

Тема 4
Как и монолитные твердосплавные сверла, корпусные сверла позволяют доставлять СОЖ непосредственно в зону обработки.
Video 16
Отверстия для прохода СОЖ
Каналы для извлечения стружки |
Державка со спиральными каналами |
|

Расточные головки
Большие отверстия выполняются
расточными головками с изменяемым диаметром. Конструкция головок зависит от требуемой точности выполняемого отверстия.
Расточные головки не имеют режущей пластины на оси вращения, поэтому могут работать только в заранее подготовленных отверстиях, выполняя их расточку в заданный размер.
Тема 4
1
Черновая расточная головка
Video 17

Тема 4
|
2 |
|
Головки разделяют на: |
|
|
1) |
грубые, выполняющие расточку с |
|
допуском не менее 0.1 мм; |
|
|
2) |
чистовые, выполняющие расточку с |
|
допуском не менее 0.04 мм; |
3 |
|
3) |
прецизионные, выполняющие |
|
расточку с допуском не менее 0.01 мм. |
||
Video 18
Чистовая расточная головка
Прецизионная расточная головка

Тема 4
Этапы обработки и припуски для мехобработки
Поверхности заготовки под мехобработку должны иметь припуски, из которых в
процессе резания формируется стружка.
Для выполнения поверхностей c размерами низкой точности достаточно одного этапа обработки. Поверхности с высокоточными размерами выполняются в несколько этапов. Количество этапов зависит от точности обрабатываемых поверхностей. Во время промежуточных этапов обработки формируются промежуточные размеры A1, A2 и т.д.

Тема 4
Припуск для каждого этапа обработки должен иметь определенную величину Z. Припуск должен обеспечивать наличие слоя материала, которого достаточного для устранения дефектов поверхностного слоя на следующем этапе обработки.
Минимальный припуск Zmin и максимальный припуск Zmax
различаются на величину допуска Ti , который определяется
установленным квалитетом размера.

Тема 4
Расчет припусков на обработку
Число этапов обработки зависит от требуемой точности выполняемого размера.
На рисунке в качестве примера показаны этапы обработки, необходимые для достижения точности размера по по 9-му квалитету. Поверхность обрабатывается в три этапа:
-черновая обработка (12-й квалитет);
-получистовая обработка (11-й квалитет);
-чистовая обработка (9-й квалитет).

Тема 4
Таблице 1
|
|
|
|
|
Этап обработки поверхности |
Квалитет |
|
Таблицы и формулы, приведенные ниже, |
Необработанная поверхность заготовки, |
14-й (штамповка или прокат); |
|
16-й (литье) |
|||
предоставляют рекомендации для |
заходное сверление под расточку |
||
12-й (сверление) |
|||
|
|||
определения: |
|
|
|
Черновой (чр.) |
12-й |
||
- число этапов обработки; |
Получистовой (пч.) |
11-й |
|
Чистовой (ч.) |
9…10-й |
||
- минимальной величины припуска Zmin на |
|
|
|
Повышенной точности (п.т.) |
7…8-й |
||
каждом этапе; |
Высокой точности (в.т.) |
6-й |
|
Особо высокой точности (о.в.т.) |
5-й и точнее |
||
- квалитета обработки на каждом этапе. |
|
|
|
Отделочная обработка (отд.) |
Для формирования параметров |
||
|
качества поверхности |
||
|
|
В таблице 1 представлены рекомендации по определению необходимых этапов обработки поверхностей и точности обработки на каждом этапе.

Тема 4
Расчет промежуточных размеров проводится последовательно для каждого этапа обработки в направлении от окончательного размера к размеру заготовки. Размеры с учетом припусков на обработку определяются по формулам, приведенным ниже.
Тема 4
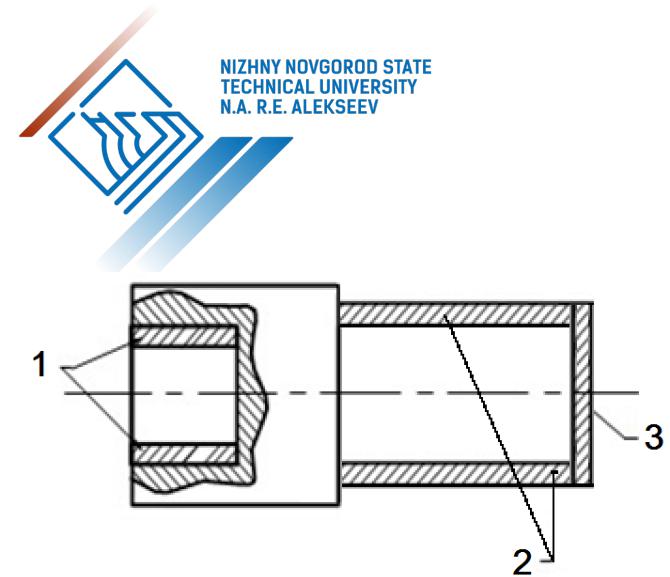
При выборе подходящей формулы для расчета следует учитывать какой вид поверхности вы собираетесь обрабатывать. Поверхности разделяют на наружные и внутренние. При выполнении внешних поверхностей окончательный размер обработки меньше исходного. При выполнении внутренних поверхностей окончательный размер обработки больше исходного.
1 – внутренняя поверхность, двухсторонняя обработка;
2 – наружная поверхность, двухсторонняя обработка;
3 наружная поверхность, односторонняя обработка.

Тема 4
Также следует учитывать, какой вид обработки вы собираетесь выполнять. Обработку разделяют на одностороннюю и двухстороннюю. Односторонняя обработка осуществляется при снятии припуска Z с одной поверхности, когда формируется ее размер относительно другой поверхности. Двухсторонняя обработка осуществляется при снятии припусков 2Z с двух противоположных поверхностей при формировании размера между ними.
Другие варианты расположения припусков