

Технология газовой цементации
Цементация в шахтных печах
В промышленности весьма широко применяют цементацию в шахтных печах. Шахтными называют печи, загрузка в которые осуществляется сверху

Рис 12 Схема шахтной печи:
1 – корпус , 2 – подъемная стойка с образцами, 3 – сдвигаемая крышка, 4 отводная трубка, 5 – факел сгораемых газов, 6 – трубка для подачи карбюризатора
Внутрь печи по каплям подается жидкий карбюризатор (керосин) - от 60 до 180 капель в минуту. Контроль за атмосферой внутри печи ведется по высоте и цвету факела пламени из отводной трубки. Иногда внутрь печи подают эндогаз
Недостатки шахтной печи:
- неравномерный нагрев по высоте
- слабая циркуляция атмосферы
- большие теплопотери через крышку
Поэтому концентрация углерода в поверхностном слое не постоянна
Цементация в механизированных камерных печах
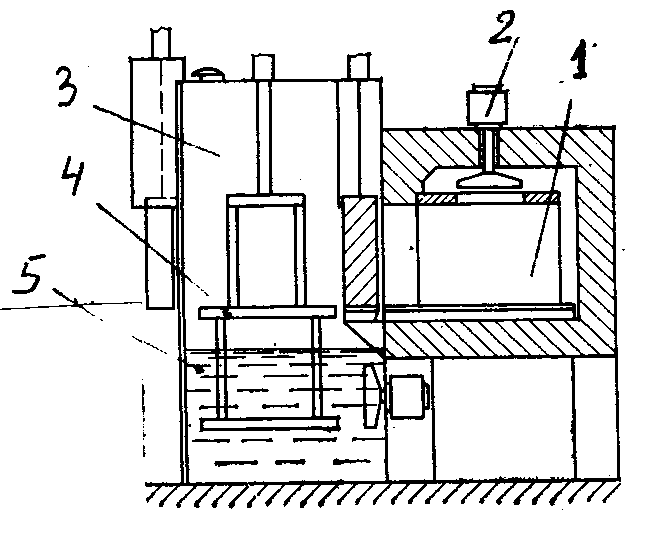
Рис. 13 Схема камерной печи: 1 – камера нагрева, 2 – вентилятор. 3 – форкамера, 4 – подъемный стол для деталей, 5 – закалочный бак
Форкамера (то-есть, камера, находящаяся перед основной нагревательной камерой) позволяет предохранить детали от окисления в момент выемки из печи и перенесения их в закалочный бак. В форкамере поддерживается неокислительная атмосфера. Детали из нагревательной камеры 1 механически перемещаются на поверхность стола 4, который затем опускается в закалочный бак 5
Цементация в печах непрерывного действия
В массовом производстве (например, в автомобилестроении) широко применяются агрегаты непрерывного действия, включающие в себя, кроме печи для цементации, так же закалочное устройство и печь для отпуска
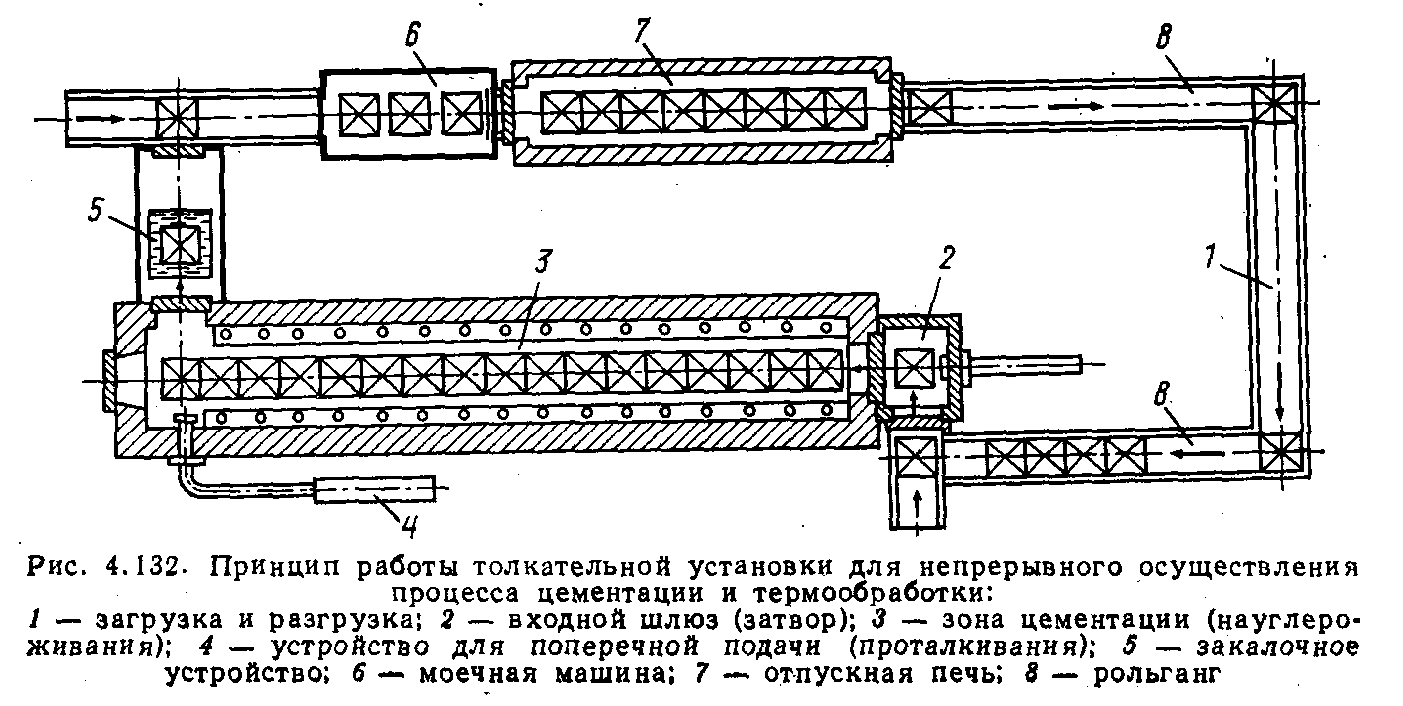
Рис 14 Схема работы толкательной установки для непрерывного процесса цементации:
1- загрузка и разгрузка, 2 входной шлюз (затвор), 3 – зона цементации, 4 – устройство для проталкивания, 5 – закалочное устройство, 6 – моечная машина, 7 – отпускная печь, 8 - рольганг
Типовой режим цементации и последующей термической обработки наиболее широко применяемых для цементации сталей 18ХГТ, 25ХГТ,25ХГМ и др.:
цементация при 930 град. С
подстуживание до 850 град С
ступенчатая закалка в масло (холодное или нагретое до 180 град С)
отпуск при 180 град С
Печь для газовой цементации цементации непрерывного действия разделена на несколько зон. Как показано на Рис15
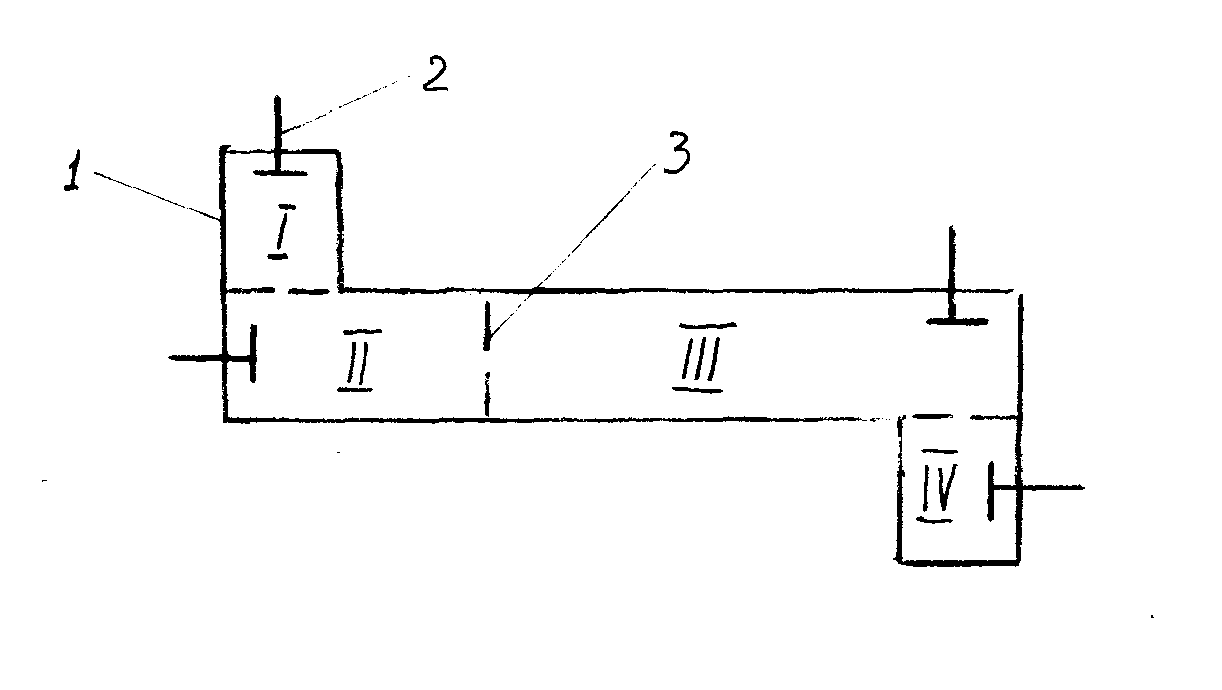
Рис 15 Схема цементационной печи непрерывного действия
1 – корпус, 2 толкатели. 3 – внутренние перегородки, разделяющие пространство печи на зоны
I Зона нагрева - в этой зоне углеродный потенциал с поддерживается равным 0,2 % С (как в сердцевине цементуемой стали)
II Зона активной цементации: с -близок к пределу насыщения при данной температуре (около 1,4% С)
III Зона диффузии - здесь с поддерживается на уровне необходимой концентрации углерода в поверхностном слое (обычно около 1%)
IV Зона подстуживания- величина с как и в предыдущей зоне
Величина углеродного потенциала регулируется расходом эндогаза, воздуха, добавками метана
Для автоматизации управления печью необходимо контролировать температуру, давление газа в печи, состав атмосферы
Относительно технологии закалки после цементации:
Очень важна правильно выбранная температура:
при слишком низкой температуре в сердцевине выделяется свободный феррит
при слишком высокой температуре - много остаточного аустенита в поверхностном слое стали
Масло нередко подогревают для уменьшения деформации деталей
Цементация в тлеющем разряде (ионная)
Этот вид цементации основан на явлении газового разряда ( деталь-катод бомбардируется положительными ионами газа ). При этом:
Происходит катодное распыление поверхности и за счет этого - очистка поверхности детали
Происходит активное диффузионное насыщение поверхности детали ускоренными ионами углерода, азота, бора и т.д.
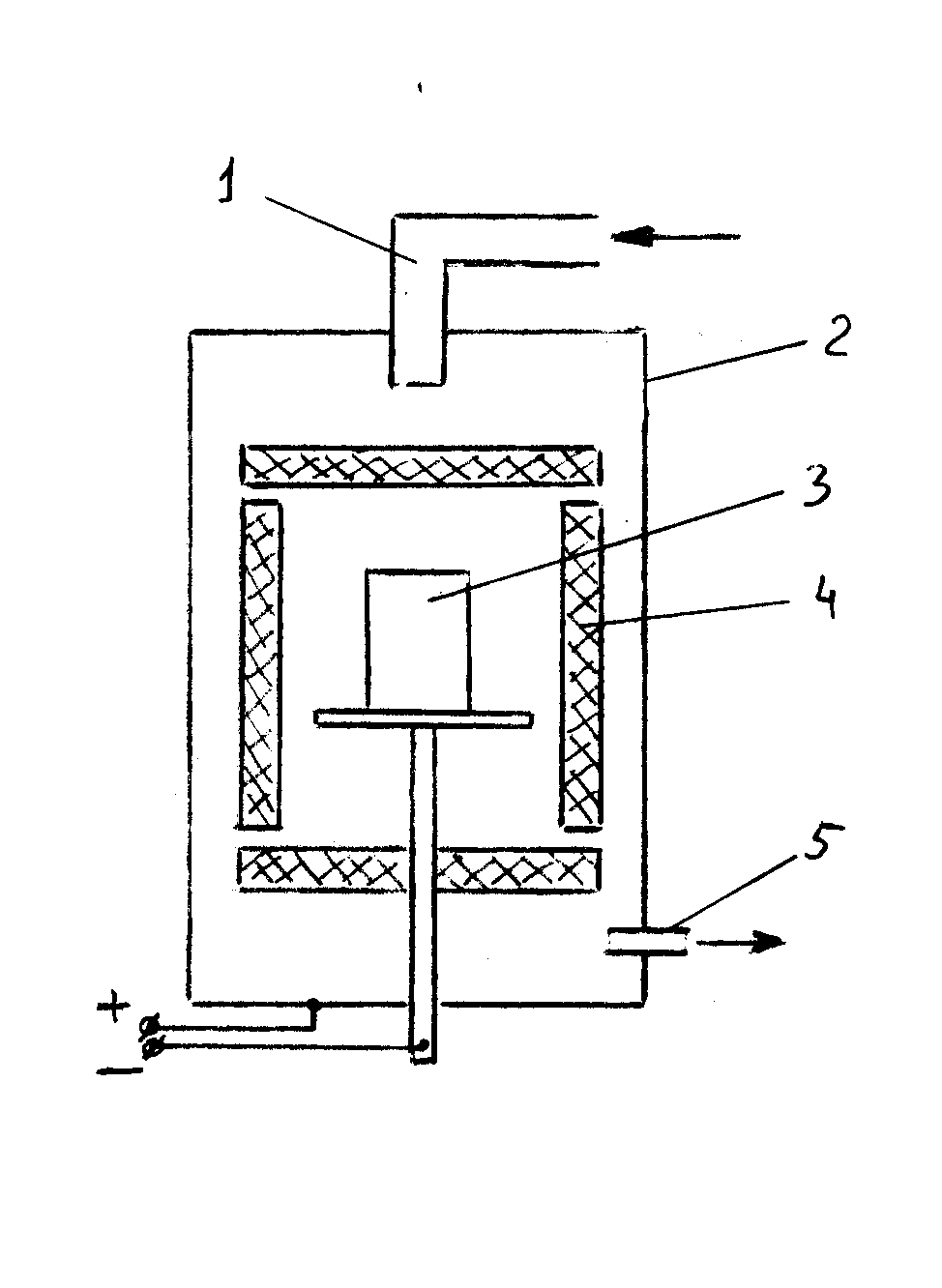
Рис. 16 Схема ионной цементации: 1 – подача цементующего газа ( пропана)
2 – корпус, 3 – деталь, 4 – тепловые экраны. 5 – вакуумирование объема
Источником углерода является пропан (С3Н8)
Плотность тока - 100А/кв м
Разогрев поверхности детали до 1000 град С происходит за счет ионной бомбардировки
Достоинства этого метода цементации:
сокращение длительности процесса в 2 - 3 раза
отсутствие внутреннего окисления и сажи
меньше расход цементующего газа
простота управления процессом
взрывобезопасность
улучшение условий труда
Но - невозможно закалить непосредственно с цементационного нагрева
Цементация в кипящем слое
Кипящий слой представляет собой в данном случае смесь частичек корунда (окись алюминия) диаметром 0,05 - 0,2 мм с частичками угля. Через этот слой продувается газ превращающий слой в псевдожидкость ( легкие детали в этом слое всплывают, тяжелые тонут). Можно регулировать гидродинамическое состояние слоя, изменять в нем условия нагрева и охлаждения
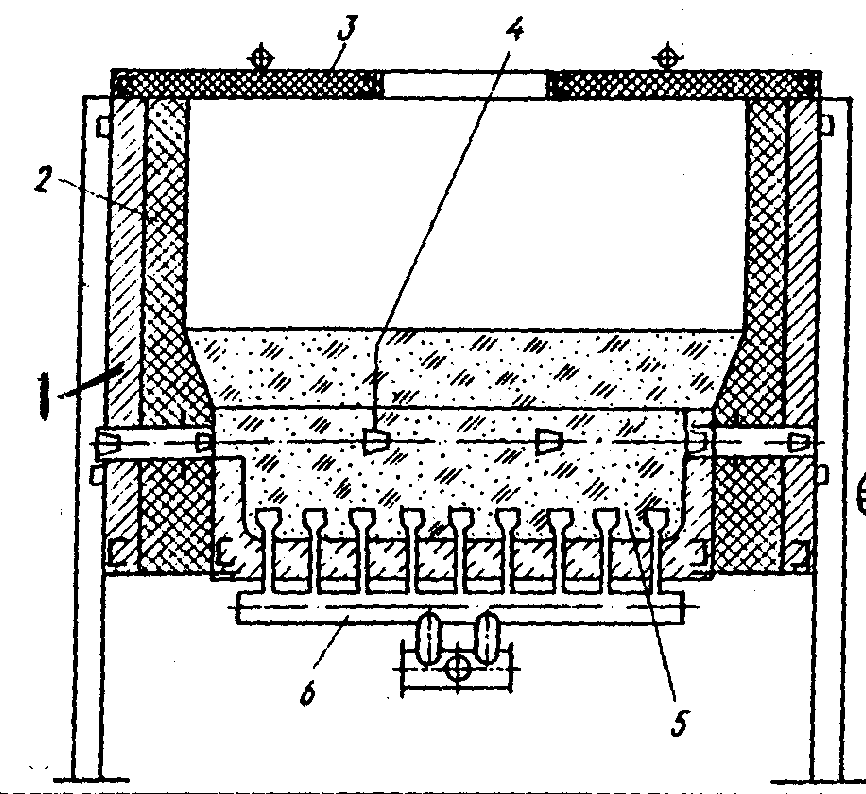
Рис 17 Схема цементации в кипящем слое:
1 – корпус, 2 – кладка, 3 – крышка с отверстием для выхода продуктов сгорания, 4 – детали,, 5 – сыпучий материал, 6 – коллектор газовоздушной смеси с распределительными колпачками
Достоинства кипящего слоя:
сокращение длительности ( за счет увеличения скорости нагрева, активизации массопереноса)
- равномерность температуры, уменьшение коробления
Нитроцементация (азотонауглероживание)
Нитроцементация- это процесс насыщения поверхности стали одновременно углеродом и азотом при температуре 700- 950 град С в газовой среде, состоящей из науглероживающего газа и аммиака
Чаще всего температура процесса 850 - 870 град С
После насыщения - закалка в масло
Процесс нитроцементации особенно выгоден, когда по условиям эксплуатации детали достаточна небольшая толщина упрочненного слоя - 0,2 - 1,0 мм
На ВАЗе из всех деталей ( зубчатые колеса и др), подвергаемых упрочнению путем химико-термической обработки, около 90 % упрочняются именно нитроцементацией.
Преимущества нитроцементации по сравнению с цементацией :
увеличивается скорость диффузии углерода ( за счет наличия азота)
понижается температура превращения (за счет азота)
В итоге, скорость роста цементованного слоя до толщины 0,8 мм при 930 град С такая же как при 860 град в случае нитроцементации. Это уменьшает время процесса, повышает стойкость печей, уменьшает деформации деталей.
Оборудование для нитроцементации то же, что и для цементации
Структура нитроцементованного слоя - мартенсит + карбонитриды + остаточный аустенит - до 25%, иногда до 45%.
Наилучшие свойства для данной марки стали можно получить только при оптимальном соотношении углерода и азота в поверхностном слое, например в стали 25ХГТ оптимально должно быть около 0,3% азота и 0,85 - 0,95% (углерод + азот)
Цианирование
Цианирование - это химикотермическая обработка состоящая в одновременном насыщении поверхности углеродом и азотом в расплаве, содержащем цианистые соли. Структура и свойства слоя аналогичны нитроцементации
Cостав расплава:
NaCN (25%) + NaCl (25%) + NaCO3 (50%)
Механизм образования активных углерода и азота в расплаве:
2NaCN + O2 = 2NaCNO
2NaCNO + O2 = Na2CO3 + CO + N
Диффузионный слой толщиной 0,2 мм достигается за 90 мин при температуре 850 град С
Вопросы по цементации
1. Какие физические и химические процессы обеспечивают насыщение поверхности стали углеродом
2 Что такое углеродный потенциал атмосферы
3. Что такое активность углерода. От каких факторов она зависит
4. Строение цементованного слоя при медленном и быстром охлаждении
5. Распределение углерода и твердости в цементованном слое . Эффективная толщина слоя
6. Напряжения в цементованном слое
7. Термическая обработка после цементации, ее цели. Варианты.
8. Какие стали применяют для цементации и почему
9. Технология цементации в твердом карбюризаторе. Схема, достоинства. Недостатки, основные химические реакции
10 Жидкие углеводороды, как источники газа для цементации, пример применения
11 Что такое эндогаз. Получение, применение
12 цементация в шахтных печах
13. Цементация в камерных печах
14. Зоны печи непрерывного действия
15 Схема толкательной установки (агрегата)
16. Ионная цементация
17 Нитроцементация и цианирование