

Вариант 3-12
1. Какие факторы учитывают при анализе чертежа детали?
При анализе конструкции необходимо рассмотреть:
I) конфигурацию детали и ее материал (с точки зрения применения наиболее совершенных и производительных, сокращающих объем последующей механической обработки, методов и изготовления заготовок);
2)простановку размеров в чертеже, позволяющих построить механическую обработку по принципу автоматического получения размеров на настроенных станках и обеспечить совмещение конструкторских и технологических баз.
2. Технология корпусов гиромоторов; основные операции и их последовательность
Последовательность операций технологического процесса указана в табл. 2.8. Характер операций механической обработки иллюстрируется схемой на рис. 2.66.
Предварительная механическая обработка (операции II и III), включая обработку базовой поверхности, производится на револьверном или токарном станке с использованием трехкулачкового патрона, незакаленные кулачки которого должны растачиваться на месте перед началом выполнения операции. К предварительной обработке корпуса относится также фрезерование платика (операция IV) и зачистка заусенцев (операция V). Для предварительной обработки поверхностей оставляют необходимые припуски, обеспечивающие получение размеров, указанных в чертеже, на заключительном этапе изготовления корпуса.
Таблица 2.8. Последовательность операций технологического процесса изготовления кольцеобразного корпуса
№ операции |
Наименование операции |
Содержание операции |
|
|
I |
Заготовительная |
Отрезка заготовки |
|
|
II |
Токарная |
Предварительная обработка по контуру |
|
|
III |
Токарная |
Предварительная обработка контура с созданием промежуточной технологической базы по отверстию диаметром D |
|
|
IV |
Фрезерная |
Предварительная обработка платиков и окончательная обработка контура |
|
|
V |
Слесарная |
Зачистка заусенцев |
|
|
VI |
Термическая |
Нормализация |
|
|
VII |
Пескоструйная |
Очистка металлическим песком |
|
|
VIII |
Граверная |
Гравировка порядкового номера детали |
|
|
IX |
Слесарная |
Зачистка заусенцев |
|
|
X |
Слесарная |
Притирка торца |
|
|
XI |
Токарная |
Обработка торцов с получением заданного размера. Предварительная обработка остальных поверхностей диаметром D,D1 ,D2 |
|
|
XII |
Слесарная |
Сверление отверстий под резьбу для крепления крышек |
|
|
XIII |
Термическая |
Вакуумный отжиг |
|
|
XIV |
Слесарная |
Нарезание резьбы в отверстиях для крепления крышек. Притирка торца |
|
|
XV |
Токарная |
Окончательная расточка центрального отверстия диаметром D и двух отверстий диаметром D2 .Предварительная обработка остальных поверхностей |
|
|
XVI |
Фрезерная |
Сверление и предварительное растачивание отверстий диаметром d под цапфы |
|
|
XVII |
Токарная |
Предварительное подрезание платиков |
|
|
XVIII |
Слесарная |
Сверление и зенкование отверстий в платиках, а также нарезание резьбы |
|
|
XIX |
Координатнорасточная |
Окончательное растачивание отверстий под фиксацию цапф |
|
|
XX |
Слесарная |
Изолирование резьбовых отверстий винтами |
|
|
XXI |
Гальваническая |
Нанесение слоя покрытия |
|
|
XXII |
Шлифовальная |
Шлифование платиков на окончательный размер |
|
|
XXIII
XXIV
XXV XXVI |
Слесарная
Токарная
Промывочная Контрольная |
Промывка резьбовых отверстий. Окончательная притирка одного торца. Крепление технологических цапф Окончательная обработка отверстий под фиксацию крышек и наружных выточек. Зачистка, заусенцев Очистка деталей от грязи и масла Проверка корпусов на вакуумплотность, Составление паспорта |
||
Вариант 4-12
1.Технология корпусов гиромоторов; представьте эскизы операций первого этапа обработки
Технология роторов гироскопических приборов; основные этапы обработки при изготовлении роторов и их содержание.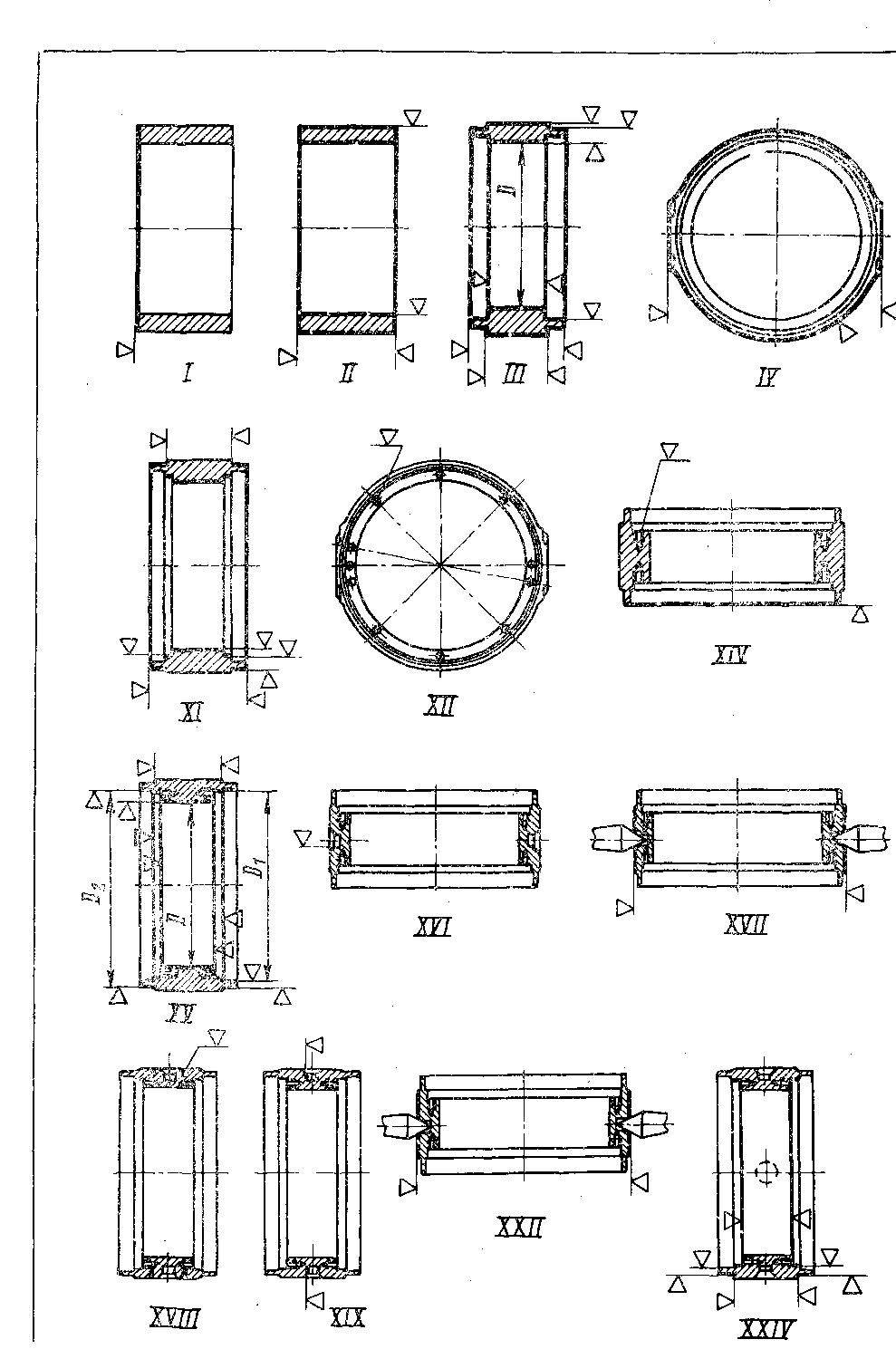
По характеру выполняемых операций технологические процессы изготовления роторов гиромоторов можно представить в виде трех этапов:
а) заготовительные операции;
б) токарные;
в) отделочные операции.
Между этапами может включаться термическая обработка.
Вариант 5-12
1. Дайте понятие категории детали и назовите параметры, по которым её определяют
Технология корпусов гиромоторов; виды и схема технологических оправок
Оправка должна выполнятся с высокой точностью, эксцентриситет посадочных поверхностей должен быть в пределах 0,002 мм. Отверстие и оправка на которую насаживается корпус должен быть в пределах 5 го квалитета. После установки детали необхродимо проверить радиальные биения – не более 0,004 мм.
Повторная чистовая обработка внутренних и наружных выточек, а также окончательная расточка центрального отверстия корпуса осуществляется на прецизионных токарных станках (операция XV), с помощью разжимных оправок (рис. 2.70) или планшайб.
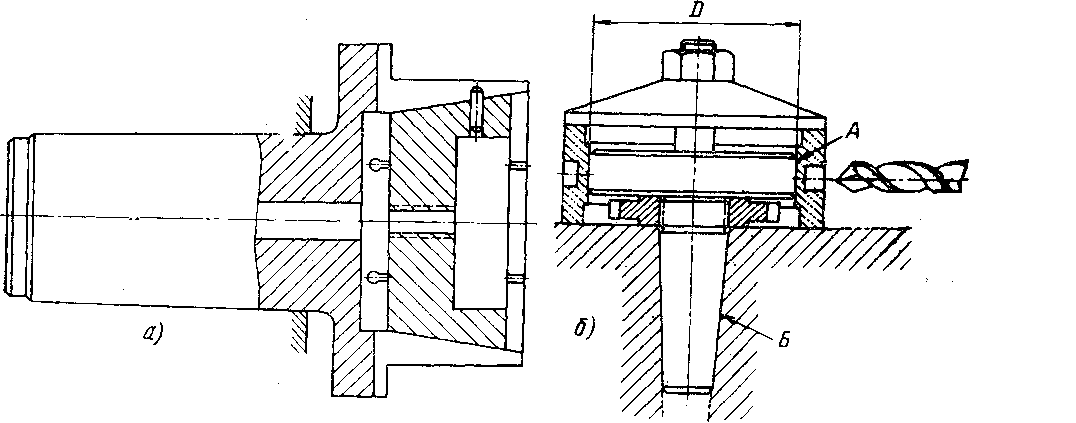
Рис. 2.70. Оправки для обработки корпуса гиромотора: а- на токарном станке; б - на фрезерном станке