

4. Нанесение холодносвариваемого покрытия на оборотную сторону км.
В отличии от нанесения меловального покрытия, холодносвариваемое покрытие наносится с помощью воздушного шабера на обратную сторону КМ. Концентрация наносимой дисперсии латексов 30%. Вес наносимого покрытия - 10 г/м2.
Воздушный шабер (рис. 5.) работает по принципу удаления избытка покровной массы с полотна бумаги под действием струи воздуха, выходящей из щелевого сопла. В настоящее время установки с воздушным шабером имеют ширину до 6500 мм и работают при скоростях нанесения до 860 м/мин, масса наносимого покрытия может варьироваться от 5 до 30 г/см2.
В зависимости от профиля воздушной струи, взаимодействующей с полотном бумаги, воздушный шабер может работать в режиме воздушного ножа или воздушной щетки. Воздушный нож работает при давлении до 100 кПа; направляемый поток воздуха, подаваемый под острым углом к поверхности полотна, снимает избыток покровной массы и одновременно разравнивает нанесенное покрытие. Воздушная щетка работает под меньшим давлением (25…35 кПа), причем воздух подается перпендикулярно поверхности бумажного полотна.
Покровная масса с избытком наносится на бумажное полотно купающимся валиком, имеющим плавную (бесступенчатую) регулировку частоты вращения. Угол охвата бумагой валика может меняться за счет вертикального перемещения валиков. Затем бумажное полотно огибает опорный вал. На поверхность бумаги, находящейся на опорном валу, подается струя воздуха из воздушного шабера, сдувающая избыток покровной суспензии в приемный лоток-инжектор. При рабочей скорости более 120 м/мин осуществляют предварительную дозировку с помощью роль-ракеля, работающего в сочетании с прижимным валиком.
К торцам воздушного шабера 1 с двух сторон от компрессора подается сжатый воздух, проходящий систему регулирования давления. В лотке-инжекторе с помощью отводящих патрубков создается разряжение. Пройдя сепаратор, отработанный воздух с помощью вентилятора выбрасывается в атмосферу. Покровная масса из лоткаинжектора вновь подается в циркуляционную систему.
Основными недостатками воздушного шабера являются возможность использования только низкоконцентрированных (35...40 %) покровных композиций с низкой вязкостью, малая скорость нанесения покрытия, низкие гладкость и глянец покрытия.[6]
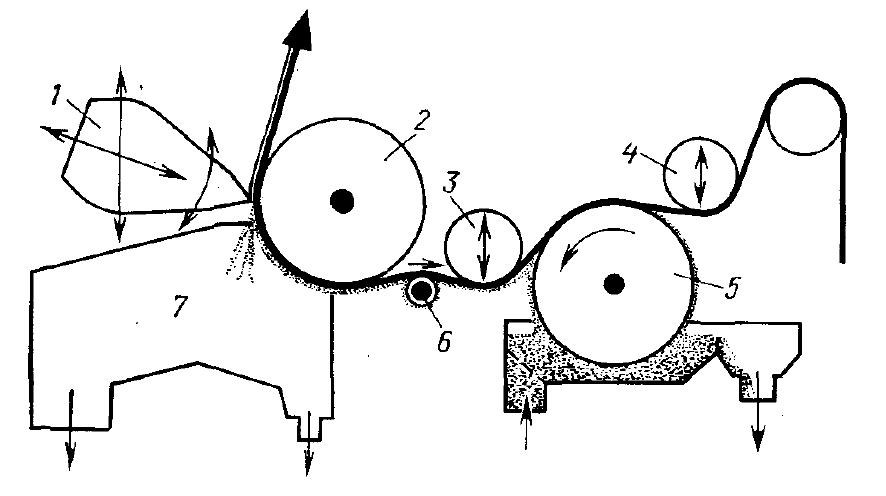
Рис. 5. Схема нанесения покрытия воздушным шабером:
1 – воздушный шабер; 2 – опорный вал; 3, 4 – вертикальные валики; 5 – купающийся валик; 6 – роль-ракель; 7 – лоток-инжектор
5. Принципиальная технологическая схема получения цкм и изготовления упаковки

Рис. 6. Принципиальная технологическая схема получения КМ и изготовления упаковки
Заключение
Рассмотрены основные этапы получения целлюлозно-композиционного материала с холодносвариваемым покрытием. Получено представление о меловальных композициях, их составах и способах нанесения. Уделено внимание холодносвариаемому покрытию.
Комплексный анализ свойств готового ЦКМ представлен в таблице. 5.
Таблица 5.
|
Наименование показателя |
Единица измерения |
Значение |
|
Масса 1 м2 Бумага-основа Меловальное покрытие Холодносвариваемое покрытие |
г |
95 70 15 10
|
|
Толщена |
мкм |
70 |
|
Разрушающее усилие - в машинном направлении - в поперечном направлении |
кг |
7,5-8,4 3,7-4,3 |
|
Белизна |
% (ISO) |
96< |
|
Лоск |
% |
8 |
|
Гладкость (Лицевая сторона) PPS 10, ISO 8791 |
мкм |
0,5 |
|
Гладкость (Лицевая сторона) Bendtsen, ISO 8791 |
мл/мин |
10 |
|
Прочность сварного шва |
г/см |
0,26-0,34 |
|
Влажность |
% |
6,0 |