Лекция Стат методы
.docСтатистические методы контроля и регулирования
-
Контрольные листки, позволяющие усовершенствовать процесс сбора данных и упорядочить данные для облегчения их дальнейшего использования.
|
Цех |
№1 |
||
|
Сбор данных |
Иванов И.И. |
||
|
Месяц, год |
Май 2009 |
||
|
Проблема |
12.05 |
13.05 |
Всего |
|
А |
//// |
/// |
7 |
|
Б |
///// ///// |
///// /// |
18 |
|
В |
///// // |
///// / |
13 |
|
Г |
//// |
///// |
9 |
|
Д |
///// ///// /// |
///// /// |
21 |
|
Прочие |
///// // |
///// |
12 |
Диаграмма причинно-следственная (диаграмма Исикавы) показывает отношение между показателем качества и воздействующими на него факторами.
Использование диаграмм Исикавы эффективно при решении вопросов обеспечения качества продукции, повышения производительности труда, разработки рационализаторских предложений, повышения эффективности использования оборудования и т.п.
Четыре основных ветви: технология, оборудование, персонал, материалы.
Диаграммы Парето позволяет выяснить причины появления немногочисленных существенно важных дефектов и сосредоточить усилия на ликвидации именно этих причин.
С помощью диаграмм Парето анализируют виды брака, суммы потерь от брака, затраты времени и материальных средств на его использование, содержание рекламаций и затраты, связанные с рекламациями, число случаев поломок.
Гистограммы отражают условия процесса за период, в течение которого были получены данные.
Сравнение вида распределения гистограммы с контрольными нормативами дает важную информацию для управления процессом. Гистограммы удобны при составлении месячных отчетов о качестве выпускаемой продукции, о результатах технического контроля, при демонстрации изменения уровня качества по месяцам
Размах ”R” и среднеквадратическое отклонение σ определяют уровень разброса контролируемых данных
Нормальное распределение данных. Индекс возможности процесса PCI =допуск/разброс процесса = δ/6σ. PCI≥1.33

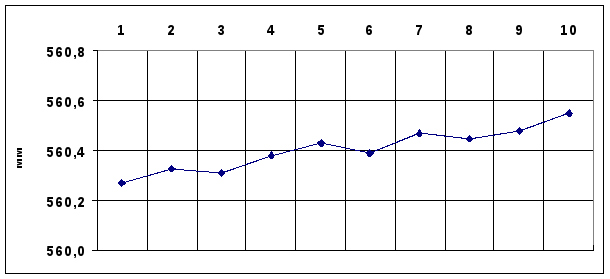
Контрольные карты, позволяющие отделить вариации показателя качества, обусловленные определенными причинами (особые причины), от вариаций, обусловленных случайными причинами (обычные причины).
Для регулирования процессов используют выборочный контроль и контрольные карты
Контрольная карта представляет собой специальный бланк, на котором проводится центральная линия и две линии выше и ниже средней, называемые верхней и нижней контрольными границами. На карту точками наносятся данные измерений или контроля параметров и условий производства
Контрольные карты дают возможность определить: статистически управляем процесс (управляем) или нет.
При построении контрольных карт используют выборки от 5 до 20 шт.
Контрольные карты бывают
-
По количественному данным (двойные, например X-R);
-
По альтернативному данным(одинарные, например количество дефектных единиц.
А также все эти карты бывают:
-
С заданными стандартными значениями;
-
С незаданными стандартными значениями.
Коэффициент запаса точности процесса (индекс возможности процесса) рассчитывается как отношение допуска контролируемого параметра к среднему квадратическому отклонению разброса процесса, умноженному на 6.
Индекс возможности процесса PCI =допуск/разброс процесса = δ/3σ. PCI≥1.33
Процесс считается удовлетворительны по точности, если коэффициент запаса точности больше единицы
Контрольные карты Шухарта. X-R карты