

Параллельное движение партии деталей
Сущность параллельного вида движений заключается в том, что детали с одной операции на другую передаются поштучно или транспортными партиями (р) немедленно после завершения обработки (независимо от времени выполнения смежных операций). При этом обработка деталей по всем операциям осуществляется непрерывно и пролеживание деталей исключено. Это значительно сокращает продолжительность технологического цикла и, следовательно, производственного. Имеется такая же партия деталей, что и при последовательном и последовательно-параллельном видах движения, и величина транспортной партии р = 4.
При построении графика параллельного движения партии деталей по операциям, рисунок 3, необходимо учитывать следующие правила:
1. Сначала строится технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними.
2. На операции с самой большой продолжительностью строится операционный цикл обработки деталей по всей партии (n = 8) без перерывов в работе оборудования.
3. Для всех остальных транспортных партий достраиваются операционные циклы.
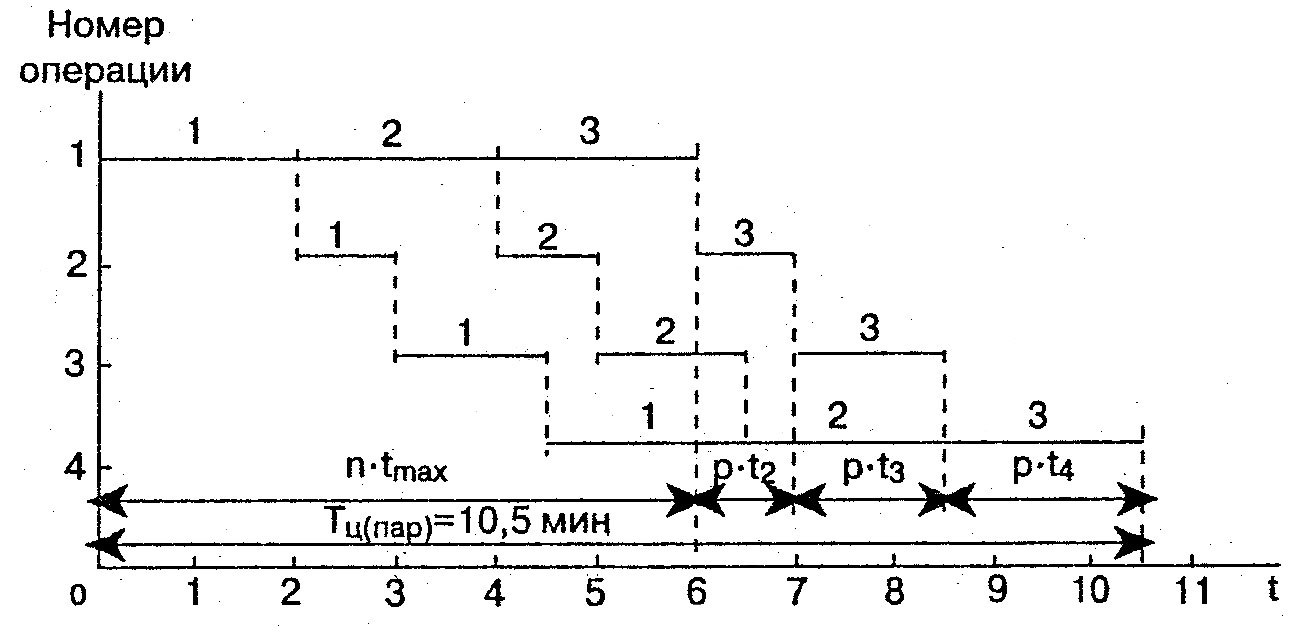
Рисунок 3– График технологического цикла
При параллельном движении деталей по операциям
Из рисунка 3 видно, что продолжительность технологического цикла изготовления партии деталей (n = 8) на m = 3 операциях и при передаче их транспортными партиями (р = 4) определяется по формуле:
или
Если на отдельных операциях работа выполняется одновременно на нескольких рабочих местах (Спр), то:
Подставив данные из приведенного выше примера (n = 8, m = 3, р = 4) в полученную формулу, определим продолжительность технологического процесса:
Тц(пар) = (8 - 4) 10/2 + 4 (10/2 + 4 + 2) = 64 мин.
Из графика и расчета видно, что технологический цикл изготовления партии деталей приданном виде движения является самым коротким по сравнению с другими видами движения. Вместе с тем на всех операциях, кроме операции максимальной по продолжительности, работа осуществляется с перерывами в работе оборудования. Исключение составляет случай, когда периоды выполнения операций технологического процесса равны либо кратны, т.е. синхронны. Этот вариант называется поточным видом движения, который применяется при организации непрерывно-поточных линий.
Следует отметить, что и при параллельном виде движения партии деталей по операциям технологического процесса имеет место пролеживание, во-первых, до начала обработки на первой операции и после окончания обработки на последней операции и, во-вторых, пролеживание деталей внутри транспортной партии. При этом общее время пролеживания каждой детали в партии определяется по формуле:
tпр = Тц(пар) – tобр
tпр = 64 – 11 = 53 мин.
Общее время пролеживания всех деталей в партии:
Тпр = n tпр = 8 53= 424 мин
Продолжительность производственного цикла при параллельном виде движения деталей по операциям технологического процесса определяется по формуле:

= (8 - 4) 10 + 4 88 + 3 1 + 15 = 410 мин
Преимущество этого вида движения состоит в том, что он обеспечивает наименьшую продолжительность технологического цикла и особенно, если процесс синхронизированный, а также равномерную загрузку рабочих и оборудования и высокую производительность труда. Данный вид движения применяется в серийном и массово-поточном производствах.
Задание №3
Отношения предшествования и оценки продолжительности
Работа |
Предшествующие работы |
Оценка продолжительности |
||
оптимистическая а |
наиболее вероятная, m |
пессимистическая b |
||
A |
---- |
2 |
4 |
8 |
B |
---- |
5 |
3 |
9 |
C |
---- |
4 |
7 |
8 |
D |
A |
5 |
4 |
7 |
E |
A |
7 |
8 |
9 |
F |
B,D |
5 |
10 |
12 |
G |
C |
3 |
9 |
12 |
H |
E |
3 |
6 |
9 |
Ожидаемая
продолжительность работы приближенно
определяется как
 .
.
Поскольку фактическая продолжительность может отличаться от среднего значения, необходимо знать дисперсию продолжительности работ. У большинства унимодальных распределений (т.е. распределений с одним максимумом) крайние значения находятся на три среднеквадратичных отклонения от среднего значения. Таким образом, размах распределения равен шести среднеквадратичным отклонениям (σ).
Итак, 6σ=b-a, σ=(b-a)/6,
Дисперсия
продолжительности работ равна
 .
.