

Сборочное оборудование
Сборка балочного элемента колонны производится на специальном стенде, изображенном на рисунке.
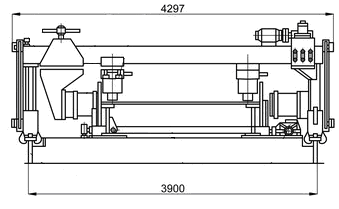
Рисунок 1 - Стенд для сборки двутавровой балки на прихватках
Стенд предназначен для сборки на прихватках двутавровых балок длиной до 15 м, высотой 460 – 2000 мм, шириной пояса до 600 мм и толщиной пояса до 50 мм. Установка состоит из двух основных частей: стационарного стеллажа-стенда, на котором укладываются и собираются элементы балки и передвижного портала с пневмоприжимами для сборки двутавра. Стенд состоит из фундаментной рамы и двух продольных балок, служащих опорой для стенки собираемого двутавра.
Одна из опорных балок может передвигаться по раме параллельно самой себе и устанавливаться в соответствии с высотой собираемой двутавровой балки. Передвижение опорной балки производится несколькими горизонтальными винтами, которые приводятся во вращение электродвигателем через редуктор, продольный вал и конические передачи. Самоходный сборочный портал снабжен двумя вертикальными пневмоприжимами для прижатия пояса собираемого двутавра к опорным балкам и двумя горизонтальными пневмоприжимами для прижатия поясов к стенке двутавра. Один вертикальный и один горизонтальный прижим установлены на портале неподвижно, а другие два подвешены к кареткам и могут передвигаться по ригелю портала для установки на необходимый размер собираемого двутавра. Портал передвигается по рельсовому пути, смонтированному на раме, с помощью электропривода кранового типа со скоростью 30 м/мин. Для удобства снятия собранной балки предусмотрены специальные пневмотолкатели. При сборке двутавра его стенка укладывается на опорные балки, а пояса – вдоль этих балок на опорные винты, установленные на определенную высоту.
Портал, передвигаясь вдоль собираемого изделия, останавливается против места прихваток. Включаются пневмоприжимы, и производится прихватка собираемых элементов. Затем прижимы отводят, портал подводится к месту следующих прихваток и цикл повторяется.
Оборудование для сборки продольных и кольцевых стыков обечаек
Для сборки обечаек используем специализированные сборочные установки. Продольные стыки обечаек собираем на роликовой опоре с помощью гидравлических струбцин, снабженных двумя зажимными гидроцилиндрами, одним выравнивающим и одним стягивающим. Схема установки показана на рисунке 2 .


Рисунок 2 – Установка для сборки продольных стыков обечаек
1 – роликовая опора; 2 – несущая рама; 3 – пульт управления; 4 - гидравлическая струбцина для совмещения кромок; 5 – гидравлическая стяжка для выравнивания торцов обечаек; 6 – пружинная подвеска струбцин; 7 – тележка
Сборку обечаек по кольцевым стыкам производим на роликовом стенде с помощью самоходной скобы, оснащенной передним прижимом с пневмоцилиндром для совмещения кромок обечаек и задним прижимом с пневмоцилиндром для прижима правой обечайки к левой. Схема установки показана на рисунке 3.
Рисунок 3 – Установка для сборки обечаек по кольцевым стыкам
1, 3, 6 – пневмоцилиндры; 2 – винтовые упоры; 4 – скоба; 5 – тележка; 7 – направляющая вертикального перемещения скобы; 8 – привод перемещения тележки; 9 – привод вертикального перемещения скобы; 10 – рельсовый путь;
11 – роликовый стенд; 12 – 14 – конечные выключатели