

260
Глава 9. Исследование конструкций червячных фрез
9.1 Назначение, типы и конструктивные особенности
Червячные фрезы применяют для изготовления деталей зубчатого типа с повторяющимися профилями по окружности, например, эвольвентные и не эвольвентные зубчатые колёса, шлицевые валы и т.д.
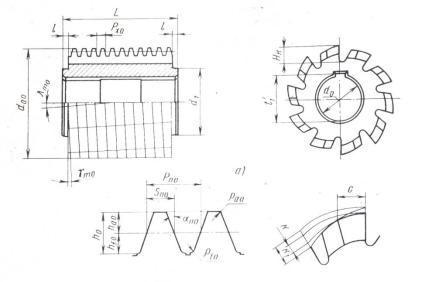
Червячная фреза (рис. 9.1) представляет собой червяк с продольными винтовыми или прямыми стружечными канавками для образования передних поверхностей зубьев и затылованными задними поверхностями зубьев для образования задних углов. Пересечения передних поверхностей стружечных канавок и затылованных задних поверхностей образуют режущие кромки. Они расположены на поверхности основного червяка, сопряженного с поверхностями зубьев колеса.
Червячные фрезы имеют на каждом зубе три режущие кромки: одну на вершине зуба и две боковые. Для образования задних углов заднюю поверхность зуба фрезы на всех трех режущих кромках делают затылованной обычно в радиальном направлении по архимедовой спирали. Для сохранения размеров режущих кромок зубьев при переточках задние поверхности всех трех лезвий затылуются с одной величиной затылования k. Учитывая, что при переточке фрез с передним углом не равным нулю и затылованными зубьями получаются искажения в образованном профиле, у чистовых червячных фрез передний угол равен нулю.
Положение передней поверхности зубьев фрезы определяется следующими конструктивными параметрами: значением переднего угла и идентичностью его по всем зубьям фрезы, точностью окружного шага зубьев фрезы, правильностью продольного положения передней поверхности зубьев фрезы. Правильность положения передней поверхности обеспечивается способом её обработки при затачивании в процессе изготовления фрезы и при переточках в процессе эксплуатации.
261
К основным конструктивным элементам червячных фрез относятся:
наружный диаметр и длина фрезы, диаметр отверстия, число и форма зубьев,
направление стружечных канавок, геометрические параметры, размеры и форма режущих кромок и др. Диаметральные размеры фрезы влияют на ее конструкцию, точность получаемых зубьев колес, погрешности конструкции фрезы и производительность процесса обработки. С увеличением диаметра фрезы можно увеличить число зубьев, при этом уменьшатся углы подъёма витков фрезы, уменьшится волнистость и огранка поверхностей зубьев нарезаемого колеса, увеличится в процессе резания угол контакта зубьев фрезы и заготовки, а, следовательно, повысится равномерность фрезерования.
9.2 Лабораторная работа
«Исследование формы и положения передних поверхностей зубьев червячной фрезы»
Цель и задачи работы. Цель работы – изучение влияния формы передней поверхности и возможных отклонений в её положении на правильность формы зубьев нарезанного колеса. В задачи работы входят практическое изучение способа формирования передней поверхности зубьев фрезы, исследование её точности, исследование возможности изменения
(модификации) профиля зубьев нарезаемых колёс путём преднамеренных отклонений в форме и положении передней поверхности.
Необходимое оборудование, инструменты и приборы. Основная часть работы выполняется на универсально-заточном станке 3В642 с
приспособлением для заточки винтовых поверхностей. Объектом исследования служат червячные фрезы для нарезания цилиндрических зубчатых колёс с m=3–4мм. Для выполнения работы требуются шлифовальный круг соответствующей характеристики, шаблон для установки круга, оправка для установки фрезы в центрах. Контроль осуществляют на приборе для контроля червячных фрез.
262
Методика выполнения работы
1. Определяют по чертежу фрезы, её маркировке или исходя из задания необходимые данные для выполнения работы по исследуемой фрезе (рис.9.1):
передний угол γВ , величину смещения передней поверхности от центра фрезы
(у фрез с γВ≠0 ), угол наклона λm0 и ход Pz винтовой передней поверхности,
число канавок (зубьев) фрезы z0 и др.
Рис. 9.1. Червячная зуборезная фреза
2. Определяют данные для настройки специального приспособления заточного станка. Для образования винтовой формы передней поверхности фрезы необходим при продольном перемещении стола станка с установленной на нём фрезой согласованный с этим перемещением поворот фрезы вокруг её оси. В большинстве моделей заточных станков это движение обеспечивается с помощью специального приспособления, схема которого показана на рис. 2. По пазу линейки 1, закреплённой на станине станка, может перемещаться сухарь 2
приспособления, которое установлено на столе 4 станка. При продольном ходе стола 4 станка перемещение сухаря 2 по пазу линейки 1 заставляет связанную с ним штангу 3 перемещаться в вертикальном направлении и через реечно-
зубчатую передачу 5 – 6, или гибкие ленты связанные с диском и штангой 3,
производить соответствующий поворот шпинделя приспособления с затачиваемой фрезой 7. Угол установки линейки:

264
Шлифовальную головку станка поворачивают в горизонтальной плоскости на угол наклона винтовой передней поверхности фрезы.
Рабочую поверхность шлифовального круга устанавливают таким образом, чтобы её образующая находилась в плоскости проходящей через ось фрезы с помощью шаблона (рис. 9.3). При затачивании фрезы с γ > 0 стол станка смещают от положения, соответствующего γ = 0, в сторону круга на величину
H |
da0 |
sin |
, |
(9.2) |
|
|
|||
|
2cos k |
|
||
где dа0 – наружный диаметр фрезы; |
γ – передний угол; φк – |
угол между |
||
образующей рабочей конической поверхности круга и плоскостью,
перпендикулярной к его оси.
Для обеспечения безопасности работы устанавливают упоры ограничения
продольного хода стола и кожух шлифовального круга.
5. Последовательно затачивают все зубья фрезы с соблюдением режимов.
Предварительно производят пробные рабочие ходы без включения
автоматической подачи.
Хотя наибольший износ зубьев фрез происходит по задней поверхности
(рис. 9.4), затачивание производят по передней поверхности для сохранения
формы и размеров зубьев фрезы после переточки. Величина слоя ∆
необходимого стачивания определяется по наиболее изношенному зубу.
Ориентировочный допустимый износ µ по задней поверхности зубьев при
обработке стали равен 1,2 – 1,25мм, при обработке чугуна µ=0,8мм; величина слоя стачивания за одну переточку ∆ должна на 0,2мм превышать величину максимального износа µ. Минимальная толщина зуба переточенной фрезы должна быть не менее 0,3 толщины В зуба новой фрезы. По этим величинам определяют число возможных переточек и общую работоспособность фрезы.
6. Контроль правильности полученной поверхности производится на специальном приборе для контроля червячных фрез. Данные, полученные при измерении, записываются в табл. 9.1, сравниваются с нормами точности и