

1.2 Цель работы
Целью данной лабораторной работы является получение практических навыков экспериментальной оценки точности технологического процесса методом математической статистики.
1.3 Содержание работы
При выполнении лабораторной работы необходимо методами математической статики оценить поле рассеяния размеров партии валиков, обработанных при неизменной настройке на токарно-револьверном станке, построить гистограмму и эмпирическую кривую распределения, найти вид теоретической кривой распределения и определить процент брака деталей.
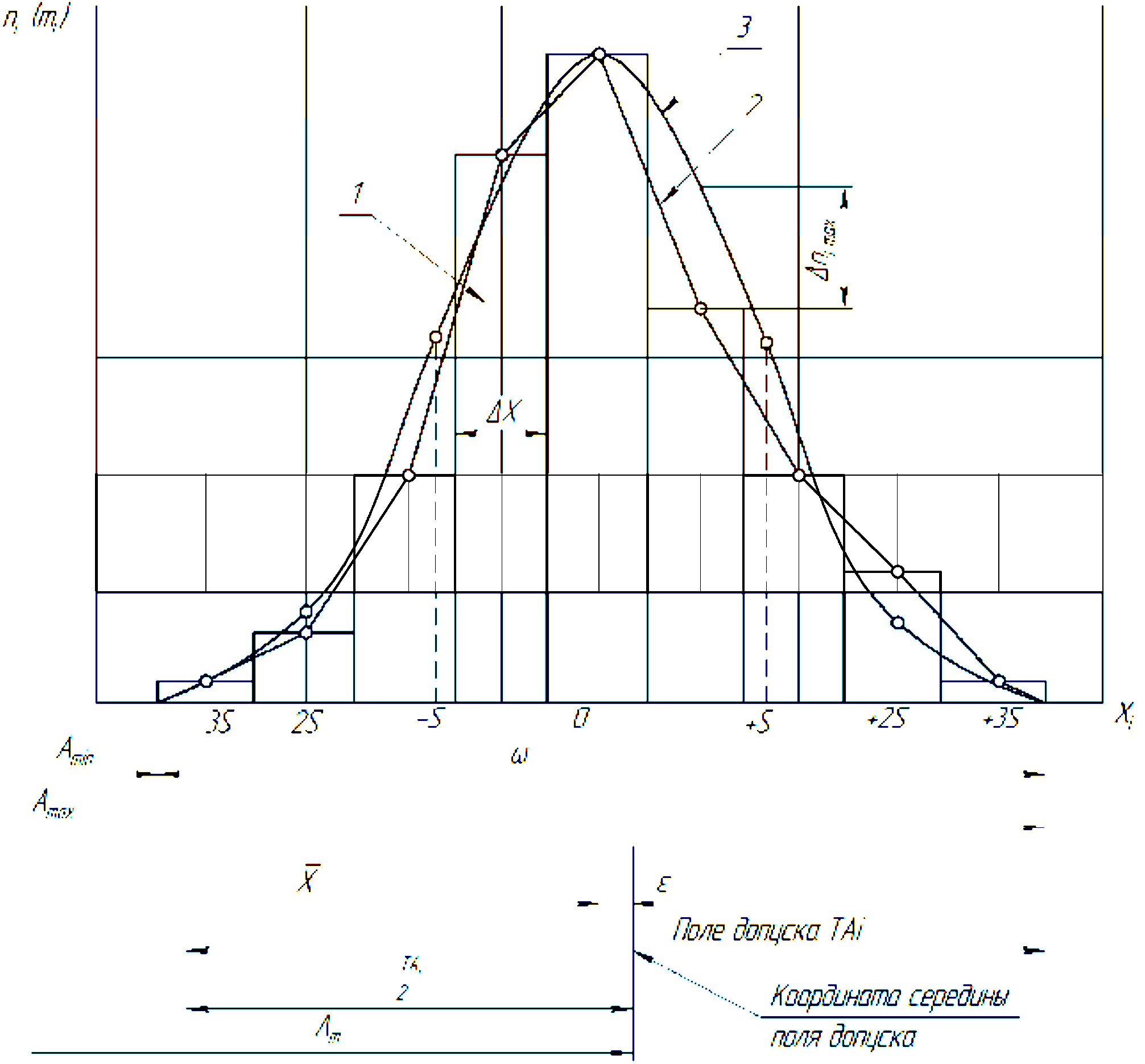
Рис. 1.1 Гистограмма(1), эмпирическая (2) и теоретическая (3) кривые распределения
1.4 Средства технологического оснащения и детали
1. Микрометр МКЦ-25
2. Штангенциркуль ШЦЦ-I-300-0,01
2. Детали - валики, 28 штук.
1.5 Порядок выполнения лабораторной работы
1. Измерить с помощью микрометра и штангенциркуля диаметры партии валиков. Измерение диаметров валиков необходимо выполнять в одном сечении (расположенном на определенном расстоянии от торца детали), соблюдая постоянство условий измерения. Результаты измерения занести в табл. 1.1, расположив полученные действительные размеры di в порядке возрастания их значения.
2. По данным таблицы 1.1 найти величину поля рассеяния размеров деталей по формуле (1.8) и, приняв число интервалов 7÷15, определить величину интервала по формуле:
 [мм], (1.13)
[мм], (1.13)
где l – число интервалов.
3. Произвести разбивку деталей по интервалам и занести данные во второй столбец табл. 1.2.
В первую строку записывается минимальный размер партии деталей и максимальный размер первого интервала. Для его определения к Аmin прибавляется величина интервала Х. Записать в виде Аmin ÷ (Аmin+х).
Произвести расчет предельных размеров для оставшихся интервалов, где минимальный размер каждого интервала равен максимальному значению предыдущего интервала. В третий столбец записываются средние значения каждого интервала Хi c точностью до 0.001 мм.
Далее подсчитать число деталей из табл.1.1, имеющих размеры, ограниченные пределами каждого интервала и занести их в 4 столбец табл. 1.2. Затем определяют частости (1.9) и заполняют 5 столбец табл. 1.2.
4. По формулам 1.5÷1.11 рассчитать основные характеристики эмпирической и теоретической кривых распределения.
Среднее арифметическое значение действительных размеров по формуле 1.5.
Рассеяние значений случайных величин в выборке относительно эмпирического центра группирования характеризуется эмпирическим средним квадратическим отклонением и определяется по формулам 1.6 или 1.7 в зависимости от количества измеренных деталей. Размерность s (так же как и σ) совпадает с размерностью случайной величины, для которой они определены. Чем меньше значение s, тем выше точность изготовления (измерения), т. е. меньше случайные погрешности изготовления (измерения).
Далее
для построения кривой нормального
распределения необходимо определить
координаты шести-семи точек, в том
числе четырех характерных точек. Одна
из характерных точек, соответствующая
абсциссе
 ,
является вершиной кривой. Величины nx
, ns , n2s , n3s определяются по формуле 1.11.
,
является вершиной кривой. Величины nx
, ns , n2s , n3s определяются по формуле 1.11.
5. Построить совмещенный график (см. рис. 1.1).
Для построения теоретической кривой распределения 3 в середине оси абсцисс отметить т.0 и от нее в масштабе отложить значения эмпирического среднего квадратического отклонения. Отметив на оси ординат характерные точки nx , ns , n2s , n3s построить кривую распределения соединив их плавной кривой.
Для того, чтобы построить гистограмму 1, на оси абсцисс необходимо отметить предельные значения интервалов (табл. 1.2 столбец 2) в том же масштабе, который был задан при построении теоретической кривой 3, совместив с т.0 среднее арифметическое значение х . На оси ординат откладываются значения количества размеров, попавших в каждый интервал (табл. 1.2 столбец 4).
Для построения эмпирической кривой распределения 2 необходимо прямыми отрезками соединить средние значения размеров в каждом интервале (табл. 1.2 столбец 3).
После этого ниже оси абсцисс необходимо отметить поле допуска изготавливаемой партии деталей и указать координату середины поля допуска.
Ее отклонение относительно х есть величина смещения середины поля допуска относительно центра группирования e.
6. По формуле 1.12 определить вероятность P выхода числа обрабатываемых деталей за установленное поле допуска TAi и результаты вычислений занести в табл. 1.3.