

Резание как процесс последовательного деформировании срезаемого слоя металла
Металлы в твердом состоянии являются поликристаллическими телами, имеющими зернистую (полиэдрическую) структуру с определенной кристаллической решеткой. При резании металлов и их сплавов отдельные кристаллы деформируются, а затем разрушаются по кристаллографическим плоскостям.
Процесс резания металла можно представить следующей схемой. В начальный момент, когда движущийся резец под действием силы Р вдавливается в металл (рис. 43), в срезаемом слои возникают упругие деформации. При дальнейшем движении резца упругие деформации, накапливаясь по абсолютной величине, переходят в пластические. В материале заготовки возникает сложное упругопапряженное состояние. В плоскости, совпадающей с траекторией движения вершины резца, возникают касательные τх и нормальные напряжения σу. Величина τх имеет наибольшее значение в точке А приложения действующей силы, а по мере удаления от нее уменьшается до нуля.
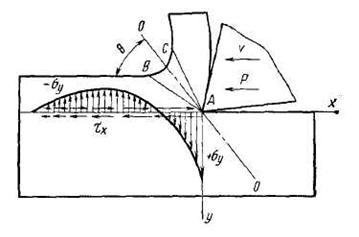
Рис. 43. Схема упругонапряженного состояния металла при обработке резанием.
Нормальные напряжения σу вначале действуют как растягивающие (+σу), что при определенных условиях может вызвать «раскалывание» металла – опережающую трещину в направлении приложения внешней силы. Напряжения σу имеют наибольшее значение в точке А, а затем быстро уменьшаются и, переходя через нуль, превращаются в напряжения сжатия (–σу ).
Срезаемый слой металла находится под воздействием давления резца, касательных и нормальных напряжений, и сложное упруго-напряженное состояние металла переходит в пластическую деформацию. Возрастание пластической деформации приводит к сдвиговым деформациям – смещению частей; кристаллов относительно друг друга.
Наибольшие пластические деформации возникают в зоне стружкообразования ABC (рис. 43). Зона деформирования (стружкообразования) ограничивается линией АВ, вдоль которой происходят первые сдвиговые деформации, и линией АС, вдоль которой происходят последние сдвиговые деформации.
Сдвиговые деформации вызывают скольжение отдельных частей зерен по кристаллографическим плоскостям (плоскостям скольжений) в определенных направлениях. Плоскости скольжения, возникающие вследствие необратимого перемещения атомов, дробят зерна на отдельные части (пластины), которые в процессе деформации повертываются в определенном направлении по отношению к действующей силе. Зерна вытягиваются, располагаются цепочками; кроме того, упрочняется металл (рис. 44).
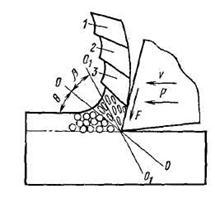
Рис. 44. Схема процесса образования стружки
В момент, когда пластические деформации достигнут наибольшей величины, а напряжения превысят силы внутреннего сцепления зерен металла, зерна смещаются относительно друг друга и скалывается элементарный объем металла 1 (рис. 44). Далее процесс деформирования повторяется, скалываются следующий элементарные объемы металла 2, 3 и т. д. и образуется стружки.
При больших скоростях резания считают, что сдвиговые деформации происходят не по линиям АВ и АС, а по одной плоскости – плоскости сдвига 00 (см. рис. 34). Наличие такой плоскости было впервые установлено русским ученым И. А. Тиме, а математическое обоснование положения этой плоскости в пространстве дано проф. К. А. Зворыкиным. Плоскость сдвига 00 располагается под углом θ к направлению движения резца. Этот угол называют углом сдвига.
Срезаемый слой, деформированный в зоне стружкообразования, превратившись в стружку, подвергается дополнительной деформации вследствие трения стружки о переднюю поверхность инструмента, что окончательно формирует структуру в виде вытянутых зерен. Зерна вытягиваются по плоскости О1О1 которая составляет с плоскостью сдвига 00 угол β (рис. 44).
Таким образом, резание — это процесс последовательного доформирования срезаемого слоя металла: упругого, пластического разрушения.
Характер деформации зависит от физико-механических свойств обрабатываемого материала, геометрии инструмента, режимов резания, условий обработки. Наибольшее значение в процессе резания пластичных материалов (сталей средней твердости) имеют пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует.
Для
сталей средней твердости положение
плоскости сдвига 00 в пространстве
практически постоянно (угол θ
![]() 30°).
Угол
30°).
Угол
![]() зависит
от свойств обрабатываемого материала
и угла резании (δ = 90° – γ) режущего
инструмента и составляет 0 – 30°. При
резании хрупких металлов угол β меньше
(близок к нулю), при резании пластичных
металлов β доходит до 30°.
зависит
от свойств обрабатываемого материала
и угла резании (δ = 90° – γ) режущего
инструмента и составляет 0 – 30°. При
резании хрупких металлов угол β меньше
(близок к нулю), при резании пластичных
металлов β доходит до 30°.
Стружкообразование — сложный физико-механический процесс доформирования металла, на который влияют многие факторы. Знание законом пластического деформирования и явлений, сопровождающих процесс резания, позволяет найти пути повышения качества обработанных поверхности дегалей машин, их надежности, износостойкости, снижения мощности резания и т. д.