

МУ948
.pdfРис. 4.1. Структура обозначения крепежных деталей.
При обозначении крепежных деталей на учебных чертежах,
выполняемых при изучении курса "Черчение", будем считать:
1.крепежные детали изготавливают нормальной точности, обозначение поля допуска не указываем;
2.гальванические покрытия поверхностей крепежных деталей не применяются;
3.болты, винты и шпильки изготовляются из углеродистой стали класса прочности 5,8 (в обозначении пишется 58), а гайки из той же стали класса прочности 5 (эти классы прочности наиболее широко распространены у крепежных деталей).
Примеры условных обозначений крепежных деталей с учетом названных допущений приведены ниже, в разделах, описывающих конкретные виды крепежных деталей.
4.1. Болты
Наибольшее применение в машиностроении находят болты с шестигранными головками. Конструкция и размеры этих болтов определяются следующими государственными стандартами:
1.болты с шестигранной головкой: класса точности А - ГОСТ 7805-70*; класса точности В - ГОСТ 7798-70*; класса точности С - ГОСТ 15589-70*;
2.болты с шестигранной уменьшенной головкой:
класса точности А - ГОСТ 7808-70*; класса точности В - ГОСТ 7796-70*; класса точности С - ГОСТ 15591-70*;
3. болты с шестигранной уменьшенной головкой и направляющим
21
подголовком:
класса точности А - ГОСТ 7811-70*; класса точности В - ГОСТ 7795-70*; класса точности С - ГОСТ 15590-70*.
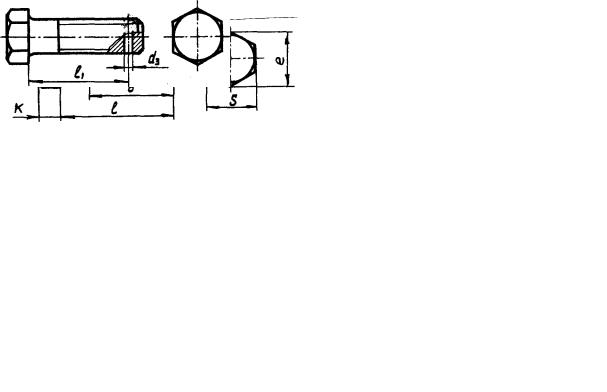
Основные исполнения болтов класса точности А и В приведены на рис. 4.2.
Исполнение 1 |
Исполнение 2 |
Исполнение 3
Исполнение 4
D1 ≤ 0,8S
h = (0,2÷0,4)k
Рис. 4.2. Болты шестигранные.
Численные значения размеров можно найти в соответствующих стандартах, а также в справочниках, например, /13, стр. 343-344/. Основные размеры шестигранных головок болтов установлены ГОСТ 24671-84 (приведены в таблице 24.2 /13, стр. 338/). Конфигурация и размеры концов болтов, винтов и шпилек установлены ГОСТ 12414-94* (приведены в таблице 24.3 /13, стр. 340/).
Метизные заводы (заводы, специализирующиеся на выпуске крепежных изделий) выпускают болты вполне определенных длин для каждого номинального диаметра резьбы. Длина болта и длина нарезанной части болта установлены соответствующими стандартами. Таблицы длин болтов и длин нарезанной части болтов приведены /13, стр. 346-350/. Кроме того, длина нарезанной части болта может быть определена по формуле b=2d+6.
Обозначение болтов с учетом вышеназванных допущений производится следующим образом, например:
1) болт с шестигранной головкой нормальной точности изготовления исполнения 1 с резьбой М12, с крупным шагом резьбы, длиной 60 мм
22
Болт М12х60.58 ГОСТ 7798-70*; 2) болт с шестигранной уменьшенной головкой повышенной точности
изготовления исполнения 4 с резьбой М12 с шагом резьбы 1,25 мм (мелкий), длиной 60 мм
Болт 4 M12xl.25x60.58 ГОСТ 7808-70*.
4.2. Шпильки
Шпильки служат для скрепления деталей разъемных соединений. Классификация шпилек приведена на рис. 4.3.
Рис. 4.3. Классификация шпилек.
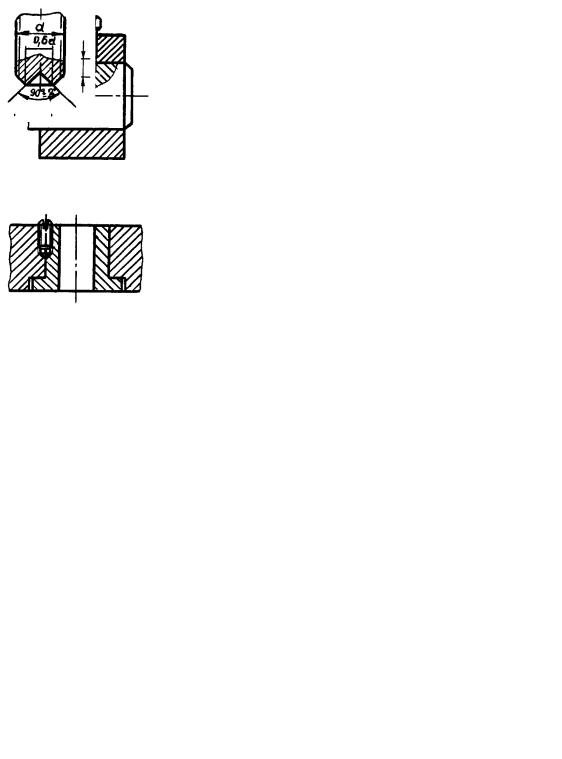
Конструкция шпилек для деталей с резьбовыми отверстиями приведена на рис. 4.4, а для деталей с гладкими отверстиями на рис. 4.5.
Конец шпильки для деталей с резьбовыми отверстиями ввинчиваемый в
одну из соединяемых деталей, называется посадочным, а другой, на который устанавливается скрепляемая деталь и навинчивается гайка - стяжным концом. Длиной этой шпильки считают величину l , на которую надевается скрепляемая деталь и навинчивается гайка.
23

Исполнение 1 |
Исполнение 2 |
Рис.4.4. Шпильки для деталей с резьбовыми отверстиями.
Рис. 4.5. Шпильки для деталей с гладкими отверстиями.
Шпильки для деталей с гладкими отверстиями скрепляют детали с помощью гаек, навинчиваемых на резьбовые концы шпильки. Длиной этой шпильки l является вся ее длина.
Шпильки, изображенные на рис. 4.4-(справа) и 4.5-(справа), изготовляются методом накатки резьбы. У них диаметр стержня приблизительно равен среднему диаметру резьбы. В обозначении этих шпилек после слова "Шпилька" указывают цифру 2 (например "Шпилька 2..."). Основные размеры шпилек, изготовленных по ГОСТ 22032-76* и ГОСТ 22033-76*, приведены /13, табл. 26.3, стр. 356/, а длины этих шпилек /13, табл. 26.4, стр. 357/.
Примеры условного обозначения шпилек для деталей с резьбовыми отверстиями:
1)шпилька нормальной точности с диаметром резьбы М12 с крупным шагом длиной 200 мм Шпилька М12х200.58 ГОСТ 22032-76*;
2)то же второго исполнения с шагом резьбы 1,25 мм (мелкий шаг)
Шпилька 2 M12xl.25x200.58 ГОСТ 22032-76*.
4.3. Винты
По назначению винты для металла делятся на крепежные (соединительные) и установочные (табл. 4.1) классов точности А и В.
Крепежные винты изготовляют с различными головками: полукруглыми, потайными, цилиндрическими, полупотайными: и др. Крепежные винты с потайной головкой применяются в тех случаях, когда выступающая головка может служить препятствием в работе механизма.
24
|
|
|
|
Таблица 4.1 |
|
|
Винты |
|
|
|
|
|
|
|
|
|
|
Примеры |
|
Тип |
Изображение на |
Стандарт |
выполнения |
Концы |
винта |
чертеже |
|
винтовых |
винтов |
|
|
|
соединений |
|
|
|
|
|
конический |
|
|
ГОСТ 17473-80 |
|
|
крепежные |
|
ГОСТ 17475-80 |
|
сферический |
|
ГОСТ 1491-80 |
|
|
|
|
|
|
|
|
Винты |
|
|
|
плоский |
|
ГОСТ 17474-80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
шестигранная |
|
|
цилиндрически |
|
головка |
|
|
й |
|
|
ГОСТ 1481-84 |
|
|
|
стопорный винт |
|
|
ступенчатый |
|
|
|
|
|
установочныеВинты |
|
ГОСТ 1476-93 |
|
|
квадратная |
|
|
засверленный |
|
|
|
|
||
|
головка |
|
|
|
|
|
ГОСТ 1482-84 |
|
|
|
|
|
|
|
25
Установочные винты отличаются от крепежных тем, что их стержень нарезан полностью и имеет нажимной конец, входящий в соответствующее
углубление детали. Они применяются, когда при сборке машин одну деталь нужно зафиксировать относительно другой. Установочные винты изготовляются с разными вариантами оформления концов: цилиндрическим, ступенчатым, засверленным. В последнем случае фиксация детали осуществляется с помощью шарика.
Примеры условного обозначения винтов:
1)винт соединительный с полукруглой головкой, нормальной точности изготовления, с резьбой М6 крупного шага, длиной l = 50 мм
Винт М6х50.58 ГОСТ 17473-80
2)винт установочный, с квадратной головкой, с резьбой М6 шаг 0,75 мм (шаг мелкий) длиной l = 40 мм
Винт M6x0.75x40.58 ГОСТ 1485-84.
4.4. Гайки
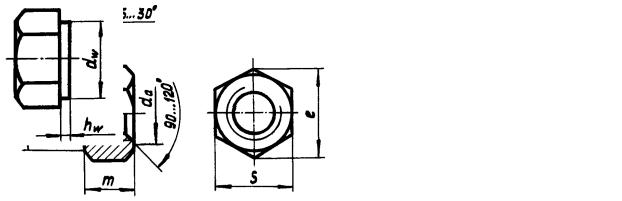
Гайки являются наиболее распространенным видом резьбовых деталей. Разнообразие выпускаемых промышленностью гаек весьма велико. Наибольшее применение в машиностроении находят шестигранные гайки. Они выпускаются нормальной, повышенной и грубой точности. По конструкции шестигранные гайки нормальной точности бывают нормальной высоты, низкие, высокие, с уменьшенным размером "под ключ" трех исполнений (рис. 4.7):
исполнение 1 - с двумя коническими фасками; исполнение 2 - с одной конической фаской; исполнение 3 - с одной фаской и опорным выступом.
Исполнение 1 |
Исполнение 2 Исполнение 3 |
Рис. 4.7. Гайки шестигранные нормальной высоты класса точности В по ГОСТ 5915-70*.
26

Низкие гайки применяются для диаметров от 5 до 48 мм при небольших осевых нагрузках, при отсутствии ударных нагрузок и вибраций.
Высокие и особо высокие гайки применяются при значительных осевых усилиях, а также в случаях, когда часто приходится проводить демонтаж резьбовых соединений.
Для соединений, подверженных вибрации и ударным нагрузкам, применяют корончатые и прорезные гайки со всевозможными стопорными устройствами.
Конструктивные элементы гаек указаны в соответствующих стандартах, их можно также найти в табл. 28.2-28.11 /13, стр. 386-399/.
Пример условного обозначения гайки шестигранной нормальной высоты, нормальной точности исполнения, с резьбой М12 крупного шага, исполнения 2
Гайка 2 М12.5 ГОСТ 5915-70*;
то же исполнение 1, низкая, с шагом резьбы 1,25 мм (шаг мелкий)
Гайка М12х1,25.5 ГОСТ 5916-70*.
4.5. Шайбы
Для предотвращения поверхностей деталей от задиров при затягивании гаек, а также увеличения опорных поверхностей под гайками и головками винтов применяют обычные (плоские) шайбы. Обычные шайбы нормальные по ГОСТ 11371-78* изготовляют двух исполнений: 1 - без фасок; 2 – с фаской
(рис. 4.8).
По величине обычные шайбы делятся на три вида:
1)нормальные по ГОСТ 11371-78*;
2)увеличенные по ГОСТ 6958-78*;
3)уменьшенные по ГОСТ 10450-78*.
По ГОСТ 11371-78 шайбы изготавливаются: исполнение 1- классов точности А и С; исполнение 2- класса точности А. Исполнение 1 Исполнение 2
Рис. 4.8. Шайбы обычные |
Рис. 4.9. Шайбы пружинные |
27
Условные изображения обычных шайб: 1 исполнение класса точности А и С:
Шайба А 12.01 ГОСТ 11371-78*; Шайба С 12.01 ГОСТ 11371-78*;
2 исполнения (класс точности А):
Шайба 2.12.01 ГОСТ 11371-78*;
здесь 12 - диаметр резьбы стержня; 01 - группа материала(углеродистая сталь). Стандарт на обычные шайбы нормальные и увеличенные приведен в табл. 29.1 /13, стр. 400/.
При наличии ударных нагрузок и вибрации и, вследствие этого, возможности саморазвинчивания резьбовых соединений применяют пружинные (по ГОСТ 6402-70*) и многочисленные типы стопорных шайб. При завинчивании резьбового соединения пружинная шайба (рис. 4.9) деформируется и препятствует отвинчиванию гайки острой кромкой, врезающейся в нижнюю поверхность гайки.
Пружинные шайбы изготовляют четырех типов: Н - нормальные; Л - легкие; Т - тяжелые; ОТ - особо тяжелые (буква Н в обозначении нормальных шайб не приводится).
Пружинные шайбы изготовляют из сталей марок: 65Г; 70 и 3Х13. Обозначение материала указывается в обозначении пружинных шайб.
Примеры обозначения:
Шайба 8.3Х13 ГОСТ 6402-70*; Шайба 8Л.65Г ГОСТ 6402-70*.
Конструкция и размеры пружинных шайб приведены в табл. 29.3 /13, стр. 404/ конструкция и размеры одного из типов стопорных шайб приведены в табл.
29.2 /13, стр. 402/.
28

5. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Как указывалось выше, при нарезании резьбы на некотором участке образуется резьба уменьшенной глубины - сбег (l1). Нарезание резьбы на ступенчатом стержне (в ступенчатом отверстии) дает такие ее конструктивные элементы, как недорезы (l2) и недоводы (l2-l3). Эти элементы, показанные на рис. 5.1, а также фаски (С), которые обязательно выполняются при нарезании резьбы как на стержне, так и в отверстии, стандартизованы, т.е. при нарезании резьбы исполнитель обязан обеспечить соответствие размеров этих элементов ГОСТ 10549-80. Указанный ГОСТ устанавливает величины этих элементов в зависимости от шага резьбы. ГОСТ 10549-80 приведен в справочной литературе, например /15/. Указанные элементы для наиболее часто встречающихся резьб приведены в таблицах 5.1-5.4.
Если резьба неполного профиля недопустима на стержне или в отверстии, перед нарезанием резьбы предварительно вытачивают кольцевую проточку, предназначенную для выхода резца в конце нарезаемого участка. Размеры проточек установлены упомянутым ГОСТ 10549-80 и приводятся в справочной литературе /14/.
а) |
б) |
Рис. 5.1.
Проточки могут быть двух типов. На рис. 5.2 приведены профили проточек типа 1, которые могут быть нормальными и узкими (отличаются величинами b, r и r1) и применяются как для метрической, так и для трубной резьбы. В машиностроении чаще применяются проточки узкие типа 1, их размеры приведены в таблицах 5.1-5.4.
29
Таблица 5.1 Выход резьбы. Сбеги, недорезы, проточки и фаски по ГОСТ 10549-80
для метрической наружной резьбы
Шаг |
Сбег, |
Недорез, |
Проточка |
типа |
1 |
Проточка |
типа |
1 |
d3 |
Фаска, |
||||
резьбы, |
l1 max |
l2 max |
нормальная |
|
узкая |
|
|
|
|
|
C |
|||
Р |
|
|
b |
r |
|
r1 |
|
b |
r |
|
r1 |
|
|
|
0,5 |
0,4 |
1,0 |
1,6 |
0,5 |
|
0,3 |
|
1,0 |
0,3 |
|
0,2 |
|
d-0,8 |
0,5 |
0,7 |
0,5 |
1,6 |
2,0 |
0,5 |
|
0,3 |
|
1,6 |
0,5 |
|
0,3 |
|
d-1,0 |
0,5 |
0,8 |
0,6 |
1,6 |
3,0 |
1,0 |
|
0,5 |
|
1,6 |
0,5 |
|
0,3 |
|
d-1,2 |
1,0 |
1,0 |
0,7 |
2,0 |
3,0 |
1,0 |
|
0,5 |
|
2,0 |
0,5 |
|
0,3 |
|
d-1,5 |
1,0 |
1,25 |
0,9 |
2,5 |
4,0 |
1,0 |
|
0,5 |
|
2,5 |
1,0 |
|
0,5 |
|
d-1,8 |
1,6 |
1.5 |
1,0 |
2,5 |
4,0 |
1,0 |
|
0,5 |
|
2,5 |
1,0 |
|
0,5 |
|
d-2,2 |
1,6 |
1,75 |
1,2 |
2,5 |
4,0 |
1,0 |
|
0,5 |
|
2,5 |
1,0 |
|
0,5 |
|
d-2,5 |
1,6 |
2,0 |
1,4 |
3,0 |
5,0 |
1,6 |
|
0,5 |
|
3,0 |
1,0 |
|
0,5 |
|
d-3,0 |
2,0 |
2,5 |
1,6 |
4,0 |
6,0 |
1,6 |
|
1,0 |
|
4,0 |
1,0 |
|
0,5 |
|
d-3,5 |
2,5 |
3,0 |
2,0 |
4,0 |
6,0 |
1,6 |
|
1,0 |
|
4,0 |
1,0 |
|
0,5 |
|
d-4,5 |
2,5 |
3,5 |
2,2 |
5,0 |
8,0 |
2,0 |
|
1,0 |
|
5,0 |
1,6 |
|
0,5 |
|
d-5,0 |
2,5 |
4,0 |
2,5 |
5,0 |
8,0 |
2,0 |
|
1,0 |
|
5,0 |
1,6 |
|
0,5 |
|
d-6,0 |
3,0 |
Таблица 5.2 Выход резьбы. Сбеги, недорезы, проточки и фаски по ГОСТ 10549-80
для метрической внутренней резьбы
Шаг |
Сбег, |
Недорез, |
Проточка |
типа |
1 |
Проточка |
типа |
1 |
d4 |
Фаска, |
||||||
резьбы, |
l1 max |
l2 max |
нормальная |
|
узкая |
|
|
|
|
|
|
C |
||||
Р |
|
|
b |
|
r |
|
r1 |
|
b |
|
r |
|
r1 |
|
|
|
0,5 |
0,8 |
3,0 |
2,0* |
|
0,5 |
|
0,3 |
|
1,0* |
|
0,3 |
|
0,2 |
|
d+0,3 |
0,5 |
0,7 |
1,2 |
3,0 |
— |
— |
— |
|
— |
|
— |
— |
— |
|
|
0,5 |
|
|
0,8 |
1,4 |
3,2 |
— |
— |
— |
|
— |
|
— |
— |
— |
|
|
1,0 |
|
|
1,0 |
1,8 |
3,8 |
4,0 |
|
1,0 |
|
0,5 |
|
2,0 |
|
0,5 |
|
0,3 |
|
d+0,5 |
1,0 |
1,25 |
2,2 |
3,8 |
5,0 |
|
1,6 |
|
0,5 |
|
3,0 |
|
1,0 |
|
0,5 |
|
d+0,5 |
1,6 |
1,5 |
2,7 |
4,5 |
6,0 |
|
1,6 |
|
1,0 |
|
3,0 |
|
1,0 |
|
0,5 |
|
d+0,7 |
1,6 |
1,75 |
3,2 |
5,2 |
7,0 |
|
1,6 |
|
1,0 |
|
4,0 |
|
1,0 |
|
0,5 |
|
d+0,7 |
1,6 |
2,0 |
3,7 |
6,0 |
8,0 |
|
2,0 |
|
1,0 |
|
4,0 |
|
1,0 |
|
0,5 |
|
d+1,0 |
2,0 |
2,5 |
4,7 |
7,5 |
10,0 |
|
3,0 |
|
1,0 |
|
5,0 |
|
1,6 |
|
0,5 |
|
d+l,0 |
2,5 |
3,0 |
5,7 |
9,0 |
10,0 |
|
3,0 |
|
1,0 |
|
6,0 |
|
1,6 |
|
1,0 |
|
d+1,2 |
2,5 |
3,5 |
6,6 |
10,5 |
10,0 |
|
3,0 |
|
1,0 |
|
7,0 |
|
1,6 |
|
1,0 |
|
d+1,2 |
2,5 |
4,0 |
7,6 |
12,5 |
12,0 |
|
3,0 |
|
1,0 |
|
8,0 |
|
2,0 |
|
1,0 |
|
d+1,5 |
3,0 |
* Ширина проточек дана для диаметра 6 мм и более.
30