

6. Определение размеров опок
Литейная опока – жесткая металлическая рамка, служащая для удержания формовочной смеси при изготовлении литейной формы, ее транспортировке и заливке жидким металлом. При сборке верхнюю 4 и нижнюю 5 опоки (рис. 4) соединяют с помощью втулок и штырей. Для лучшего использования опок при формовке мелких деталей в одной опоке располагают несколько отливок с общей литниковой системой. В данном задании для упрощения допускается расположение в опоке одной отливки.
Вокруг отливки слой формовочной смеси должен быть минимальным, но достаточным, чтобы исключить деформацию формы давлением жидкого металла. Расстояния между моделями, литниковой системой и стенками опок выбираются из таблицы 7.
Таблица 7
Допустимые расстояния между моделями и элементами формы
Вес отливки, кг |
Допустимые значения, мм |
||||
От верха модели до верха опоки |
От низа модели до низа опоки |
От модели до стенки опоки |
От кромки шлакоуло-вителя до кромки модели |
От края стояка до стенки опоки |
|
До 5 |
40 |
40 |
30 |
30 |
30 |
5-10 |
50 |
50 |
40 |
30 |
40 |
10-25 |
60 |
60 |
40 |
30 |
50 |
25-50 |
70 |
70 |
50 |
40 |
50 |
50-100 |
90 |
90 |
50 |
50 |
60 |
100-250 |
100 |
100 |
60 |
60 |
70 |
250-500 |
120 |
120 |
70 |
70 |
80 |
7. Составление чертежа «Форма в сборе»
Сборкой называется процесс соединения отдельных частей формы в одно целое и подготовка формы к заливке. Форма в сборе должна быть показана на чертеже в разрезе так, чтобы ясно было видно положение стержней и литниковых каналов, выпоров, прибылей и способа скрепления опок.
На рис. 4, а и 4, б показаны формы в сборе для отливки соответственно стальной и чугунной деталей, а на рис. 5, а и 5, б – готовые отливки с литниковой системой.
|
а |
|
б |
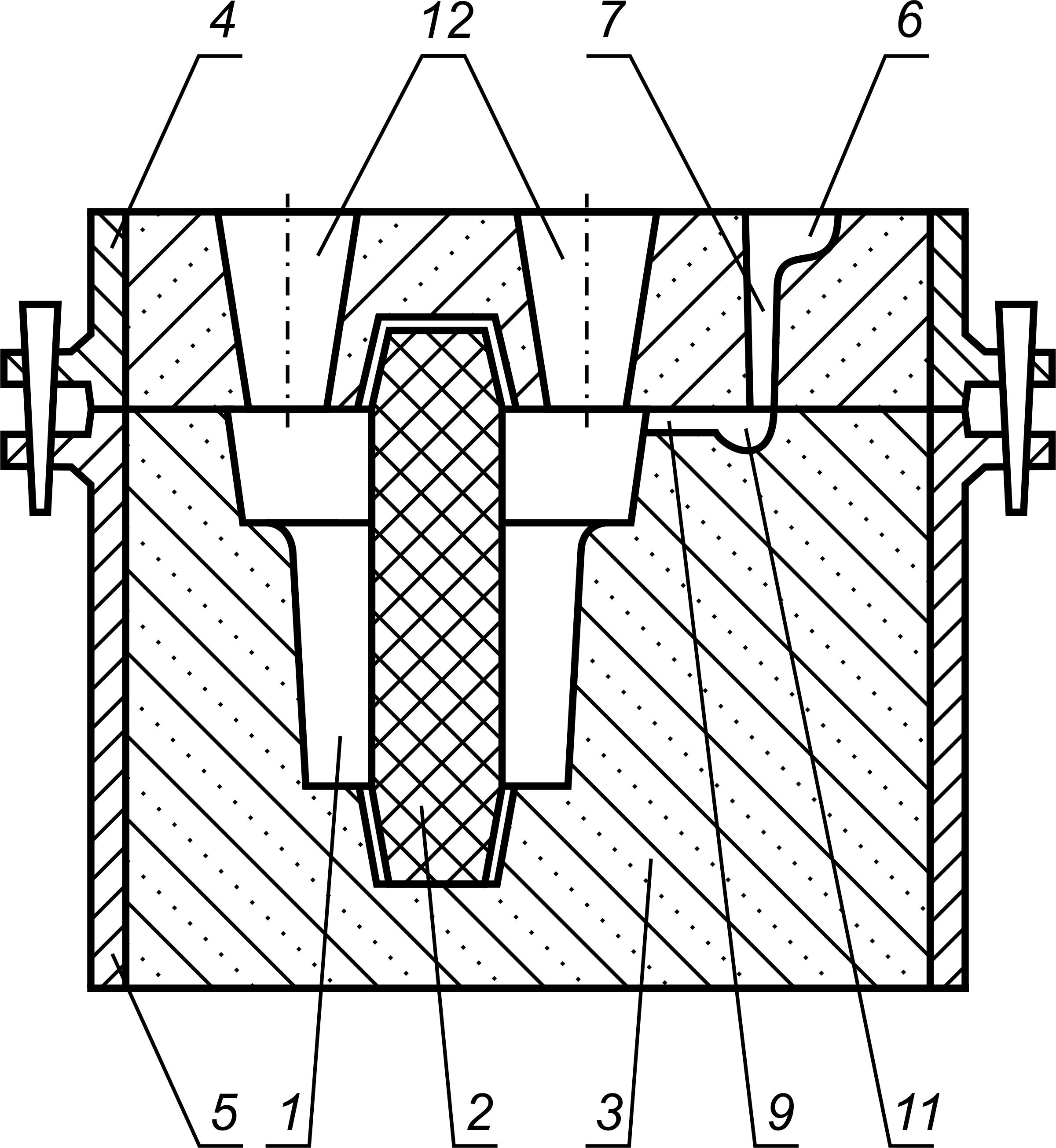

Рис. 4. Формы в сборе для стального (а) и чугунного (б) литья:
1 – литейная полость; 2 – стержень; 3 – формовочная смесь; 4, 5 – верхняя и нижняя опоки; 6 – литейная чаша; 7 – стояк; 8 – шлакоуловитель; 9 – питатель; 10 – выпоры; 11 – дроссель; 12 – прибыли
|
|
а |
б |
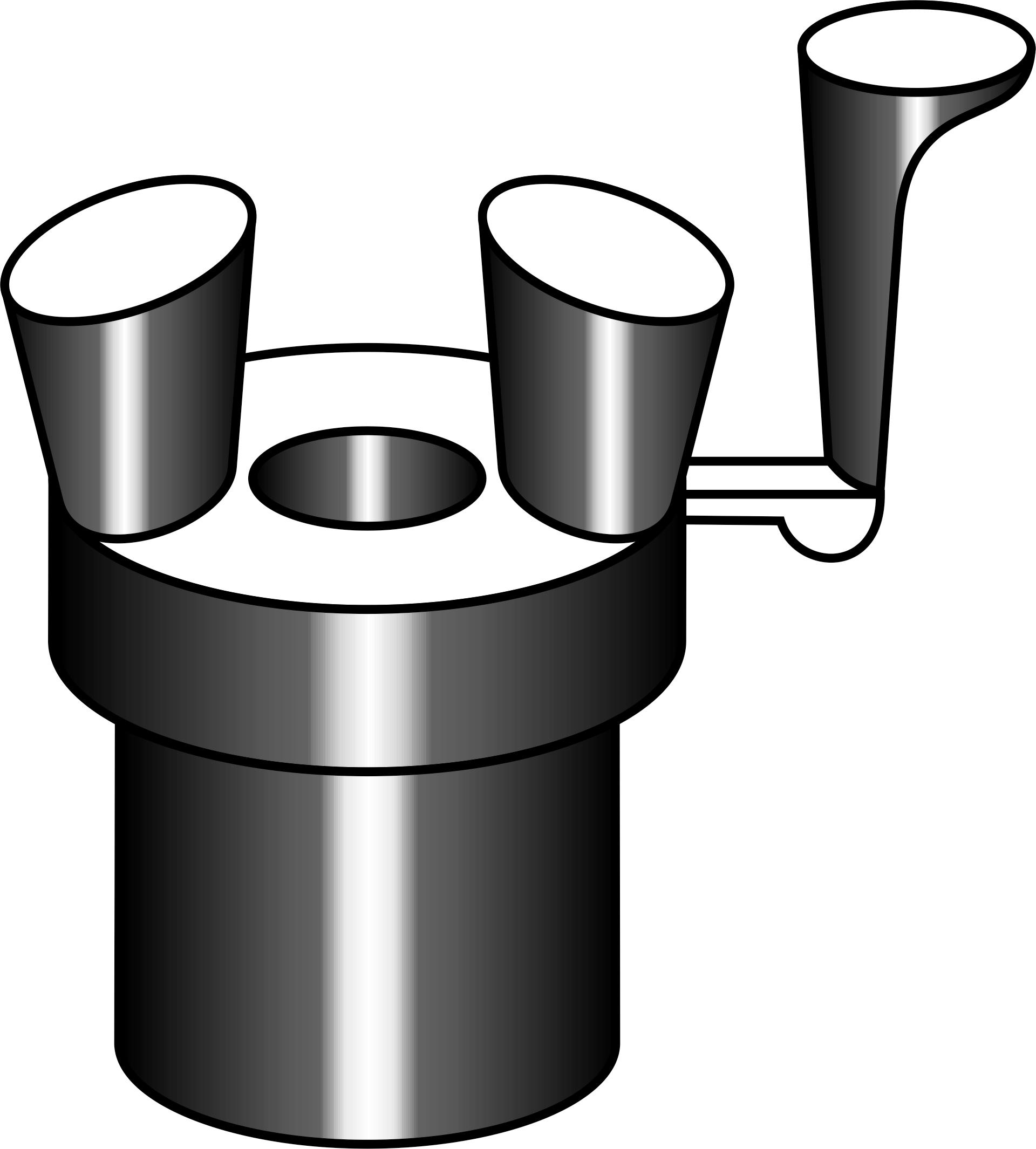
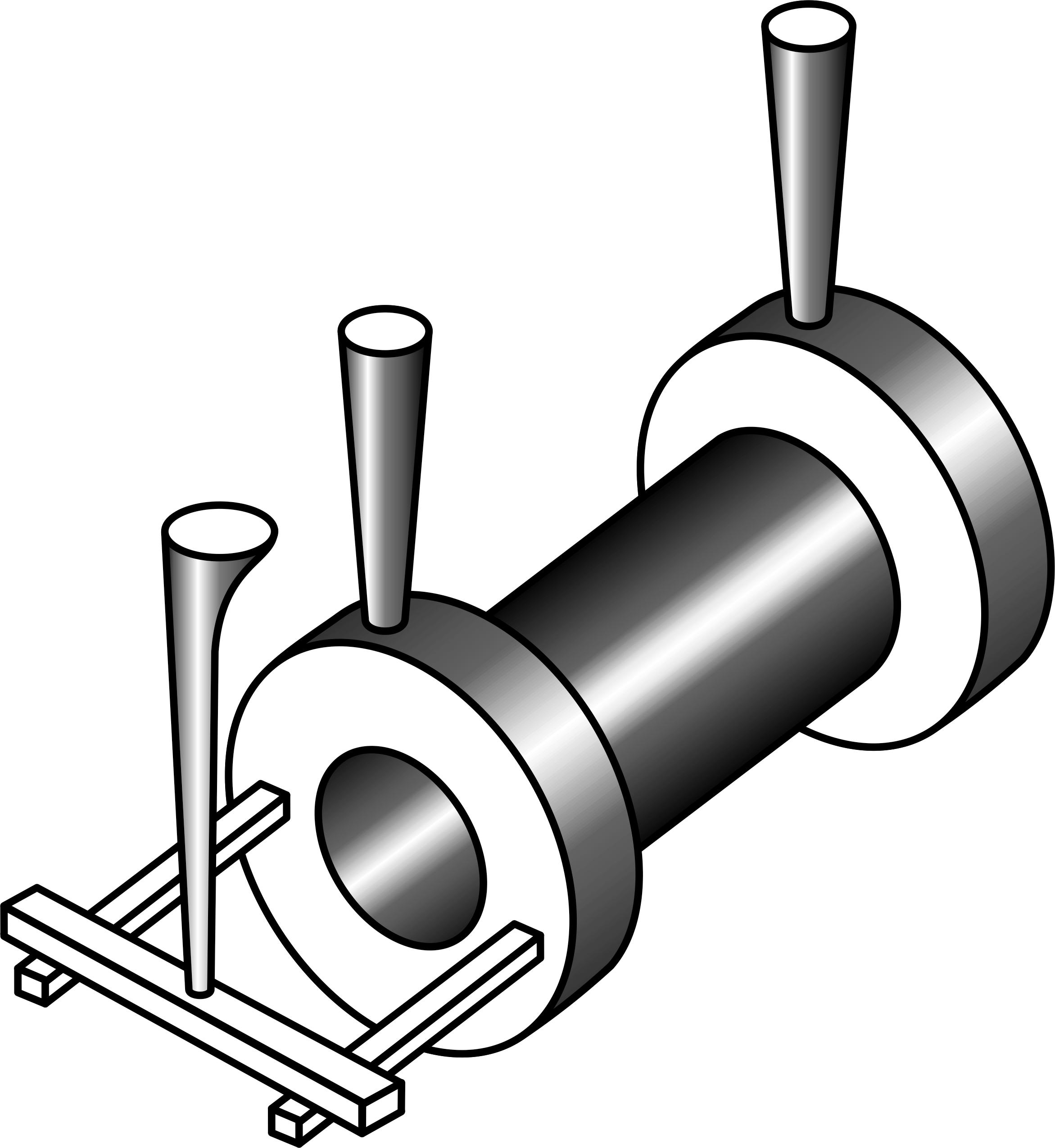
Рис. 5. Готовые отливки с элементами литниковой системы: а – стальная; б – чугунная
Задание
1. На основании исходных данных индивидуального задания рассчитать основные параметры литейной формы.
2. На основании расчетов разработать чертежи отливки, модели, стерневого ящика и формы в сборе.
Порядок выполнения работы
1. Выбрать способ формовки и поверхность разъема формы.
2. Разработать чертеж отливки.
3. Разработать чертеж модели.
4. Разработать чертеж стержневого ящика.
5. Выбрать тип и определить размеры литниковой системы.
6. Определить размеры опок.
7. Разработать чертеж формы в сборе.
Основные правила по технике безопасности
При выполнении работы необходимо соблюдать требования «Инструкции по охране труда» в лабораториях кафедры «Материаловедение и ТКМ».
Содержание и форма отчета о проделанной работе
1. Цель и задачи работы, применяемое оборудование и материалы, краткие теоретические сведения по теме.
2. Расчеты отливки, модели, литниковой системы, стержня должны быть показаны на свободных от эскизов страницах.
3. Выводы по результатам проделанной работы.
4. Список использованной литературы.
Отчет выполняется на листах белой бумаги форматом А4 (297210 мм) с рамкой и соответствующими штампами или иным образом, указанным преподавателем (см. Приложение).