

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ ИНДУСТРИАЛЬНЫЙ
УНИВЕРСИТЕТ»
Кафедра металлургии и технологии сварочного производства
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ
СВАРКИ ПЛАВЛЕНИЕМ
Лабораторный практикум по дисциплине
«Технология и оборудование сварки плавлением».
Специальность 150170 - Металлургия сварочного производства
Новокузнецк
2008
УДК 621.791 (07)
Рецензент
Кандидат технических наук,
доцент СибГИУ Р.А. Гизатулин
Технология и оборудование сварки плавления: Лабораторный практикум /Сост.: В.Ф. Игушев, С.Г. Рудаков: СибГИУ. – Новокузнецк, 2008. 37с., ил.
Рассмотрены состав, оборудование, а также технология автоматической дуговой сварки под флюсом, механизированной сварки плавящимся электродом в защитных газах и аргоно-дуговой сварки неплавящимся электродом.
Рассмотрены основные и дополнительные параметры сварки, их влияние на формирование шва.
Предназначены для студентов специальности «Металлургия сварочного производства» (150107)
Содержание
Лабораторная работа 1
Параметры режима автоматической сварки под слоем флюса
и их влияние на размеры и форму шва 4
Лабораторная работа 2
Механизированная сварка плавящимся электродом в защитных
газах (СО2) 12
Лабораторная работа 3
Аргоно-дуговая сварка неплавящимся электродом 26
Лабораторная работа 1
Параметры режима автоматической сварки под слоем
флюса и их влияние на размеры и форму шва
1 Общие положения
Параметры режима сварки. Под понятием «режим сварки» подразумевают совокупность параметров сварочного процесса, обеспечивающих получение сварных швов заданных размеров, формы и качества.
Параметры режима условно разделяются на основные и дополнительные. При автоматической сварке под слоем флюса к основным параметрам относят:
сварочный ток Jсв, род и полярность тока (прямая, обратная полярность, переменный ток), диаметр электрода dэ, или форму и размеры поперечного сечения электрода, напряжение на дуге Uд, скорость сварки Vcв.
К дополнительным параметрам относят: положение электрода по отношению к направлению сварки – сварка «углом вперед», «углом назад», химсостав и строение частиц флюса, наклон изделия относительно горизонтальной плоскости- сварка «на подъем», сварка «на спуск», вылет электрода и др.
На формирование шва одинаково важное влияние оказывают как основные, так и дополнительные параметры режима сварки.
Размеры сварных швов. Размеры и форма шва в значительной мере определяют стойкость его против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и работоспособность при статических и динамических нагрузках, вероятность образования подрезов, непроваров, наплывов и других дефектов.
Основными размерами сварных швов являются – глубина проплавления Н, ширина шва е, высота выпуклости валика q, катет шва К, полная высота шва С (толщина шва) – (рисунок 1).
При сварке угловыми швами характерными размерами также
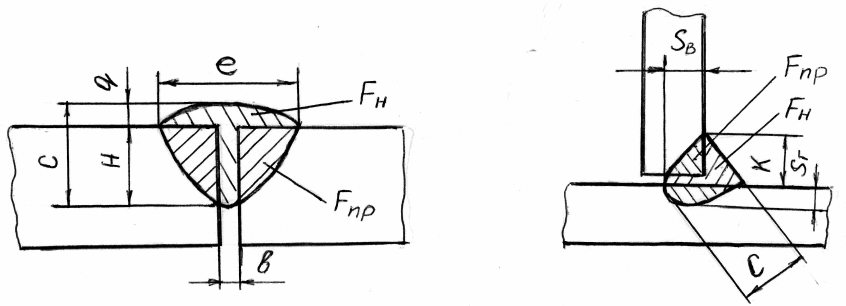
а) стыкового б) углового
Fн - площадь поперечного сечения наплавленного металла;
Fпр – площадь проплавленного основного металла
Рисунок 1- Элементы сварных швов
являются: величина проплавления вертикальной стенки Sв и величина проплавления горизонтальной стенки Sг.
Форму шва характеризует коэффициент формы шва Ψш, равный отношению ширины шва е к глубине проплавления Н
Ψш =е/Н,
а форму выпуклости валика – коэффициент формы валика, Ψв равный отношению ширины шва к высоте выпуклости q
Ψв=е/q.
Для автоматической сварки под слоем флюса значения Ψш должны составлять 0,8…4. При меньших значениях будут получаться сварные швы, склонные к образованию горячих трещин, при больших – слишком широкие швы, что нерационально с точки зрения использования тепловой мощности дуги и повышенных сварочных деформаций.
Значения Ψв должны находится в пределах 7…10. При Ψв<7 сварные соединения обладают плохой работоспособностью при переменных нагрузках, связанной с резким переходом от металла шва к основному металлу. При Ψв>10 увеличивается вероятность уменьшения сечения шва в сравнении с сечением основного металла из-за возможного колебания уровня поверхности шва.
2 Влияние параметров режима сварки на размеры
и форму сварных швов
Влияние того или иного параметра режима сварки на размеры и форму сварного шва проявляется в той мере в какой этот параметр изменяет:
а) концентрацию источника нагрева;
б) значение погонной энергии при сварке;
в) давление источника нагрева на сварочную ванну;
г) толщину жидкой прослойки сварочной ванны под дугой.
Величина, род и полярность тока. С ростом сварочного тока увеличивается глубина проплавления и наоборот. Это связано с тем, что увеличивается плотность тока в электроде, дуга становится менее пространственно подвижной и более концетрированной. Резко возрастает давление дуги на сварочную ванну Рд, которое выражается зависимостью
Рд =к∙J2св,
где к- коэффициент, учитывающий конкретные условия горения дуги.
С ростом сварочного тока при прочих равных условиях увеличивается также погонная энергия процесса сварки. Толщина жидкой прослойки под дугой также уменьшается. Сварочный ток – основной параметр режима сварки определяющий проплавляющую способность дуги.
При сварке постоянным током обратной полярности под высококремнистыми марганцовистыми флюсами (АН-348А, АН-60, ОСЦ-45 и аналогичных других) глубина провара на 40-50% выше, чем на прямой полярности и на 15-20% выше, чем на переменном токе. При применении флюсов с большим содержанием СаО или с большим отношением СаО/SiO2 зависимость изменения провара от рода тока и полярности оказывается в меньшей степени. Глубина проплавления Н и величина сварочного тока, в первом приближении связаны зависимостью:
Н=КпJсв,
где Кп – коэффициент пропорциональности, зависящий от рода тока, диаметра электрода, состава флюса (таблица1).
Таблица 1- Значения Кп в зависимости от условий проведения сварки
Марка флюса или защитный газ |
Диаметр электрода, мм |
Коэффициент пропорциональности Кп, мм/100 А |
||
переменный ток |
прямая полярность |
обратная полярность |
||
ОСЦ-45 |
2 3 4 5 |
1,30 1,15 1,05 0,95 |
1,15 0,95 0,85 0,75 |
1,45 1,30 1,15 1,10 |
АН-348 |
2 3 4 5 |
1,25 1,10 1,00 0,95 |
1,15 0,95 0,90 0,85 |
1,40 1,25 1,10 1,05 |
СО2 |
1,2 1,6 2,0 |
- - - |
- - - |
2,10 1,75 1,55 |
Диаметр электрода. При прочих равных условиях изменение диаметра электрода ведет к изменению плотности тока в электроде, jэ, что в соответствии с зависимостью
Рд=к1Jсв jэ
изменяет давление дуги на сварочную ванну. Здесь к1 – коэффициент, учитывающий конкретные условия сварки.
Одновременно с этим локализация активного пятна дуги на электроде способствует большей стабильности горения дуги в пространстве и резкому увеличению ее проплавляющей способности.
Напряжение на дуге. При сварке в одних и тех же условиях изменение напряжения на дуге связано с длиной дуги. Чем больше напряжения на дуге, тем длиннее дуга и более высокая ее пространственная подвижность. Сосредоточенность источника нагрева уменьшается, что приводит к увеличению ширины шва.
Напряжение на дуге – основной параметр, с помощью которого эффективно управляют шириной шва.
Скорость сварки. Влияние скорости сварки на глубину проплавления связано с изменением погонной энергии процесса сварки и толщины жидкой прослойки под дугой. При малых скоростях сварки (обычно<10 м ч-1) глубина провара небольшая, что связано с образованием большого объема сварочной ванны, ее подтеканием под дугу и образованием под дугой значительной прослойки жидкого металла. В этих условиях увеличение скорости сварки приведет к уменьшению толщины этой прослойки и увеличению глубины провара до тех пор, пока основным фактором не станет уменьшение погонной энергии процесса, и глубина провара начнет уменьшаться.
Положение электрода в пространстве. Сварку стыковых соединений ведут вертикальным электродом или наклонным по отношению к направлению сварки- сварка «углом вперед», сварка «углом назад».
При сварке «углом назад» происходит более интенсивное, чем при сварке вертикальным электродом, вытеснение металла из под основания дуги, дуга заглубляется в кратер сварочной ванны, толщина жидкой прослойки под дугой уменьшается, вследствие чего значительно увеличивается глубина провара и уменьшается ширина шва.
При сварке «углом вперед» давление дуги на сварочную ванну уменьшается, дуга становится более пространственно подвижной, что приводит к уменьшению глубины провара и увеличению ее ширины в сравнении со сваркой вертикальным электродом или сваркой «углом назад».
Химический состав флюса и его строение. Химический состав флюса влияет на состав и эмиссионные свойства пленок, покрывающих электроды. Для флюсов с большим содержанием СаО или отношением СаО/ SiO2 характерна малая работа выхода электронов, что влияет на тепловые потоки, поступающие в электрод и основной металл ( если они являются катодами), которые, как правило, уменьшаются.
Объемная масса флюса, зависящая от его строения (флюс стекловидный или пемзовидный), определяет объем эластичного газового пузыря вокруг дуги. Чем меньше объемная масса флюса (флюсы пемзовидные), тем больше объем газового пузыря, тем больше подвижность дуги, тем менее концентрированным становится источник нагрева и больше ширина шва.
Наклон изделия относительно горизонтальной плоскости. При наклонном изделии сварка может производится «на спуск» - сверху вниз и на «на подъем» - снизу вверх. При сварке «на спуск» металл сварочной ванны под действием своего веса подтекает под основание дуги, в результате чего увеличивается толщина слоя жидкого металла под дугой. Проплавляющая способность дуги уменьшается, а повышенное ее блуждание способствует увеличению ширины шва. При сварке «на подъем» жидкая прослойка под дугой уменьшается, дуга становится более заглубленной и концентрированной, что ведет к увеличению глубины провара.
Коэффициент формы шва, коэффициент формы провара. Параметры режима сварки, приводящие к уменьшению ширины шва и увеличению глубины провара, вызывают уменьшение коэффициента формы шва и наоборот.
Параметры режима сварки, приводящие к увеличению ширины шва и уменьшению величины выпуклости, вызывают увеличение коэффициента формы валика и наоборот.