

Операционный эскиз.
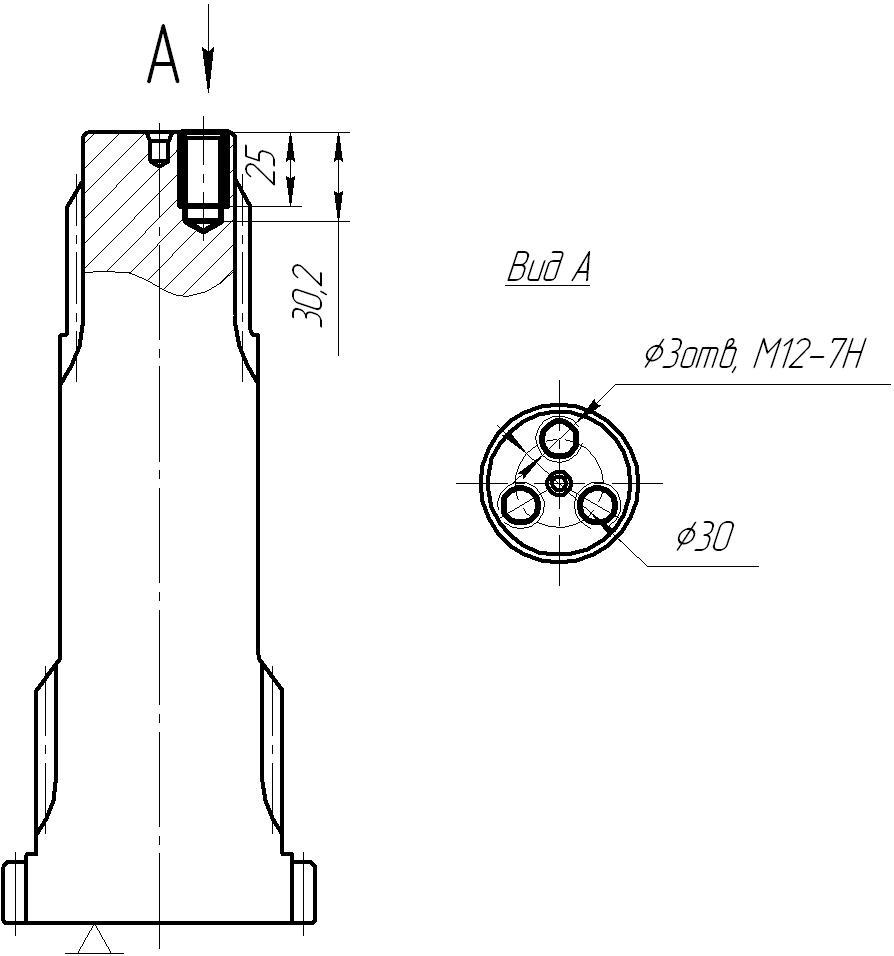
Содержание операции
1. Сверлить отверстие Ø 10,2 х 30,2. 2. Переход 1 повторить 2 раза. 3. Зенковать фаску 1,6 х 120о. 4. Переход 3 повторить 2 раза. 5. Нарезать резьбу М 12 в размер чертежа. 6. Переход 5 повторить 2 раза.
055 Термическая. (Закалка и отпуск. Закалка зубьев нагревом ТВЧ и низкий отпуск).
060 Токарная. (Зачистка центров).
Станок. Токарно-винторезный мод 16К20.
Установка и закрепление заготовки осуществляется в трехкулачковом самоцентрирующемся патроне.
Средства технологического оснащения. Центр жесткий упорный ГОСТ 2576–79.
Режущий инструмент. Центр жесткий упорный ГОСТ 2576–79 (центр жесткий устанавливается в заднюю бабку и им производится притирка центровочного отверстия в детали путем приложения небольшого осевого усилия).
Содержание операции.
1. Притереть центр.
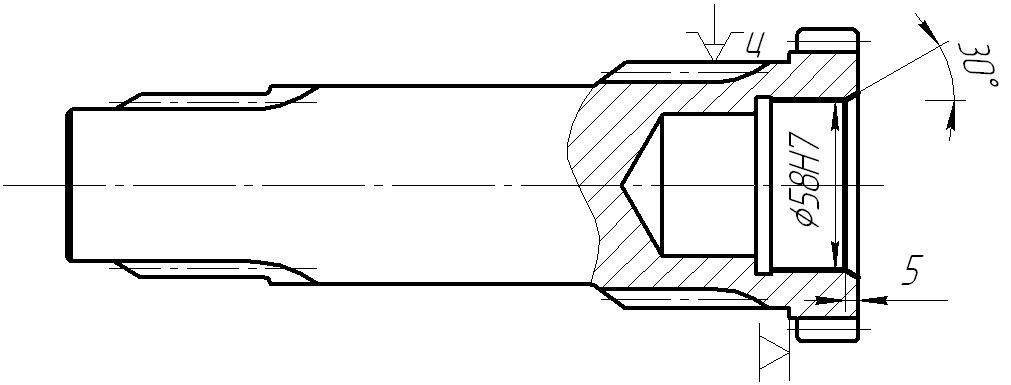
065 Внутришлифовальная. (Обработка отверстия и основной технологической базы – фаски).
Оборудование. Станок внутришлифовальный мод. 3К225А
Установка и закрепление заготовки осуществляется в патроне с выверкой по индикатору.
Средства технологического оснащения. Трехкулачковый самоцентрирующийся патрон - патрон 7100–0005 ГОСТ 2675–80.
Режущий инструмент. Головка шлифовальная цилиндрическая AW40 х 20 24А25С17К ГОСТ 2447–82; головка шлифовальная коническая ЕW 15 х 25 24А25С17К ГОСТ 2447–82.
Средства технического контроля. Индикаторный нутромер НИ - 100М ГОСТ 868–82.
Содержание операции.
1. Шлифовать Ø 58Н7. 2. Шлифовать фаску 5 х 30о
Операционный эскиз
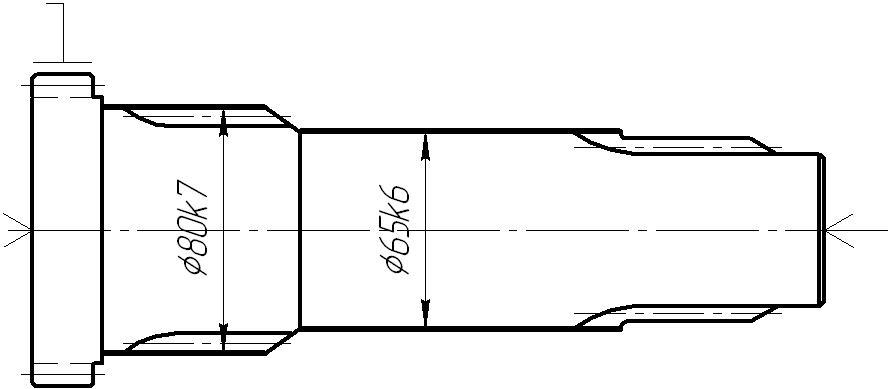
070 Круглошлифовальная. (Обработка поверхностей 80k6, Ø65k6)
Оборудование. Станок круглошлифовальный 3М153
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения. Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый 7107–0068 ГОСТ 16488–70.
Режущий инструмент. Круг шлифовальный ПП 500 х 63 х 32; 25А25СМ16К ГОСТ 2424–83.
Средства технического контроля. Скоба рычажная СР 50–75 ГОСТ 11098–75; СР 75–100 ГОСТ 11098–75.
Содержание операции.
1. Шлифовать Ø 80,18. 2. Шлифовать Ø 65,18. 3. Шлифовать Ø 80k6. 4. Шлифовать Ø 65k6.
Операционный эскиз
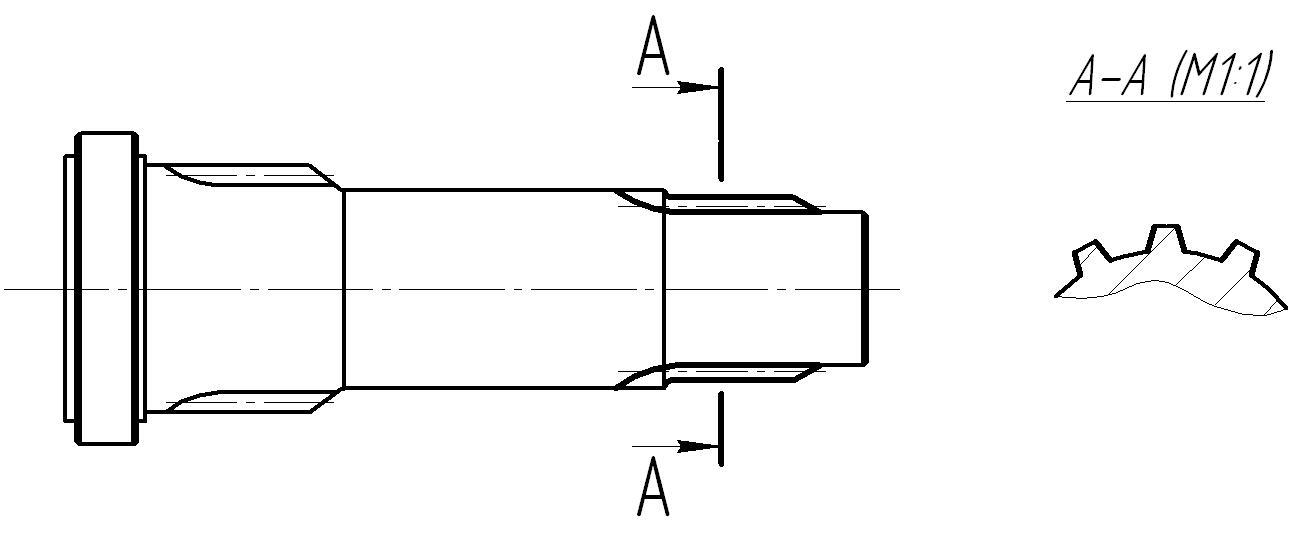
075 Шлицешлифовальная. (Шлифование шлицев).
Оборудование. Станок шлицешлифовальный мод. МШ-322
Установка и закрепление заготовки осуществляется в жестких центрах с надеванием хомутика.
Средства технологического оснащения.
Центр жесткий упорный ГОСТ 2576–79. Хомутик поводковый – хомутик 7107–0068 ГОСТ 16488–70.
Режущий инструмент. Круг шлифовальный профильный 25А25СМ210К ГОСТ 2424–83.
Средства технического контроля. Штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–89. Образцы шероховатости.
Содержание операции.
1. Шлифовать шлицы m = 5, z = 14 окончательно
Операционный эскиз
080 Контрольная.
Оборудование. Стол контролера. Плита поверочная 400 х 400 ГОСТ 10905–86. Стойка С-II ГОСТ 10197–70. Штатив с магнитным основанием – ШМ – IIВ. Центра ПБ – 500М ТУ 2-034-543 – 81.
Средства технического контроля. Скоба рычажная СР 50–75 ГОСТ 11098–75; СР 75–100 ГОСТ 11098–75.
Индикаторный нутромер НИ - 100М ГОСТ 868–82.
Штангенциркуль ШЦ – II – 400 – 0,05; штангенциркуль ШЦ – II – 200 – 0,05; штангенциркуль ШЦ – I – 125 – 0,1 ГОСТ 166–99.
Индикатор часового типа ИЧ 10 ГОСТ 577–68. Индикатор многооборотный 2МИГП ГОСТ 9696–82.
Нормалемер БВ – 5045 ГОСТ 5368–81. Биенимер Б 10М ГОСТ 5368–81
Образцы шероховатости