

Особенности плавки в индукционных тигельных печах с основной футеровкой.
Футеровка печи выполняется из магнезитовых и хромомагнезитовых порошков, зерновой состав которых зависит от емкости печи. Так, например, для печи емкостью 0,9 т на заводе «Серп и молот» успешно применялась футеровочная масса следующего состава, %:
гнезитовый порошок с размером зерна, мм:
ЛИТЕЙНЫЕ СПЛАВЫ И ПЛАВКА 1
ЛИТЕЙНЫЕ СВОЙСТВА СПЛАВОВ 3
1.1. Технологические свойства сплавов и важность их определения для практики 3
1.2. Номенклатура литейных свойств сплавов 4
1.3. Жидкотекучесть. Технологические пробы 4
1.4. Склонность отливок к образованию усадочных раковин и пористости 15
1.5. Линейная усадка сплавов и отливок 26
1.6. Усадочные напряжения в отливках 31
1.7. Склонность сплавов и отливок к горячим трещинам 42
1.8. Склонность сплавов и отливок к холодным трещинам 49
3.9. Склонность сплавов к насыщению газами и образованию газовой пористости 52
1.10. Неметаллические включения и плены в сплавах 58
1.11. Склонность компонентов сплавов к ликвации 60
1.12. Зависимость механических свойств сплавов от толщины стенок отливок 67
5-1- Чугуны 75
5.2. Серый чугун с пластинчатым графитом 98
5.3. Высокопрочный чугун 103
5.4. Чугун с вермикулярным графитом 107
5.5. Ковкий чугун 108
5.6. Легированные чугуны 112
5.7. Синтетический чугун 114
5.8. Литейные стали 114
А = 1/В. 168
∆Н°т = ∆H°298 + ∫∆cpdT. 174
эн.юо 211
/ = ah, 237
Схема и принцип действия трехфазной дуговой 247
печи 247
11.2. Технология плавки 248
Особенности конструкции и технологии плавки чугуна в дуговых печах постоянного тока 251
Принцип действия индукционных тигельных печей 252
А, =503^, (Ш) 255
Электромагнитное перемешивание металла в тигле 257
Нт=к(12.3) 257
12.4. Основные элементы конструкции печей промышленной частоты 258
Изготовление футеровки печи 259
Технология плавки чугуна в индукционных тигельных печах промышленной частоты 261
12.7. Особенности плавки чугуна в индукционных тигельных печах средней частоты 264
Индукционные канальные печи в чугунолитейном производстве 266
12.9. Сравнительный анализ процессов плавки чугуна в современных чугуноплавильных печах 271
13.1. Технология получения высококачественного серого чугуна с пластинчатым графитом 271
13.2, Технология получения высокопрочного чугуна с шаровидным графитом 278
13.3. Производство чугуна с вермикулярным графитом 284
13.4. Производство ковкого чугуна 284
13.5. Плавка легированных чугунов 287
ПЛАВКА СТАЛИ 289
14.1. Плавка стали в мартеновских печах 289
14.2. Плавка стали в конвертерах 294
14.3. Плавка стали в дуговых печах 296
14.4. Плавка стали в индукционных тигельных печах 301
14.5. Плавка стали в плазменных печах 305
14.6. Электрошлаковый переплав стали 306
14.7. Внепечная дегазация стали 307
15.1. Плавка сплавов на основе алюминия 308
15.2. Плавка сплавов на основе магния 314
15.3. Плавка сплавов на основе цинка 318
15.4. Плавка медных сплавов 319
15.5. Плавка сплавов на основе никеля 323
15.6. Плавка титановых сплавов 324
К разделу 1 326
К разделу II 326
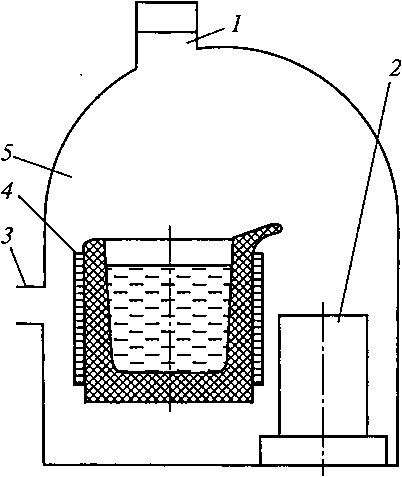
Рис. 14.3. Схема индукционной
вакуумной печи: 1 — шлюзовый дозатор; 2 — литейная форма; 3 — патрубок к вакуумному насосу; 4 — индукционная печь; 5 — вакуумная камера
Плавка стали в вакуумных индукционных печах.
В современном машиностроении многие отливки нельзя получить, не используя вакуумной плавки или внепечной вакуумной обработки. Принцип действия индукционных тигельных печей позволяет наиболее просто и полно реализовать преимущества плавки и заливки под вакуумом.
Эти преимущества состоят в том, что в индукционной вакуумной печи:
можно выплавлять стали, легированные практически любыми элементами, за исключением летучих металлов;
сталь в процессе плавки подвергается глубокой дегазации;
снижается необходимое количество раскислителей;
особенно эффективным становится раскисление углеродистых сталей углеродом, так как оно не сопровождается образованием твердых продуктов раскисления, загрязняющих расплав.
На рис. 14.3 приведена схема установки для плавки и заливки в вакууме. В вакуумной камере 5, соединенной патрубком 3 с вакуумным насосом, располагаются индукционная тигельная печь 4 и литейная форма 2. В вакуумной камере имеется шлюзовый дозатор 1 для ввода добавок. Заливка металла в литейную форму, так же как и плавка, осуществляется под вакуумом.
Для плавки в индукционной вакуумной печи используют шихтовые материалы, чистые от масел, окалины и ржавчины. Плавление ведут при непрерывной откачке газов из рабочего пространства. За время плавления из металла удаляется большая часть газов, содержавшихся в шихте. После расплавления делают выдержку, в течение которой завершается рафинирование металла, и вводят рас- кислители и легирующие элементы через шлюзовой дозатор.
14.5. Плавка стали в плазменных печах
Для плавки стали используют плазменные печи с огнеупорной футеровкой 1 (рис. 14.4). В плазматроне 2 под действием электрической дуги и электромагнитного поля образуется поток ионизированного газа (плазма), температура которого достигает 20000 °С. Плазменная дуга горит между плазматроном и расплавляемым металлом. При работе на постоянном токе ванна металла контактирует с водоохлаждаемым медным анодом 4. В трехфазных печах ее подсоединяют к нулевой точке источника питания. Источником полезной теплоты являются излучательная энергия дуги, направленная на расплавляемый металл, и энергия, выделяющаяся в анодном пятне.
Шихту загружают при снятом своде, для чего печи оборудуются поворотным сводом или выкатной ванной. Свод устанавливается на корпус печи, на плазматрон подается апряжение, в ре- I зультате чего загорается стар-ргон товая дуга между электродом
" и соплом плазматрона. После
этого плазматрон приближают к шихте на расстояние, при котором дуга начинает гореть между плазматроном и шихтой. Затем, отводя плазматрон, устанавливают рабочую длину плазменной дуги.
Рис.
14.4. Схема плазменной печи: 1
— футеровка;
2
— плазматрон; 3 — уплотнение;
4
— анод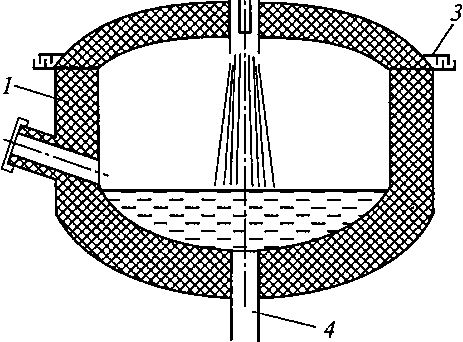
60... 80 %). Кроме того, из расплава в газовую фазу переходят кислород, водород и азот.
Важным преимуществом плазменных печей является отсутствие необходимости использования графитовых электродов, т. е. исключение связанных с этим пылегазовыделений в окружающую среду. Однако стоимость стали, выплавленной в плазменных печах, выше в связи с большим удельным расходом электроэнергии на плавку и высокой стоимостью аргона. При плавке высоколегированных сталей уменьшение расхода дорогостоящих легирующих элементов имеет решающее значение, поэтому применение плазменных печей для плавки таких сталей экономически целесообразно.