

1. Расчет кондукторов на точность
1.1. Факторы, вызывающие погрешность
Кондукторы отличаются от других приспособлений тем, сто имеют дополнительные погрешности, вызываемые центрированием инструмента и втулок. Наибольшее отклонение от заданных размеров дают кондукторы, имеющие сменные втулки, центрирующие и установочные элементы, различные подвижные соединения.
Точность сверления в кондукторах обусловлена следующими основными факторами: [9, 10]
отклонением расстояний между центрами отверстий в кондукторной плите;
величиной зазора в посадочном отверстии сменной рабочей втулки;
величиной зазора в направляющем отверстии рабочей втулки под сверло;
величиной зазора между направляющим пояском (центрирующим пальцем) кондукторной плиты и базовым отверстием заготовки;
эксцентриситетом рабочей втулки;
глубиной сверления;
длиной направляющего отверстия рабочей втулки;
расстоянием между нижним торцом втулки и заготовкой;
величиной зазоров в подвижных соединениях (кондукторы поворотные, с откидной плитой, скальчатые и т.п.).
1.2. Методика расчета точности
При обработке отверстий в кондукторах возникают погрешности расстояний осей отверстий, заданных в заготовке, от конструкторских баз и погрешности взаимного положения осей нескольких отверстий между собой. Число факторов, вызывающих эти погрешности, колеблется в широких пределах. [8]
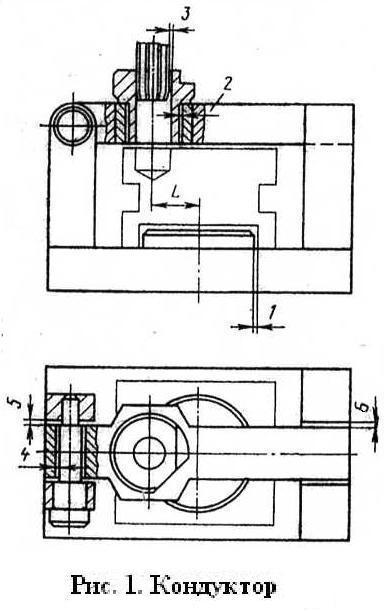
Наибольшие отклонения от заданных размеров дают кондукторы, имеющие сменные втулки, цилиндрические центрирующие и установочные элементы и различные подвижные соединения (рис. 1). При особо точных размерах по координате L зазоры 1, 2, 3, 4, 5 и 6 вызывают неизбежные погрешности.
 Практически
установлено, что координаты с отклонениями
в пределах 0,015 мм следует выдерживать
по кондукторам без сменных кондукторных
втулок специальным инструментом, имеющим
гладкие направляющие. Решение этой
задачи облегчается, если координата
задана не от цилиндрической поверхности,
а от базового торца, к которому
обрабатываемая деталь поджимается
(рис. 2).
Практически
установлено, что координаты с отклонениями
в пределах 0,015 мм следует выдерживать
по кондукторам без сменных кондукторных
втулок специальным инструментом, имеющим
гладкие направляющие. Решение этой
задачи облегчается, если координата
задана не от цилиндрической поверхности,
а от базового торца, к которому
обрабатываемая деталь поджимается
(рис. 2).
Координаты с отклонениями в пределах 0,030 мм можно выдерживать в кондукторе, имеющем в качестве центрирующего элемента цилиндрическую поверхность, но и в этом случае сменные кондукторные втулки не рекомендуется применять (рис 3).
Координаты с отклонениями в пределах 0,050 мм можно выдерживать в кондукторах с цилиндрическим центрирующим элементом, а также применяя сменные втулки. Подвижное соединение деталей кондуктора не допускается. Размеры с отклонениями в пределах 0,075 мм и более могут быть получены с помощью кондукторов.

Во всех случаях расстояние от торца кондукторной втулки до обрабатываемой поверхности и длина направляющей части втулки должны быть выдержаны. Как показано на рис. 4; отношение длин к диаметрам должно быть установлено к началу работы инструмента.
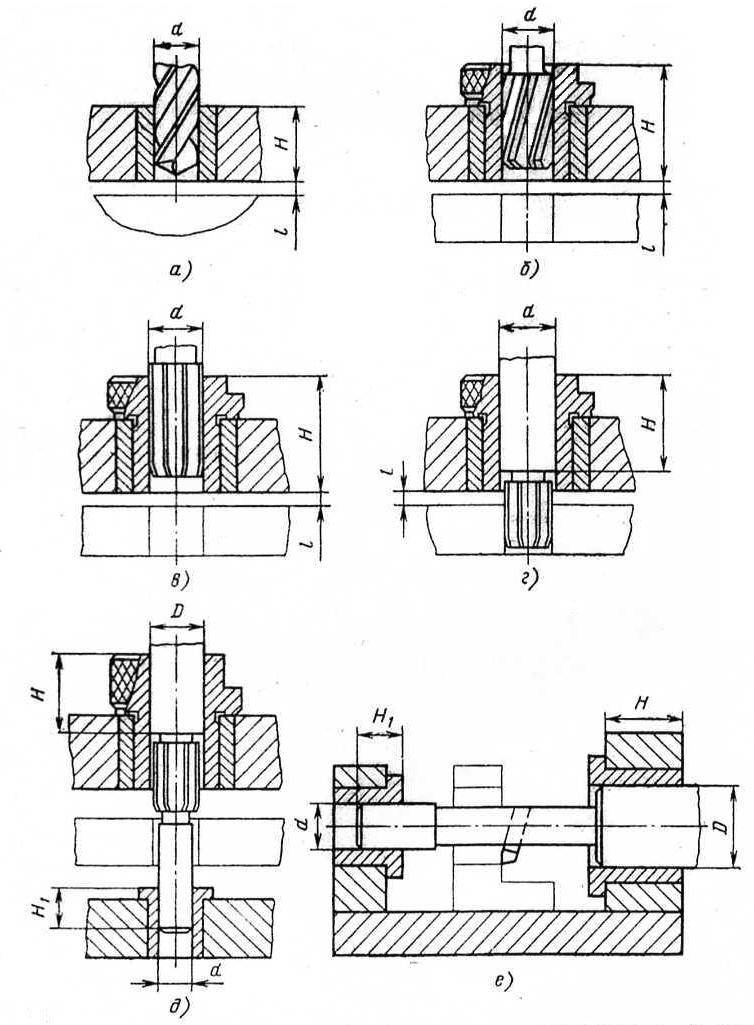
Рис. 4. Схемы расположения кондукторных втулок относительно обрабатываемой поверхности и длина направляющей части втулок:
а
– при сверлении
![]() ;б
– при зенковании
;б
– при зенковании
![]() ;в
– при развертывании (направляется
режущей частью,
;в
– при развертывании (направляется
режущей частью,
![]() );г
- при развертывании (направляется
гладкой частью,
);г
- при развертывании (направляется
гладкой частью,
![]() ); д
- при развертывании (направляется
двумя гладкими частями,
); д
- при развертывании (направляется
двумя гладкими частями,
![]() );
е - при растачивании(направляется
двумя гладкими частями,
);
е - при растачивании(направляется
двумя гладкими частями,
![]() ).
).
В данном учебном пособии приводятся методика и формулы для проверочного расчета точности спроектированного кондуктора.