

metod416
.pdfПрипуск на механическую обработку – дополнительный слой металла, который удаляют в процессе механической обработки отливки. Припуски на механическую обработку назначают только на поверхности, где указана шероховатость или квалитет точности ниже 10. На чертеже детали припуск на механическую обработку указывают тонкой линией, штриховой или красным карандашом. Величина припуска на механическую обработку регламентируется ГОСТ 26645-85 в зависимости от класса точности, способов литья, размера отливки, а также положения обрабатываемой поверхности в процессе отливки.
В таблицах 18.1 и 18.2 приведены классы точности отливок и величины припусков на механическую обработку чугунных и стальных отливок.
Таблица 18.1 - Допуски линейных размеров отливок, мм, по ГОСТ
26645-85
Интервалы |
|
Класс точности размеров отливок |
|
|
|
|
||||||||||
номинальных |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
3 |
4 |
5 |
6 |
7т |
7 |
8 |
9 |
10 |
11 |
12 |
13т |
13 |
14 |
|||
размеров, мм |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Св. 5 до 10 |
0,16 |
0,2 |
0,32 |
0,4 |
0,5 |
0,64 |
0,8 |
1,2 |
1,6 |
2,4 |
3,2 |
4,0 |
5,0 |
- |
||
-//-16 |
– 25 |
0,2 |
0,24 |
0,4 |
0,5 |
0,64 |
0,8 |
1,0 |
1,6 |
2,0 |
3,2 |
4,0 |
5,0 |
6,4 |
8,0 |
|
-//- 40 |
– 43 |
0,24 |
0,32 |
0,5 |
0,64 |
0,8 |
1,0 |
1,2 |
2,0 |
2,4 |
4,0 |
5,0 |
6,4 |
8,0 |
10,0 |
|
-//-100 |
– 160 |
0,32 |
0,4 |
0,64 |
0,8 |
1,0 |
1,2 |
1,6 |
2,4 |
3,2 |
5,0 |
6,4 |
8,0 |
10,0 |
12,0 |
|
-//-160 |
– 250 |
0,36 |
0,44 |
0,7 |
0,9 |
1,1 |
1,4 |
1,8 |
2,8 |
3,6 |
5,6 |
7,0 |
9,0 |
11,0 |
14,0 |
|
-//- 250 |
– 400 |
0,4 |
0,5 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
3,2 |
4,0 |
6,4 |
8,0 |
10,0 |
12,0 |
16,0 |
|
-//- 400 |
– 630 |
- |
0,56 |
0,9 |
1,1 |
1,4 |
1,8 |
2,2 |
3,6 |
4,4 |
7,0 |
9,0 |
11,0 |
14,0 |
18,0 |
|
-//-630 - 1000 |
- |
- |
1,0 |
1,2 |
1,6 |
2,0 |
2,4 |
4,0 |
5,0 |
8,0 |
10,0 |
12,0 |
16,0 |
20,0 |
||
Таблица 18.2 - Классы точности размеров и масс и ряды припусков на механическую обработку отливок для различных способов литья (по ГОСТ
26645-85)
|
Наибольший |
Металлы и сплавы |
|
||
|
цветные |
цветные |
ковкий, |
||
Способ |
габаритный |
||||
с температурой |
с температурой |
высокопрочный |
|||
Литья |
размер отливки, |
||||
|
мм |
плавления |
плавления |
и легированный |
|
|
ниже 700 °С |
выше 700 °С |
чугуны, стали |
||
|
|
||||
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
Под давлением |
|
3т-5 |
3-6 |
4-7 |
|
в металлические |
До 100 |
||||
формы |
I |
I |
I |
||
|
|||||
|
|
|
|
|
|
|
Св. 100 |
3-6 |
4-7т |
5т-7 |
|
|
I |
I |
I |
||
|
|
||||
|
|
|
|
|
|
221
Продолжение таблицы 18.2
1 |
2 |
3 |
4 |
5 |
|
|
|||||
|
|
|
|
|
|
В керамические |
|
3-6 |
4-7т |
5т-7 |
|
формы и по вы – |
До 100 |
||||
I |
I-2 |
I-2 |
|||
полняемым и вы- |
|
||||
|
|
|
|
||
жигаемым моде- |
|
|
|
|
|
|
4-7 |
5т-7 |
5-8 |
||
лям |
Св. 100 |
||||
|
I-2 |
I-2 |
I-2 |
||
|
|
|
|
|
|
В кокиль и под |
|
|
|
|
|
низким давле- |
|
4-9 |
5т-10 |
5-11т |
|
нием в метал- |
До 100 |
I-2 |
I-3 |
I-3 |
|
лические формы |
|
|
|
|
|
с песчаными |
|
|
|
|
|
|
|
|
|
||
стержнями и без |
Св. 100 |
5т-10 |
5-11т |
6-11 |
|
них, литье в пес- |
|||||
до 630 |
I-3 |
I-3 |
2-4 |
||
чаные формы, |
|||||
|
|
|
|
||
отверждаемые в |
|
|
|
|
|
|
|
|
|
||
контакте с оснас- |
Cв. |
5-11т |
6-11 |
7т-12 |
|
ткой |
|||||
630 |
I-3 |
2-4 |
2-5 |
||
|
|||||
|
|
|
|
|
|
В песчаные фор- |
|
6-11 |
7т-12 |
7-13т |
|
мы, отверждае- |
|
||||
мые вне контакта |
До 630 |
2-4 |
2-4 |
2-5 |
|
с оснасткой, цен- |
|
|
|
|
|
тробежное, свар- |
Св. 630 |
7-12 |
8-13т |
9т-13 |
|
ные и сухие пес- |
|||||
чано-глинистые |
до 4000 |
2 - 4 |
3 - 5 |
3 - 6 |
|
формы |
|
|
|
|
|
|
Св. 4000 |
8-13т |
9т-13 |
9-14 |
|
|
3 - 5 |
3 - 6 |
4 - 6 |
||
|
|
|
|
|
Примечание - В числителе указаны классы точности размеров и масс, в знаменателе – ряды припусков.
Меньшие их значения относятся к простым отливкам и условиям; большие значения – к сложным, мелкосерийного производства; Средние значения – к отливкам средней сложности и условиям серийного производства.
Классы точности масс следует принимать соответствующими классам точности отливок.
Литейные уклоны на отливке облегчают извлечение моделей из формы без разрушения ее, и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы. На чертеже формовочные уклоны указывают, как и припуски на механическую обработку, - красным карандашом или тонкими линиями. Величина формовочных уклонов регламентируется ГОСТ 3212-92 в зависимости от высоты боковых поверхностей (таблица 18.3).
222
Таблица 18.3 - Формовочные уклоны
Измеряемая высота верти- |
Углы наклона моделей (не более) |
|
кальной поверхности, мм |
металлических |
деревянных |
До 20 |
1°30´ |
3º |
21-50 |
1º |
1º30´ |
51-100 |
0º45´ |
1º |
101-201 |
0º30´ |
0º45´ |
201-300 |
0º30´ |
0º30´ |
301-500 |
0º20´ |
0º30´ |
501-800 |
0º20´ |
0º20´ |
Напуск - служит для упрощения изготовления отливки. Так отверстия в отливке диаметром 20-30 мм в условиях массового и серийного производства и диаметром до 50 мм в условиях единичного производства можно не делать, так как их целесообразнее просверлить в процессе механической обработки. В этом случае на чертеже отливки отверстия зачеркивают тонкими линиями.
Галтели – закругления внутреннего угла отливки в модели (рисунок 18.1 в) для получения плавного перехода в сопрягаемых стенках. С помощью галтелей исключается осыпание формовочной смеси в углах модели при ее извлечении из формы. Нормативные материалы рекомендуют пользоваться нормальным рядов радиусов: 1, 2, 3, 5, 10, 15, 20, 25, 30, 40 мм. Радиусы галтелей составляют 1/5-1/3 средней арифметической толщины сопряженных стенок отливки.
Плоскость разъема формы и модели обозначают на чертежах буквами РМ и двумя стрелками с буквами В (верх) и Н (низ).
Литейный стержень – элемент литейной формы для образования отверстий, полости или иного сложного контура в отливке. Стержни бывают вертикальные и горизонтальные в зависимости от их положения при установке в форму. Конфигурацию и размеры стержней регламентирует ГОСТ 3606-80. Для правильной установки и крепления стержней в форме служат знаковые части стержня, которые у горизонтальных стержней делают прямыми, а у вертикальных с уклоном для удобства сборки формы. Длину знаков определяют в зависимости от длины стержня (таблицы 18.4 и 18.5).
Высоту верхнего знака принимают равной 60 % от высоты нижнего. На чертеже стержни в разрезе штрихуют по контуру. Если стержней
несколько, для каждого стержня применяют свою, отличающуюся от других штриховку.
223
Таблица 18.4 - Высота нижних вертикальных знаков стержня (мм)
|
Диаметр |
|
|
|
|
|
Длина стержня, мм |
|
|
|
|
|||
|
стержня |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
до 150 |
|
|
151-500 |
|
501-1000 |
1001 и выше |
||||||
|
До 100 |
20-30 |
|
|
50-70 |
|
100-120 |
|
|
|
||||
101-400 |
20-40 |
|
|
40-60 |
|
70-100 |
140-190 |
|
||||||
401-1000 |
40-50 |
|
|
40-50 |
|
60-100 |
110-180 |
|
||||||
1001 |
60-100 |
|
|
60-110 |
|
60-110 |
80-150 |
|
||||||
|
и выше |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 18.5 - Длина горизонтальных стержневых знаков (мм) |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Длина |
|
|
|
|
|
Длина стержня, мм |
|
|
|
|
|||
|
стержня, |
до 50 |
|
51-150 |
|
151-300 |
|
301-500 |
|
501-750 |
750-1000 |
|
||
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 25 |
15 |
|
25 |
|
40 |
|
- |
|
- |
|
- |
|
|
|
25-50 |
20 |
|
30 |
|
45 |
|
60 |
|
- |
|
- |
|
|
|
51-100 |
25 |
|
35 |
|
50 |
|
70 |
|
90 |
|
110 |
|
|
|
101-200 |
30 |
|
40 |
|
55 |
|
80 |
|
100 |
|
120 |
|
|
|
201-300 |
- |
|
50 |
|
80 |
|
90 |
|
110 |
|
130 |
|
|
Литейная модель – приспособление для получения в форме отпечатка, соответствующая конфигурации внешней поверхности отливки.
Чертеж модели составляют по наружным очертаниям детали с технологическими указаниями, причем все размеры увеличивают на коэффициент линейной усадки. В среднем коэффициент линейной усадки принимается: для серого чугуна – 1 %; для стали – 2 %; для цветных сплавов – 1 - 1,5 %.
На рисунке 18.1 в дан эскиз деревянной модели для ручной формовки. Конструкция отливки должна иметь плавные переходы от больших сечений к меньшим (рёбра жесткости, окна) с целью равномерного охлаждения
ипредотвращения внутренних напряжений и трещин.
Сцелью повышения точности отливок и упрощения моделей и процесса формовки необходимо стремиться к неразъемным моделям.
Сборкой называется процесс соединения отдельных частей формы в одно целое и подготовка формы к заливке. Сборка формы состоит из следующих операций: установка и крепление стержней, установка верхней опоки, крепление опок, установка литниковой чаши, контроль правильности сборки. Форма в сборе должна быть показана на чертеже так, чтобы было видно положение стержней и литниковых каналов, выпоров, прибылей и способов крепления опок.
224
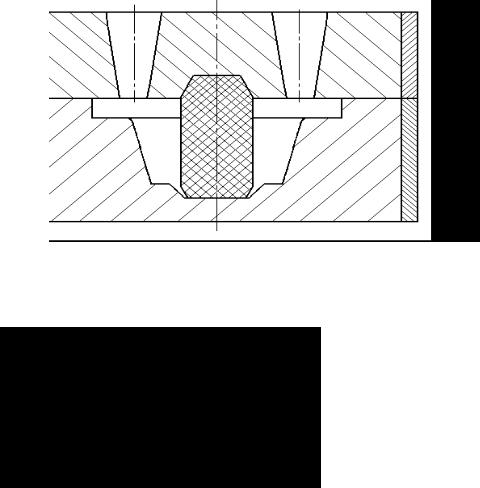
На рисунке 18.2 показана форма в сборе, а на рисунке 18.3 – готовая отливка.
Рисунок 18.2 – Литейная форма в сборе
Рисунок 18.3 – Эскиз отливки
18.3 Порядок выполнения работы
18.3.1Получить чертеж детали;
18.3.2Определить линии разъема модели и формы, положение отливки
вформе и выбрать способ формовки;
18.3.3Определить количество стержней, их контуры, размеры знаков;
18.3.4Указать, какие исправления внесены в чертеже отливки, чтобы она была технологична;
18.3.5Определить припуски на механическую обработку;
18.3.6Разработать чертеж отливки и нанести технологические указания
на чертеж;
18.3.7Определить размеры уклонов и галтелей;
18.3.8Рассчитать размеры модели и стержня, вычертить их;
18.3.9Разработать чертеж «форма в сборе».
225
18.4 Содержание отчёта
18.4.1Чертеж литейной формы в сборе;
18.4.2Чертеж детали с разработанной литейной технологией: указать разъем, величину уклонов, галтелей, припусков на механическую обработку, определить контур стержня и его границы;
18.4.3Привести характеристику металла;
18.4.4Эскиз модели и стержня с размерами;
18.4.5Начертить эскиз «форма в сборе».
18.5 Контрольные вопросы
18.5.1Что относится к модельному комплекту?
18.5.2Назначение модели и требования, предъявляемые к ее изготов-
лению.
18.5.3Назначение стержней и стержневых знаков.
18.5.4В каких случаях назначаются припуски на механическую обработку и их определения?
18.5.5Назначение формовочных уклонов и их определение.
18.5.6Назначение галтелей и их определение.
18.5.7Как учитывается усадка металла при изготовлении моделей?
18.5.8Чем размеры модели отличаются от размеров отливки?
18.5.9Чем размеры отливки отличаются от размеров конструкторского
чертежа?
226
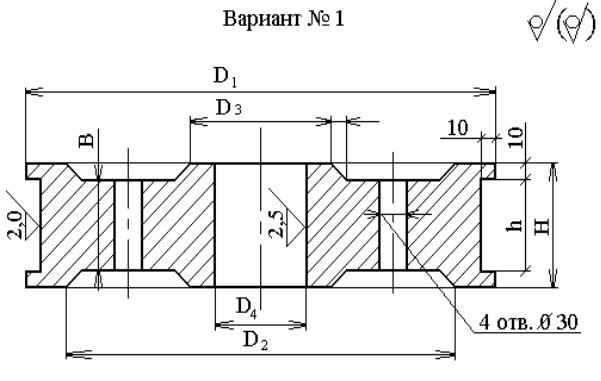
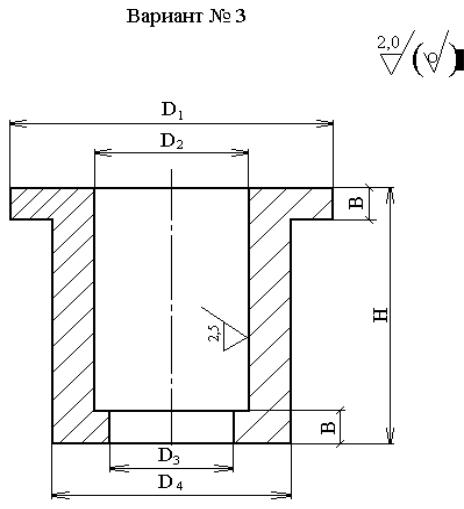
Приложение А (обязательное)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D1 |
D2 |
D3 |
D4 |
Н |
В |
Марка металла |
|
|
190 |
140 |
50 |
20 |
60 |
25 |
СЧ30 |
|
|
200 |
150 |
50 |
20 |
60 |
30 |
СЧ45 |
|
|
220 |
160 |
60 |
30 |
80 |
35 |
ВЧ 60 |
|
|
240 |
180 |
60 |
30 |
80 |
35 |
БрОЦС 6-6-3 |
|
|
260 |
200 |
80 |
40 |
80 |
35 |
БрО-30 |
|
|
300 |
240 |
80 |
40 |
90 |
35 |
БрАЖН 11-6-6 |
|
|
380 |
300 |
100 |
50 |
90 |
40 |
БрАМц 9 – 2 |
|
227
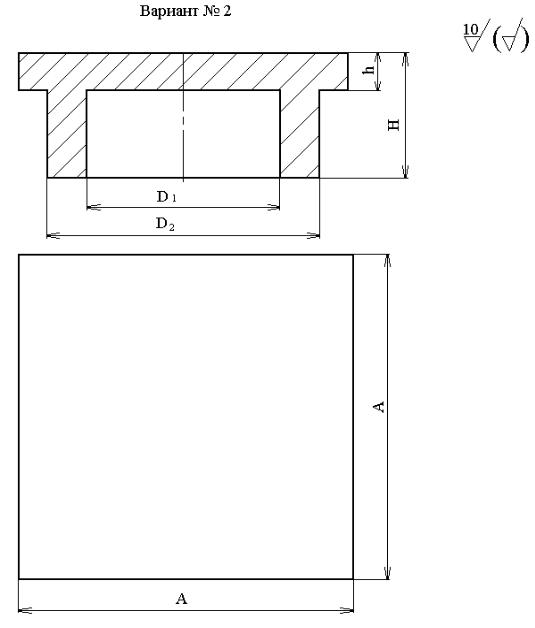
Приложение Б (обязательное)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
А |
D1 |
D2 |
Н |
h |
Марка материала |
|
|
100 |
50 |
80 |
40 |
15 |
СЧ20 |
|
|
120 |
70 |
100 |
50 |
15 |
СЧ45 |
|
|
130 |
70 |
110 |
60 |
20 |
35Л |
|
|
140 |
80 |
120 |
70 |
20 |
20ХМЛ |
|
|
150 |
90 |
120 |
70 |
20 |
20ГСЛ |
|
|
170 |
100 |
140 |
80 |
20 |
35МГСЛ |
|
228
Приложение В (обязательное)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D1 |
|
D2 |
D3 |
D4 |
H |
B |
Марка |
|
|
материала |
|||||||
|
|
|
|
|
|
|
||
200 |
|
120 |
100 |
160 |
180 |
20 |
БрАМц9-2Л |
|
|
|
|
|
|
|
|
|
|
300 |
|
220 |
200 |
260 |
280 |
20 |
БрАЖ9-4Л |
|
|
|
|
|
|
|
|
|
|
400 |
|
300 |
270 |
350 |
320 |
25 |
БрОФ6,5-0,15 |
|
|
|
|
|
|
|
|
|
|
450 |
|
350 |
320 |
400 |
410 |
25 |
БрС30 |
|
|
|
|
|
|
|
|
|
|
500 |
|
360 |
350 |
440 |
470 |
30 |
БрСЦ60-25 |
|
|
|
|
|
|
|
|
|
|
550 |
|
430 |
400 |
490 |
500 |
30 |
БрОЦС5-5- |
|
|
5 |
|
||||||
|
|
|
|
|
|
|
|
|
229
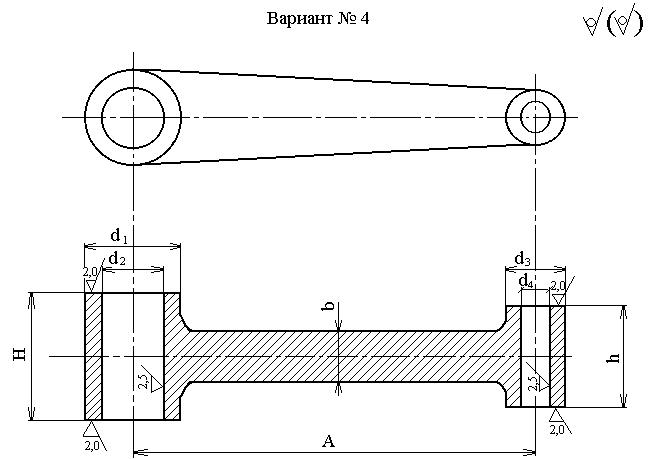
Приложение Г (обязательное)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
d1 |
d2 |
d3 |
d4 |
H |
h |
A |
b |
Марка |
|
материала |
|
||||||||
|
|
|
|
|
|
|
|
|
|
70 |
40 |
50 |
20 |
60 |
45 |
110 |
20 |
СЧ10 |
|
90 |
50 |
60 |
20 |
80 |
70 |
150 |
25 |
СЧ30 |
|
120 |
80 |
70 |
30 |
100 |
80 |
200 |
30 |
ВЧ120-2 |
|
130 |
80 |
90 |
40 |
120 |
100 |
250 |
30 |
35Л |
|
140 |
90 |
120 |
70 |
150 |
130 |
300 |
35 |
35ХНЛ |
|
150 |
90 |
130 |
70 |
160 |
140 |
350 |
40 |
45ХМЛ |
|
180 |
110 |
160 |
90 |
200 |
170 |
400 |
40 |
30ГСЛ |
|
230