

Воронежский государственный технический университет
Кафедра «Технология машиностроения»
Методические указания
к выполнению лабораторно-практических работ № 3-4 по курсу «Технология комбинированных методов обработки»
студентов специальности 120100
«Технология Машиностроения» всех форм
обучения.
Воронеж 2004
УДК 658.512.6:002
Составители: д-р. техн. наук, профессор В.П. Смоленцев
ассистент Е.В.Смоленцев
В.Г. Грицюк
канд. техн. наук, доцент И.Т. Коптев
канд. техн.наук, доцент В.Ю.Склокин
д-р. техн. наук, профессор А.Г. Баканов
Методические указания к выполнению лабораторных работ № 3-4 по курсу «Технология комбинированных методов обработки» студентов специальности 120100 «Технология Машиностроения» всех форм обучения./ Воронеж, Государственный технический университет: Сост. В.П. Смоленцев, Е.В. Смоленцев, В.Г. Грицюк, И.Т. Коптев, В.Ю. Склокин, А.Г. Баканов. Воронеж 2004 г.
В методических указаниях изложены требования и методика проведения практических лабораторных работ, изложен порядок проектирования технологических процессов комбинированной обработки
Ил. 6, табл. 6 библиограф. 4.
Рецензент: канд. техн. наук, доцент Н.В.Сухоруков.
Лабораторно-практические работы №3, №4
Проектирование технологического процесса электроэрозионной обработки
Практическая часть работ № 3, 4
Практическая часть работ № 3,4 проводится каждая в течении 2 часов по программам, имеющимся в ЭВМ компьютерного класса кафедры ТМ
Цель работы: рассчитать технологические режимы и спроектировать технологический процесс обработки.
Общие сведения
1 Исходная информация для проектирования
Для проектирования технологических процессов необходимо иметь исходную документацию и сведения, требуемые для расчета режимов обработки и оценки технико-экономических показателей электроэрозионной обработки:
1) Чертеж детали с техническими условиями.
2) Операционная карта для предшествующей операции
3) Операционная карта для операции, следующей после электроэрозионной обработки.
4) Программа выпуска изделий, в которые входит изготовляемая деталь, число деталей, необходимых для сборки изделий и их ремонта в процессе эксплуатации.
5) Технико-экономические показатели процесса, по которому выполнялась операция до замены ее электроэрозионной обработкой.
6) Каталог электроэрозионного оборудования и перечень оборудования, имеющегося на предприятии.
7) Каталог и альбомы чертежей имеющегося инструмента и приспособлений для электроэрозионной обработки.
2. Выбор области технологического использования электроэрозионной обработки короткими импульсами
Различают два способа электроэрозионной обработки короткими импульсами (электроискровой метод):
профильным электродом- инструментом
непрофилированным электродом в форме проволоки или стержня.
Сравнивая технологические показатели различных способов, можно определить возможности наиболее эффективного их использования в машиностроении.
Электроэрозионная обработка в электроискровом режиме происходит при относительно малой энергии импульсов. Объем металла, удаленный за каждый импульс, невелик, а глубина лунки незначительна. Такой режим позволяет получить поверхности с высокой точностью и малой шероховатостью при невысокой производительности. Кроме того, процесс весьма энергоемок. Энергоемкость оценивают отношением расхода электрической энергии к массе удаленного с заготовки металла. Энергоемкость при обработке на электроискровом режиме на порядок выше по сравнению с механической обработкой на аналогичных операциях. Велик также износ профильного инструмента. Это негативно влияет на точность обработки заготовки профильным инструментом. При использовании метода обработки непрофилированным электродом-инструментом за счет перемещения проволоки или стержня изношенные участки постоянно заменяются новыми и износ электрода- инструмента перестает влиять на погрешность процесса, что повышает точность обработки. С учетом сказанного обработка в электроискровом режиме эффективна для изготовления прецизионных деталей небольших габаритов. Эффективность еще более повышается, если материал детали трудно поддается традиционным методам механической обработки или если обрабатываемая поверхность имеет сложную форму. Такие детали характерны для приборостроения, точного машиностроения, инструментального производства.
Прошивание в электроискровом режиме профильным инструментом используют:
для изготовления ковочных штампов, пресс-форм небольших габаритов из твердых сплавов и сталей;
для изготовления мелких сеток, волноводов, гребенок и других деталей радиоэлектронной промышленности;
для прошивания отверстий и систем отверстий произвольного (сечения в труднообрабатываемых материалах (наименьший диаметр круглого отверстия около 0,1 мм); для изготовления отверстий с криволинейной осью; для нарезания резьб на твердосплавных и закаленных стальных заготовках; при маркировании деталей; для изготовления соединительных каналов в корпусных деталях гидроаппаратуры; для удаления обломков сверл, метчиков и других инструментов;
Схема прошивания на электроискровом режиме показана на рис. 1.

Sn – скорость подачи
Рис. 1 Прошивание профильным электродом-инструментом
Схема обработки непрофилированным электродом-инструментом приведена на рис. 2
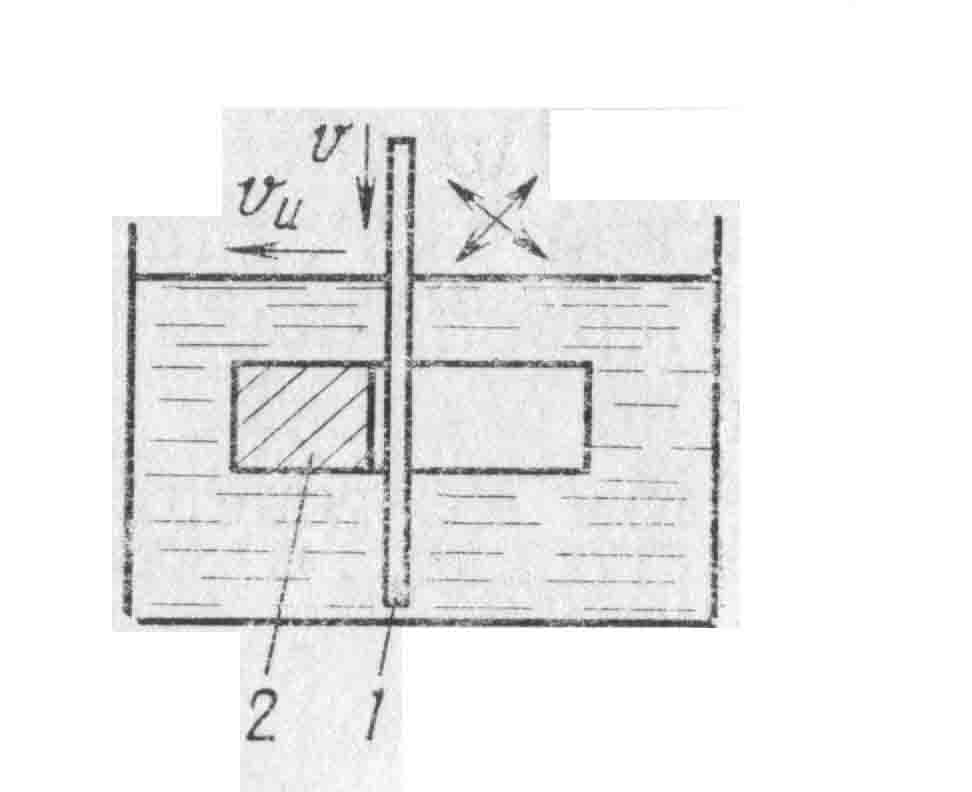
1-электрод-нструмент; 2-заготовка
Рис.2
Разрезанием непрофилированным электродом-инструментом получают:
узкие сквозные или глухие щели;
вырубные штампы небольших габаритов из твердых сплавов и закаленных сталей;
рабочую часть резцов и других инструментов;
щели в цангах для закрепления деталей малого диаметра (менее 2… 3 мм);
таблетки из магнитных, вольфрамовых сплавов, при обработке которых требуется достичь минимального расхода материала;
надписи, знаки, гравюры.