довольно
часто имеется переходная часть, которая
называется шейкой ![]() .
Спиральные сверла могут иметь
цилиндрический хвостовик Ø(0,1..20 мм) и
конический хвостовик Ø(6..80мм).
.
Спиральные сверла могут иметь
цилиндрический хвостовик Ø(0,1..20 мм) и
конический хвостовик Ø(6..80мм).
Геометрия спирального сверла
Рабочая часть сверла осуществляет процесс резания,отвод стружки из зоны резания, формирует обработанную пов-ть и направляет сверло при обработке.
Р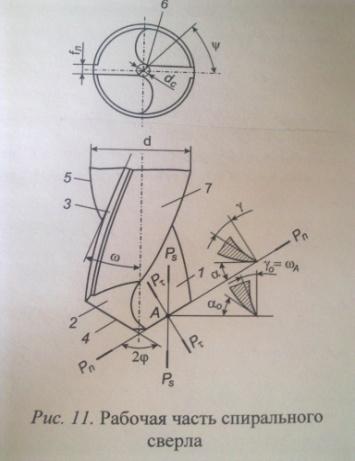 абочая
часть выполняется в виде 2х зубьев,образов.
спиральными канавками и связ. между
собой сердцевиной диам. dc
(рис. 11), величина,которая составляет
0,12;0,3 от диаметра сверла.
абочая
часть выполняется в виде 2х зубьев,образов.
спиральными канавками и связ. между
собой сердцевиной диам. dc
(рис. 11), величина,которая составляет
0,12;0,3 от диаметра сверла.
Режущая часть
сверла выполнена в виде усеченного
конуса и имеет 2 режущих лезвия. На
режущем лезвии следует различать:
1-переднюю поа-ть,2-главную заднюю
пов-ть.На направляющей части располагаются
2 вспом. задние пов-ти ![]() (направляющие ленточки 3), выступающие
над спинкой сверла 7.
(направляющие ленточки 3), выступающие
над спинкой сверла 7.
Передние пов-ти предст.собой линейчатые винтовые пов-ти, плавно сопрягающиеся со стружкоотводящими канавками. Главные задние пов-ти обращены к пов-ти резания. Направляющие ленточки, ширина которых составляет f=(0,06..0,07)d обеспечивают в процессе резания направление движения сверла II оси обрабат. отверстия.
Рабочая часть
сверла имеет 5 режущих кромок: 2 главные(4),2
вспомогательные(5) и поперечная кромка(6).
Главные режущие кромки образуют между
собой угол при вершине 2![]() .
Величина этого угла при обработке
конструкционных сталей нормальной
прочности и чугунов составляет
.
Величина этого угла при обработке
конструкционных сталей нормальной
прочности и чугунов составляет ![]() 118..120 градусов. Условия отвода стружки
и охлаждения сверла в значительной мере
зависят от размеров и формы поперечного
сечения канавок, от шероховатости их
пов-ти и угла наклона винтовой канавки
118..120 градусов. Условия отвода стружки
и охлаждения сверла в значительной мере
зависят от размеров и формы поперечного
сечения канавок, от шероховатости их
пов-ти и угла наклона винтовой канавки
![]() .
Под углом
.
Под углом ![]() понимается угол между осью сверла и
касательной к ленточке сверла. Величина
этого угла в зависимости от диаметра
сверла и свойств обрабат. материала
изменяется в пределах 18..30 град.
понимается угол между осью сверла и
касательной к ленточке сверла. Величина
этого угла в зависимости от диаметра
сверла и свойств обрабат. материала
изменяется в пределах 18..30 град.
Поперечная кромка
образуется в рез-те заточки задних
пов-тей. Величина ее наклона составляет
обычно 55 град. Геометрия режущей части
сверла рассматрив. в главной секущей
пл-ти ![]() -
-![]() и осевой
и осевой ![]() -
-![]() .
В главной секущей пл-ти геометрия сверла
хар-ся передним углом
.
В главной секущей пл-ти геометрия сверла
хар-ся передним углом ![]() и задним углом
и задним углом ![]() .
.
Передний угол
![]() -
угол между касательной передней пов-ти
лезвия инструмента в какой-либо точке,
например т.А режущей кромки и основной
пл-тью, след которой обознач.
-
угол между касательной передней пов-ти
лезвия инструмента в какой-либо точке,
например т.А режущей кромки и основной
пл-тью, след которой обознач. ![]() -
-![]() .
Задний угол
.
Задний угол
![]() -
это угол
между касательной к задней пов-ти лезвия
инструмента в какой-либо точке режущей
кромки и пл-тью резания
-
это угол
между касательной к задней пов-ти лезвия
инструмента в какой-либо точке режущей
кромки и пл-тью резания ![]() -
-![]() .
.
Для удобства
контроля задний угол ![]() рассматривают и измеряют в осевой
(рабочей пл-ти). Этот угол предст. собой
угол между касательной к задней пов-ти
и в рассматр. точке режущей кромки и
касательной в этой же точке к окружности,
образующ. при вращении этой точки вокруг
оси сверла.В отличие от резцов,передние
и задние углы сверла не остаются
постоянными, а измеряются по длине
режущей кромки. Изменение переднего
угла связано с тем,что передняя пов-ть
сверла, как правило,предст.собой винтовую
пов-ть и величина переднего угла
определяется углом наклона винтовой
линии, который уменьшается от периферии
к центру сверла, а следовательно
уменьшается передний угол.
рассматривают и измеряют в осевой
(рабочей пл-ти). Этот угол предст. собой
угол между касательной к задней пов-ти
и в рассматр. точке режущей кромки и
касательной в этой же точке к окружности,
образующ. при вращении этой точки вокруг
оси сверла.В отличие от резцов,передние
и задние углы сверла не остаются
постоянными, а измеряются по длине
режущей кромки. Изменение переднего
угла связано с тем,что передняя пов-ть
сверла, как правило,предст.собой винтовую
пов-ть и величина переднего угла
определяется углом наклона винтовой
линии, который уменьшается от периферии
к центру сверла, а следовательно
уменьшается передний угол.
2 причина, вызывающая
изменение переднего и заднего углов
связана с кинематикой процесса резания,
а именно с наличием движение подачи.
Если учесть движение подачи, то
оказывается, что действит. передний
угол при резании увеличивается по
сравнению с углом, получ. при заточке,
а действит. задний угол уменьшается и
тем значительнее,чем ближе рассматриваемая
точка к центру сверла.Увеличение
действительного переднего угла
существенно не отражается на
работоспособности сверла, а уменьшение
действительного заднего угла напротив
приводит к увеличению площади контакта
по задней пов-ти сверла и более интенсивному
его износу, особенно вблизи поперечной
кромки. Во избежание этого сверла
затачивают таким образом,чтобы задний
угол в статическом состоянии увеличивался
от периферии к центру сверла. ![]() =8..12
град.,
=8..12
град.,![]() =20..25
град.(в центре сверла)
=20..25
град.(в центре сверла)
16. Дисковое фрезерование. Фасонное фрезерование.
На операциях дискового фрезерования у обрабатываем.заготовок получают пазы, уступы канавки. Этот вид фрезерования использ.также при разрезке металла. Схема дискового фрезерования представлена на рис.24.
Обработка заготовок на данных операциях осуществл.на горизонт.-фрезерных станках дисковыми фрезами.
Различают след.типы дисковых фрез: 1)Односторонние, с режущими кромками только на цилиндрической части, 2)Двухсторонние,с режущими кромками на 1 торцовой и цилиндрической части, 3)3-х сторонние с режущ.кромками на обеих торцах и цилиндрической части.
Односторонние дисковые фрезы явл.прямозубыми и по назначению подразделяются на
-пазовые(шпоночные),-прорезные,-отрезные.
Основные пар-ры у этих фрез имеют след.значения:
Пазовые фрезы.
Ø50..100мм,
В=3..6мм, ![]() =10..15
град,
=10..15
град,
![]() =15..20град.
=15..20град.
Прорезные фрезы.
Ø40..75мм,
В=2..5мм, ![]() =5..10
град,
=5..10
град,
![]() =25..40град.
=25..40град.
Отрезные фрезы.
Ø60..200мм,
В=1..3мм, ![]() =10..15
град,
=10..15
град,
![]() =5..20град.
=5..20град.
Во избежание трения
фрезы о стенки прорезаемой канавки,
боковые стороны фрезы шлифуют с
поднетрением с углом ![]() =0,5..1,5град.
=0,5..1,5град.
2х сторонние дисковые фрезы имеют на цилиндрической части винтовые зубья. Основные диаметральные линейные и угловые размеры этих фрез лежат в следующих диапазонах:
Ø90..350мм, В=16..30мм,
![]() =-5..+5
град,
=-5..+5
град,
![]() =10..15град.
=10..15град.
3-х сторонние дисковые фрезы могут выполн.как прямозубыми, т.е. зубьями располож.II оси, так и зубьями, располож.наклонно к оси и напр. В разные стороны(разнонаправленными).
Изготавл.вышеуказанные фрезы как из быстрорежущих сталей, так и с пластинами из тв.сплавов. В последнем случае корпус изготавливается из конструкционных сталей, а зубья из тв.сплава.
Фасонное фрезерование
Фасонное фрезерование получило распространение на операциях,связ.с изготовлением пов-тей со сложным фасонным профилем.
Инструментом при данном виде фрезеров-я явл.фасонные фрезы с различным профилем, обработка которыми ведется на горизонт.-фрезерных и универс.-фрезерных станках.
Типовые фасонные фрезы - это полукруглая выпуклая и полукруглая вогнутая. Основные конструктивные эл-ты фасонных фрез аналогичны конструктивным эл-там дисковых фрез. Фасонные фрезы изготавливаются всегда с крупным зубом, при этом число зубьев всегда зависит от диаметра фрезы и ее конструкции.
Z=1,8![]() -число
зубьев у цельных фрез
-число
зубьев у цельных фрез
Z=1,2![]() -число
зубьев у сборных фрез
-число
зубьев у сборных фрез
Для того, чтобы не
искажать профиль режущей кромки фасонной
фрезы, ее зубья затачивают с передним
углом ![]() =0.
В ряде случаев при обработке
труднообрабатываемого мат-ла передний
угол
=0.
В ряде случаев при обработке
труднообрабатываемого мат-ла передний
угол ![]() делают 5..10 град.
делают 5..10 град.
Однако в этом
случае происходит искажение профиля
фрезы. Для того, чтобы получить заданный
профиль на заготовке нужно иметь либо
комплект фрез (черновую с ![]() =5..10
и чистовую с
=5..10
и чистовую с ![]() =0)
либо произвести корректировку профиля.
=0)
либо произвести корректировку профиля.
Форма режущих зубьев фрез может быть как острозаточенной, так и затылованной. Остроконечную форму зуба имеют практически все фрезы за исключением фасонных фрез. У фрез с остроконечной формой зуба рабочие пов-ти зуба затачиваются по плоскости. У фрез с затылованной формой зуба передняя пов-ть затачивается по пл-ти, а задняя пов-ть по спирали Архимеда.
Затылование задней
пов-ти по спирали Архимеда позволяет
при переточке зуба, осуществл.по передней
пов-ти,сохранить неизменным профиль
инструмента и задний угол
![]() .
.
Важной хар-кой у затылованных фрез явл.величина падения затылка К, опред. На передней пов-ти последующего зуба фасонной фрезы по отношению к предыдущей.
Величина затылования предст.собой расстояние между окружностью, провед.через вершину зуба и точкой пересечения Архимедовой спирали с передней пов-тью последнего зуба.
И расчитывается
по ф-ле: ![]()
У фрез со шлифов.профилем для обеспечения выхода шлифовального круга делается 2-ное затылованные, величина которых составляет (1,2..1,7)К.