11. Выбор методов и средств технического контроля
Контроль – определение как количественных, так и качественных характеристик изделия, в данном случае, – детали.
Средства контроля (измерительные средства) – это технические устройства, используемые при измерениях и имеющие нормируемые метрологические характеристики.
Правила выбора средств технического контроля основывается на обеспечении заданных показателей процесса контроля и анализа затрат на его осуществление [4, 5, 15, 31].
Средства технического контроля выбирают с учетом:
– точности измерений;
– достоверности контроля;
– стоимости и трудоемкости контроля;
– типа производства;
– конструктивных характеристик измеряемых деталей;
– удобства работы и требований безопасности.
Стандартные средства измерения для курсового проектирования приведены в [6] Приложении Г.
12. Нормирование технологического процесса
Определение основного (технологического) времени. Основное (технологическое) время tО затрачивается на непосредственное изменение размеров, формы, физико-механических свойств и внешнего вида обрабатываемой заготовки.
Расчет основного времени производится по формулам, установленным на основании кинематики данного способа обработки и выбранных режимов резания и приведены в табл. 12.1 [16,17].
Таблица 12.1
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям и нормативы вспомогательного времени, связанного с переходом [3, 9, 16, 17, 26].
(токарные, токарно-винторезные и токарно-револьверные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с переходом, мин [16, 17] | ||||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] |
Измеряемый размер, мм |
Наибольший диаметр изделия устанавливаемого над станиной, мм | |
|
300 |
400 | ||||
|
Время, мин | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
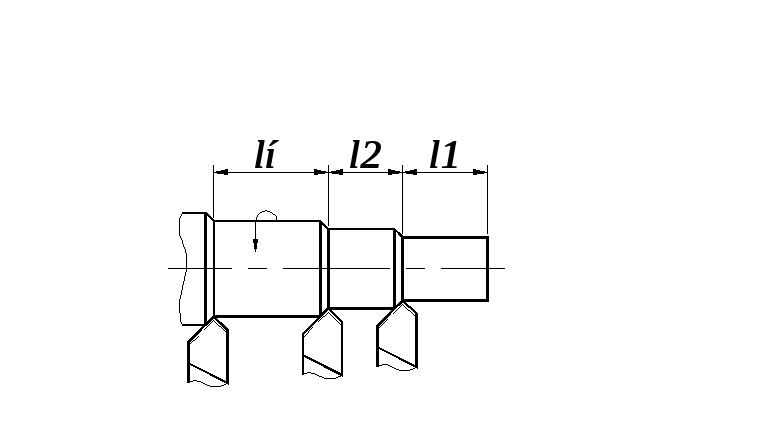
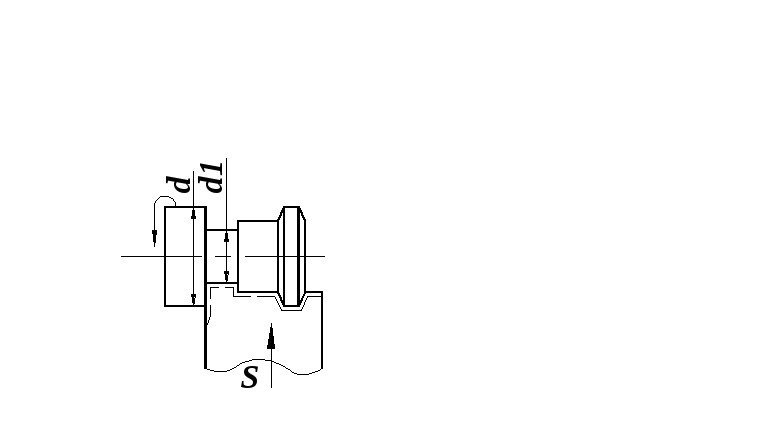
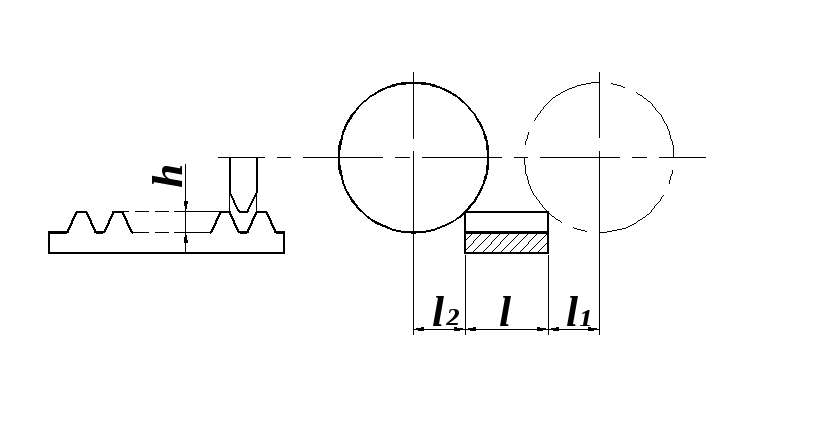
Внешнее обтачивание разных поверхностей (одновременное)
|
Черновое
Чистовое
|
До 25 25 – 100 100 – 300 |
0,27 0,33 0,40 |
0,30 0,38 0,45 |
|
|
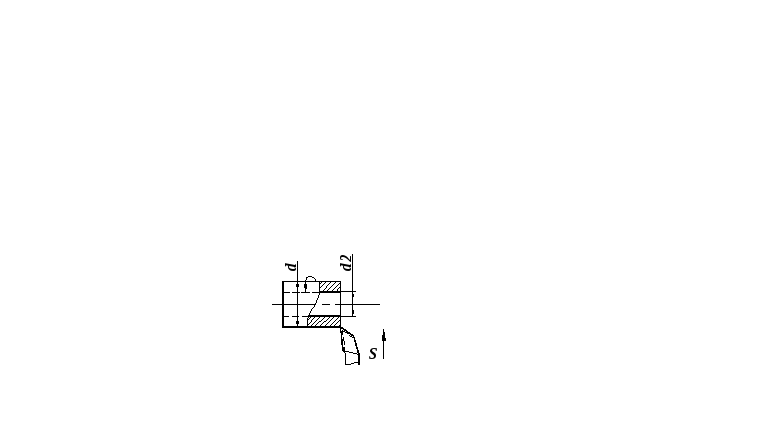
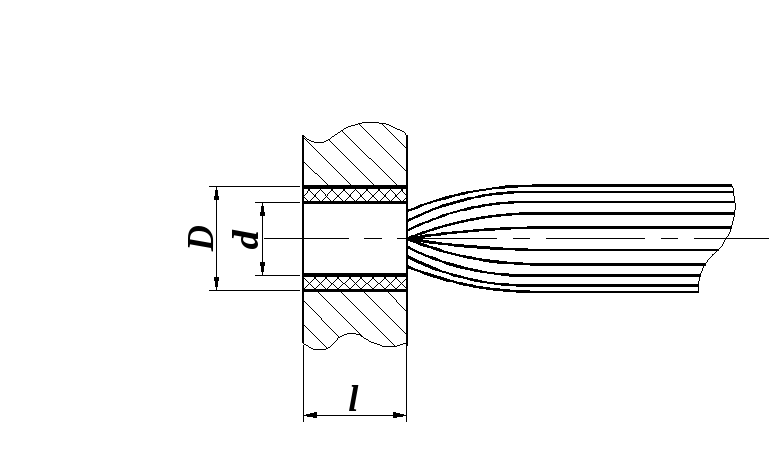
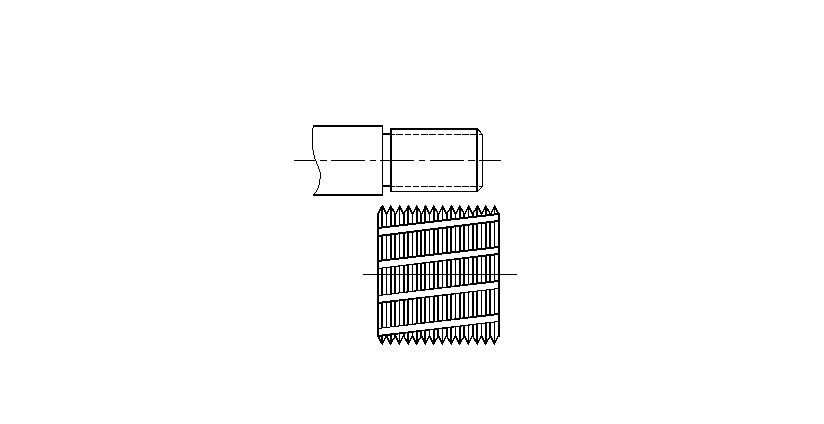
Внешнее обтачивание цилиндрических поверхностей
|
Черновое за один проход
Чистовое за один проход
|
До 25 25 – 100 100 – 300 |
0,27 0,33 0,40 |
0,30 0,38 0,45 |
Продолжение табл. 12.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
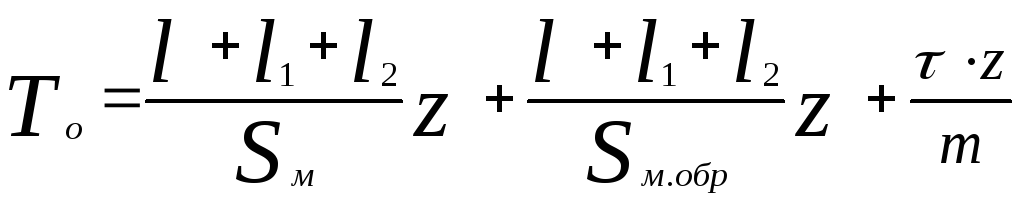
Фасонное обтачивание
|
Черновое
Чистовое
|
|
0,24 |
0,26 |
|
|
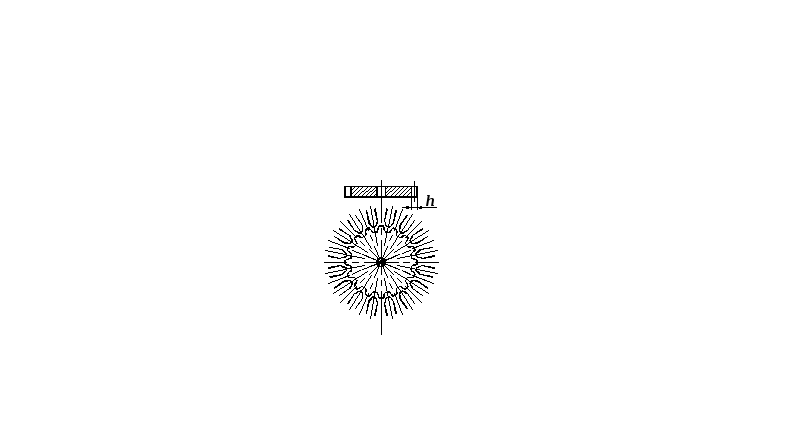
Отрезка
|
|
|
0,23 |
0,27 |
|
|
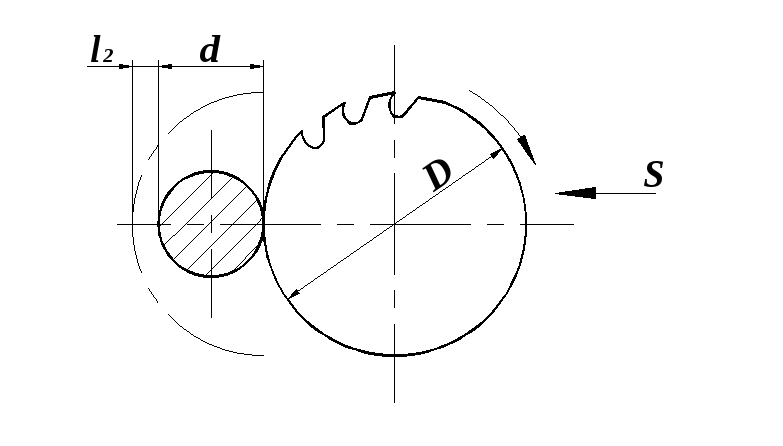
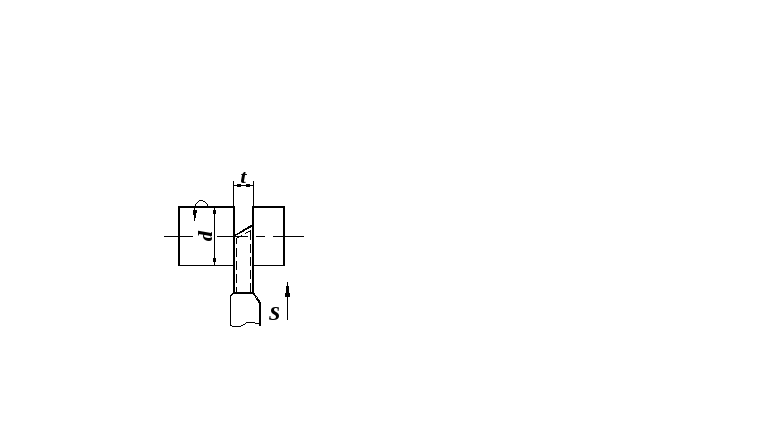
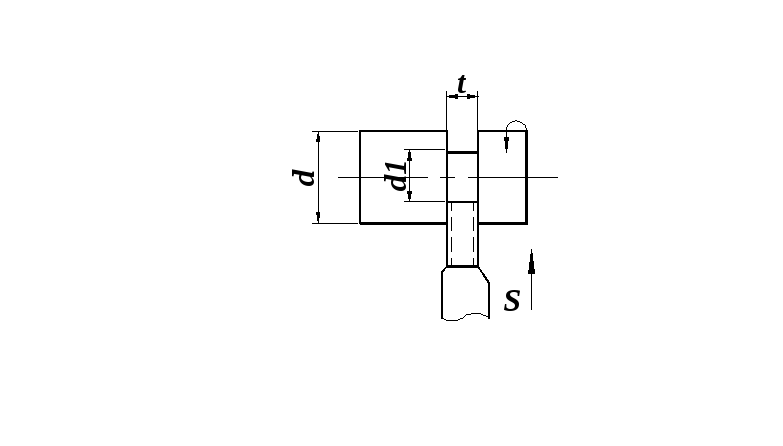
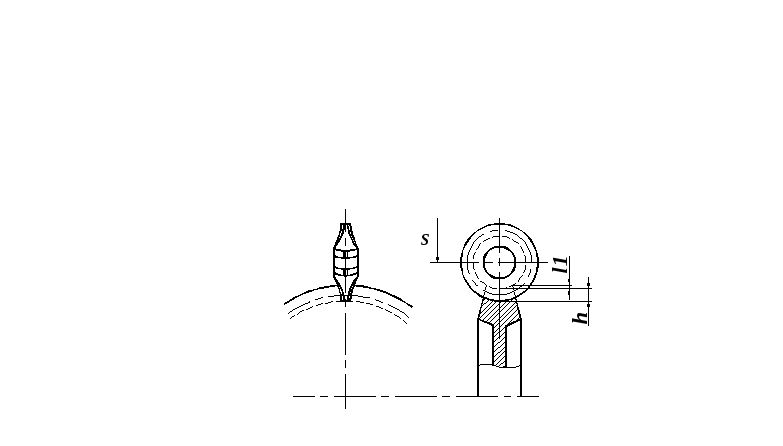
Протачивание канавок
|
|
наружных |
0,23 |
0,27
|
|
внутренних |
0,30 |
0,36 | |||
|
|
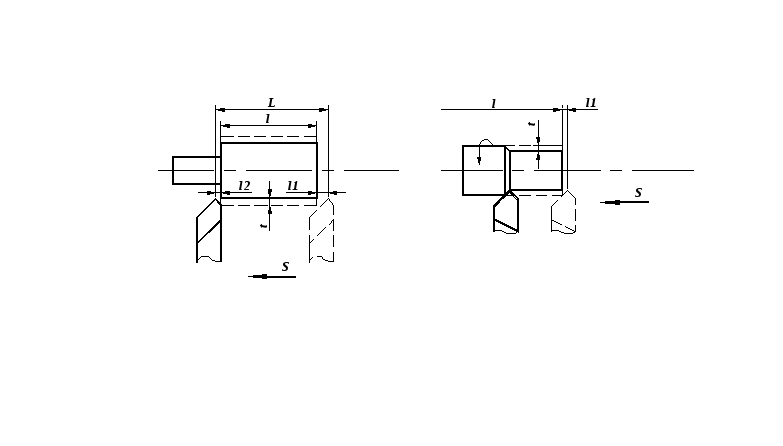
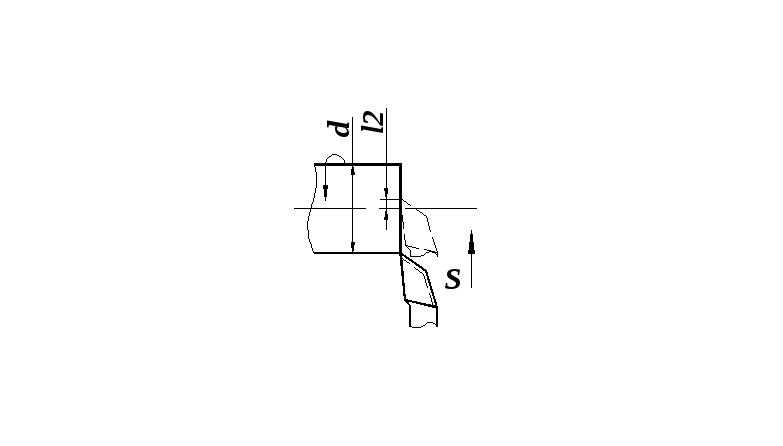
Подрезка торца сплошного сечения
|
Черновое
Чистовое
|
До 100 100…300 св. 300 |
0,31 0,43 0,50 |
0,35 0,49 0,55 |
Продолжение табл. 12.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
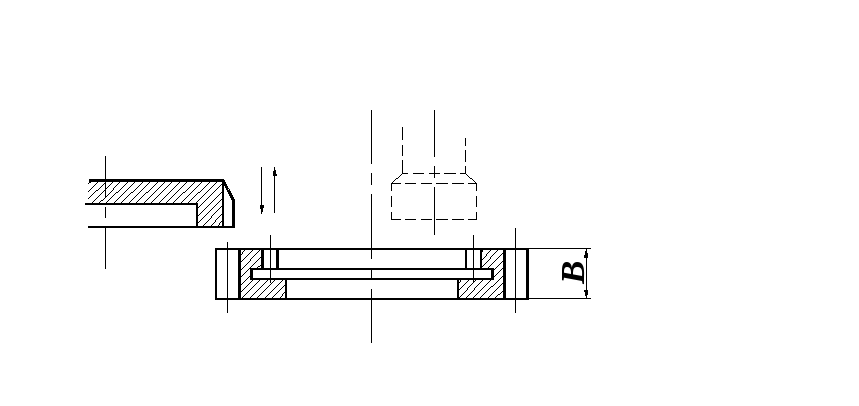
Подрезка торца сплошного сечения (торцовое обтачивание колец)
|
Черновое
Чистовое
|
До 100 100…300 св. 300 |
0,31 0,43 0,50 |
0,35 0,49 0,55 |
|
|
Растачивание
|
Черновое
|
До 25 25…100 100…300 |
0,38 0,60 0,80 |
0,43 0,70 0,95 |
|
Чистовое
|
До 25 25…100 100…300 |
0,55 0,75 0,95 |
0,60 0,90 1,20 | ||
|
|
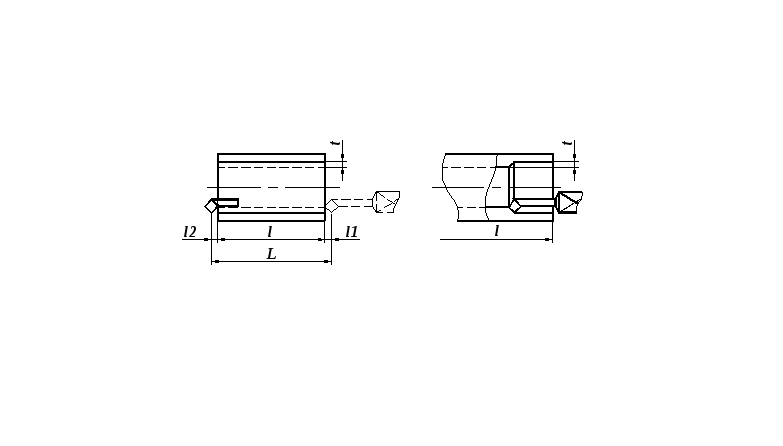
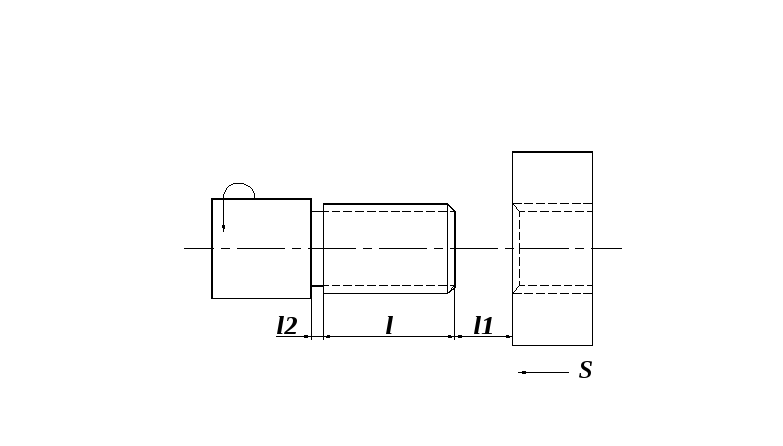
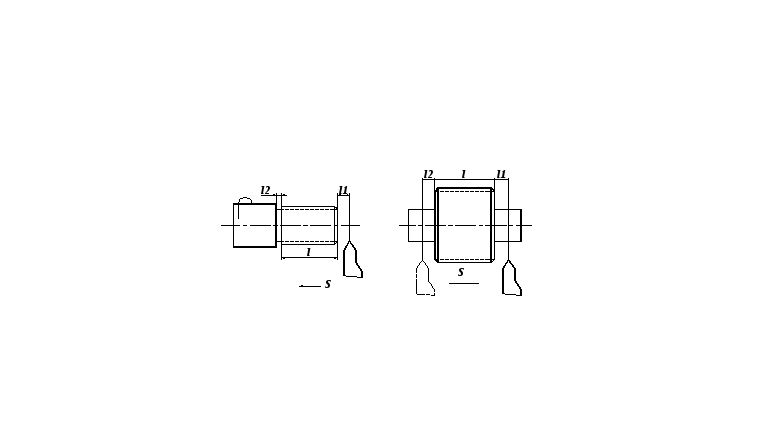
Нарезание резьбы плашкой
|
|
|
0,17 |
0,22 |
|
|
Нарезание резьбы (однозаходной) резцом на токарном станке
|
Черновое
|
До 25 25…50 50…100 св. 100 |
0,10 0,11 0,13 0,15 |
0,12 0,14 0,17 0,20 |
|
Чистовое
|
До 25 25…50 50…100 св. 100 |
0,18 0,24 0,33 0,43 |
0,20 0,27 0,36 0,46 |
Продолжение табл. 12.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
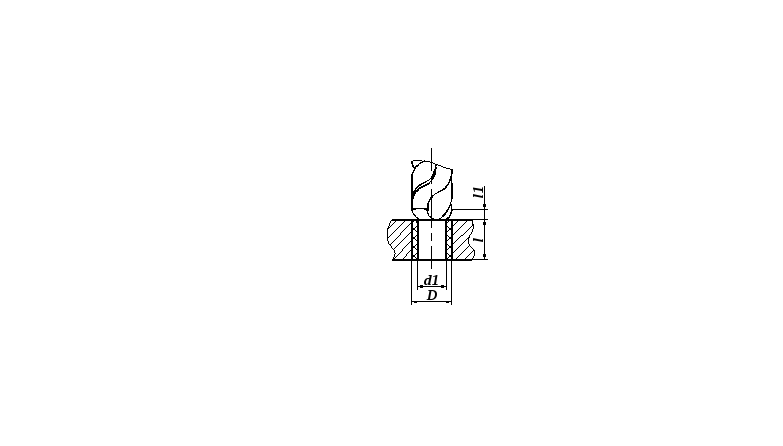
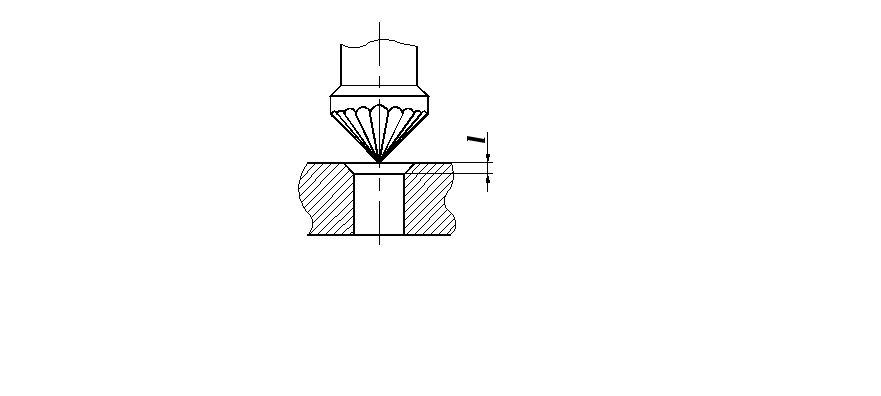
Центрование
|
|
|
0,21 |
0,25 |
|
|
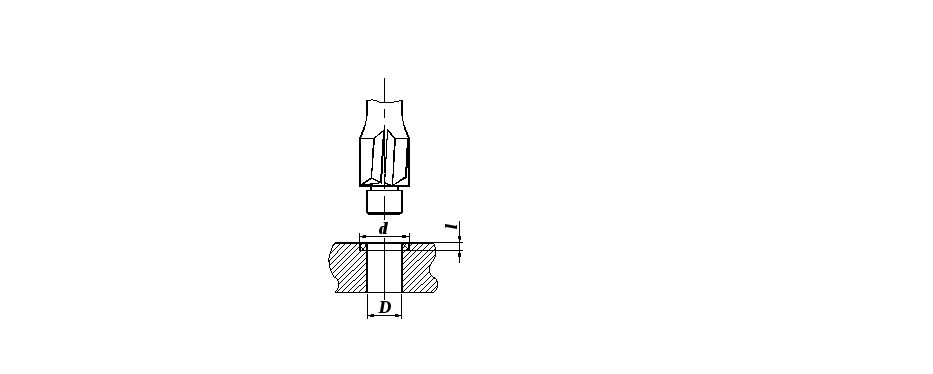
Сверление отверстий диаметром до 20 мм
|
|
|
0,21 0,31 0,50 |
0,26 0,38 0,60 |
|
|
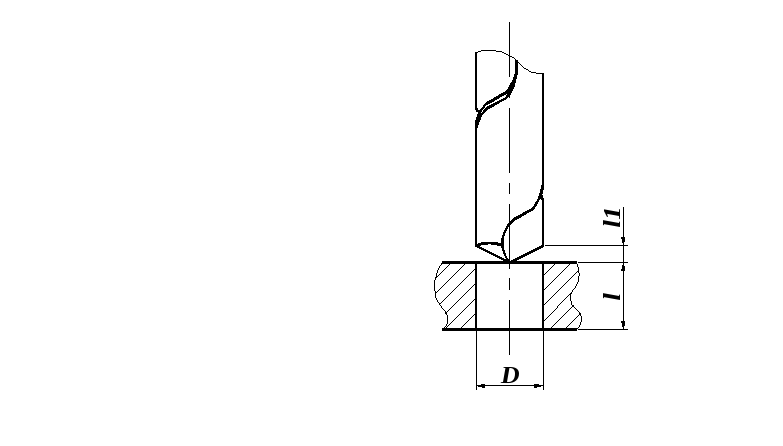
Рассверливание (20 – 70 мм)
|
|
|
0,11 |
0,14 |
|
|
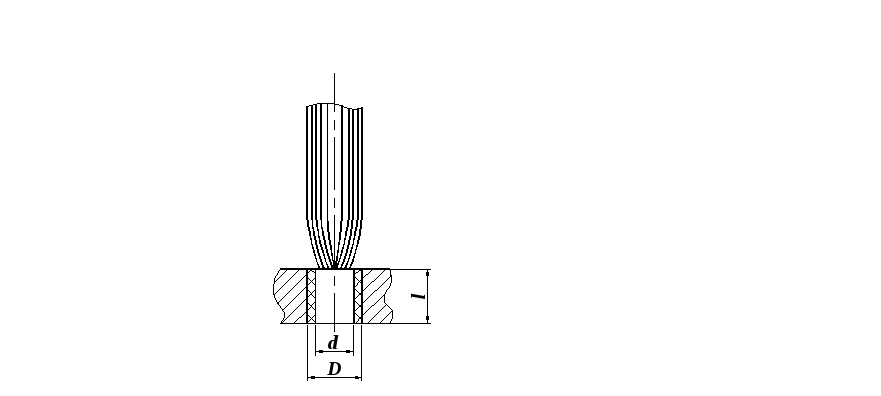
Развёртывание цилиндрических отверстий
|
Черновое
Чистовое
|
|
0,11 |
0,14 |

Продолжение табл. 12.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Зенкерование
|
|
|
0,11 |
0,14 |
|
|
Нарезание резьбы метчиком сквозных отверстий
|
|
|
0,17 |
0,22 |
|
|
Нарезание резьбы метчиком в глухих отверстиях
|
|
|
0,17 |
0,22 |
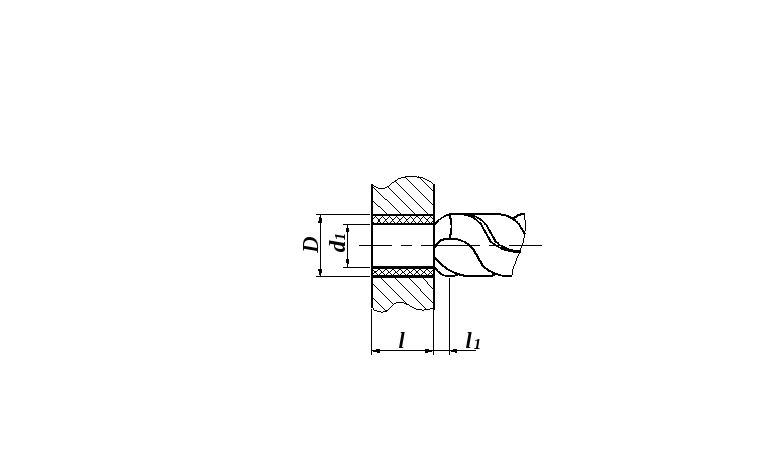
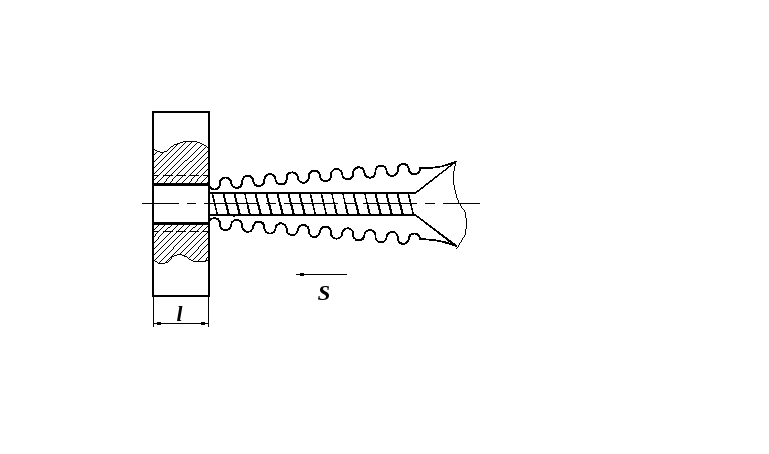
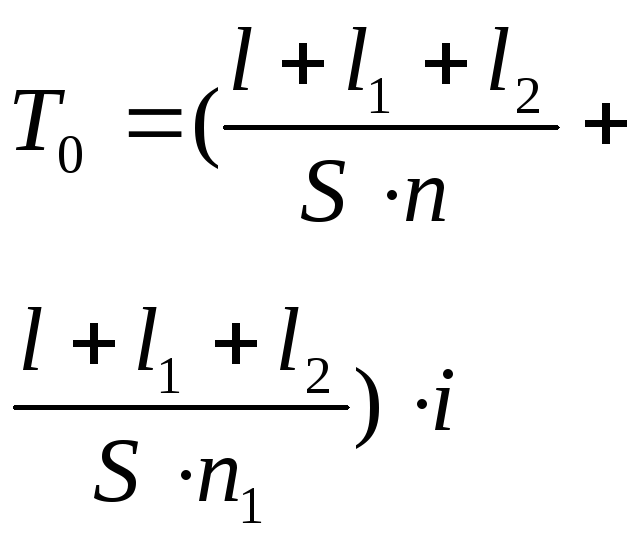
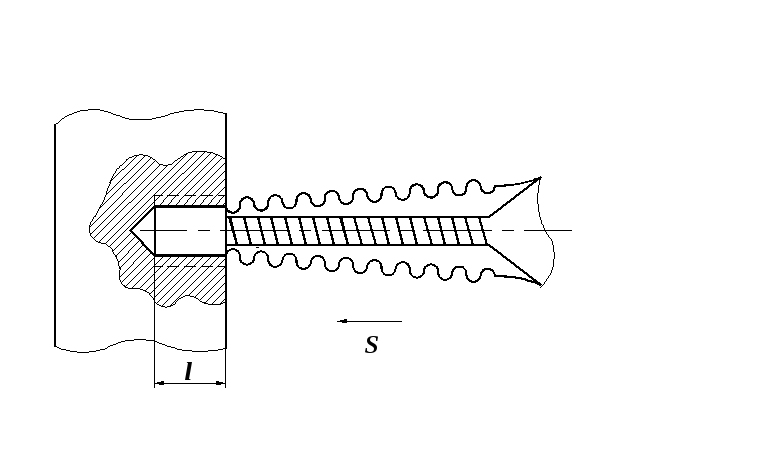
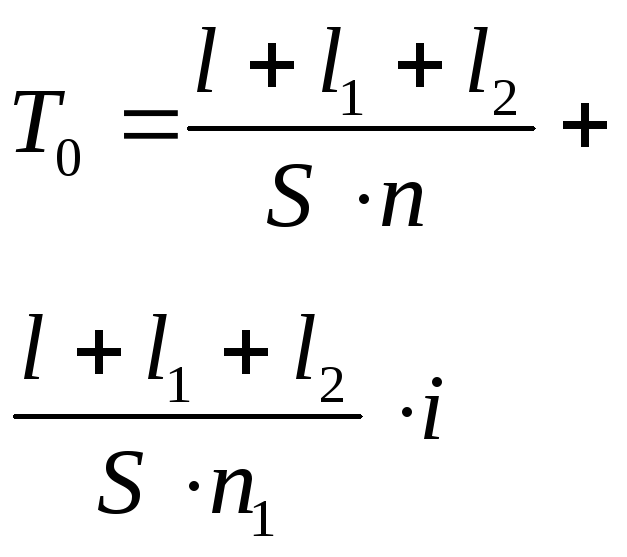
Таблица 12.2
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с переходом [3, 9, 16, 17].
(вертикально-сверлильные и радиально-сверлильные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с переходом, мин [17] | |||||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] |
Наибольший диаметр обрабатываемого отверстия, мм | |||
|
12 |
25 |
50 |
75 | |||
|
Время, мин | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
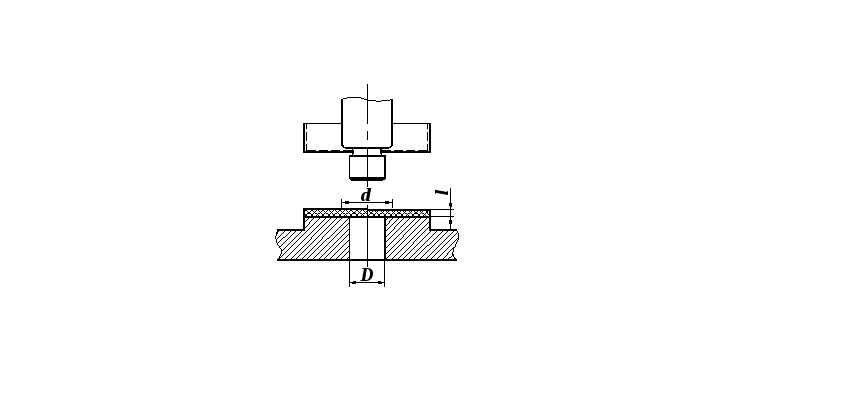
Сверление (до 20 мм)
|
|
0,06 |
0,08 |
0,08 |
0,10 |
|
|
Рассверливание (20 – 70 мм)
|
|
0,06 |
0,08 |
0,08 |
0,10 |
Продолжение табл. 12.2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Зенкерование
|
|
0,06 |
0,08 |
0,08 |
0,10 |
|
|
Зенкерование фасок
|
|
0,06 |
0,08 |
0,08 |
0,10 |
|
|
Зенкерование, цекование уступов
|
|
0,06 |
0,08 |
0,08 |
0,10 |
Продолжение табл. 12.2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Зенкерование бобышек
|
|
0,06 |
0,08 |
0,08 |
0,10 |
|
|
Развёртывание цилиндрических отверстий
при обработке глухих
отверстий
|
Черновое
Чистовое
|
0,06 |
0,08 |
0,08 |
0,10 |
|
|
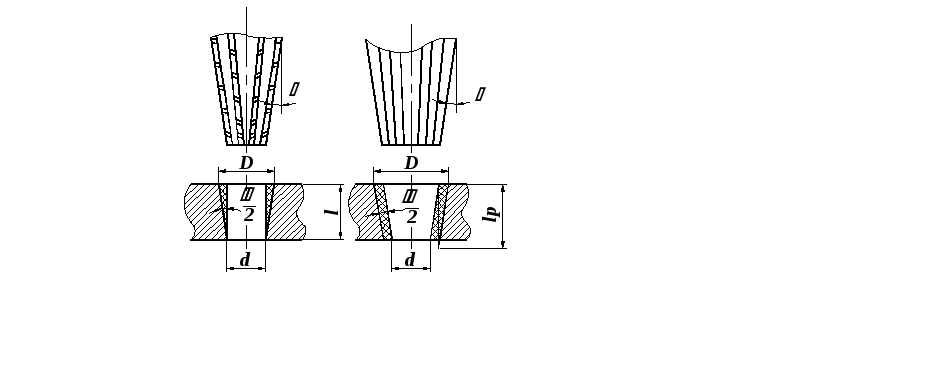
Зенкерование и развёртывание конических отверстий
|
Черновое
Чистовое
|
0,06 |
0,08 |
0,08 |
0,10 |
Продолжение табл. 12.2
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Нарезание резьбы машинным метчиком
|
|
0,08 |
0,09 |
0,11 |
0,13 |
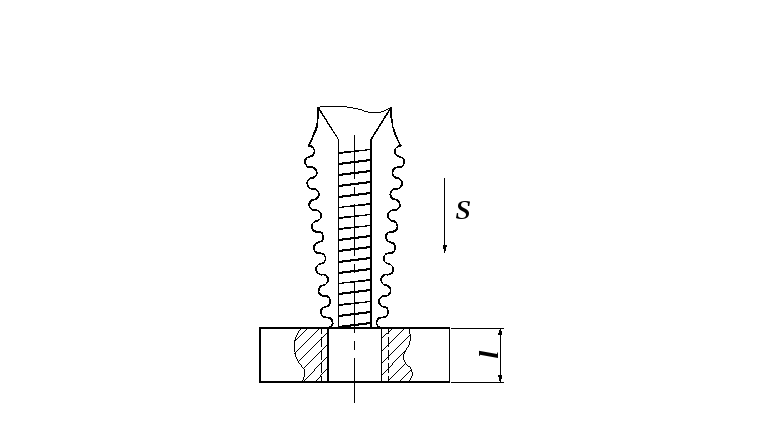
Таблица 12.3
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с переходом [3, 9, 16, 17, 26].
(горизонтально-вертикально и универсально-фрезерные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с переходом, мин | ||||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3, 26] |
Длина стола в мм до | ||
|
750 |
1250 |
1800 | |||
|
Время, мин | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
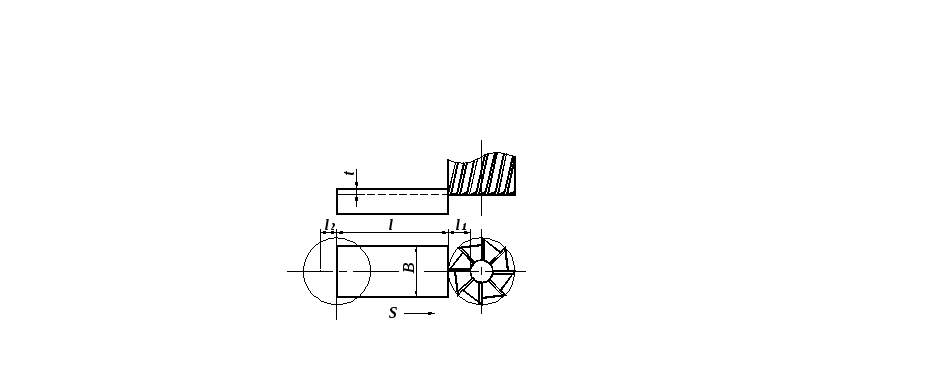
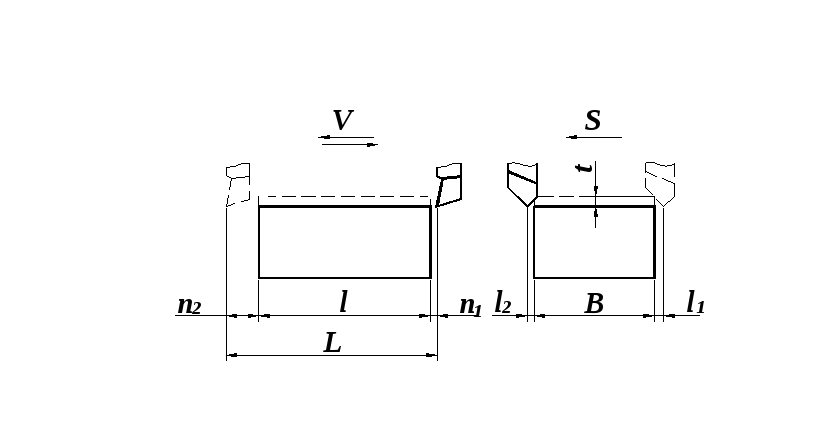
Фрезерование плоскостей цилиндрической фрезой
|
Черновое
|
0,24 |
0,30 |
0,37 |
Продолжение табл. 12.3
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
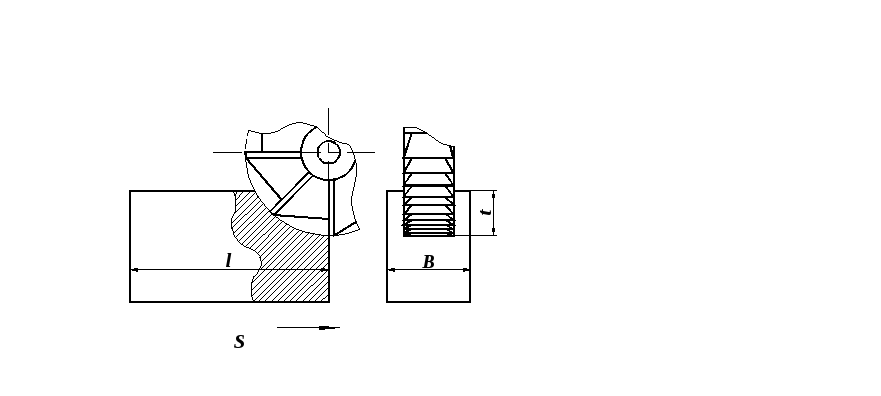
Фрезерование паза дисковой фрезой
|
|
0,24 |
0,30 |
0,37 |
|
|
Фрезерование плоскости торцевой, концевой фрезой
|
Черновое
|
0,24 |
0,30 |
0,37 |
|
|
Фрезерование по контуру или по копиру
|
|
0,34 |
0,41 |
0,49 |
Продолжение табл. 12.3
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
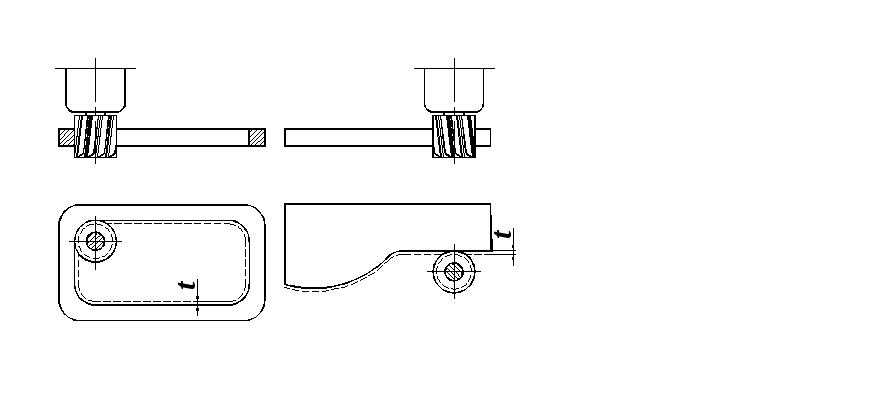
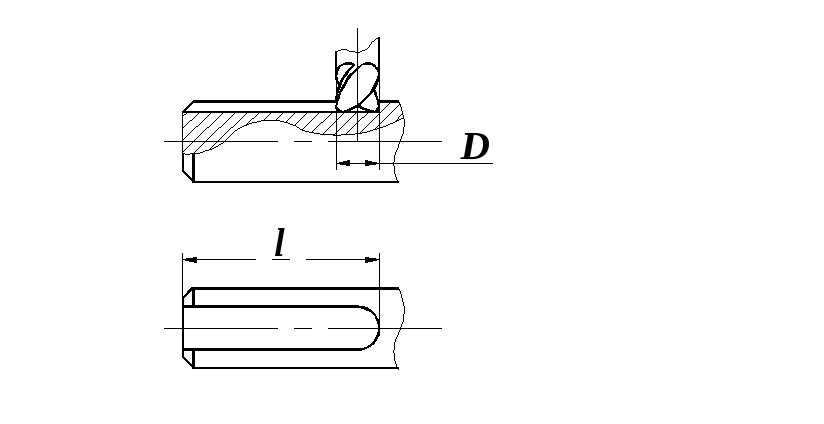
Фрезерование шпоночных канавок шпоночными фрезами (канавка, закрытая с двух сторон)
|
|
|
|
|
|
|
Фрезерование шпоночных канавок шпоночными фрезами (канавка, закрытая с одной стороны)
|
|
|
|
|
Продолжение табл. 12.3
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Фрезерование шпоночных канавок шпоночными фрезами (канавка, открытая с двух сторон)
|
|
|
|
|
|
|
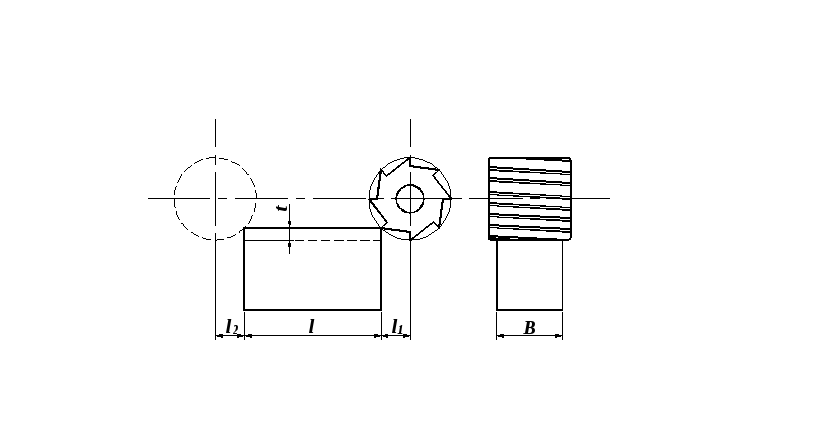
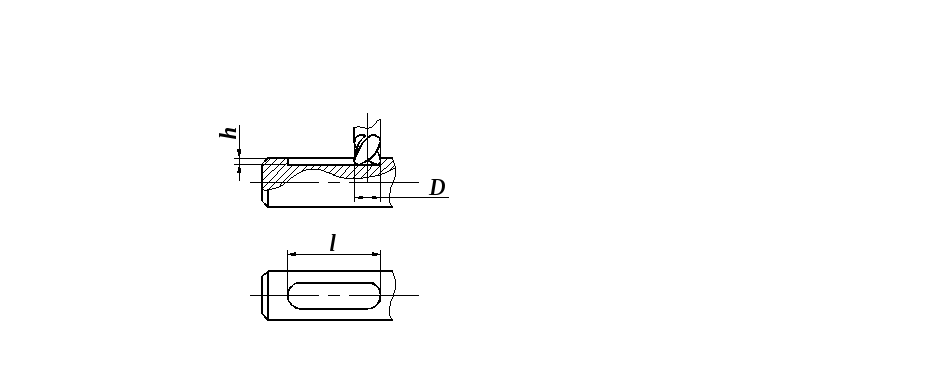
Фрезерование сегментных шпоночных канавок
|
|
|
|
|
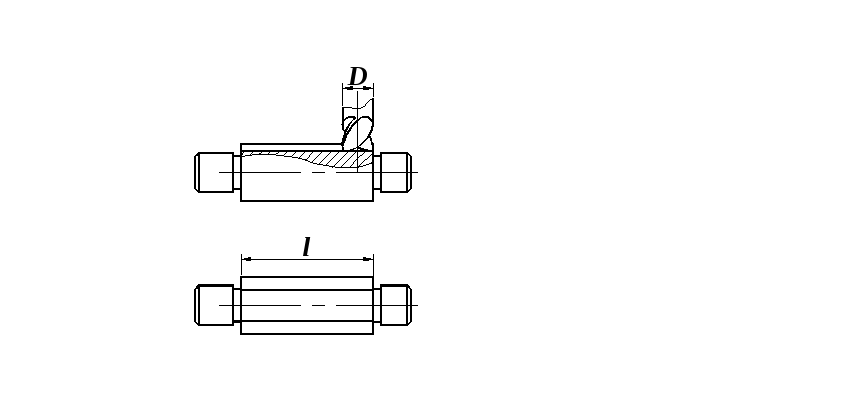
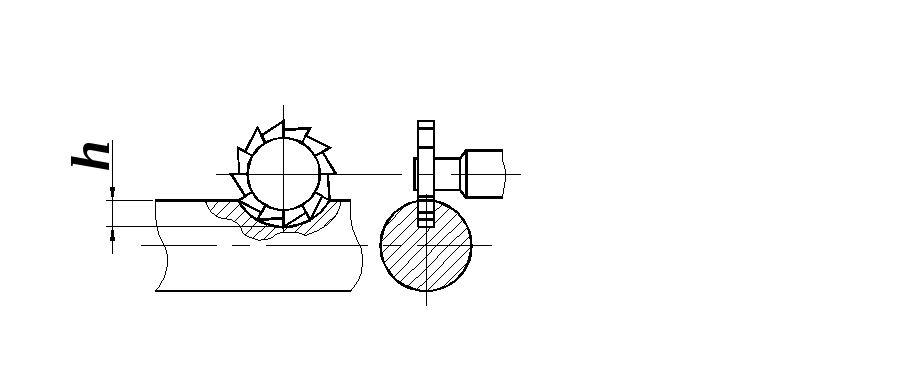

Таблица 12.4
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с переходом [3, 9, 16, 17, 26].
(поперечно-строгальные и долбежные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с переходом, мин | |||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3, 26] |
Длина хода ползуна (долбяка) мм | |
|
500 |
900 | |||
|
Время, мин | ||||
|
1 |
2 |
3 |
4 |
5 |
|
|
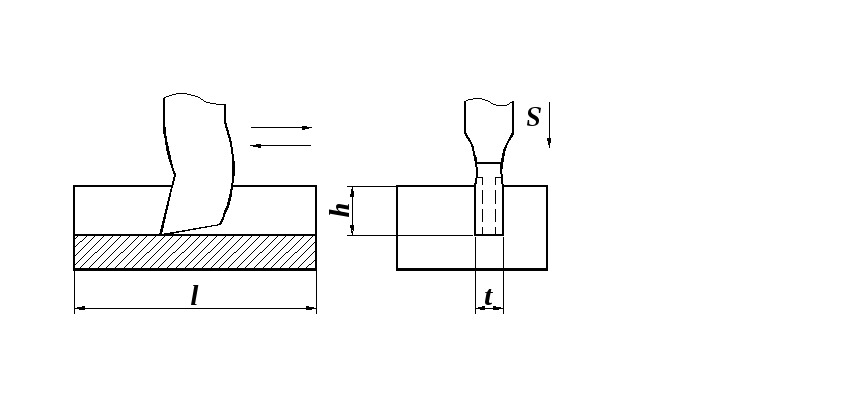
Строгание плоскости
|
Черновое
|
0,25 |
0,34 |
|
|
Строгание паза
|
Черновое
|
0,45 |
0,55 |
Продолжение табл. 12.4
|
1 |
2 |
3 |
4 |
5 |
|
|
Долбление плоскости
|
Черновое
|
0,33 |
0,42 |
|
|
Долбление шпоночного паза
|
|
0,45 |
0,55 |
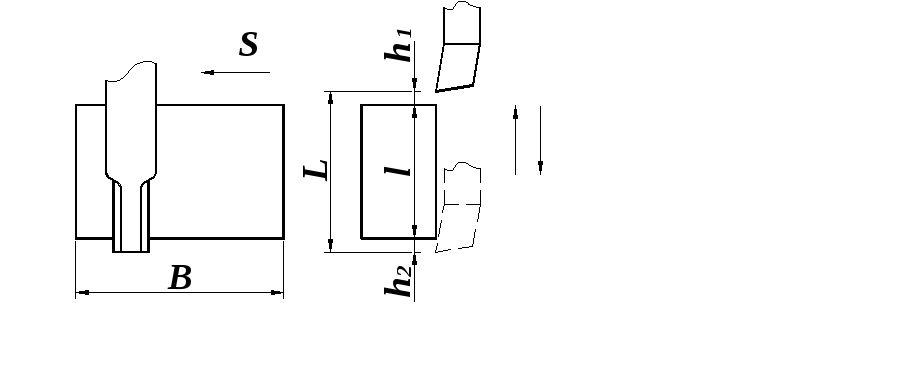
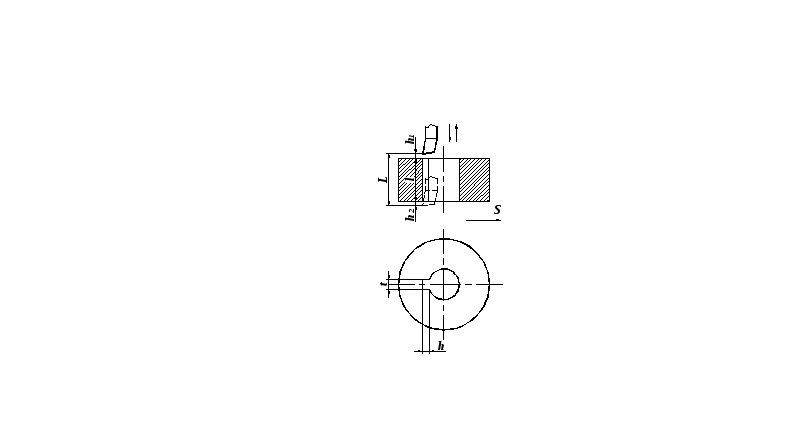
Таблица 12.5
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени на технологическую операцию [3, 9, 16, 17, 26].
(протяжные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время на технологическую операцию, мин | ||
|
Схема обработки.
Технологическая операция |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] | |
|
|
Протяжные работы
|
рядовое
чистовое
уплотняющими протяжками (типа дорна)
прошивание
|
См. табл. 12.27 |
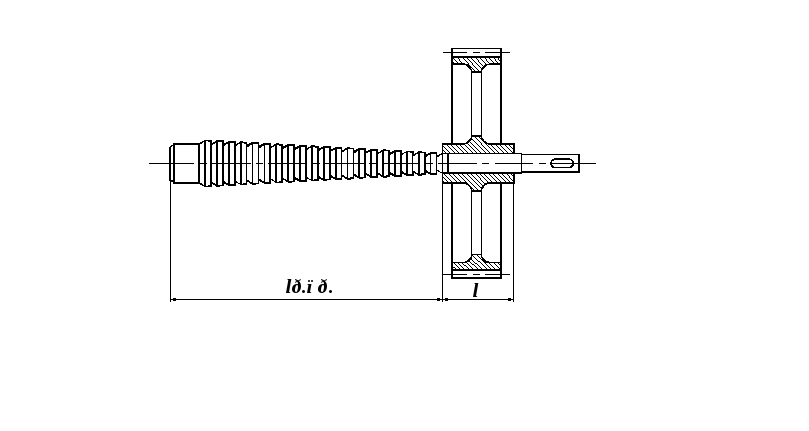
Таблица 12.6
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с обработкой поверхности [3, 9, 16, 17, 26].
(кругло, бесцентрово и внутришлифовальные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с обработкой поверхности, мин [17] | ||||||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] |
Диаметр обрабатываемой поверхности, мм |
Точность, квалитет
|
Станок. Диаметр устанавливаемого изделия 300 мм | ||
|
Длина обрабатываемой поверхности в мм до | |||||||
|
100 |
250 |
500 | |||||
|
Время, мин | |||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
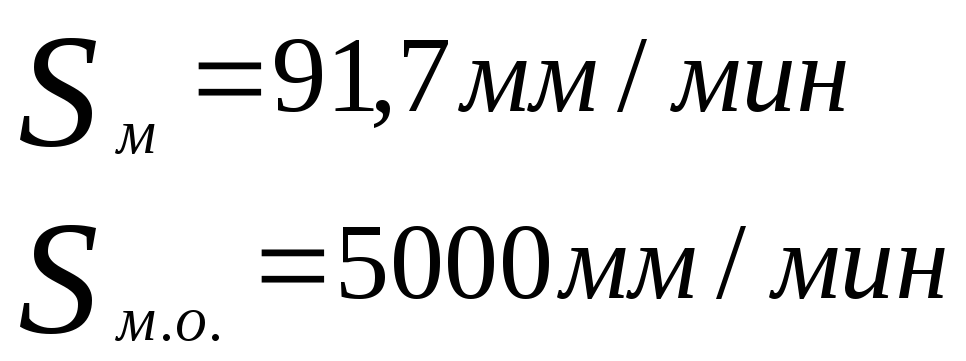
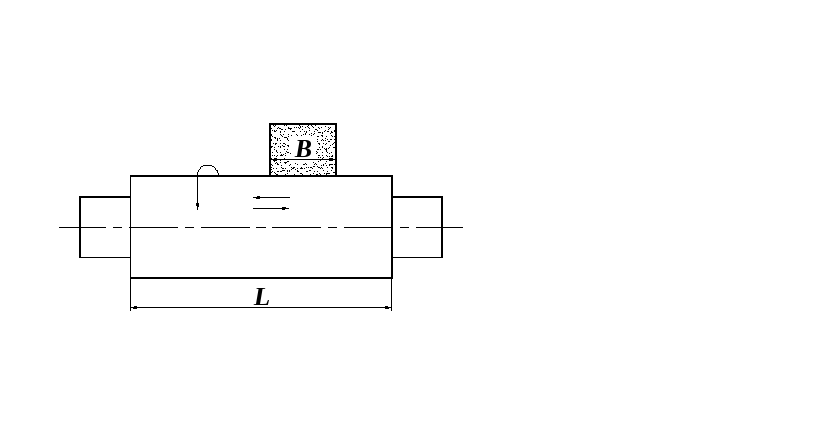
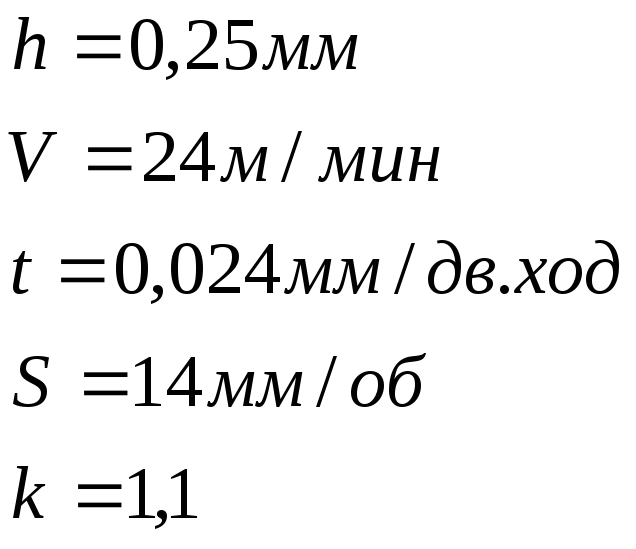
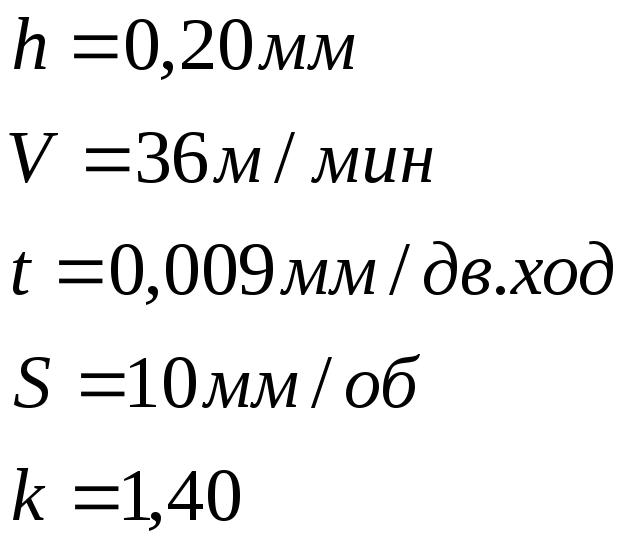
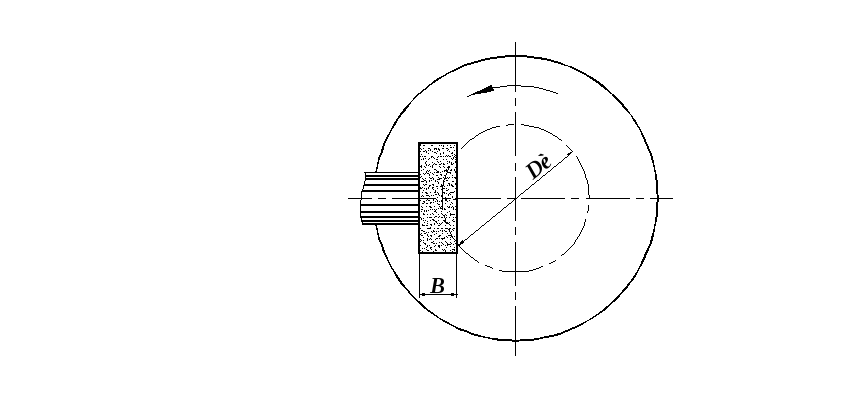
Круглое шлифование методом продольной подачи
где S– продольная подача (в долях ширины круга) мм/об ; t– поперечная подача (глубина шлифования) мм/дв.ход; h – припуск на сторону, мм ; k– коэффициент, учитывающий доводку и износ шлифовального круга;
|
Предварительное
(черновое) |
25 50 100 200 |
7 – 8 |
0,26 0,33 0,41 0,55 |
0,28 0,36 0,45 0,60 |
– 0,38 0,48 0,65
|
|
Чистовое
|
25 50 100 200 |
6 – 7 |
0,41 0,50 0,90 1,05 |
0,47 0,60 0,95 1,25 |
– 0,65 1,05 1,35
| ||
Продолжение табл. 12.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
|
|
Тонкое
|
25 50 100 |
5 – 6 |
0,90 1,00 1,50 |
1,15 1,25 1,80 |
– 1,45 1,90 | |
|
|
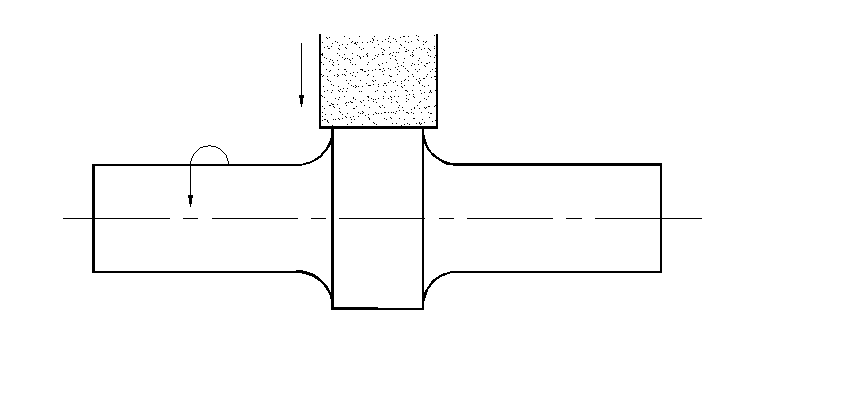
Круглое шлифование методом врезания
|
Предварительное
(черновое) |
25 50 100 200 |
7 – 8 |
Длина обрабатываемой поверхности, мм | |||
|
50 |
100 | |||||||
|
Время, мин | ||||||||
|
0,18 0,21 0,30 0,46 |
– 0,22 0,31 0,49 | |||||||
|
Чистовое
|
25 50 100 200 |
6 – 7 |
0,29 0,37 0,65 0,85 |
– 0,39 0,70 0,90 | ||||
Продолжение табл. 12.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |||||||
|
|
|
Тонкое
|
25 50 100 |
5 – 6 |
Длина обрабатываемой поверхности, мм | |||||||||
|
50 |
100 | |||||||||||||
|
Время, мин | ||||||||||||||
|
0,70 0,80 1,25 |
– 0,85 1,30 | |||||||||||||
|
|
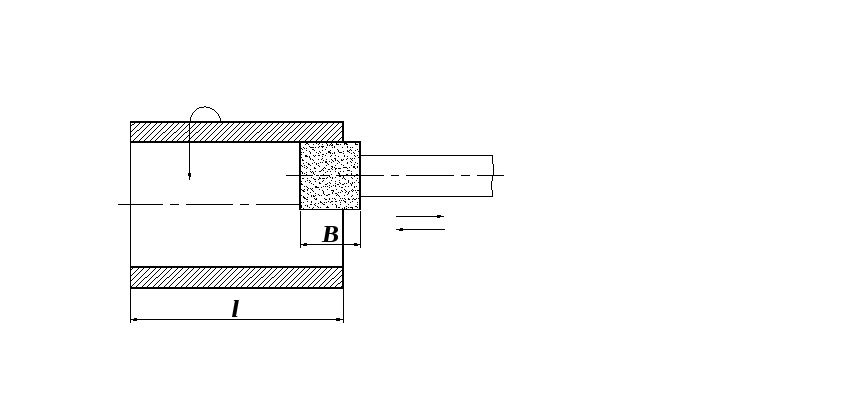
Внутреннее шлифование
|
Предварительное (черновое)
|
Диаметр обрабатываемой поверхности, мм |
Точность, квалитет |
Станок. Диаметр шлифуемого отверстия, мм | |||||||||
|
100 |
300 | |||||||||||||
|
Длина отверстия | ||||||||||||||
|
50 |
100 |
150 |
50 |
100 | ||||||||||
|
Время, мин | ||||||||||||||
|
25 50 100 |
7 – 8 |
0,41 0,55 0,75 |
0,45 0,60 0,80 |
0,49 0,70 0,90 |
0,48 0,65 0,60 |
0,50 0,70 0,90 | ||||||||
|
Чистовое
|
25 50 100 |
6 – 7 |
0,85 1,00 1,35 |
0,95 1,10 1,55 |
1,05 1,25 1,70 |
0,95 1,10 1,50 |
1,05 1,20 1,65 | |||||||
|
Шлифование конических отверстий с контролем калибр-пробкой конусной |
50 100 |
|
0,80 1,10 | |||||||||||
|
Шлифование торцев без измерения |
|
|
0,29 | |||||||||||
Продолжение табл. 12.6
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
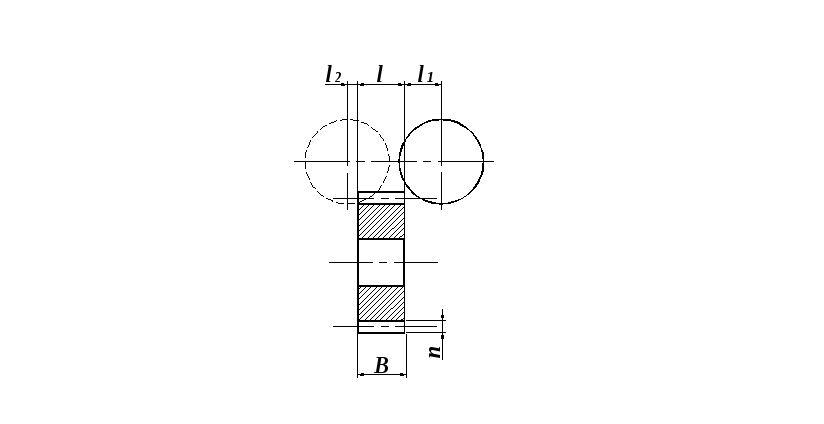
Наружное круглое бесцентровое шлифование. Методом продольной подачи
|
Предварительное (черновое)
|
3,5 процента от основного (машинного) времени | ||||
|
Чистовое
| |||||||
|
|
Наружное круглое бесцентровое шлифование. Методом поперечной подачи.
|
Предварительное (черновое)
Чистовое
|
5 процентов от основного (машинного) времени | ||||
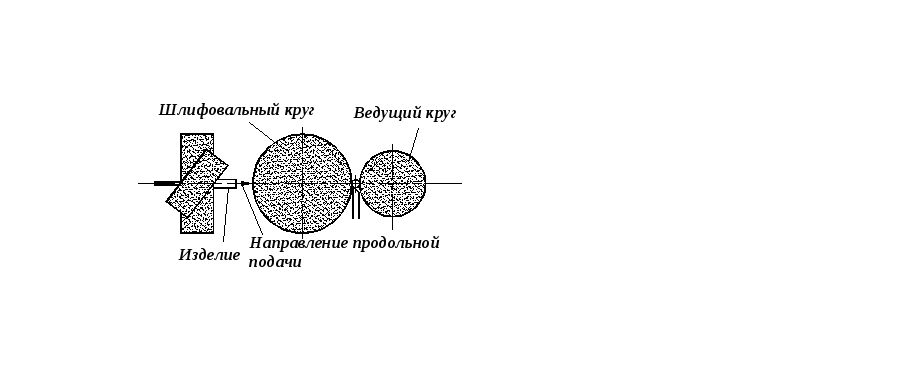
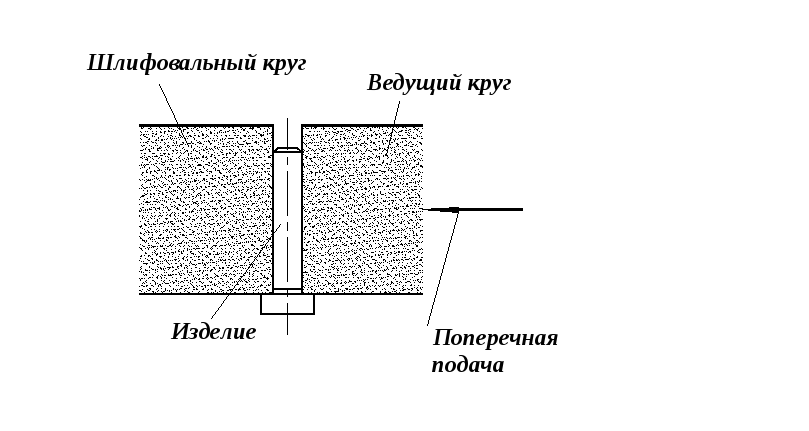
Таблица 12.7
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с обработкой поверхности [3, 9, 15, 17, 26].
(плоскошлифовальные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с обработкой поверхности, мин [17] | ||||||
|
Схема обработки. Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] |
Точность измерения, мм |
Измеряемый размер в мм до | |||
|
50 |
100 |
200 |
300 | ||||
|
Время в мин | |||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
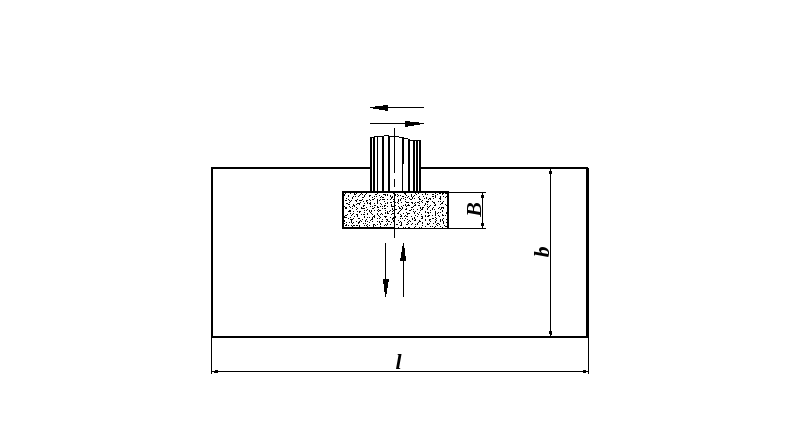
Плоское шлифование периферией круга на станках с прямоугольным столом (горизонтальный шпиндель)
|
|
0,02 0,03 0,05 0,07 0,10 0,15 |
1,10 0,95 0,70 0,55 0,44 0,32 |
1,35 1,20 0,80 0,70 0,55 0,39 |
– 1,60 1,20 0,85 0,75 0,46 |
– – 1,10 1,00 0,85 0,60 |
|
|
Плоское шлифование периферией круга на станках с круглым столом (горизонтальный шпиндель)
|
|
0,02 0,03 0,05 0,07 0,10 0,15 |
1,10 0,95 0,70 0,55 0,42 0,29 |
1,35 1,20 0,80 0,70 0,55 0,37 |
– 1,60 1,20 0,85 0,70 0,44 | |
 ,
,
Продолжение табл. 12.7
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Плоское шлифование торцом круга на станках с прямоугольным столом (вертикальный шпиндель)
|
|
0,02 0,03 0,05 0,07 0,10 0,15 |
1,05 0,90 0,60 0,50 0,37 0,25 |
1,30 1,15 0,75 0,60 0,50 0,32 |
– 1,50 0,95 0,80 0,65 0,39 |
– – 1,05 0,95 0,80 0,55 |
|
|
Плоское шлифование торцом круга на станках с круглым столом (вертикальный шпиндель)
|
|
0,02 0,03 0,05 0,07 0,10 0,15 |
1,25 1,10 0,75 0,60 0,48 0,34 |
1,50 1,35 0,90 0,75 0,60 0,42 |
– 1,70 1,10 0,95 0,80 0,50 | |
|
Время на установку и снятие детали для измерения (выключить магнит, снять деталь со стола, протереть стол, установить деталь, включить магнит) |
0,02 0,03 0,05 св. 0,05 |
0,65 0,55 0,38 0,28 | |||||
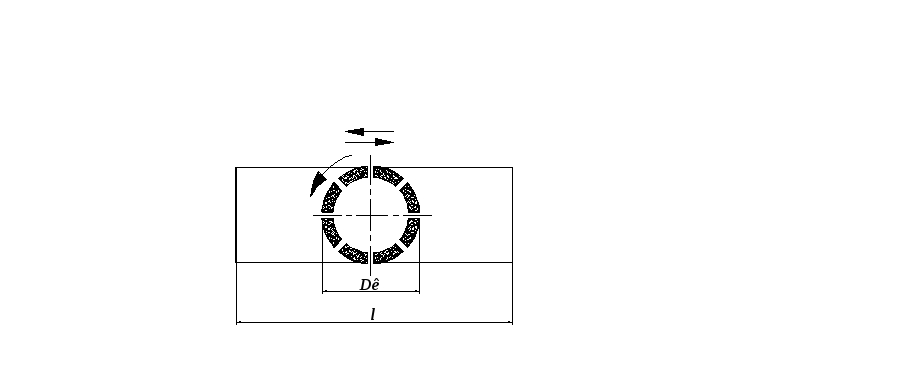
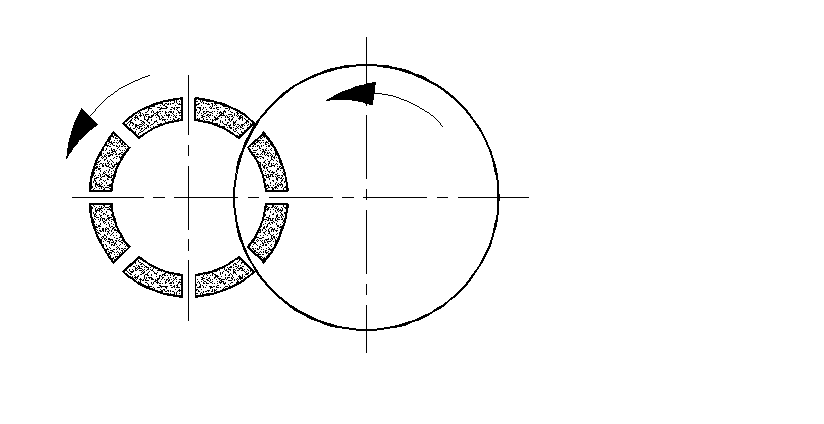
Таблица 12.8
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени, связанного с обработкой поверхности [3, 9, 17]
(хонинговальные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время, связанное с обработкой поверхности, мин [17] | |||||
|
Схема обработки.
Технологическая операция или технологический переход |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3] |
Точность, квалитет |
Диаметр отверстия, мм |
Длина обрабатываемого отверстия в мм до | |
|
200 |
500 | |||||
|
|
Хонингование отверстий
n– число ходов для снятия припуска; b= 15 – 25 мм на сторону – перебег, |
|
5 – 6 |
50 100 200 |
0,75 0,85 1,10 |
– 1,00 1,30 |
|
|
4 – 5 |
50 100 200 |
1,00 1,30 1,60 |
– 1,60 1,90 | ||
|
|
Суперфиниширование |
|
|
|
|
|
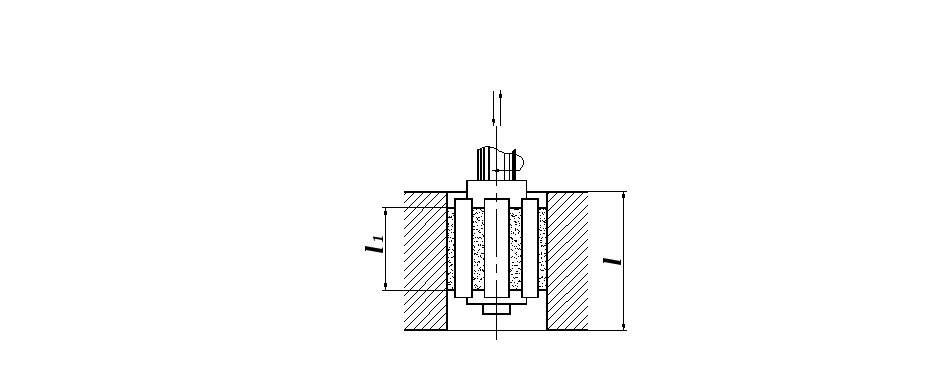
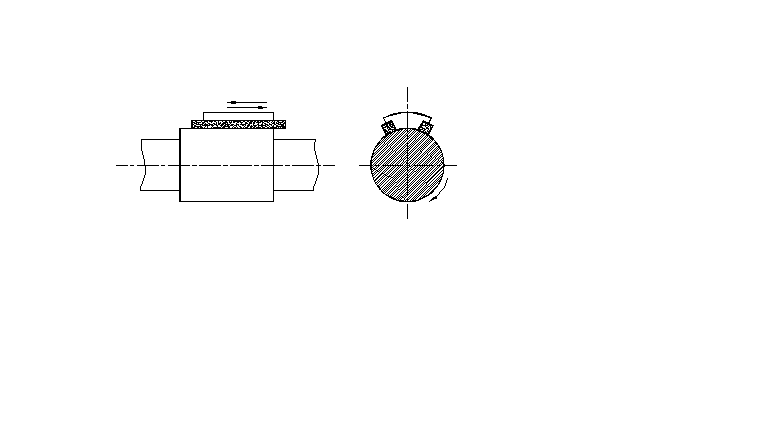
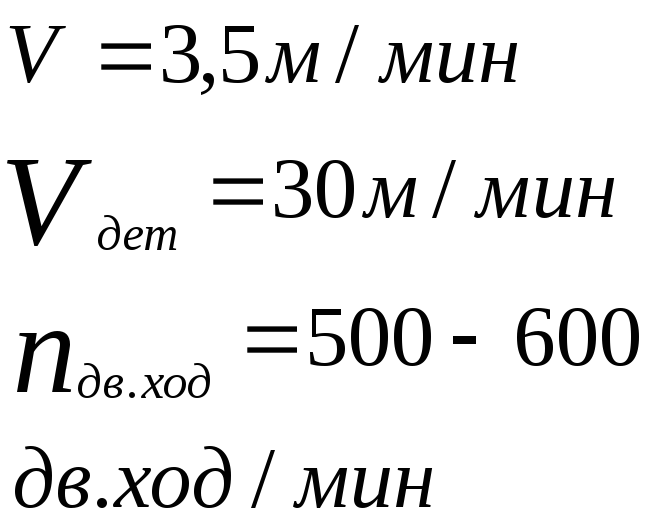
Таблица 12.9
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени на технологическую операцию [3,9,15,17,31]
(зубообрабатывающие станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время на технологическую операцию, мин [17] | ||
|
Схема обработки. Технологическая операция |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3,15,31] | |
|
1 |
2 |
3 |
4 |
|
|
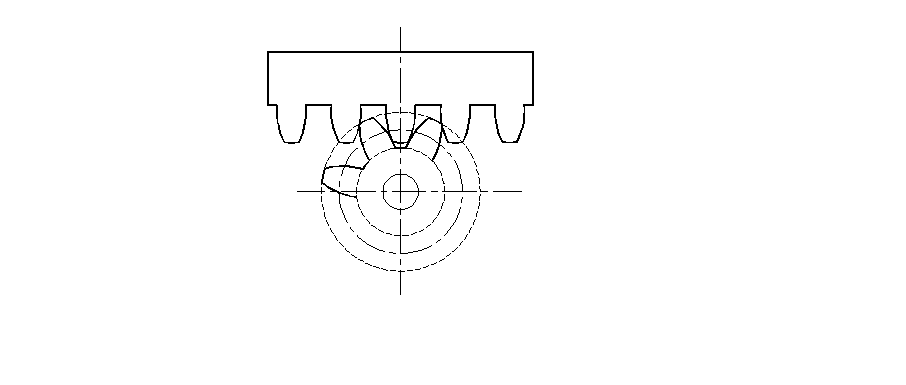
Нарезание цилиндрических зубчатых колёс дисковой модульной фрезой (9 – 8 степень точности): -
прямозубые
-
косозубые
|
|
См. табл. 12.19 |
Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Нарезание цилиндрических зубчатых колёс червячной модульной фрезой (8 – 7 степень точности): -
прямозубые
-
косозубые
|
|
См. табл. 12.19 |
|
|
Нарезание цилиндрических зубчатых колёс дисковым зуборезным долбяком (8 – 7 степень точности)
|
черновое
чистовое
|
См. табл. 12.18 |

Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Нарезание цилиндрических зубчатых колёс гребёнкой (8 – 7 степень точности)
|
|
См. табл. 12.19 |
|
|
Нарезание зубьев на рейке (8 – 7 степень точности): - горизонтально-фрезерный станок;
|
|
См. табл. 12.19 |
|
|
Нарезание цилиндрических зубчатых колёс многорезцовой головкой на зубодолбёжном станке мод. 5110 (8 – 7 степень точности)
|
|
См. табл. 12.18 |
 ,
,
Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
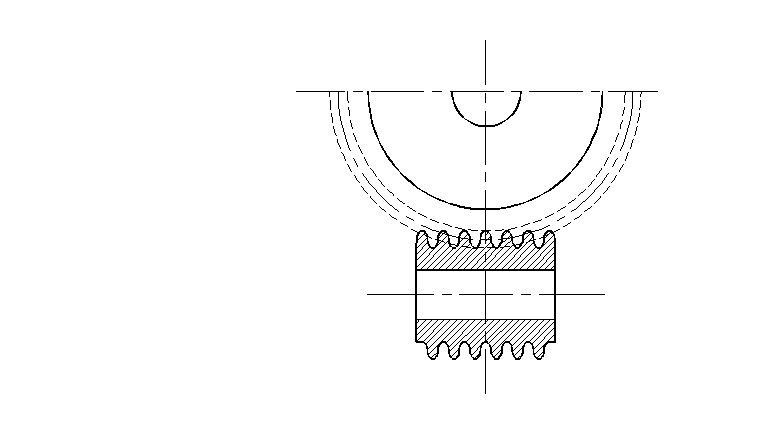
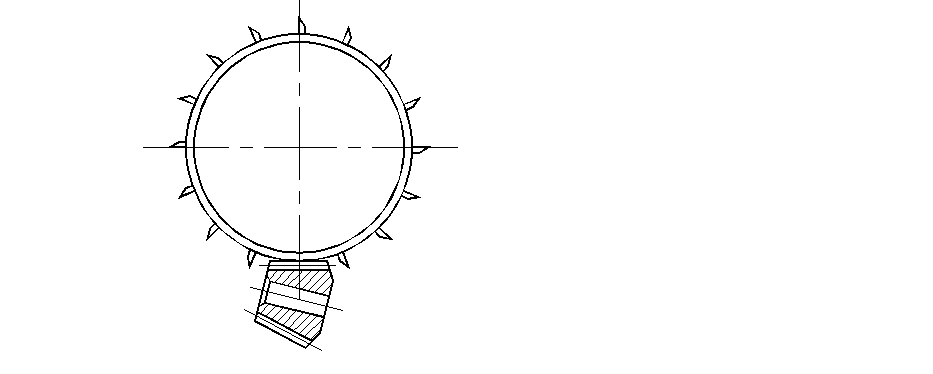
Нарезание червячных колёс дисковой модульной фрезой ((9 – 7 степень точности))
|
|
См. табл. 12.19 |
|
|
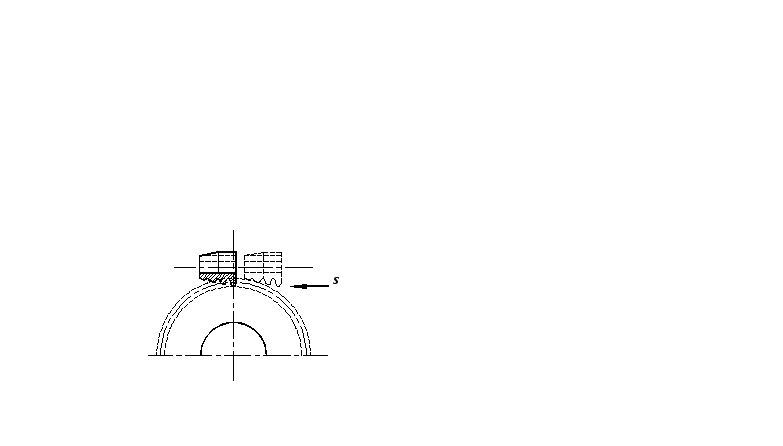
Нарезание червячных колёс червячной модульной фрезой методом радиальной подачи (8 – 7 степень точности)
|
Черновое
|
См. табл. 12.19 |
|
|
Нарезание червячных колёс червячной модульной фрезой методом тангенциальной подачи (8 – 7 степень точности)
|
чистовое
|
См. табл. 12.19 |
 ,
,
Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Предварительное нарезание прямозубых конических зубчатых колёс дисковыми модульными фрезами на многошпиндельных станках (9 – 8 степень точности)
|
|
См. табл. 12.19 |
|
|
Нарезание прямозубых конических зубчатых колёс на зубострогальных станках (8 – 7 степень точности)
|
|
См. табл. 12.22 |
|
|
Нарезание прямозубых конических зубчатых колёс методом кругового протягивания (8 – 7 степень точности)
|
|
См. табл. 12.22 |
Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Закругление зубьев пальцевой фрезой
|
|
См. табл. 12.21 |
|
|
Закругление зубьев чашечной фрезой
|
|
См. табл. 12.21 |
|
|
Закругление зубьев резцом
|
|
См. табл. 12.21 |

Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Шевингование цилиндрических зубчатых колёс дисковым шевером (7 – 6 степень точности)
|
|
См. табл. 12.20 |
|
|
Шлифование цилиндрических зубчатых колёс фасонным дисковым кругом на станках, работающих методом копирования (6 – 7 степень точности)
|
|
См. табл. 12.29 |
Продолжение табл. 12.9
|
1 |
2 |
3 |
4 |
|
|
Шлифование цилиндрических зубчатых колёс двумя тарельчатыми кругами на станках, работающих методом обкатки (5 – 6 степень точности)
|
|
См. табл. 12.29 |
|
|
Притирка зубьев цилиндрических зубчатых колёс (5 – 6 степень точности)
|
t- припуск по толщине зуба, мм |
|
 ,
,
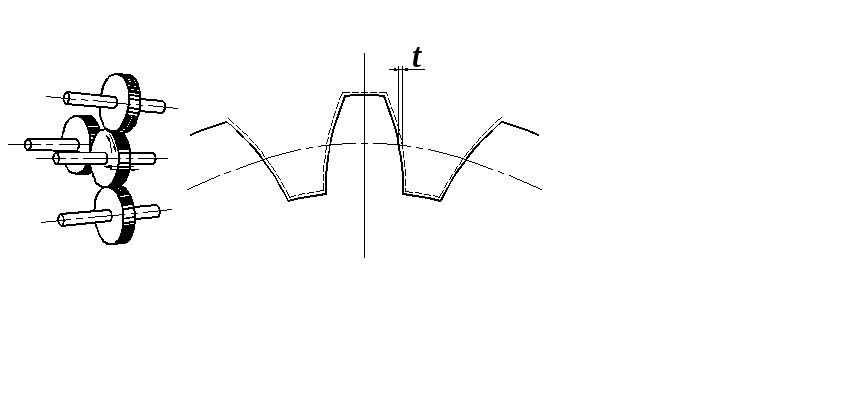
Таблица 12.10
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени на технологическую операцию [3,9,15,17,31]
(резьбообрабатывающие станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время на технологическую операцию, мин | ||
|
Схема обработки.
Технологическая операция |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания (Сталь 45) [3,15,31] | |
|
1 |
2 |
3 |
4 |
|
|
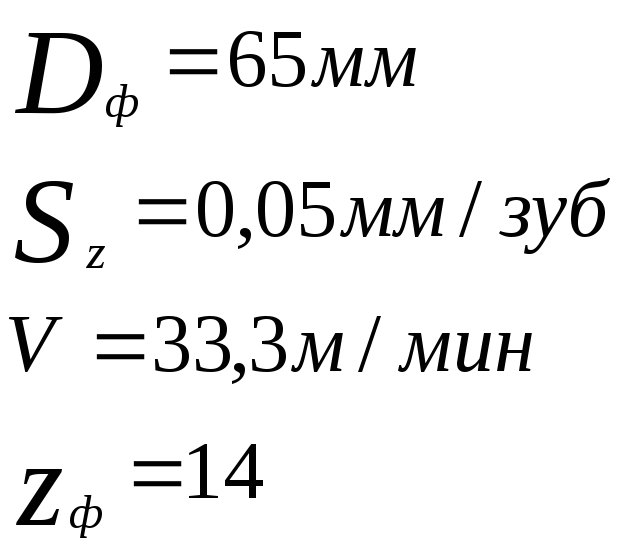
Фрезерование резьбы дисковой фрезой
|
|
См. табл. 12.25 |
|
|
Фрезерование резьбы групповой резьбовой фрезой
|
|
См. табл. 12.24 |
Продолжение табл. 12.10
|
1 |
2 |
3 |
4 |
|
|
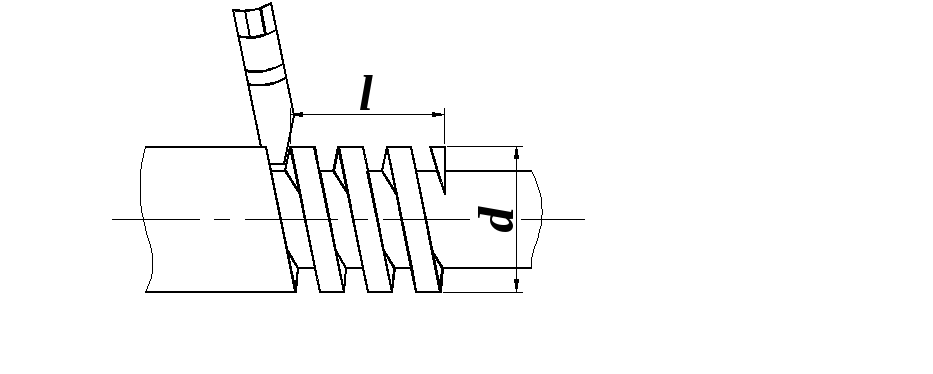
Нарезание резьбы вращающейся головкой (вихревое нарезание резьбы)
|
|
|
|
|
Нарезание резьбы самораскрывающейся резьбонарезной головкой
|
|
|
|
|
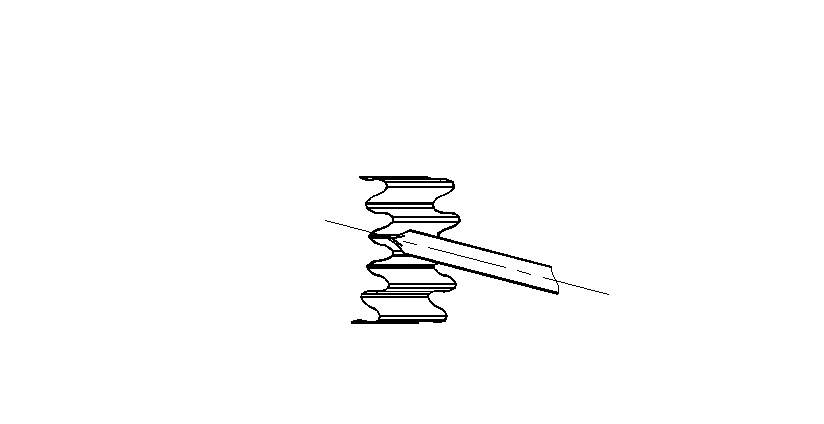
Шлифование резьбы многониточным кругом
|
|
См. табл. 12.31 |
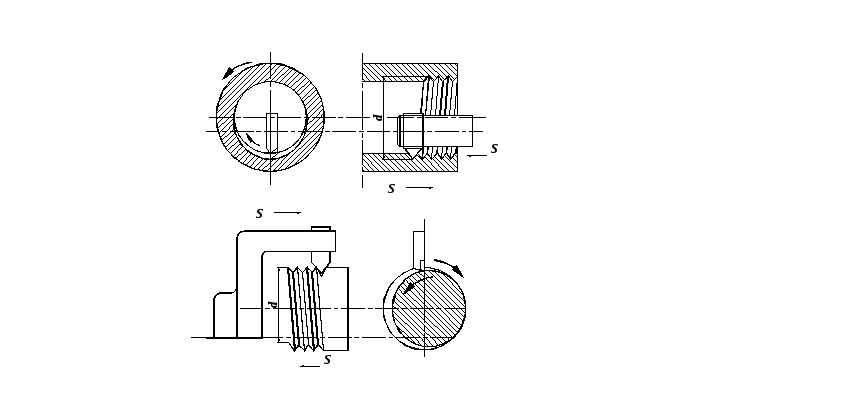
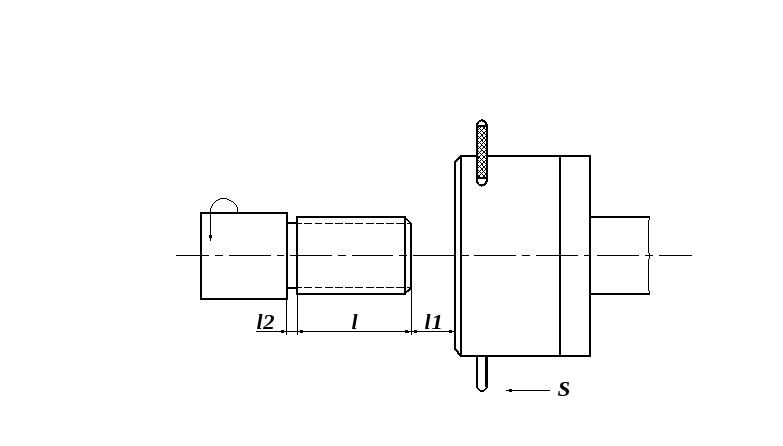
Таблица 12.11
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени на технологическую операцию [3,9,15,17,31]
(шлицефрезерные и шлицешлифовальные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время на технологическую операцию, мин | ||
|
Схема обработки. Технологическая операция |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания [3,9,26] | |
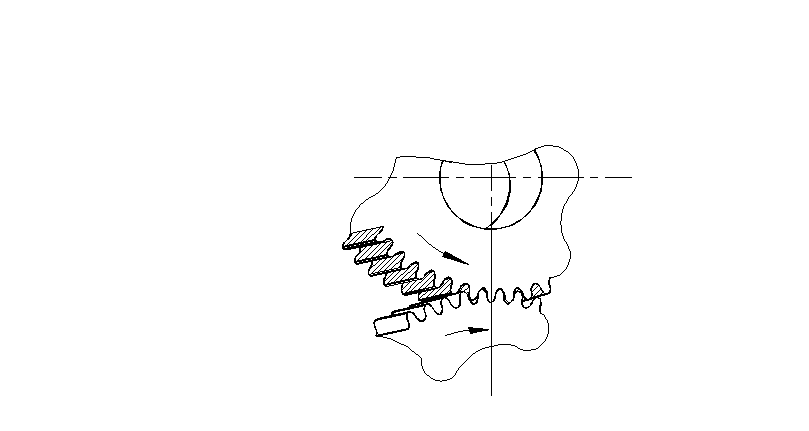
|
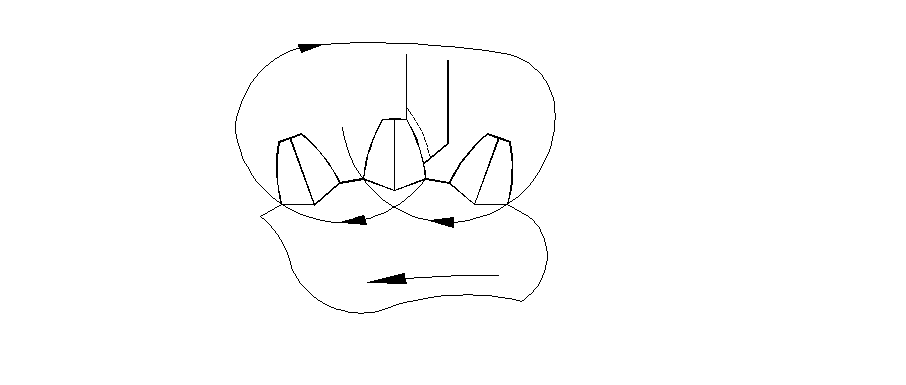
Шлицефрезерование |
|
черновое
чистовое
|
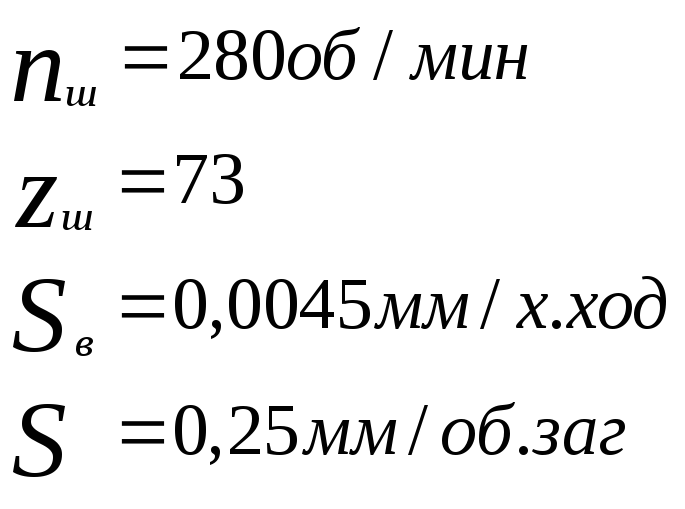
См. табл. 12.23 |
|
Шлицешлифование. Шлифование дна впадин шлицев (центрирование по внутреннему диаметру) |
|
|
См. табл. 12.20 |
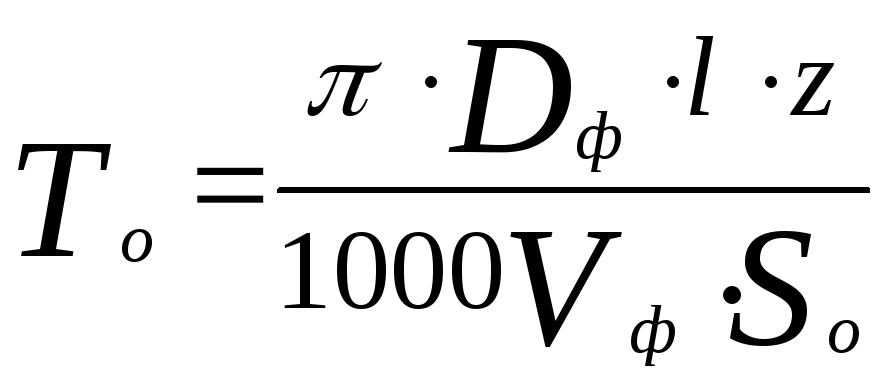
Таблица 12.12
Расчет основного (машинного) времени обработки отдельных поверхностей по переходам и
нормативы вспомогательного времени на технологическую операцию [3,9,15,17,31]
(отрезные станки)
|
Расчет основного технологического времени обработки отдельных поверхностей по переходам и технологическим операциям |
Вспомогательное время на технологическую операцию, мин | ||
|
Схема обработки. Технологическая операция |
Формула для определения основного времени, мин |
Наиболее вероятные режимы резания | |
|
|
Резка материала круглого сечения по одному прутку
|
|
См. табл. 12.32 |