

5.5. Ковкий чугун
Ковкий чугун (КЧ) характеризуется высокими прочностью ав = = 300...800 Н/мм2 (30...80 кгс/мм2) и пластичностью 6 = 1,5... 12,0%, что и послужило основанием для того, чтобы называть его ковким, хотя ковке он не подвергается, за исключением операции правки отливок. Названные свойства позволяют использовать его для тяжелонагруженных деталей, испытывающих динамические нагрузки. Однако в последнее время наметилась тенденция к замене ковкого чугуна высокопрочным как из экономических, так и из технических предпосылок.
К причинам технического характера относятся прежде всего ограничение по толщине стенок отливок до 50 мм, а также более низкие литейные свойства белого чугуна по сравнению с высокопрочным чугуном.
Высокая стоимость отливок из ковкого чугуна связана с тем, что их производство осуществляется в два этапа: первый - производство отливок из белого чугуна (поэтому под литейными свойствами ковкого чугуна следует понимать литейные свойства белого чугуна); второй - графитизирующий или обезуглероживающий отжиг.
На первом этапе основными являются требования, связанные с получением в отливках сквозного отбела. При этом необходимо «держать на максимуме» углеродный эквивалент или суммарное содержание С + Si, но чтобы в то же время в структуре белого чугуна не образовывался свободный графит. При значительном отклонении от этого максимума в меньшую сторону очень сильно увеличивается время второго этапа - отжига.
Химический состав белого чугуна перед отжигом на ковкий чугун является факультативным, как и для всех чугунов, и зависит от толщины стенки: с увеличением толщины стенок суммарное содержание С + Si уменьшается (табл. 5.6).
Важнейшим из требований к химическому составу белого чугуна является ограничение содержания хрома - должно быть не более 0,06 % Сг, иначе не произойдет полного распада цементита в отливках из белого чугуна (хром делает цементит устойчивым против распада).
Наиболее часто при отжиге белого чугуна на ковкий чугун применяют процесс полной графитизации в нейтральной или слабо окислительной среде, в результате получается ферритный ковкий чугун - черносердечный по виду излома и попутно возможно частичное обезуглероживание.
Типичный режим двухстадийного отжига на ферритный ковкий чугун (рис. 5.10) состоит из пяти периодов:
П1 - нагрев до 930...970 °С, т.е. значительно выше температур интервала превращений, при длительности 3...5 ч;
п2 — выдержка, называемая первой стадией, до полного разложения структурного свободного цементита — 3...5 ч;
П3 — промежуточное охлаждение до температур около 760 °С, т. е. несколько выше интервала критических температур - 3... 4 ч;
Таблица 5.6
Содержание с и Si в отливках из ковкого чугуна в зависимости от толщины стенок
|
Толщина стенок отливок, мм |
С |
Si |
|
мае. % | ||
|
4...6 |
3,0...2,8 |
1,2...1,0 |
|
6...9 |
2,8...2,7 |
1,0...0,8 |
|
9... 13 |
2,7...2,6 |
0,8... 0,6 |
|
13... 25 |
2,6...2,5 |
0,6...0,55 |
|
Свыше 25 |
2,5...2,4 |
0,55...0,5 |
п4 - медленное контролируемое охлаждение со скоростью не более 5 °С/ч, называемое второй стадией, вплоть до 700 °С с целью разложения цементита, входящего в перлит, - 8... 15 ч;
Рис.
5.10. Типовой график отжига ковкого
чугуна
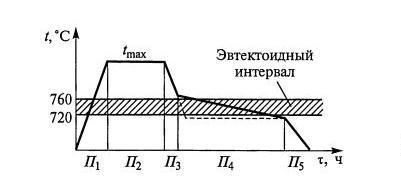
п5 - окончательное охлаждение до 550...600 °С, т.е. до температуры, при которой отливки выгружают из печи.
Общая продолжительность отжига для получения ферритного ковкого чугуна составляет 23...40 ч. Длительность отжига уменьшается за счет ввода в расплав белого чугуна модификатора, содержащего 0,003% В, 0,003% Bi, 0,01% А1 (ранее длительность отжига составляла 100 ч, а сам отжиг назывался «томлением»).
Перлитный ковкий чугун может получаться с использованием различных режимов термообработки. Один из них заключается в проведении первой стадии, охлаждении до температуры 900 °С, нормализации и последующего отпуска. Кроме того, по окончании первой стадии и охлаждения может быть применена закалка в масле с отпуском (с нагревами под закалку и под отпуск). Термообработке, в том числе закалке в масле, может быть подвергнут ферритный ковкий чугун, полученный при проведении двухста- дийного отжига. После термической обработки структура металлической матрицы становится сорбитной или трооститной.
По ГОСТ 7293-79 (изм.
в 1991 г.) установлены 11 марок ковкого
чугуна. Его маркировка производится
буквами КЧ и двумя цифрами, первая из
которых - временное сопротивление (т.е.
предел прочности при растяжении) (св,
кгс/мм2),
вторая - относительное удлинение (8,
%). Кроме того, ГОСТом регламентируется
твердость НВ для каждой марки и приводится
рекомендуемый химический состав
(табл. 5.7).
Ферритный чугун имеет черный бархатистый излом с перлитной поверхностной каймой толщиной до 1,5 мм и называется «черносердечным». Перлитный чугун имеет светлый блестящий излом и называется «белосердечным».
Для получения белосердечного перлитного чугуна режим отжига заключается по существу в длительной первой стадии, которая проводится в окислительной атмосфере при температуре 1000... 1050 °С. При этом происходит окисление и удаление из отливки значительной части углерода. После охлаждения структура чугуна представляет перлитную матрицу с небольшим количеством графита, т. е. структура близка к графитизированной стали. Такой чугун легко подвергается сварке и пайке.