

Пример №1.
Выполнить расчет и выбор посадки для гладкого цилиндрического соединения диаметром 45 мм для обеспечения предельных расчетных зазоров S p(max) = 0,105 мм и S p(min) = 0,032 мм. Посадка в системе отверстия (CH) . Назначить технологические процессы изготовления деталей соединения.
Решение:
1.Определяем допуск зазора и число единиц допуска
TSp = Sp(max) – S p(min) = 0,105 – 0,032 = 0,073 мм
или TS p = 73 мкм.
![]()
i=1,71
2.Определяем квалитет по ГОСТ 25346-89 , ГОСТ 25347-82 (СЕ СЭВ 145-75 и СЕ СЭВ 177-75) и устанавливаем седьмой квалитет JT7 .
3.Определяем шероховатость деталей соединения по формуле (6)
![]()
4.Определяем технологические зазоры (ST) по формуле (2) и (3)
ST(max) = S p(max) – 1,4 (R zD + R zd) =
=105 – 1,4(3,125 + 3,125) =105–8,75=96,25 мкм
S T(min) = Spmin -1,4(R zD + R zd) =
32-1,4* 6,25 = 23,25 мкм.
S T(max) = 96,25 мкм .
S T(min) = 23,25 мкм .
5.Назначаем стандартную посадку и определяем основные отклонения вала по ГОСТ 25346-89 в системе отверстия из условия:
![]() ST(min)
–должно быть отрицательным , поскольку
посадка с зазором
ST(min)
–должно быть отрицательным , поскольку
посадка с зазором
es = - 25 мкм , соответствует посадке f .
6.Определяем возможную сумму допусков отверстия и вала по формуле (10).
TD + Td = S T(max) - =96,25 – 25 = 71,25 мкм .
7.Определяем квалитеты отверстия и вала по ГОСТ 25346-89:
- отверстие – восьмой квалитет;
- вал – седьмой , т.е.
диаметр
45![]()
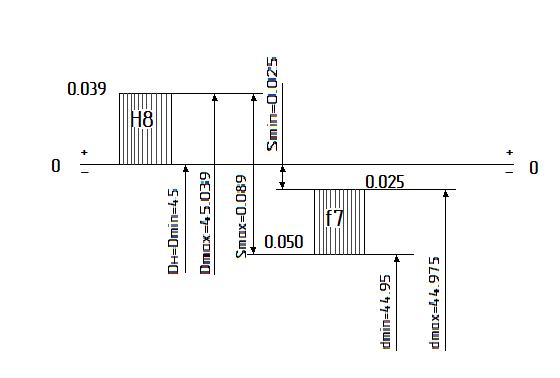
TD = 0,039 мм = 39 мкм .
Td =0,025 мм = 25 мкм
и сумма допусков 39 +25 = 64 мкм.
8.Проверяем соблюдения условия по формуле:
![]()
S C(max) =Dmax – dmin =
=45,039 –44,950 =0,089 мкм .
0,089 <0,096
S С(min) = Dmin – dmax =
=45,0 – 45,975 = 0.025 мкм .
0,025 > 0,023
Условия соблюдаются – посадка выбрана, верно.
9.Уточняем шероховатость поверхности вала и отверстия по формуле (6)
![]()
По ГОСТ 2789-73 выбираем стандартные значения
R zD = 4,0 мкм , R zd = 2,5 мкм
10.Назначаем способ обработки поверхностей отверстия и вала, обеспечивающий требуемую точность и шероховатость:
отверстие – тонкое растачивание на токарно-винторезном станке (алмазное)
вал – наружное тонкое точение.
11.Выбираем средства измерения:
для вала - микрокатор типа 02 ИГП ГОСТ 6933-72, диапазон показаний
![]()
для отверстия – индикаторный нутромер, ГОСТ 868-83, диапазон показаний
![]() .
.
12.Строим схему полей допусков соединения:
Пример №2.
Выполнить расчет и выбор посадки для гладкого цилиндрического соединения диаметром 70 мм для обеспечения предельных расчетных натягов
![]()
Np(min)=20 мкм
Посадка в системе вала (сh)
Назначить технологические процессы изготовления деталей соединения.
Решение.
1.Определяем допуск натяга и число единиц допуска
где i=1,9
2.По СТ СЭВ 145-75 и СТ СЭВ 177-75 устанавливаем шестой квалитет.
3.Определяем шероховатость деталей соединения
![]() .
.
4.Определяем технологические натяги (NT) по формуле (4) и (5):
NT(max)=72+1,4(2,4+2,4)=78,72 мкм
NT(min)=20+1,4(2,4+2,4)=26,72 мкм.
5.По ГОСТ 25346-89 определяем стандартные значения допусков:
Td=19, квалитет 6
TD=30, квалитет 7
6.По ГОСТ 25346-89, соблюдая условие (13) выбираем основное отклонение отверстия:
 ES=-48
мкм,
ES=-48
мкм,
7.Соединение имеет следующий вид:
![]()
8.Проверяем соблюдение условия выбора по формуле:
![]()
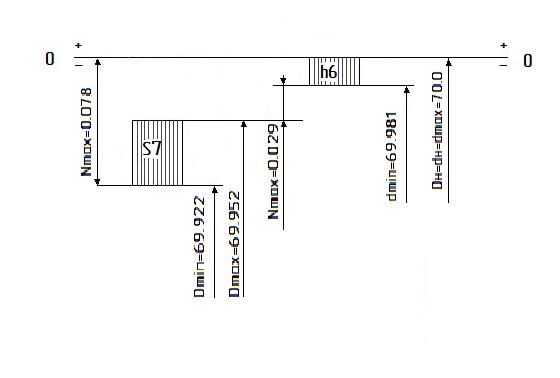
Nc(max)=Dmin-dmax=69,922-70=-0,078мкм=78мкм
Nc(min)=Dmax-dmin=69,952-69,981=-0,029мкм=29 мкм
78<78,72 и 29>26,72
Условие соблюдается - посадка выбрана, верно.
9.Уточняем шероховатость поверхности вала и отверстия по формуле (6):
RzD=0,125*TD=0,125*30=3,75 мкм
Rzd=0,125*TD=0,125*19=2,375 мкм
По ГОСТ 2589-73 выбираем стандартные значения
RzD=3,2 мкм; Rzd=2,0 мкм
10.Назначаем способ обработки поверхностей отверстия и вала, обеспечивающей требуемую точность и шероховатость:
Отверстие – шлифование;
Вал – тонкое шлифование.
11.Выбираем средства измерения:
- для
вала диаметром 70h6(-0,019)
– скоба типа СР, ГОСТ 11098-89, диапазон
показаний
![]()
- для
отверстия диаметром 70S7![]() индикаторный нутромер ГОСТ 9244-89,
индикаторный нутромер ГОСТ 9244-89,
![]()
12.Строим схему полей допусков соединения:
Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения с учетом характера нагружения.
Цель задания:
1.Нучиться назначать и рассчитывать посадки подшипников качения.
2.Научиться обозначать на чертежах посадки колец подшипников качения с сопрягаемыми деталями.
Исходные данные:
1.Эскиз узла с установленным подшипником качения.
2.Номер подшипника качения и ГОСТ 8338 – 75.
3.Характер нагружения колец подшипника.
4.Значение радиальной нагрузки на опору подшипника.
Содержание задания:
1.Определить в соответствии с ГОСТ 8338-75 конструктивные размеры данного номера подшипника качения.
2.Выполнить расчеты обоснования характера нагружения колец подшипника.
3.Рассчитать и выбрать посадки колец подшипника корпус и на вал.
4.Построить схемы полей допусков соединений:
а) внутреннее кольцо подшипника – вал;
б) наружное кольцо подшипника – корпус.